

Mecanizado de piñones Es una parte importante en los dispositivos industriales.
En el mecanismo de transmisión, el piñón tiene toda la responsabilidad por el éxito o fracaso de la transmisión de potencia. Un pequeño error en el perfil de los dientes produce ruido, vibración y, a veces, fallos prematuros del sistema, mientras que su excelencia en precisión proporciona un funcionamiento suave y silencioso con una vida útil mucho más prolongada.
Ya sea el par de piñón y engranaje recto común o el sistema de piñón y cremallera que convierte el movimiento giratorio en lineal, la calidad del piñón es la piedra angular del rendimiento. JS Precision entiende que el arte del mecanizado de piñones va mucho más allá de la replicación básica del perfil del diente en materiales, fabricación de precisión y tratamiento térmico.
Resumen de respuestas clave
| Dimensiones de consideración central | Desafíos técnicos y soluciones | Servicios de valor agregado de JS Precision |
| Precisión y rendimiento | El error del perfil dental, la suavidad de la superficie dental y la deformación del tratamiento térmico son los principales desafíos. Utilizamos procesos como el mecanizado de piñón giratorio, el raspado de engranajes CNC y el rectificado para garantizar la calidad. | Proporcione una optimización integral desde la selección de materiales, el análisis DFM hasta el proceso de tratamiento térmico para garantizar la precisión y durabilidad del perfil dental. |
| Puntos de diseño | Aclare las diferencias de función entre piñón y engranaje (los engranajes pequeños suelen ser más propensos a desgastarse), preste atención a los parámetros de emparejamiento del engranaje recto y el piñón, y considere las características de engrane del piñón y cremallera. | Nuestros ingenieros participan en revisiones de diseño , optimizando parámetros para mejorar la eficiencia, reducir el ruido y extender la vida útil. |
| Costo y tiempo de entrega | El costo de mecanizado del piñón está influenciado por los materiales, la precisión, el tratamiento térmico y el tamaño del lote. Los lotes pequeños se pueden optimizar mediante procesos estandarizados y programación inteligente. | Le ayudamos a encontrar el mejor equilibrio entre costo y rendimiento y, al mismo tiempo, garantizamos la calidad a través de la innovación de procesos, como el mecanizado con piñón giratorio y precios transparentes. |
¿Por qué confiar en esta guía? Mecanizado de piñón JS Experiencia práctica
Antes de entrar en detalles técnicos específicos sobre el mecanizado de piñones, uno podría preguntarse, ¿por qué es confiable esta guía? La respuesta está en la experiencia práctica de JS Precision en el mecanizado de engranajes a lo largo de los años.
El mecanizado de precisión de piñones ha sido la concentración de nuestra empresa desde sus inicios, con la finalización de más de 5000 proyectos diferentes para más de 10 industrias como la automotriz, la robótica y los dispositivos médicos. Los proyectos de mecanizado de precisión de piñón giratorio de acero representan aproximadamente el 35% de nuestros proyectos totales.
Por ejemplo, mecanizamos piñones de 0,8 módulos para un fabricante de robots industriales. Con la optimización del proceso de raspado y los procedimientos de tratamiento térmico, pudimos controlar el error de paso acumulativo dentro de 0,005 mm.
Esta precisión no sólo supera con creces el nivel ISO 7 requerido por el cliente, sino que también refleja nuestro profundo conocimiento y aplicación de las mejores prácticas descritas por el Asociación Estadounidense de Fabricantes de Engranajes (AGMA) en las "Directrices para la fabricación de engranajes de precisión".
Además, estamos familiarizados con las características de mecanizado de varios aceros aleados, como 4140 y 8620. Esto nos permite acortar el ciclo de producción del promedio de la industria de 6 semanas a 3 semanas en caso de pedidos de lotes pequeños (hasta 50 piezas) para trabajos personalizados.
Este manual es una colección de estudios de casos prácticos, parámetros de procesos y soluciones de resolución de problemas. Cada sugerencia contenida en este documento ha sido verificada en producción real , por lo que puede consultarla con total confianza.
Si su proyecto necesita servicios de mecanizado de precisión con piñón giratorio de acero o requiere más información sobre estudios de casos relacionados, no dude en comunicarse con JS Precision para obtener asistencia técnica personalizada.
¿Cuáles son los desafíos ocultos? I n ¿Mecanizado de piñón de precisión?
Después de comprender la confiabilidad de la guía, analicemos los desafíos que fácilmente se pasan por alto en el mecanizado de piñones y que afectan directamente la efectividad del mecanizado de engranajes. Más allá del fresado convencional, el desafío de Pinion Machining comienza con ganar control sobre el mundo microscópico.
La búsqueda definitiva del perfil y la dirección de los dientes
Los problemas centrales son el perfil de los dientes, el error de paso acumulativo y la precisión de la hélice. Las desviaciones del nivel micrométrico pueden causar ruido y vibración. Por ejemplo, el piñón de un cliente tenía un ruido excesivo debido a un error en el perfil del diente de 0,02 mm, superando el estándar ISO Clase 6.
Los piñones giratorios de acero, debido a la alta dureza del material, son aún más difíciles de controlar en términos de precisión de la dirección de los dientes, lo que requiere trayectorias de herramienta optimizadas.
¿Por qué el acabado de la superficie determina la vida útil?
El acabado superficial del diente está directamente relacionado con el proceso de formación de la película de aceite . En caso de que supere Ra 1,6 μm, es posible el contacto directo entre metales y la corrosión por picadura acelerada. Una vez, el piñón de un cliente sufrió corrosión por picaduras después de funcionar durante sólo 300 horas debido a un acabado superficial deficiente. Después de que lo remecanizamos a Ra 0,4 μm, su vida útil superó con creces las 5000 h.
El tratamiento térmico: equilibrio entre dureza y estabilidad dimensional
Si bien la cementación y el enfriamiento son buenos para mejorar la dureza y la resistencia al desgaste, estos métodos conducen fácilmente a la distorsión, especialmente en piñones giratorios de acero. Utilizamos un horno de cementación de atmósfera controlada para reducir la distorsión, con una fluctuación de temperatura de ±5 ℃. A esto le sigue el rectificado de engranajes para garantizar que tanto la dureza como la precisión cumplan con los estándares.
Si tiene algún problema en el mecanizado de piñones, como deformación por tratamiento térmico o acabado superficial, no dude en ponerse en contacto con JS Precision para obtener una solución personalizada de mecanizado de engranajes basada en las características de la pieza.
¿Cómo garantizar la precisión del perfil del diente y la suavidad del mecanizado del piñón?
La precisión proviene de tecnología avanzada y control rígido. Para garantizar la precisión del perfil del diente y el acabado superficial del mecanizado del piñón, hay varias etapas que se deben tener en cuenta, desde el mecanizado hasta la inspección.
Mecanizado de piñón giratorio: redefinición del corte continuo
Procesos como el raspado de dientes implican la participación continua de la herramienta y la pieza de trabajo, por lo que ofrecen entre un 30% y un 50% más de eficiencia en comparación con el tallado y tallado de engranajes convencionales. El error en el perfil del diente es ≤0,005 mm y Ra tan bajo como 0,8 μm. Logramos precisión en el nivel ISO 6 y mejoramos la eficiencia en un 40 % para los clientes de transmisiones automotrices.
El toque final: rectificado y bruñido para un superacabado
El pulido es muy importante para el acabado y juega un papel indispensable cuando se requiere una precisión del nivel ISO 5-6 o un acabado tipo espejo. Aplicamos máquinas rectificadoras de engranajes de alta precisión equipadas con muelas abrasivas de diamante para lograr Ra 0,2 μm y un error de paso de diente acumulativo ≤0,003 mm, cumpliendo con los requisitos de bajo ruido de los dispositivos médicos.
Nuestro completo sistema de seguimiento de calidad
Utilice el centro de medición de engranajes y la CMM para inspeccionar el material antes y después del procesamiento. Durante el proceso, tome una muestra del perfil y el paso del diente para verificarlo. La tasa de defectos en el acero. mecanizado de piñón giratorio proyecto es ≤0,1%.
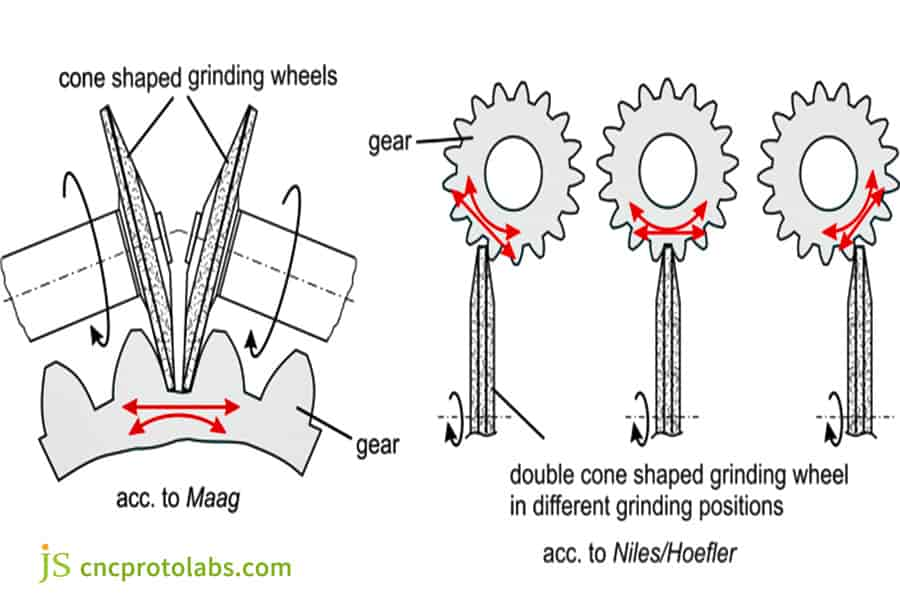
Figura 1: Rectificado de engranajes. El rectificado es la clave para el mecanizado de precisión.
Pinion Vs Gear: una guía del diseñador sobre funciones y responsabilidades
Una comprensión clara de la diferencia entre piñón y engranaje es el primer paso para optimizar el diseño de la transmisión. Aunque se encuentran en la categoría de mecanizado de engranajes, su diseño y uso son muy diferentes.
| Cosas de comparación | Piñón | Engranaje |
| Número de dientes | Generalmente menos, entre 10 y 20 dientes. | Generalmente más, entre 30 y 100 dientes. |
| Estrés cíclico | Más alto , mayor frecuencia de rotación. | Más bajo , menor frecuencia de rotación. |
| Requisitos de materiales | Acero aleado de alta resistencia (p. ej., 8620). | Acero de aleación convencional (p. ej., 4140). |
| Riesgo de falla | Más alto: propenso a picaduras y fractura de dientes. | Más bajo: desgaste más lento. |
| Enfoque de diseño | Resistencia de la raíz del diente, dureza de la superficie. | Capacidad de carga en general. |
¿Por qué el piñón suele ser el foco del diseño?
El piñón tiene menos dientes y mayor frecuencia de rotación, hasta 2-3 veces mayor que la del engranaje grande del mismo sistema, con más tensión cíclica y más de un 50% más de desgaste. Se requiere material de mayor calidad y tratamiento térmico para prolongar su vida útil.
El tamaño importa: ¿Cómo encontrar la relación de transmisión y la distancia entre centros óptimas?
Calcule la relación de transmisión (relación de transmisión) en función de la velocidad de rotación y el par. Luego, a partir de la fórmula " Distancia entre centros = (Número de dientes en el piñón + Número de dientes en el engranaje grande) × Módulo ÷ 2 ", calcule la distancia entre centros. Por ejemplo, cuando la relación de transmisión es 1: 3, el módulo es 2, el número de dientes del piñón es 15, el del engranaje es 45 y la distancia entre centros es 60 mm.
¿Cuándo es necesario utilizar un piñón especial?
- Los piñones helicoidales son adecuados para transmisiones suaves y de alta carga, como en las cajas de cambios de automóviles.
- Los piñones cónicos son adecuados para transmisiones de ejes cruzados, como por ejemplo la dirección de máquinas herramienta.
- Los piñones sin fin son adecuados para ocasiones con relaciones de reducción altas, como la elevación de ascensores.
Si no está seguro de cómo especificar el tipo de piñón en su diseño, o necesita comparar los parámetros particulares del piñón vs engranaje, póngase en contacto con JS Precision. Nuestros ingenieros le brindarán asesoramiento de diseño profesional.
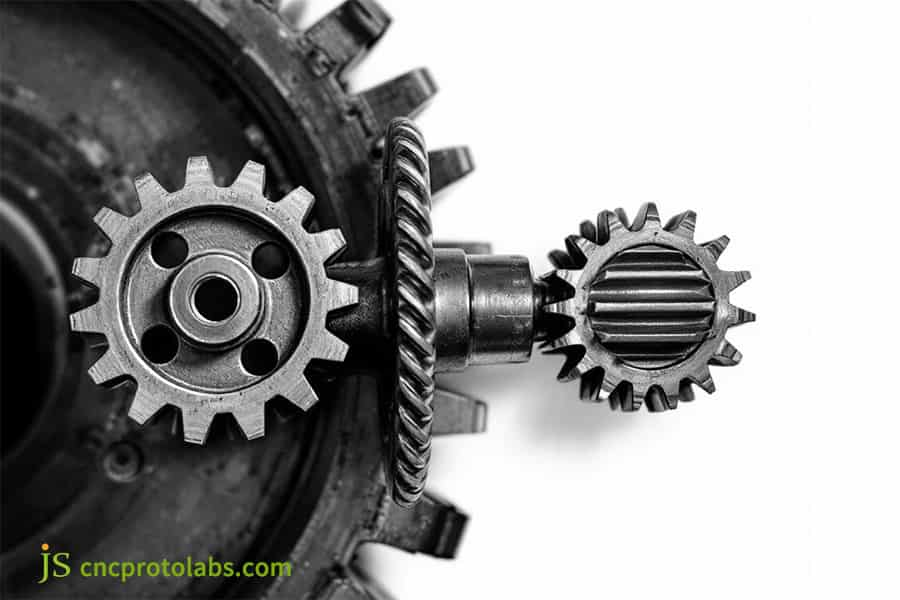
Figura 2: Piñón vs engranaje. Tienen algunas diferencias clave en funcionalidad, tamaño y forma, número de dientes, velocidad y aplicación.
¿Por qué se mecaniza el piñón giratorio? A Cambiador de juego F ¿O la producción moderna de engranajes?
Esta sección muestra la tecnología avanzada de la que presume JS Precision. En el mecanizado de engranajes moderno, Spin Pinion Machining está revolucionando la industria con ventajas respetuosas con el medio ambiente, eficientes y flexibles , especialmente la del mecanizado de precisión con piñón giratorio de acero.
Mecanizado en seco y alta eficiencia:
Sin la necesidad de fluido de corte, el costo de eliminación de desechos del fluido de corte se puede ahorrar entre $1000 y $2000 dólares por mes, al mismo tiempo que se reduce el tiempo de procesamiento entre un 20% y un 30%. Hemos procesado muchos lotes de piñones giratorios de acero para nuevas empresas de energía, aumentando la producción diaria de 50 a 70 piezas.
Flexibilidad en la producción de lotes pequeños:
Cambio rápido y programación flexible , cambiar entre diferentes piñones lleva sólo 1 a 2 horas (en comparación con las 4 a 6 horas de los procesos tradicionales). Completamos la producción de 30 especificaciones diferentes de piñones giratorios de acero en 5 días.
Control de viruta y vida útil de la herramienta:
El corte continuo proporciona una excelente rotura de viruta y una mayor vida útil de la herramienta, extendiendo la vida útil de la herramienta en más del 50% en comparación con el tallado convencional y reduciendo el costo unitario de $2 a $1,30.
Si su empresa tiene lotes pequeños mecanizado de precisión de piñón giratorio de acero Si necesita o desea reducir costos mediante el mecanizado de piñón giratorio, comuníquese con JS Precision. Desarrollaremos una solución de producción personalizada para usted.
Diseño para la armonía: consideraciones clave para pares de piñones y engranajes rectos
El diseño exitoso depende de lograr un mallado perfecto. En el diseño de pares de engranajes rectos y piñones, se deben atender varios parámetros, mientras que los sistemas de engranajes de piñón y cremallera también tienen sus consideraciones de diseño particulares.
Selección de ángulo de presión y módulo: la base de la transmisión de potencia
La selección del ángulo y módulo de presión afecta directamente la capacidad de carga, el ruido y el tamaño del engranaje recto y el piñón.
Hay dos ángulos de presión comúnmente utilizados: 20° (alta capacidad de carga, adecuado para maquinaria de ingeniería) y 14,5° (engranaje estable, bajo nivel de ruido, adecuado para equipos de precisión).
El módulo determina el tamaño del engranaje. Cuanto mayor sea el módulo, mayor será la capacidad de carga. Tomando el módulo 3 como ejemplo, el espesor de los dientes aumentó en un 50% y la capacidad de carga aumentó en más del 40% en comparación con los dientes del módulo 2.
Por lo tanto, en pasos posteriores, se supone que debemos elegir parámetros basados en las necesidades de los clientes para garantizar una transmisión de energía estable.
El arte del cambio de perfil: evitar socavados y optimizar la resistencia
El cambio de perfil se utiliza ampliamente en pares de engranajes rectos y piñones para evitar socavados y optimizar la resistencia.
Cuando el piñón tiene menos de 17 dientes, el diseño estándar es propenso a sufrir socavaciones (un corte excesivo en la raíz del diente reduce la resistencia), lo que se puede evitar aumentando el espesor de la raíz del diente en un diseño de cambio de perfil positivo.
Al mismo tiempo, el cambio de perfil puede equilibrar la resistencia a la flexión de los dos engranajes. , por ejemplo, un cambio de perfil positivo en el piñón y un cambio de perfil negativo en el engranaje pueden hacer que la tensión de raíz de ambos engranajes converja.
En un diseño para un cliente de máquina herramienta, el cambio de perfil aumentó la vida útil del piñón en un 30 %.
Control de contragolpe: el delicado equilibrio entre suavidad y precisión
En el engranaje de piñón y cremallera sistema de transmisión, el control del juego es muy importante. La precisión de la transmisión y el ruido de impacto se generan debido a la cantidad inadecuada de juego, representado por las superficies de los dientes engranados.
Los controles de juego se realizan de tres maneras: el valor establecido de acuerdo con un escenario particular durante la fase de diseño, como en la transmisión de precisión usando 0,01-0,03 mm , Ajuste de la herramienta de corte en el mecanizado para mantener la precisión en el espesor del diente. , y ajustar la distancia entre centros durante el montaje.
Si encuentra dificultades en la selección de parámetros durante el diseño de engranajes rectos y piñón o de piñón y cremallera, no dude en comunicarse con JS Precision para obtener soluciones de diseño detalladas y asistencia en el cálculo de parámetros.
¿Qué es lo que realmente influye en el coste del mecanizado del piñón?
Generamos confianza con nuestros clientes proporcionando análisis transparentes de desglose de costos. Hay tres factores principales que determinan el costo del mecanizado de piñones: material, requisitos de precisión y posprocesamiento. Conocerlos te ayudará a controlar mejor el coste.
Calidad del material y maquinabilidad: compensaciones entre rentabilidad de 4140 a 8620
| Tipo de material | Precio/tonelada (USD) | maquinabilidad | Rendimiento del tratamiento térmico | Escenarios aplicables |
| 4140 | 1200-1500 | Bien | Medio | Mecanizado de piñón de carga general. |
| 4340 | 1800-2200 | Medio | Excelente | Requisitos de alta carga y alta resistencia. |
| 8620 | 1800-2200 | Bien | Excelente | Mecanizado de piñón de precisión que requiere cementación y enfriamiento. |
La calidad del material y la maquinabilidad son factores básicos en los costos de mecanizado de piñones. Promoveremos materiales rentables según las necesidades del cliente.
La cuerda floja de la tolerancia: ¿Por qué una mayor precisión conduce a aumentos exponenciales de costos?
Por lo tanto, los aumentos de costos tienen que ver con requisitos de precisión.
Aumentar la calidad de ISO 8 a 6 aumenta drásticamente los costes: ISO 8 se basa en el tallado de engranajes a un coste de 10-15 dólares por pieza , ISO 7 incluye tallado de engranajes + rectificado semiacabado por 18-25 dólares , mientras que ISO 6 implica tallado de engranajes + tratamiento térmico + rectificado, que cuesta entre 30 y 45 dólares.
Una mayor precisión también aumenta los costos de las pruebas. , El tiempo de prueba para ISO 6 es de 3 a 4 veces mayor que el de ISO 8.
El costo oculto del tratamiento térmico y el acabado
Muchas veces, los procesos de tratamiento térmico y acabado se consideran costos "ocultos" , como la cementación y el enfriamiento, que oscilan entre 5 y 10 dólares por pieza, dependiendo del tamaño de la pieza, un granallado para mejorar la resistencia de la raíz del diente a 2 o 3 dólares por pieza, y el fosfatado para agregar resistencia a la oxidación a 1 o 2 dólares por pieza.
Si bien agregan costos, mejorarán en gran medida el rendimiento general y la vida útil del piñón. Ofreceremos un desglose completo a nuestros clientes para que comprendan dónde agrega valor la gestión de calidad total.
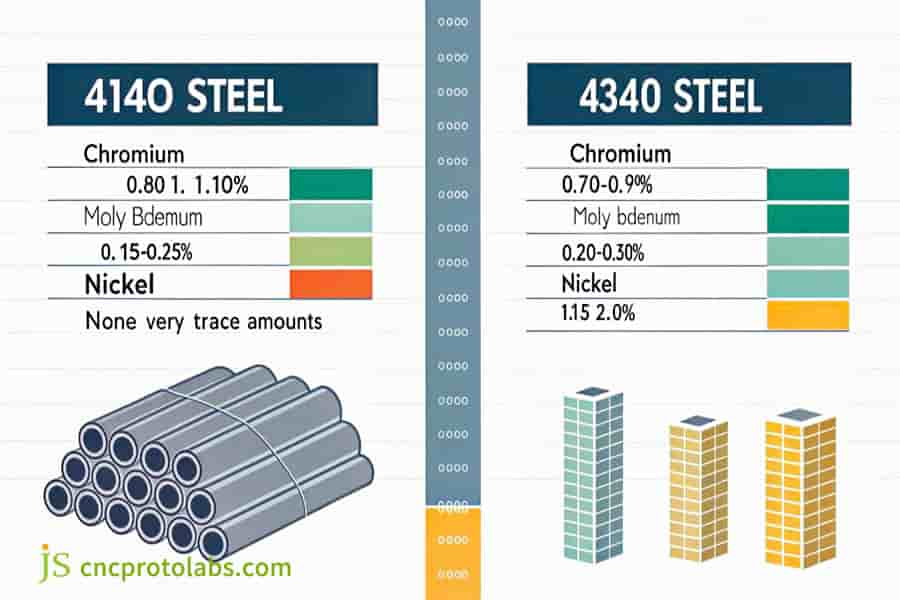
Figura 3: Composición de costos del acero 4140 y 4340
Optimización para una fabricación ágil: optimización de los plazos de entrega y los precios de los pedidos personalizados
La sección aborda las preocupaciones relacionadas con la eficiencia y el precio de los pedidos personalizados de lotes pequeños. En el mecanizado de piñones, los procesos y flujos de trabajo se pueden optimizar de modo que los plazos de entrega para lotes pequeños sean efectivamente cortos y, al mismo tiempo, se mantengan los costos en niveles bajos.
Aprovechamiento de herramientas y procesos estandarizados: equilibrio entre velocidad y costo
Reducimos el tiempo de configuración y el costo inicial para lotes pequeños mediante el uso de una biblioteca de herramientas estándar y parámetros de proceso maduros.
Una biblioteca de herramientas estándar con módulos de 0,5 a 10 elimina la necesidad de crear una herramienta personalizada para piñones regulares, lo que ahorra entre 3 y 5 días. , Al ingresar parámetros maduros en el sistema, los nuevos pedidos solo requieren ajustes menores , lo que reduce el tiempo de preparación de 2 días a medio día.
Una vez procesamos 20 piñones del módulo 3 para un cliente y redujimos el tiempo del ciclo de 10 días a 7 días y, al mismo tiempo, redujimos el costo inicial en un 20 %.
Prototipos digitales y DFM virtual: solución de todos los problemas antes de la producción
Todas nuestras cotizaciones están respaldadas por trabajo DFM digital, sin costo adicional, para ayudar a predecir y evitar problemas de mecanizado. Una vez que un cliente proporciona dibujos, se crean prototipos digitales mediante modelado 3D, se simula el mecanizado y se identifican problemas de diseño, como un filete de raíz de diente que es demasiado pequeño o una falta de coincidencia entre el diámetro del orificio y el número de dientes.
El reciente filete de raíz del diente de piñón de un cliente de 0,1 mm era susceptible a la concentración de tensiones. Recomendamos aumentarlo a 0,3 mm para evitar retrabajos, ahorrando 5 días y $2000 en costos.
Programación de producción flexible para necesidades urgentes
Reservamos el canal de producción acelerado para clientes clave. Se puede admitir la entrega urgente de cualquier cantidad, sin comprometer la calidad. Ante los pedidos urgentes de los clientes, damos prioridad a la programación de la producción:
Un cliente necesitaba 15 piñones urgentes y quería la entrega en 3 días. Activamos la vía rápida y completamos el pedido en 2,5 días para minimizar las pérdidas provocadas por el tiempo de inactividad. La vía rápida solo agrega una tarifa urgente del 10 % al 15 % al precio normal, lo que ofrece un valor excelente.
Estudio de caso: de 95 dB a 68 dB: dotar a las articulaciones de robots de alta velocidad de engranajes "silenciosos"
El estudio de caso representa un ejemplo clásico de Precisión JS El trabajo de Steel Spin Pinion Precision Machining, que resuelve problemas difíciles relacionados con el mecanizado de piñones, y permite consultar cómo se puede optimizar el emparejamiento de engranajes rectos y piñones.
Dilema del cliente
En la prueba de un nuevo brazo articulado de un fabricante de robots industriales de alta gama, los niveles de ruido alcanzaron hasta 95 dB, muy por encima de los 75 dB estándar para máquinas de alta gama. Como tal, no cumplía con los requisitos de funcionamiento silencioso de las aplicaciones médicas, electrónicas y de otro tipo.
Los piñones mostraron corrosión por picaduras en la superficie del diente después de 500 horas de pruebas de carga, por lo que tuvieron una vida útil de solo 800 horas en lugar de 3000 horas como se esperaba, lo que afectó la competitividad del producto.
Análisis fundamental
Al utilizar un centro de medición de engranajes y un probador de rugosidad para inspeccionar un piñón existente, encontramos los siguientes tres problemas principales:
- La precisión del perfil del diente era solo ISO 8, mientras que se requería ISO 6 con un error del perfil del diente de 0,02 mm.
- La superficie del diente Ra era de 1,6 μm, lo cual es demasiado rugoso para formar una película de aceite estable. .
- El control desigual de la temperatura del tratamiento térmico dio como resultado una diferencia de 0,2 mm en la capa endurecida entre los dientes y una dureza inadecuada en algunos lugares aceleró el desgaste.
Solución de precisión JS
1. Mejora del material: Se recomienda el acero 8620 fundido al vacío ya que tiene un 40 % más de pureza que el acero 4140 suministrado por el cliente, lo que reduce el riesgo de deformación y picaduras durante el tratamiento térmico.
2. Mecanizado de precisión: utilice el mecanizado de precisión con piñón giratorio de acero para el mecanizado en desbaste para garantizar la consistencia de la superficie del diente y dejar un margen uniforme para el mecanizado de precisión.
3. Tratamiento térmico optimizado: se utiliza un horno de cementación de atmósfera controlada y la fluctuación de la temperatura del horno se controla dentro de ±5 ℃. La profundidad de la capa de endurecimiento se controla en tiempo real para garantizar que la uniformidad esté dentro de 0,05 mm y alcance una dureza de HRC58-62.
4. Máximo refinamiento: la combinación del rectificado de engranajes de alta precisión con ruedas de diamante aumenta la precisión de engranaje recto y piñón considerablemente a ISO 5, con un error de paso acumulativo total ≤0,003 mm y acabado de la superficie del diente Ra 0,4μm .
Nuestros logros
Las pruebas de carga de 2000 horas del cliente indican que el ruido de la articulación del robot se mantiene en 68 dB, cumpliendo con los requisitos de funcionamiento silencioso de alto nivel. , no aparece desgaste por picaduras en la superficie del diente y se espera que la vida útil sea de más de 5000 horas, lo que superó las expectativas en 1,7 veces, lo que ayudó a los clientes a lanzar productos robóticos de alta gama y capturar el nicho de mercado.

Figura 4: Engranaje pequeño del brazo articulado del robot industrial
Preguntas frecuentes
P1: ¿Cuáles son los modos de falla más comunes en el mecanizado de piñones?
Las picaduras de la superficie del diente y la fractura de la raíz son los modos de falla más comunes en el mecanizado de piñón. Las picaduras y la rotura de la raíz del diente. Las picaduras son causadas por la fatiga por contacto en la superficie del diente, mientras que la rotura del diente proviene de la sobrecarga por fatiga por flexión en la raíz del diente, ambos relacionados con la precisión del mecanizado.
P2: ¿En qué circunstancias es necesario rectificar para mecanizar el piñón?
En los casos en los que la precisión del mecanizado del piñón sea superior a la clase ISO 7, la dureza de la superficie del diente sea superior a HRC 45 o se requiera una suavidad operativa y un nivel de ruido muy altos, se debe utilizar el rectificado.
P3: ¿El mecanizado con piñón giratorio reemplaza el rectificado?
El mecanizado del piñón giratorio por sí solo no puede sustituir al rectificado. El proceso de semiacabado/acabado más eficiente es el mecanizado con piñón giratorio, pero mediante el rectificado es posible obtener una mayor precisión y acabado superficial . La selección de cualquiera de los procesos dependerá del requisito de calidad.
P4: ¿Cuáles son las características de diseño especiales del piñón en un sistema de piñón y cremallera?
Al diseñar un piñón en sistemas de piñón y cremallera, se debe mejorar la resistencia de la raíz del diente para resistir el impacto del engrane, considerando la mejora de la resistencia al desgaste en la superficie del diente. Generalmente son necesarias una cementación y un enfriamiento profundos.
P5: ¿Cuál es el piñón de módulo más pequeño con el que trabaja normalmente?
JS Precision comúnmente se compromete pedidos de mecanizado de piñones de módulos de 0,5 a 10. Además, se requieren procesos de mecanizado especiales para los microengranajes con módulos inferiores a 0,5.
P6: ¿Cuánto tiempo suele llevar fabricar lotes pequeños, digamos 50 piezas con personalización y piñones?
Dado que los diferentes procesos requieren tiempos diferentes, el ciclo general de mecanizado del piñón para pedidos de lotes pequeños de 50 piezas dura entre 2 y 4 semanas. Estos se pueden acelerar con un servicio acelerado.
P7: ¿Cuáles son los tratamientos superficiales que aplica para lograr resistencia al óxido y al desgaste?
El tratamiento de superficie en el mecanizado de piñones incluye ennegrecimiento, fosfatado, cincado, niquelado y DLC para satisfacer los requisitos de prevención de oxidación y resistencia al desgaste en diversos entornos.
P8: ¿Por qué elegir JS Precision en lugar de otras plantas de mecanizado de engranajes?
En cuanto a por qué se eligió JS Precision, nos enfocamos en el mecanizado de piñones personalizado en lotes pequeños y de alta precisión y brindamos servicios integrales y procesos avanzados, brindando soluciones técnicas en lugar de piezas.
Resumen
La calidad del piñón en la transmisión de potencia representa el límite superior de rendimiento de todo el sistema. Es el arte de dar forma a los metales, pero en definitiva, es una búsqueda final de precisión, durabilidad y eficiencia.
No existe la necesidad de buscar a tientas en la niebla de la tecnología para el mecanizado de precisión de piñones en la búsqueda de tolerancias estrictas y producción personalizada. En cambio, JS Precision podría equilibrar la precisión, el costo y el tiempo de entrega atendiendo sus necesidades con una rica experiencia práctica, procesos avanzados como el mecanizado de piñón giratorio y un control de calidad de extremo a extremo.
Los componentes críticos no deberían ser un cuello de botella en todo su proyecto. ¡Envíenos sus desafíos de diseño ahora!
Vaya al sitio web oficial de JS Precision, sube tus dibujos de engranajes o requisitos técnicos, y obtenga comentarios completos en 24 horas, incluidos planes de proceso detallados, cotizaciones transparentes y análisis DFM profesional. ¡Seamos su socio fabricante de componentes de transmisión más confiable!

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Precisión JS Equipo
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

