

Nei servizi di lavorazione CNC di precisione , la precisione a livello micrometrico è l'obiettivo principale e la qualità dei fori è spesso il fattore determinante per le prestazioni finali del prodotto finito. La fase critica del processo in questo ambito, più che la foratura, è l'alesatura di alta precisione.
Scegliere l'alesatore e/o l'azienda sbagliati si rivelerà dannoso per i vostri progetti .

Questo articolo illustrerà come gli alesatori di precisione possono contribuire a migliorare la qualità dei servizi di lavorazione CNC personalizzati e fornirà un quadro di analisi sistematico che insegnerà a scegliere i produttori di macchine CNC con le specifiche necessarie per la lavorazione CNC di alta precisione.
Inoltre, vi illustreremo come JS Precision, grazie alle sue eccellenti competenze nell'utilizzo di macchine utensili CNC di livello mondiale, a un controllo avanzato dei costi di lavorazione CNC e a una profonda collaborazione nel settore, possa diventare un fornitore di macchine CNC affidabile per i vostri progetti più complessi a livello globale.
Riepilogo delle risposte chiave
| Nucleo decisionale | Nucleo decisionale | Le soluzioni di JS Precision |
| Corrispondenza tra strumenti e processi | Credere che "gli alesatori servano solo per le punte di finitura", ignorando l'influenza decisiva dei materiali, dei rivestimenti e della geometria sulla precisione finale e sulla finitura superficiale. | Offriamo la selezione dell'alesatore e l'ottimizzazione dei parametri di processo in base al materiale del pezzo, alle tolleranze del diametro del foro e ai requisiti di superficie, per garantire una qualità ottimale del foro. |
| Criteri di valutazione del produttore | Valutare le capacità basandosi esclusivamente su elenchi di attrezzature o preventivi significa ignorare la reale portata del sistema di qualità, del supporto ingegneristico e del controllo dei processi. | Dimostriamo un processo di qualità completo conforme alla norma AS9100/IATF 16949 e forniamo una catena dati completa , dal DFM al FAIR, a riprova delle loro capacità sistematiche nella lavorazione CNC di alta precisione . |
| Acquisizione di valore completo | Affrontiamo il difficile compromesso tra i costi della lavorazione CNC per i prototipi e la produzione di massa, e tra fornitori locali e esteri . | Sfruttando la flessibilità della catena di fornitura e le economie di scala della produzione cinese, offriamo un servizio completo di lavorazione CNC di precisione, dalla prototipazione rapida alla produzione in serie stabile, garantendo precisione di altissimo livello e costi competitivi. |
Punti chiave:
- Gli alesatori di precisione rappresentano il "tocco finale" nella lavorazione CNC, influenzando direttamente la precisione dimensionale dei fori, la cilindricità e l'integrità superficiale.
- Nel valutare un produttore di macchine a controllo numerico (CNC), è necessario concentrarsi sugli aspetti hardware, nonché esaminare il sistema di gestione della qualità e le modalità di collaborazione ingegneristica.
- I materiali difficili da lavorare , come le leghe ad alta temperatura, richiedono utensili di lavorazione CNC e strategie di processo specificamente progettate per essi; i metodi convenzionali possono solo portare a un rapido guasto degli utensili.
- L'efficacia del controllo dei costi nella prototipazione è determinata dall'ottimizzazione del design, dalla simulazione dei processi e dal coinvolgimento dei fornitori fin dalle prime fasi.
- Ciò significa che i maggiori produttori cinesi, come JS Precision, possono fornire senza problemi piccoli lotti di componenti complessi, servendo così i clienti a livello locale e mantenendo al contempo una competitività di prezzo a livello globale.
Perché scegliere JS Precision? Per ottenere tolleranze elevate nella lavorazione CNC di precisione.
Nel campo della lavorazione CNC di precisione ad alta tolleranza, l'eccellenza è l'unica opzione possibile. Come chiarito dai requisiti fondamentali del sistema di gestione della qualità ISO 9001:2015 , una produzione stabile e di alta precisione dipende dal controllo completo del processo.
Tra i clienti dei settori aerospaziale, medico e industriale, JS Precision gode della loro fiducia perché non solo rispettiamo i requisiti di tolleranza, ma definiamo anche uno standard diverso per loro.
Le nostre prestazioni parlano da sole: con una fornitura costante di componenti che presentano tolleranze lineari correttamente indicate pari a ±0,0125 mm e tolleranze geometriche delle caratteristiche critiche inferiori a 0,01 mm, ci impegniamo sempre a superare gli standard del settore.
Il valore aggiunto principale è offerto da soluzioni complete di lavorazione CNC ad alta precisione. Combiniamo centri di lavoro CNC a cinque assi all'avanguardia con un rigoroso controllo di processo, che include l'ispezione con sonda in macchina e il monitoraggio dei dati in tempo reale, per eliminare completamente le deviazioni di lavorazione.
Il nostro team di ingegneri non solo realizzerà i progetti, ma collaborerà anche con voi per ottimizzarne la producibilità, garantendo che anche le geometrie più complesse vengano prodotte in modo efficiente e preciso.
Mentre alcuni concorrenti si vantano esclusivamente della qualità delle loro attrezzature, noi preferiamo utilizzare i risultati per raccontare i nostri punti di forza , ad esempio riducendo del 70% i tempi del ciclo di lavorazione di un cliente del settore aerospaziale e triplicandone al contempo la precisione.
Quando il vostro progetto richiede estrema precisione e affidabilità, JS Precision non sarà un'opzione, ma una garanzia di successo.
Ti interessa scoprire come JS Precision garantisce tolleranze ristrette per i tuoi componenti? Carica subito i disegni dei tuoi pezzi per un'analisi DFM gratuita e un preventivo accurato, così potremo trasformare il tuo progetto in una realtà di produzione di precisione.
Oltre la semplice foratura: come gli alesatori di precisione migliorano i vostri servizi di lavorazione CNC personalizzati.
Nella lavorazione CNC, gli alesatori sono gli strumenti principali per migliorare la qualità dei fori. La foratura rappresenta il primo passo nella creazione del foro, ma gli alesatori ne determinano le dimensioni, la qualità della superficie e i parametri geometrici.
Analisi completa dei tipi di alesatori: Alesatori
- Carburo solido: Molto rigido e con elevata precisione, ideale per servizi di lavorazione CNC di precisione.
- Alesatori con inserti indicizzabili: Elevato rapporto costo-efficacia per lavorazioni gravose di grandi diametri.
- Alesatori per usi speciali: Per materiali difficili da lavorare, che richiedono particolari rivestimenti o forme, rappresentano gli utensili fondamentali per la lavorazione CNC .
| Scenari applicativi | Tipi di alesatori consigliati | Vantaggi principali |
| Lavorazione di precisione ad alta tolleranza | Alesatori in carburo solido | Elevata rigidità, elevata precisione |
| Lavorazione in serie di grande diametro | Alesatori con inserti indicizzabili | Elevato rapporto qualità-prezzo, cambio utensili pratico |
| Lavorazione di materiali difficili da tagliare | Alesatori con rivestimento speciale | Buona resistenza all'usura, elevata adattabilità. |
Sottile influenza dei parametri geometrici: angolo di inclinazione, angolo di smusso e scanalature per i trucioli.
I parametri geometrici dell'alesatore hanno un effetto rilevante: l'angolo di inclinazione influenza in modo significativo la qualità della superficie prodotta, l'angolo di smusso è strettamente correlato all'effetto di centralizzazione e alla componente della forza assiale, e la progettazione della scanalatura e la qualità della lucidatura sono cruciali per prevenire difetti di graffio sulla parete laterale durante la lavorazione di fori profondi in materiali duri.
Strategia di processo: sinergia tra velocità, alimentazione e refrigerante.
A differenza della foratura, l'alesatura richiede velocità di taglio e avanzamenti inferiori per garantire la precisione. Il sistema di raffreddamento interno di precisione ad alta pressione è indispensabile, in quanto raffredda i taglienti, rimuove i trucioli, garantisce dimensioni costanti ed un'eccellente levigatezza, ed è una garanzia fondamentale per i servizi di lavorazione CNC di precisione.

La figura 1 mostra come l'alesatore unisca precisione, efficienza e convenienza, rendendolo uno strumento indispensabile per qualsiasi operazione di lavorazione CNC di alto livello.
Come scegliere il produttore di macchine CNC ideale per progetti ad alta tolleranza?
Nella scelta di un produttore di macchine CNC per progetti che richiedono tolleranze ristrette, è fondamentale andare oltre il materiale di marketing e valutare le capacità e la qualità offerte dall'azienda. Un'azienda specializzata in lavorazioni CNC di alta precisione non si limita a fornire tecnologie all'avanguardia, ma si distingue anche per una mentalità orientata alla qualità.
Audit delle capacità: dall'elenco delle macchine ai documenti di controllo del processo
L'elenco delle attrezzature può essere piuttosto impressionante e può essere verificato esaminando le ispezioni dei primi articoli e gli storici Cpk/PPK di lavori con tolleranze simili, che rappresentano una prova fondamentale delle loro capacità a questo livello di conformità e che ci si può aspettare da un fornitore affidabile.
Dialogo ingegneristico approfondito: la progettazione per la producibilità (DFM) come punto di riferimento.
La progettazione per la producibilità (DFM) è essenziale per valutare la competenza del produttore. Un produttore di macchine CNC di alto livello sarà in grado di offrire soluzioni di ottimizzazione in termini di analisi dei dati per i dettagli di progettazione; non supportare la progettazione senza condizioni può essere percepito come una mancanza di capacità di identificare i problemi.
Vera penetrazione del sistema qualità
Acquisisci una conoscenza approfondita del sistema di gestione della qualità del produttore. Chiedi informazioni su come gestiscono il ciclo di vita degli utensili, la compensazione periodica della precisione delle macchine utensili e come affrontano l'incertezza della calibrazione degli strumenti di misura.
Queste informazioni riflettono direttamente il livello di diffusione della cultura della qualità e rappresentano l'unica garanzia di fornitura di prodotti di qualità.

Figura 2 Implementare misure complete di controllo qualità durante l'intero processo produttivo.
Selezione dei materiali per servizi di lavorazione CNC di precisione ad alta temperatura
In ambienti ad alta temperatura e ad alta resistenza, la scelta dei materiali e delle strategie di lavorazione deve essere sinergicamente coordinata . A causa delle diverse problematiche di lavorazione specifiche per ciascun materiale resistente alle alte temperature, i servizi di lavorazione CNC di precisione richiedono esperienza.
Leghe ad alta temperatura: sfide e soluzioni: Inconel, Hastelloy
La lavorazione di Inconel e Hastelloy, leghe ad alta temperatura con tendenza all'indurimento e scarsa conducibilità termica, è molto complessa. La lavorazione deve essere eseguita con utensili taglienti, bloccaggio rigido, basse velocità, raffreddamento ad alta pressione e un utensile CNC specializzato, ad esempio con rivestimenti a base di AlTiN.
L'arte di bilanciare le leghe di alluminio e titanio ad alte prestazioni
Per le leghe di alluminio 7075-T6 , si elimina il bordo di riporto; per le leghe di titanio TC4, si previene la trasformazione di fase ad alta temperatura. L'ottimizzazione dei parametri di taglio e dei metodi di raffreddamento viene adottata al fine di raggiungere un equilibrio tra qualità ed efficienza durante i servizi di lavorazione CNC di precisione.
Materiali compositi avanzati: delaminazione e formazione di bave da evitare
Il polimero rinforzato con fibra di carbonio (CFRP) è soggetto a delaminazione e pilling durante la lavorazione, il che richiede l'utilizzo di un alesatore specializzato con lame multiple rivestite di diamante per garantire un taglio uniforme delle fibre e la qualità delle pareti del foro.
Avete a che fare con materiali resistenti alle alte temperature o con materiali difficili da lavorare? Possiamo analizzare le specifiche e le applicazioni dei vostri materiali, per poi personalizzare un servizio di lavorazione CNC di precisione che garantisca efficienza e qualità.
Strategie efficaci per ottimizzare i costi di lavorazione CNC per la produzione di prototipi di componenti.
Lo scopo principale della fase di prototipazione è quello di verificare il progetto nel modo più rapido possibile. Approcci specifici possono ridurre i costi di lavorazione CNC e al contempo concentrarsi sulla funzionalità per evitare spese superflue.
Semplificazione del design e deposizionamento delle funzionalità
Semplificando le caratteristiche non critiche, come smussi e tolleranze dimensionali molto basse, mediante la deposizione o la suddivisione di elementi difficili da lavorare, come le piccole filettature interne, si migliora direttamente la lavorabilità e si riducono i costi della lavorazione CNC, senza influenzare il processo di verifica del progetto.
Selezione "downgrade" di materiali e processi
I prototipi per i test funzionali possono utilizzare materiali alternativi lavorabili come la lega di alluminio 6061 al posto della lega di alluminio 7075, allentare i requisiti sulle superfici che non interagiscono, eliminare le attività di lucidatura che richiedono molto tempo, ecc.
Standardizzazione e modularizzazione utilizzate
Dare priorità all'utilizzo di componenti e utensili standard del produttore aiuta quest'ultimo a evitare soluzioni completamente personalizzate. Ciò consente di distribuire i costi fissi, riducendo in modo sostanziale i costi di lavorazione CNC dei prototipi.
Hai bisogno di risparmiare sui prototipi senza rinunciare alle prestazioni? Richiedi una revisione gratuita del progetto del tuo prototipo al nostro team: ti aiuteremo a ottimizzarne i costi, riducendo le spese di lavorazione CNC senza compromettere gli obiettivi di test.
La fattibilità di servizi di lavorazione CNC personalizzati per componenti complessi in piccole serie
"Piccoli lotti, molteplici varianti ed elevata complessità" è lo scenario principale dei servizi di lavorazione CNC personalizzati. Grazie a sistemi FMS e tecnologie di programmazione avanzate, JS Precision e molti altri produttori hanno raggiunto un elevato livello di efficienza a un costo ragionevole nella produzione di piccoli lotti.
Flessibilità di lavorazione in serie a cinque assi
I centri di lavoro CNC a cinque assi possono completare lavorazioni complesse in un'unica impostazione, senza bisogno di molteplici allestimenti e attrezzature specializzate. Anche per piccoli lotti, da 1 a 10 pezzi, offrono vantaggi in termini di precisione e costi nella lavorazione di geometrie complesse.
Automazione e cambio rapido
Il magazzino utensili e il sistema automatizzato di cambio piano di lavoro consentono cambi rapidi e lavorazioni continue . Ciò contribuisce a ridurre i tempi di inattività non produttivi nella produzione di piccoli lotti e garantisce consegne puntuali e un'efficace gestione dei costi nei servizi di lavorazione CNC personalizzati.
Le procedure digitali garantiscono la coerenza qualitativa
La simulazione del gemello digitale e i modelli CAM derivati da procedure digitali sono conformi agli standard ISO 230-4:2022 e garantiscono la coerenza dei processi per ordini di piccoli lotti, eliminando l'errore umano e offrendo una stabilità di processo simile a quella della produzione di grandi lotti.
Avete bisogno di qualità affidabile e tempi di consegna brevi per piccole serie di componenti difficili da produrre? Contattateci e scoprite come le opzioni di produzione flessibili possono offrire risultati economicamente vantaggiosi per i vostri servizi di lavorazione CNC personalizzati.
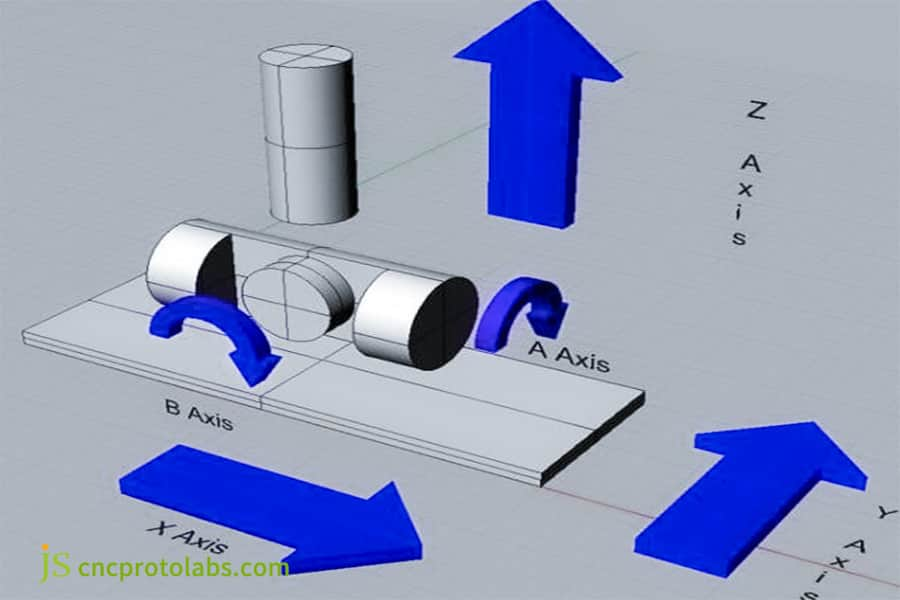
Figura 3 La lavorazione CNC a cinque assi consente di lavorare pezzi estremamente complessi da quasi ogni angolazione, risultando particolarmente adatta per stampi di precisione prodotti in piccoli lotti.
Caso di studio: Riduzione del 70% del tempo di ciclo negli alloggiamenti degli attuatori aerospaziali
Sfida
Un'azienda aerospaziale ha richiesto cinque serie di fori per cuscinetti di alta precisione in un alloggiamento per attuatore in lega di alluminio, con un requisito di accuratezza di ±0,008 mm e una specifica di coassialità di 0,015 mm.
Tuttavia, a causa della sequenza di lavorazione effettuata dal fornitore attuale, l'errore di riferimento è stato ulteriormente incrementato, portando così la specifica di coassialità a 0,02 mm, con una percentuale di successo inferiore all'85% e un tempo di lavorazione di 35 ore per singola lavorazione.
La soluzione di JS Precision
Ristrutturazione del processo: pur avendo scartato il processo di lavorazione sequenziale a cinque assi, siamo passati alla lavorazione simultanea a cinque assi . Utilizzando questo processo, tutte le lavorazioni strutturali e dei sistemi di foratura possono essere eseguite in un'unica configurazione, senza errori legati alla conversione dei riferimenti.
Ottimizzazione degli utensili: abbiamo sviluppato utensili di alesatura in metallo duro integrale con precisione micrometrica per il processo di lavorazione di fori critici e abbiamo ottimizzato i parametri di taglio e i sistemi di raffreddamento per prolungare la durata degli utensili e migliorare la precisione di lavorazione.
Monitoraggio online: l'ispezione in macchina viene effettuata utilizzando una sonda interna per eseguire l'ispezione di riferimento e la compensazione direttamente sulla macchina. Questo permette di compensare anche le minime variazioni in tempo reale.
Risultato:
Il livello di coassialità per i sistemi di fori critici è migliorato da una precisione di 0,02 mm a 0,006 mm, con un tasso di resa salito al 99,8% , mentre il tempo di lavorazione per le lavorazioni singole è stato ridotto da 35 ore a 10 ore, migliorando il livello di efficienza del 70%. Ciò non solo ha garantito i requisiti di affidabilità, ma ha anche ridotto i costi per i clienti di diverse migliaia di dollari.
Anche i vostri componenti complessi presentano le stesse problematiche di lavorazione? Contattateci per prenotare una consulenza gratuita con i nostri ingegneri. Saremo lieti di mostrarvi come possiamo migliorare il vostro processo, la precisione e i tempi di ciclo, proprio come abbiamo fatto per questa azienda aerospaziale.

Figura 4 panoramica dettagliata dell'alloggiamento dell'attuatore
Cosa aspettarsi in termini di tempi di realizzazione di prototipi e produzione da un produttore professionale di macchine CNC?
La definizione di tempistiche di consegna precise è fondamentale nella pianificazione di un progetto. Un buon fornitore di macchine CNC dovrebbe offrire tempistiche di consegna accurate che contribuiscano a ridurre al minimo il rischio di ritardi.
Processo di prototipazione rapida (normalmente 5-10 giorni)
I tempi di consegna del prototipo sono di 5-10 giorni lavorativi, inclusi revisione tecnica, programmazione, elaborazione e collaudo. Un processo "accelerato" dedicato e standardizzato è fondamentale per una consegna rapida.
Tempi di consegna per la produzione di piccoli lotti (normalmente 2-5 settimane)
I tempi di consegna per la produzione di piccoli lotti sono compresi tra 2 e 5 settimane. Questo include la preparazione degli utensili, la lavorazione, l'ispezione completa e il trattamento superficiale . Maggiore è la complessità del pezzo e il volume , maggiori saranno i tempi di consegna.
Variabili che influenzano i tempi di consegna: comunicazione e complessità
I tempi di consegna saranno determinati principalmente da due fattori: la qualità della documentazione di progettazione e la frequenza dei feedback (riduzione dei costi generali di comunicazione interna), nonché la complessità geometrica e di tolleranza dei componenti: i componenti complessi richiedono tempi di lavorazione più lunghi.
Il tuo progetto, la nostra promessa: una partnership basata su precisione e affidabilità.
Scegliere JS Precision significa intraprendere un percorso collaborativo incentrato sul vostro successo. Offriamo un sistema completo di servizi che comprende prototipazione, piccole serie e lavorazioni ad alta tolleranza, per soddisfare le diverse esigenze di servizi di lavorazione CNC personalizzati .
Gestione completa, dalla consulenza alla consegna.
Un responsabile di progetto e uno staff di ingegneri si occupano dell'intero processo, dal preventivo alla consegna. È previsto un unico referente per una comunicazione efficiente.
Impegno per la qualità basato sui dati
Il pacchetto informativo sulla qualità, completo di tutta la documentazione pertinente (documenti di ispezione, certificati dei materiali, documenti di processo), viene fornito insieme ai componenti per consentire la tracciabilità in relazione ai parametri di qualità.
Modello di partenariato per il miglioramento continuo
Sulla base di progetti che costituiscono il fondamento di una partnership a lungo termine, abbiamo tratto insegnamenti dalla fase di realizzazione dei progetti e raccomandato miglioramenti di progettazione per facilitare la produzione del prodotto finito.
FAQ
D1: Qual è la differenza principale tra alesatura e foratura?
L'alesatore è un utensile di formatura dimensionale specificamente progettato per migliorare la precisione dimensionale e la levigatezza superficiale dei fori esistenti. Offre un'elevata precisione di lavorazione ma una limitata flessibilità di regolazione. Gli utensili di alesatura sono utensili di correzione dimensionale che consentono di regolare la posizione e le dimensioni dei fori di correzione di offset, offrendo maggiore flessibilità e una gamma più ampia di applicazioni.
D2: Come scegliere un alesatore per componenti in acciaio inossidabile?
Gli alesatori in metallo duro da selezionare devono avere taglienti affilati e ampi angoli di spoglia . Il rivestimento in TiAlN o diamante è preferibile per migliorare la resistenza all'usura. Occorre prestare la dovuta attenzione ad assicurare un'adeguata fornitura di liquido refrigerante per superare il fenomeno di adesione e incrudimento dell'acciaio inossidabile, al fine di garantire una lavorazione di qualità.
D3: Quali sono le tolleranze ammesse nella lavorazione CNC di alta precisione?
Per quanto riguarda i componenti metallici di medie dimensioni, le migliori aziende di lavorazione CNC sono in grado di fornire tolleranze lineari comprese tra ±0,0125 mm e ±0,025 mm. La tolleranza geometrica delle caratteristiche critiche può essere mantenuta a un valore di 0,01 mm, che soddisfa i requisiti di precisione dei settori di fascia alta.
D4: Qual è il principale fattore che incide sui costi nella lavorazione CNC di leghe ad alta temperatura?
La causa principale è il costo degli utensili. Le leghe ad alta temperatura utilizzate provocano un'usura molto rapida degli utensili. Inoltre, una velocità di lavorazione più elevata si traduce in una qualità di lavorazione inferiore. Ciò comporta la necessità di parametri di taglio inferiori, con conseguente aumento dei tempi di lavorazione. Di conseguenza, i costi totali aumentano.
D5: Quale sarebbe la raccomandazione di progettazione più efficace per minimizzare i costi nella fase di prototipazione?
Evitate, per quanto possibile, la presenza di cavità profonde, piccoli raggi di curvatura interni o nervature con rapporti di aspetto molto elevati . Questi elementi aumentano le difficoltà di lavorazione, allungano i tempi di lavorazione, contribuiscono a un'usura elevata degli utensili e sono i principali fattori che incidono sui costi di prototipazione. Evitando questi fattori, è possibile ridurre significativamente i costi.
D6: Quali sono i principali vantaggi della lavorazione di piccoli lotti (ad esempio, 10-100 pezzi) di componenti complessi in Cina?
Il vantaggio principale risiede nell'ottimo rapporto qualità- prezzo. Grazie alla nostra vasta esperienza nella lavorazione meccanica, siamo in grado di realizzare produzioni flessibili di piccoli lotti, con una precisione paragonabile a quella della produzione di massa, e di offrire prezzi unitari altamente competitivi che coniugano qualità e costi.
D7: Fornite la certificazione dei materiali e la documentazione di tracciabilità?
Sì. Forniamo certificati di conformità (MTC) completi e numeri di lotto tracciabili per tutti i componenti aerospaziali, medicali e industriali critici. Ogni lotto di componenti è completamente tracciabile, garantendo conformità e affidabilità qualitativa.
D8: Qual è il processo di base, dalla richiesta alla consegna, quando si lavora con JS Precision?
Un processo chiaro ed efficiente in quattro fasi: invio online dei disegni per preventivo e feedback DFM, conferma dell'ordine e pianificazione della produzione, tracciamento visivo completo dell'avanzamento della produzione e del controllo qualità, imballaggio sicuro e consegna con documentazione completa sulla qualità.
Riepilogo
Nella produzione di precisione, il diavolo si nasconde sempre nei dettagli, dove la differenza tra successo e fallimento risiede nella sottigliezza della scelta degli alesatori o nella comprensione del sistema di qualità implementato dal produttore.
Nel panorama manifatturiero internazionale, la principale azienda cinese di servizi di lavorazione CNC di precisione vanta una profonda integrazione tra competenza tecnologica, competitività dei costi e capacità di collaborazione tecnologica, che le consentono di offrire soluzioni impareggiabili che trascendono i limiti territoriali.
JS Precision rappresenta la perfetta incarnazione di questo principio. Da un lato, non solo possediamo le capacità tecniche per raggiungere l'obiettivo della lavorazione CNC di alta precisione, utilizzando efficacemente diverse macchine utensili a controllo numerico, ma abbiamo anche sviluppato un affidabile sistema di collaborazione incentrato sul successo del cliente.
È giunto il momento di dare vita ai tuoi progetti.
È giunto il momento di caricare i disegni dei vostri componenti sul sito web di JS Precision. Non solo riceverete un preventivo di lavorazione CNC altamente competitivo, ma anche un "Rapporto di proposta di producibilità e ottimizzazione del processo" gratuito, personalizzato per voi dal nostro team di ingegneri.
Collaboriamo per infondere alle vostre innovazioni un'affidabilità esemplare grazie ai nostri processi di precisione.

Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. JS Precision Services non rilascia alcuna dichiarazione o garanzia, esplicita o implicita, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera tramite la rete JS Precision. È responsabilità dell'acquirente richiedere un preventivo per i componenti e identificare i requisiti specifici per queste sezioni. Per ulteriori informazioni, contattateci .
Team di precisione JS
JS Precision è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliere JS Precision significa efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

