

Servizi di fresatura CNC può rappresentare un elemento critico della produzione di precisione.
Quando il successo o il fallimento del tuo progetto dipende dalla selezione della catena di fornitura, una decisione sbagliata può portare a perdite significative. Scegliere il giusto fornitore di fresatura CNC per il tuo progetto critico è un passo decisivo per garantire il successo finale, che si tratti della consegna urgente di componenti chiave per droni entro 72 ore, di parti di precisione per apparecchiature mediche che richiedono tolleranze estremamente elevate di ± 0,005 mm o di controllo dei costi garantendo al tempo stesso la qualità per grandi quantità di componenti del guscio.
Con molti produttori di fresatrici CNC disponibili sul mercato, come potresti determinare la loro effettiva capacità e garantire che le tue parti di fresatura CNC soddisfino la precisione e le prestazioni richieste?

Questa guida esaminerà l'intero processo, dall'analisi tecnica al processo decisionale, per capire perché un vero fornitore di soluzioni può essere la tua fidata estensione di produzione.
Riepilogo delle risposte chiave
| Dimensioni fondamentali della considerazione | Sfide comuni Idee sbagliate | Soluzioni professionali di JS Precision |
| Valutazione della capacità tecnica | Concentrarsi esclusivamente sulla quantità delle macchine, senza considerare la tecnologia di processo e la competenza ingegneristica. | Dotato di macchine utensili avanzate con capacità da 3 a 5 assi. Abbinato ai migliori processi possibili per garantire la produzione di successo di parti complesse al primo tentativo. |
| Precisione e garanzia di qualità | Confondere le capacità e le specifiche della macchina utensile con l'effettiva capacità di lavorazione e non considerare il controllo di qualità complessivo dall'inizio alla fine. | Con la nostra simulazione CAM ed elevata rigidità fresatura CNC di precisione all'ispezione della macchina di misura coordinata, possiamo garantire tolleranze prevedibili e qualità tracciata. |
| Costo ed efficienza della risposta | Confronta solo il preventivo iniziale, ignorando i costi nascosti e i rischi di ritardo | Disponiamo di un'analisi completa della ripartizione dei costi delle fresatrici CNC con un collegamento di risposta rapida per richieste urgenti. |
| Profondità del valore della collaborazione | Trattare i fornitori come esecutori di ordini e non sfruttare il loro potenziale di ottimizzazione ingegneristica. | Coinvolgimento anticipato nell'analisi DFM, ottimizzazione della progettazione per migliorare la producibilità, ridurre i costi totali e fornire valore complessivo oltre l'elaborazione. |
Punti chiave
- La capacità effettiva si trova nel know-how dei processi o nell’esperienza nell’ingegneria, piuttosto che semplicemente guardando le macchine.
- L'alta precisione stabile è dovuta a un processo metodico che coinvolge CAM hi-tech, macchine utensili di alta qualità e ispezione.
- L’ottimizzazione del costo totale deve tenere conto di fattori come l’efficienza produttiva, la qualità e la risposta dei fornitori.
- Il modo migliore per gestire i rischi e i costi delle fresatrici CNC sarebbe la collaborazione tra progettazione e produzione nelle fasi iniziali.
Come scegliere i servizi di fresatura CNC? Analisi completa dell'esperienza pratica di precisione JS
Essendo un'azienda con 15 anni di esperienza nella fresatura CNC, JS Precision ha servito oltre 5000 clienti in 12 settori chiave tra cui quello aerospaziale, delle apparecchiature mediche e dell'elettronica di consumo.
I nostri standard di servizio seguono rigorosamente i requisiti di ISO9001:2015 sistema di gestione della qualità, che è una specifica autorevole riconosciuta a livello internazionale per il controllo della qualità della produzione.
Ora abbiamo terminato la lavorazione di parti aerospaziali realizzate in complessa lega di titanio con una precisione di lavorazione di ± 0,008 mm e abbiamo superato le difficoltà nella lavorazione ad alta efficienza di gusci in lega di alluminio per un cliente automobilistico di nuova energia, riducendo i tempi di lavorazione del 30%.
Tutte queste esperienze ci hanno anche permesso di acquisire una profonda comprensione dei requisiti e dei punti critici di ciascun settore. Questo tutorial è il frutto delle nostre conoscenze accumulate in oltre mille progetti di successo.
Tutto quanto menzionato qui, che si tratti di valutazione tecnica o gestione del budget, consegna puntuale o collaborazione a lungo termine, può essere dimostrato in progetti reali. Se hai difficoltà a selezionare i servizi di fresatura CNC, allora questa guida, ricca di consigli prudenti, è sicuramente affidabile.
Stai cercando una soluzione rapida per i tuoi servizi di fresatura CNC? Ora puoi condividere la parte e le specifiche tecniche della parte e il team di JS Precision eseguirà un'analisi gratuita e ti fornirà il preventivo richiesto.
Su quali aree principali occorre concentrarsi nella valutazione dei servizi di fresatura CNC?
Quando si valuta o si considera una partnership, l'attrezzatura è essenziale, ma il fattore di successo risiede nel sistema tecnologico sottostante. Mentre prendi in considerazione i produttori di fresatrici CNC, leggi le specifiche delle attrezzature nelle brochure, ma vai oltre, approfondisci la tecnologia.
Vera manifestazione della profondità tecnologica: capacità di supporto dell'ingegneria di processo
Capacità di ingegneria di processo: gli ingegneri di JS Precision saranno in grado di fornire soluzioni per attrezzature, fissaggi e condizioni di taglio a seconda del materiale e della geometria della parte da realizzare.
Possiamo fornire condizioni di lavorazione che saranno ottimizzate a seconda del materiale da lavorare, come l'acciaio inossidabile, variando la velocità di lavorazione e l'avanzamento utilizzando utensili opportunamente rivestiti.
Competenza nella programmazione e simulazione multiasse: per le parti complesse, utilizziamo software CAM avanzati come Mastercam e HyperMill per eseguire una pianificazione efficiente del percorso senza collisioni e una simulazione completamente realistica, al fine di evitare in anticipo i rischi di lavorazione.
Sostegno sistematico alla cultura della qualità
- Risorse metrologiche e di prova: la nostra azienda è dotata di apparecchiature di prova come macchine di misura a coordinate e interferometri laser perché disponiamo di un processo di ispezione dal primo pezzo all'ultimo pezzo che garantisce la Parti di fresatura CNC soddisferà gli standard richiesti in termini di qualità.
- Standardizzazione e documentazione: i processi e le procedure per l'ispezione della qualità sono ben specificati e tracciabili. Questo è possibile per la produzione di massa.
Conquistare la geometria complessa: in che modo i servizi di fresatura CNC professionali possono gestire lavorazioni multiasse complesse?
Dalle giranti agli alloggiamenti completamente integrati, la produzione di componenti complessi è il luogo in cui le competenze di un fornitore vengono veramente messe alla prova per trasformare macchine di fascia alta in veri e propri prodotti finali. I servizi esperti di fresatura CNC sono in grado di contrastare le difficoltà di lavorazione in parti dalla geometria complessa.
Una catena di precisione dalla programmazione all'esecuzione
1. Tecniche CAM migliorate e percorsi utensile ottimizzati: attraverso metodi come la connessione continua a cinque assi e la fresatura trocoidale, manteniamo la levigatezza delle superfici e garantiamo un'efficace rimozione dei materiali.
2. Dispositivi per pezzi irregolari e segnali in macchina: utilizziamo dispositivi dedicati per pezzi irregolari e segnali in macchina per la verifica della posizione del pezzo prima della lavorazione, garantendo che le dimensioni siano corrette.
Affrontare le sfide legate ai materiali e alle vibrazioni
1. Lavorazione speciale per materiali difficili da lavorare: per materiali difficili da lavorare come leghe di titanio e leghe ad alta temperatura, utilizziamo processi di raffreddamento ad alta pressione e di taglio a velocità variabile per controllare il calore e la forza di taglio, prevenendo così la deformazione del materiale.
2. Controllo dinamico della stabilità: utilizziamo la compensazione assiale della profondità di taglio e portautensili con proprietà di smorzamento delle vibrazioni per eliminare le vibrazioni durante la lavorazione di componenti a pareti sottili.

Figura 1 Le fresatrici CNC possono funzionare su più assi, rendendo possibile la lavorazione di parti con forme e caratteristiche complesse.
Quale livello di tolleranza possono generalmente raggiungere le vostre parti di fresatura CNC?
Le tolleranze rappresentano una sorta di contratto tra progettazione e produzione. Per progettare in modo efficace con una comprensione ragionevole, è una buona idea conoscere queste gamme tipiche di capacità. Vari pezzi di fresatura CNC, insieme alle precise opzioni di fresatura CNC, possono differire notevolmente in termini di tolleranza.
IL ASME Y14.5-2009 Lo standard, che è una pubblicazione dell'American Society of Mechanical Engineers (ASME) e stabilisce standard specifici per l'etichettatura delle tolleranze delle parti meccaniche e le tolleranze di ispezione, è pienamente rispettato nel nostro processo di controllo delle tolleranze.
Intervallo di tolleranza standard e raggiungibile
| Tipo di lavorazione | Materiale utilizzato | Intervallo tipico di tolleranza | Caratteristica di tolleranza speciale |
| Fresatura generale | Lega di alluminio | ±0,025 mm | ±0,0125 mm |
| Fresatura ad alta precisione | Vari metalli/plastiche | ±0,005 mm | ±0,003 mm |
Fattori importanti che influenzano i livelli di tolleranza finale
- Proprietà dei materiali e gestione del calore: la deformazione durante il taglio differisce significativamente da un tipo di materiale all'altro. La tolleranza al taglio dell'acciaio inossidabile è più ampia di quella della lega di alluminio poiché l'acciaio inossidabile ha un elevato attrito di taglio e una bassa dissipazione del calore.
- Geometria delle caratteristiche e accessibilità dell'utensile: è più difficile controllare con precisione le pareti interne di fori e cavità profondi rispetto alle pareti esterne perché le lunghezze maggiori dell'utensile rendono l'utensile più flessibile e suscettibile alle vibrazioni.
Vuoi sapere se il progetto del tuo pezzo può ottenere una lavorazione ad alta precisione? Carica i disegni delle tue parti su JS Precision e ti offriranno un piano d'azione completo relativo all'applicazione delle tolleranze relative al tipo di materiali e strutture utilizzati nelle parti di fresatura CNC.
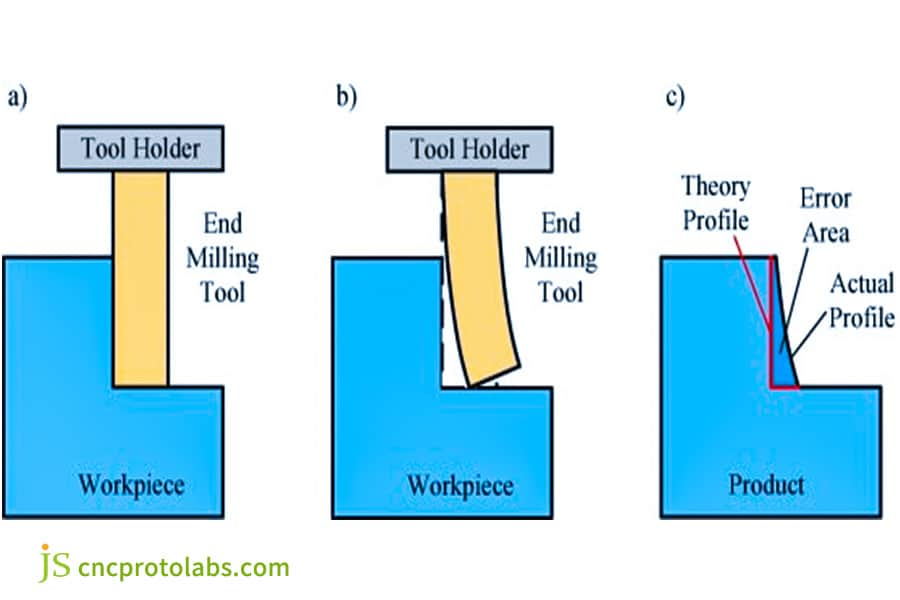
Figura 2 Quando la forza di taglio provoca una leggera flessione dell'utensile o del pezzo, si verificheranno errori dimensionali.
Quali sono le tecnologie dietro le quinte per ottenere una fresatura CNC di precisione affidabile?
La qualità non è un incidente ma richiede una serie di interventi tecnologici deliberati. Una fresatura CNC di buona precisione non richiede solo l'aiuto tecnologico ma è anche legata al Costo della fresatrice CNC .
Il ruolo fondamentale delle prestazioni delle macchine utensili
- Struttura ad elevata rigidità e stabilità termica: queste sono le basi fisiche per stabilire una stabilità di precisione. La lavorazione ad alta rigidità riduce le vibrazioni di taglio, mentre la stabilità al calore previene il degrado della precisione con i cambiamenti di temperatura. Ciò ha rilevanza per il valore che la macchina può offrire a lungo termine e per il costo della fresatrice CNC.
- CNC avanzato e sistema di feedback: il sistema CNC a risposta altamente dinamica, i motori lineari e il reticolo ottico a circuito completamente chiuso sono combinati nel "sistema nervoso" che garantisce la precisione del contorno in una risposta rapida ai comandi di programmazione.
Gestione Avanzata della Catena di Processo
- Ciclo di vita completo della gestione degli utensili: dalla scelta di utensili di qualità all'esecuzione del bilanciamento dinamico fino al monitoraggio dell'usura degli utensili, ogni processo è meticolosamente regolato per garantire che il processo di taglio rimanga sempre ottimale.
- Simulazione digitale dell'intero processo: verifica di un processo completo, dalla programmazione al movimento della macchina e alle forze di taglio in un ambiente di simulazione virtuale, mitigando rischi come collisioni e tagli eccessivi in modo proattivo.
Vuoi sapere come ottenere servizi di fresatura CNC di precisione stabile attraverso l'ottimizzazione tecnologica? Organizziamo una dimostrazione tecnica da parte di JS Precision. Vi informeremo sugli effettivi effetti applicativi delle nostre tecnologie principali, oltre a offrire consulenza di esperti sul risparmio dei costi e sul miglioramento dell'efficienza.

Figura 3 Mantenere e aggiornare regolarmente gli utensili da taglio per garantirne l'affilatura e l'efficienza e ridurre gli errori causati dall'usura degli utensili.
Corsa contro il tempo: in che modo i produttori affidabili di fresatrici CNC possono rispondere alle esigenze urgenti?
Esiste un mercato in continua evoluzione, il che significa che la domanda di prototipazione rapida o di rifornimento della produzione è un requisito crescente. La flessibilità di un fornitore è fondamentale per la sostenibilità della catena di fornitura, un bene Produttori di fresatrici CNC può promettere la consegna durante un disastro.
Meccanismo di risposta rapida sistematico per garantire le esigenze di lavorazione CNC di emergenza
- Capacità Fast Track riservata: la capacità delle macchine utensili e le finestre di progettazione sono riservate specificamente agli ordini ad alta priorità di piccoli lotti, consentendo il monitoraggio rapido degli ordini ad alta priorità.
- Libreria di processi e materiali standardizzati: soluzioni standardizzate per materiali e processi standardizzati riducono il tempo necessario per la preparazione del processo, poiché i processi per materiali standardizzati non devono più essere progettati.
Collaborazione interna ed esterna svolta in modo efficace
- Comunicazione di progetto piatta: assegnare un project manager di ordini urgenti che comunichi direttamente con le rispettive unità di produzione e controllo qualità dell'azienda e quindi richieda meno livelli di processo decisionale.
- Rete stabile della catena di fornitura: reti di approvvigionamento veloci e partnership con fornitori di materiali e strumenti di alta qualità consentono una consegna efficiente dei materiali e prevengono ritardi nella produzione.
Dietro il preventivo: come confrontare le proposte di diversi produttori di fresatrici CNC?
Un preventivo di esperti comprende una visione complessiva di competenza tecnica e integrità aziendale. Padroneggiare l'analisi dei preventivi è essenziale per prendere decisioni informate all'interno dei vari produttori di fresatrici CNC e scoprire i servizi di fresatura CNC più convenienti.
Comprendere le informazioni approfondite presentate tra virgolette
- Ripartizione dei costi: la chiara suddivisione dei materiali, della programmazione, dell'elaborazione, della post-elaborazione e delle spese di gestione riflette il modello operativo standardizzato dei fornitori e consente di comprendere chiaramente la direzione di ciascuna spesa.
- Descrizioni dettagliate del processo: è direttamente correlato al livello di eccellenza tecnologica del fornitore se un preventivo descrive bene le strategie della macchina, le tecniche di bloccaggio e le tecniche di ispezione.
Valutazione del valore oltre i numeri
- Impegno nel controllo del rischio: un fattore indicativo dell'ottimismo di un fornitore riguardo alle proprie capacità è il suo livello di impegno nel controllo del rischio, espresso dalle sue promesse o garanzie di percentuali di successo e consegne puntuali.
- Valore aggiunto del servizio: gratuito Analisi DFM , aggiornamenti sui progressi e supporto tecnico sono tutti elementi chiave del valore di un servizio di fresatura CNC.
Confronto dei preventivi di più produttori di fresatrici CNC? Dopo aver ottenuto preventivi competitivi, il team di analisi dei costi di JS Precision può fornirti servizi di interpretazione gratuiti per aiutarti a identificare i valori nascosti e i potenziali rischi nel preventivo.
Case Study: Consegna estrema in 72 ore: come JS Precision risparmia i nodi chiave di ricerca e sviluppo attraverso la fresatura CNC a 5 assi
Nel settore dei servizi di fresatura CNC, la capacità di consegna di emergenza è un criterio essenziale per misurare la competitività di ciascun fornitore. JS Precision, con l'aiuto di tecnologia professionale e feedback tempestivo, ha raggiunto con successo la missione di consegna illimitata di 72 ore, proteggendo così un'importante pietra miliare di ricerca e sviluppo per uno dei suoi clienti.
Crisi: danno al componente critico del test, progetto sull'orlo di settimane di ritardo
Uno dei clienti del drone ha inavvertitamente danneggiato un inserto metallico per lo stampo di base della cellula composita in fibra di carbonio prima del test di volo finale. Questo inserto metallico aveva una geometria complessa con superfici curve irregolari e fori di posizionamento di precisione che includevano molti fori profondi.
Originariamente il tempo necessario per questo processo di produzione era di due settimane. Tuttavia, la possibilità di testare era di soli tre giorni, altrimenti il progetto sarebbe stato ritardato di diverse settimane.
Risposta rapida ed esecuzione precisa di JS Precision
Dopo aver ricevuto l'ordine del cliente, JS Precision ha avviato la risposta all'avviso. Il team di produzione e programmazione è riuscito a mettere al sicuro i dati CAD del cliente entro due ore . Il team è stato inoltre in grado di ottimizzare i percorsi utilizzando una procedura standardizzata e di verificare l'intero processo produttivo.
Abbiamo affidato il lavoro al ns Centro di fresatura CNC di precisione a cinque assi con prestazioni elevate, impostando turni per mantenere le macchine utensili in funzione ininterrottamente, il che significa che le macchine utensili funzionerebbero 24 ore su 24, 7 giorni su 7.
Il reparto di controllo qualità era responsabile dell'esecuzione di controlli a campione dopo ogni processo chiave per garantire il raggiungimento della precisione di lavorazione.
Risultati: non solo puntuali, ma superiori alle aspettative
Il tempo impiegato da JS Precision per portare a termine l'attività, dalla ricezione dei dati alla consegna delle parti di fresatura CNC di precisione, è stato di 72 ore, che corrispondeva perfettamente al periodo di test del cliente. Gli inserti forniti erano conformi alle loro tolleranze dimensionali e geometriche e anche i test in volo dei componenti in fibra di carbonio sono stati un successo.
Hai bisogno di supporto urgente per il servizio di fresatura CNC? Lascia che JS Precision sviluppi un piano di consegna esclusivo per il tuo progetto e utilizzi la nostra esperienza professionale per garantire il regolare avanzamento del tuo progetto. Ti preghiamo di inviare la tua richiesta urgente.

Figura 4 Stampo metallico personalizzato per il corpo del drone
Perché JS Precision dovrebbe essere la tua prima scelta per il tuo prossimo progetto di parti di fresatura CNC?
Non forniamo solo soluzioni di fresatura, ma anche di produzione basate su una profonda conoscenza ingegneristica, garantendo che ogni progetto intrapreso diventi una storia di successo affidabile. Nelle parti di fresatura CNC e Servizio di fresatura CNC , i principali punti di forza di JS Precision risiedono nei suoi impegni generali nei confronti della tecnologia, della qualità e dei servizi.
Tecnologia e ingegneria altamente integrate
- Team di esperti di processo orientati all'applicazione: gli ingegneri di JS Precision dispongono di un know-how orientato all'applicazione nei campi aerospaziale, medico e in altri campi, che ci consente di comprendere adeguatamente i requisiti applicativi e di offrire consulenza di esperti fin dalla fase di progettazione.
- Ecosistema di produzione avanzato a investimento continuo: la nostra cella di lavorazione spazia dalla fresatura ad alta velocità e dalla lavorazione a cinque assi alla lavorazione dei compositi ed è sviluppata per affrontare le sfide più complesse nella produzione in base a diversi requisiti di precisione e capacità.
Qualità incentrata sul cliente e cultura della consegna
- Ciclo di qualità orientato a zero difetti: consideriamo la qualità la nostra ancora di salvezza nella nostra organizzazione. Il nostro forte controllo a ogni livello, sia a livello del materiale, a livello di lavorazione o a livello del prodotto finito, garantisce una fornitura priva di difetti delle nostre parti di fresatura CNC.
- Gestione dell'intero ciclo di vita basata sul progetto: dal momento della richiesta fino al completamento, l'account manager assegnato seguirà ogni fase del processo per garantire un flusso di informazioni adeguato, una progressione controllabile e risultati adeguati.
Domande frequenti
Q1. Qual è la differenza tra fresatura e tornitura CNC?
Il processo di lavorazione nella fresatura CNC prevede che la fresa giri per il taglio, con l'oggetto fermo, ideale per la lavorazione di pezzi cubici e a forma di conchiglia . Il processo di lavorazione nella tornitura CNC prevede la tornitura dell'oggetto per il taglio, con la fresa in movimento, ideale per la lavorazione di alberi e parti a forma di disco .
Q2: Qual è il range di rugosità superficiale che ci si può aspettare?
La rugosità superficiale del processo di finitura convenzionale è normalmente limitata a Ra 0,8μm . Ottimizzando la fresatura ad alta velocità e altri processi, alcuni componenti sono in grado di ottenere una finitura superficiale di Ra 0,4μm o migliore.
D3: Esistono differenze significative nei prezzi unitari tra i prototipi monopezzo e la produzione di massa?
La differenza di prezzo unitario è sostanziale. Produrre in serie significa distribuire costi una tantum come la programmazione e la preparazione del bloccaggio. Con l'aumento del volume di produzione, i costi di lavorazione per unità sono sostanzialmente ridotti.
D4: Quali sono le differenze nei costi e nei tempi di lavorazione per alluminio, acciaio e materiali plastici?
L'acciaio ha un processo di taglio più difficile rispetto all'alluminio, richiedendo quindi velocità di taglio inferiori. L'acciaio ha anche tassi di usura degli utensili più elevati, quindi costi di lavorazione più elevati. La plastica tende a deformarsi facilmente. Sono richiesti parametri di elaborazione speciali. Il costo della lavorazione dipende dal tipo di materiale.
Q5: Come posso garantire la sicurezza della mia proprietà intellettuale?
Nella nostra azienda stipuleremo un contratto di non divulgazione legale e vincolante con i nostri clienti. Inoltre, la nostra azienda utilizza il trasferimento di file crittografati. Ciò garantisce la riservatezza delle informazioni di progettazione dei nostri clienti. Questo impegno fa parte del nostro sistema di gestione della certificazione ISO 9001.
Q6: Qual è la procedura quando il progetto viene modificato?
Si prega di fornire il disegni completi aggiornati e possiamo rivalutare la valutazione del flusso di progettazione e il preventivo dei costi sulla base dei disegni completi e contattarvi in merito alle modifiche al nostro programma di consegna e al preventivo.
Q7: Su cosa devo concentrarmi nel segnare le tolleranze sui disegni?
È necessario seguire gli standard internazionali come ISO per quanto riguarda la marcatura della tolleranza, la specifica delle superfici e degli assi di riferimento e la specifica dei requisiti di tolleranza delle caratteristiche critiche e secondarie. Ciò è essenziale anche per ottimizzare i costi del processo. Annotazioni chiare sui disegni ci aiutano a fornire preventivi accurati e analisi DFM più rapidamente.
Q8: Siete in grado di fornire assistenza con la verifica dell'assemblaggio?
Siamo in grado di offrire servizi di lavorazione di componenti di accoppiamento adiacenti, incluso il test della compatibilità dell'assieme per facilitare un processo regolare durante l'assemblaggio.
Riepilogo
Il fulcro della scelta dei servizi di fresatura CNC non è mai semplicemente confrontare attrezzature o prezzi, ma trovare il miglior equilibrio tra tecnologia, qualità, efficienza e costi.
Un collaboratore di produzione con tecnologia avanzata, qualità e agilità è una risorsa aziendale inestimabile. JS Precision, con la diligenza dei nostri ingegneri e l'onestà dei nostri collaboratori, si impegna a trasformare ogni vostra idea progettuale in una verità precisa, una verità che porta al successo del prodotto.
Inizia subito una collaborazione efficiente e affidabile:
→【 Carica disegni, ottieni soluzioni esatte 】Carica i tuoi file 3D per un'analisi precisa del preventivo in 24 ore, che include analisi DFM, analisi dei costi della fresatrice CNC e tempi di spedizione.
→ 【Programma una riunione tecnica】 Per affrontare progetti complicati, partecipa a colloqui diretti sulle soluzioni tecniche più appropriate e sulla strategia di partnership con i nostri ingegneri applicativi. Condividi le tue difficoltà di elaborazione e vinci un'analisi DFM gratuita.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di precisione JS ,non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite JS Precision Network. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Precisione JS Squadra
JS Precision è un'azienda leader del settore , concentrarsi su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione , Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Scegliere Precisione JS questo significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

