

Design für die Fertigung ist der Schlüssel zur Lösung dieser Art von Problempunkten: Wenn Sie Wochen damit verbringen, eine Halterung für die Luft- und Raumfahrtindustrie zu konstruieren, dann feststellen, dass die Bearbeitung während der CNC-Bearbeitung unmöglich ist, weil die Inneneckenradien nicht ausreichen oder die Bearbeitungskosten das Budget um 40 % übersteigen usw.
Die genialsten Designs in der Präzisionsfertigung sind nicht diejenigen, die in CAD-Software Auszeichnungen gewinnen, sondern diejenigen, die zu niedrigsten Kosten und mit der schnellsten Geschwindigkeit in hochwertige Produkte umgewandelt werden können. Statistiken zeigen, dass über 60 % der Produktkosten während der Designphase ermittelt werden.

Der Leitfaden geht durch die wichtigsten Prinzipien und Praktiken von Design for Manufacturing und zeigt, wie JS Precision Kunden dabei unterstützt , die dreifachen Ziele Kostenoptimierung, Qualitätsverbesserung und kürzere Durchlaufzeiten zu erreichen CNC-Bearbeitungsdienstleistungen durch frühe DFM-Zusammenarbeit.
Zusammenfassung der wichtigsten Antworten
| DFM-Kernabmessungen | Häufige Probleme im traditionellen Design | Die DFM-Lösung von JS Precision |
| Herstellbarkeit | Nicht bearbeitbare Merkmale, unnötige Komplexität oder Nachlässigkeit bei der Zugänglichkeit des Werkzeugs. | Durch frühzeitige Entwurfsprüfungen zur Herstellbarkeit werden Herstellungsbarrieren beseitigt , indem sichergestellt wird, dass Entwürfe im Rahmen der aktuellen Möglichkeiten der CNC-Bearbeitungsdienste effizient hergestellt werden können. |
| Kostenoptimierung | Zu enge Toleranzen, falsche Materialauswahl und ineffiziente Bearbeitungswege sind nur einige der Gründe. | Wir analysieren systematisch den Einfluss jedes Konstruktionsmerkmals auf die Kosten der kundenspezifischen Teilefertigung und liefern datengesteuerte Optimierungsvorschläge , die die Kosten um bis zu 40 % senken können. |
| Effizienzsteigerung | Konstruktionsbedingte Probleme führen zu einer mehrstufigen Bearbeitung, längeren Werkzeugwegen, häufigeren Werkzeugwechseln und häufigerem Spannen. | Wir optimieren die Geometrie von Teilen für die CNC-Bearbeitung großer Stückzahlen, um Werkzeugwege zu vereinfachen, die Bearbeitungszeit zu verkürzen und den Durchsatz und die Konsistenz zu verbessern. |
JS Precision Core DFM-Prinzip: Basierend auf realen Erfahrungen, damit Ihre Projekte schon beim ersten Versuch erfolgreich sind
In den letzten 15 Jahren beschäftigt sich JS Precision intensiv mit der CNC-Bearbeitung und bietet Design-for-Manufacturing-Dienstleistungen für mehr als 2.000 Kunden in Branchen wie Luft- und Raumfahrt, medizinische Geräte und Automobilteile an.
Beispielsweise haben wir das Design einer Aluminiumlegierungshalterung für ein Luft- und Raumfahrtunternehmen optimiert, und die Lösung zur Topologieoptimierung entsprach den vereinfachten Designrichtlinien für geometrische Abmessungen und Toleranzen (GD&T). ASME Y14.5-2018 Der Standard der American Society of Mechanical Engineers (ASME) reduziert die Bearbeitungszeit von 4,5 Stunden auf 2,2 Stunden und hilft dem Kunden, die Kosten um 42 % zu senken.
Wir haben auch das Problem der nicht standardmäßigen Lochbearbeitung für einen Kunden aus der Medizintechnik gelöst, indem wir den Werkzeugwechsel reduziert und die Produktionseffizienz durch die Standardisierung der Lochabmessungen um 30 % verbessert haben.
Darüber hinaus haben wir unabhängig mehr als 100 anspruchsvolle Projekte in der kundenspezifischen Teilefertigung durchgeführt, beispielsweise die Entwicklung integrierter Strukturteile für neue Energiekunden, um Montagefehler zwischen mehreren Komponenten zu vermeiden. Diese praktischen Beispiele haben uns eine wichtige Lektion gelehrt: DFM ist unverzichtbar, um die Ziele Ihres Projekts zu erreichen.
Dieser Leitfaden ist eine systematische Zusammenfassung unserer langjährigen Serviceerfahrung. Alle darin enthaltenen Prinzipien und Vorschläge wurden in tatsächlichen Projekten überprüft. Sie können sich voll und ganz darauf verlassen, dass es Ihre Design-for-Manufacturability-Praktiken leitet und Ihnen hilft, Ihre CNC-Bearbeitungsprojekte erfolgreich umzusetzen.
Möchten Sie weitere DFM-Fallstudien von JS Precision? Geben Sie Ihren Branchentyp ein und wir senden Ihnen erfolgreiche Fallstudien zu „Design for Manufacturability“ aus derselben Branche, damit Sie den Wert von DFM intuitiv verstehen.
Das DFM-Framework: Was sind die grundlegenden Schritte und Prinzipien bei der CNC-Bearbeitung?
Der allererste Schritt zu einer erfolgreichen Fertigung ist die Einrichtung eines systematischen, fertigungsorientierten Designrahmens. Bei der CNC-Bearbeitung hilft Ihnen dieses DFM-Framework, Risiken bereits in den frühen Entwurfsphasen zu mindern. Im Folgenden erläutern wir die wichtigsten Schritte und Prinzipien im Detail.
Frühzeitige Einbindung: Herstellungswissen in die Entwurfsphase bringen
Das zentrale Wertversprechen von Design for Manufacturing besteht darin, Fertigungsexperten während der Konzeptionsphase einzubeziehen.
Die Ingenieure von JS Precision greifen an dieser Stelle ein , um festzustellen, ob das Design die Prozessanforderungen erfüllt CNC-Bearbeitungsdienstleistungen , wenn das Seitenverhältnis des Teils den Bearbeitungsbereich des Werkzeugs überschreitet, wodurch große Änderungen in späteren Phasen vermieden werden.
Fünf Grundprinzipien: Vereinfachung, Standardisierung, Modularisierung, Zugänglichkeit und Konformität
1. Vereinfachen Sie die Geometrie: Versuchen Sie, unnötige komplexe Vorsprünge oder Rillen zu eliminieren, die die Programmierzeit und -schwierigkeiten verringern können, z. B. das Ändern der unregelmäßigen Oberfläche in eine regelmäßige.
2. Standardisierung von Loch-/Radiusabmessungen: Standardisieren Sie verschiedene nicht standardmäßige Löcher in Industriestandardabmessungen , reduzieren Sie z. B. 6 Lochtypen auf 2 und reduzieren Sie so den Werkzeugwechsel.
3. Design in modularen Komponenten: Teilen Sie komplizierte Teile in individuell bearbeitbare Module auf, z. B. die Unterteilung einer integrierten Schale in eine obere Abdeckung und eine Basis, um die Bearbeitung und Montage zu vereinfachen.
4. Zugänglichkeit des Werkzeugs: Bei der Konstruktion muss ausreichend Platz für die Werkzeuge vorgesehen werden, um Bearbeitungsbereiche zu vermeiden, die für das Werkzeug nicht erreichbar sind, wie z. B. die Sicherstellung ausreichender Radien für tiefe Hohlraumecken.
5. Erfüllen Sie die Fertigungskapazitäten: Das Design sollte dem tatsächlichen CNC-Bearbeitungsniveau entsprechen, z. B. dass kein normales Fräsen erforderlich ist, um die Schleifgenauigkeit zu erreichen, um unrealistische oder übermäßig kostspielige Anforderungen zu vermeiden.
Iterative Zusammenarbeit: Ein geschlossener Kreislauf vom DFM-Feedback bis zur Designoptimierung
JS Precision bietet seinen Kunden durch strukturierte Berichte klare, umsetzbare Verbesserungsvorschläge für Design for Manufacturability. Wir listen die Probleme, Verbesserungspläne und erwarteten Ergebnisse in diesem Bericht auf und passen den Plan basierend auf dem Kundenfeedback an, wodurch ein geschlossener Optimierungskreislauf entsteht.

Abbildung 1: Standardisierungs-Threading-Callouts. Es ermöglicht Herstellern, ihre Prozesse zu optimieren und gleichzeitig sicherzustellen, dass Ihre funktionalen Anforderungen erfüllt werden.
Die Cost-Engineering-Denkweise: Wie beeinflusst DFM direkt Ihre Gesamtproduktkosten?
Für die Kostenkontrolle ist es von größter Bedeutung, bei jeder Entscheidung die Denkweise „wie man ein Produkt für die Fertigung entwirft“ zu betonen. Die meisten Kunden sind in der Entwurfsphase oft nur an der Funktionalität interessiert und berücksichtigen die Herstellungskosten überhaupt nicht. DFM kann dazu beitragen, die Gesamtkosten von Anfang an zu senken.
Materialauswahl und -verwendung: Intelligente Transformation vom Rohling zum Teil
Durch die Optimierung der Kontur und Anordnung der Teile und die Auswahl von Rohlingen in Standardgröße ist es möglich, die Materialausnutzung von 50 % auf über 80 % zu steigern.
Beispielsweise haben wir einem Kunden dabei geholfen, die Anzahl der verarbeiteten Teile aus 100 mm x 100 mm-Rohlingen von 2 auf 4 zu erhöhen, wodurch die Materialkosten um bis zu 50 % gesenkt wurden, und wir haben die Verwendung von Standardrohlingen aus Aluminiumlegierung empfohlen, um Anpassungsgebühren zu vermeiden.
Bearbeitungszeit: Jede Minute kostet Geld
Durch die Reduzierung von Werkzeugwechseln, die Optimierung von Werkzeugwegen und die Vermeidung unnötiger Änderungen 5-Achsen-Bearbeitung kann die Werkzeugmaschinenkosten für CNC-Bearbeitungsdienstleistungen direkt senken .
Einem Kunden gelang es beispielsweise, durch die Standardisierung der Lochabmessungen die Anzahl der Werkzeugwechsel von 8 auf 3 zu reduzieren und die Bearbeitungszeit von 3 auf 1,8 Stunden zu verkürzen, wodurch 96 US-Dollar pro Teil bei 80 US-Dollar pro Stunde eingespart wurden.
Nachbearbeitungs- und Montagekosten: Leicht zu übersehende versteckte Kosten
Design kann die zum Polieren benötigte Zeit verkürzen, die Montageschritte vereinfachen und spezielle Verpackungsanforderungen eliminieren, um die Kosten für die Herstellung kundenspezifischer Teile aus einer ganzheitlichen Perspektive zu kontrollieren.
Zum Beispiel das Anpassen der Oberflächenrauheit Nichtpassende Oberflächen von Ra0,8μm bis Ra1,6μm reduzieren die Polierzeit um 30 %, die Entwicklung von Schnappvorrichtungen anstelle von Schrauben erleichtert die Montage und senkt die Arbeitskosten.
Wie kann Ihr Produktdesign die Kosten senken? Informieren Sie JS Precision einfach über Ihren Materialtyp und Ihre Anforderungen an das Produktionsvolumen, und wir können für Sie einen Kostenoptimierungsplan für die Gestaltung eines Produkts für die Herstellung erstellen und so versteckte Kosten reduzieren.
Was sind die nicht verhandelbaren Designgrenzen bei CNC-Bearbeitungsdienstleistungen?
Das Verstehen und Respektieren der physischen Einschränkungen der CNC-Bearbeitungsdienste ist der Schlüssel zu einem erfolgreichen Design.
Diese Einschränkungen, wie die geometrischen Einschränkungen von Schneidwerkzeugen und die dynamische Leistung von Werkzeugmaschinen, sind in der klar definiert und begrenzt Spezifikation für Luft- und Raumfahrtmaterialien (AMS) und zugehörige Bearbeitungsrichtlinien, veröffentlicht von SAE International.
Viele Konstruktionszeichnungen sind theoretisch korrekt, können jedoch aufgrund von Einschränkungen, die über die von CNC-Bearbeitungsdiensten hinausgehen, nicht bearbeitet werden. Nachfolgend listen wir die wichtigsten Einschränkungen auf.
Harte Einschränkungen der Werkzeuggeometrie: Mindestradius, -tiefe und -winkel
Verschiedene Werkzeuge haben klar definierte Einschränkungen hinsichtlich ihrer Bearbeitungsfähigkeiten. Nachfolgend sind allgemeine Referenzdaten aufgeführt, die von JS Precision zusammengefasst wurden:
| Werkzeugbeschränkungstyp | Besondere Einschränkung (Referenzwert) | Anwendbare Szenarien |
| Mindestradius | Mindestradius des Schaftfräsers: 0,1 mm in Stahl, 0,05 mm in Aluminium. | Innenwinkel, Rillendesign |
| Grenzwert für das Verhältnis von Tiefe zu Durchmesser | Gewöhnliches Schaftfräser-Tiefen-zu-Durchmesser-Verhältnis ≤ 5:1, verlängerte Werkzeuge ≤ 10:1. | Bearbeitung von tiefen Kavitäten und tiefen Löchern |
| Interne rechtwinklige Bearbeitung | 90°-Innenwinkel können nicht direkt bearbeitet werden, ein Kehlradius ≥ Werkzeugradius ist erforderlich. | Teilweise Eckgestaltung |
Physikalische Grenzen von Werkzeugmaschinen: Verfahrweg, Interferenz und Klemmung
Unterschiedliche Spezifikationen von CNC-Bearbeitungsservicegeräten weisen bestimmte Einschränkungen hinsichtlich des Bearbeitungsumfangs, des Spindelinterferenzkreises und der Belegung des Vorrichtungsraums auf.
Beispielsweise beträgt der maximale Verfahrweg unseres vertikalen Bearbeitungszentrums 1200 mm × 800 mm × 600 mm und der Durchmesser des Spindelinterferenzkreises beträgt 200 mm. Das Design sollte diese Einschränkungen vermeiden und gleichzeitig Klemmraum reservieren.
Verformungsgefahr bei dünnen Wänden und kleinen Merkmalen
Für dünne Wände aus einer Aluminiumlegierung wird empfohlen, die Dicke auf ≥ 1 mm einzustellen. 0,8 mm dünne Wände benötigen eine Verstärkung. Für schlanke Arme wird empfohlen, ein Seitenverhältnis von ≤ 5:1 einzustellen. Mehr als dieses führt zu Verformungen und erfordert Unterstützung.
Befürchten Sie, dass Ihr Design die Grenzen von CNC-Bearbeitungsdiensten überschreitet? Laden Sie einfach Ihre Teilezeichnungen auf JS Precision hoch, wo unsere Ingenieure Ihnen eine kostenlose Diagnose liefern, Ihnen helfen, Probleme wie Dünnwandverformungen zu vermeiden und die Konformität mit den Anforderungen von sicherzustellen kundenspezifische Bearbeitungsdienstleistungen .

Abbildung 2: Mindestradius. Größere Radien ermöglichen die Verwendung größerer, steiferer Schneidwerkzeuge, die einer Durchbiegung standhalten und eine hervorragende Oberflächengüte liefern.
Wie unterscheidet sich DFM für die CNC-Bearbeitung großer Stückzahlen vom Prototyping?
Die Logik der Designoptimierung für die CNC-Bearbeitung großer Stückzahlen unterscheidet sich völlig von der für einteilige Prototypen. Während bei der CNC-Bearbeitung großer Stückzahlen Faktoren wie Effizienz, Stabilität und Kosten berücksichtigt werden, geht es beim Prototyping um eine schnelle Funktionsvalidierung. Schauen wir uns unten die Hauptunterschiede an.
Werkzeuglebensdauer und Stabilität werden zu vorrangigen Überlegungen
Die Werkzeuglebensdauer kann verlängert werden, indem abrupte Werkzeugwege vermieden und die Belastung des Schneidinstruments ausgeglichen wird. Dies wirkt sich auf die Gesamtkosten eines aus CNC-Bearbeitung in großen Stückzahlen viel. Beispielsweise führte die Optimierung der Werkzeugwege für einen Kunden zu einer Erhöhung der Werkzeuglebensdauer von 500 auf 1.200 Teile – eine Ersparnis von 1.750 US-Dollar bei einer Charge von 10.000 Teilen und 150 US-Dollar pro Werkzeug.
Design für Automatisierung: Vereinfachtes Spannen und Positionieren
Der Entwurf einheitlicher Positionierungsreferenzen und einer leicht erfassbaren Geometrie für Roboter, um automatisierte Produktionslinien zu ermöglichen.
Wenn Sie beispielsweise zwei Standardpositionierungslöcher für ein Teil entwerfen, kann ein Roboter schnell positioniert und festgeklemmt werden. Dabei kann die Spannzeit von 3 Minuten auf 30 Sekunden reduziert werden. Die Gestaltung einer flachen Grifffläche verhindert ein Verrutschen und verbessert die Stabilität.
Statistische Toleranzanalyse: Gewährleistung der Austauschbarkeit inmitten von Variationen
Nutzen Sie statistische Methoden, um die Toleranzketten zu analysieren und Toleranzen entsprechend zu lockern, um die Funktionalität der Baugruppe für eine verbesserte Ausbeute und Produktionseffizienz sicherzustellen.
Beispielsweise könnte eine Charge von Teilen, deren ursprüngliche Toleranz bei ±0,01 mm und einer Ausbeute von 85 % lag, auf ±0,015 mm gelockert werden, wodurch eine Ausbeute von 99 % erreicht und die Ausschusskosten gesenkt werden.
So entwerfen Sie ein Produkt für die Fertigung: Häufige Fehler, die Sie vermeiden sollten
Die Kenntnis der Fallstricke ist der beste Weg, sie zu vermeiden. Während des Prozesses „Wie entwirft man ein Produkt für die Fertigung?“ erhöhen viele Kunden die Kosten oder verursachen Bearbeitungsfehler, indem sie die Details vernachlässigen. Nachfolgend listen wir häufige Fehler auf.
Over-Engineering: Wenn „Perfektion“ zum Feind der Kosten wird
Wir markieren nicht zusammenpassende Oberflächen mit Spiegelrauheit und legen Toleranzen im Mikrometerbereich für unkritische Abmessungen fest.
Beispielsweise markierte ein Kunde eine Oberflächenrauheit von Ra0,4 μm auf einer nicht passenden Bodenfläche und musste einen Schleifprozess hinzufügen, was zusätzliche 30 US-Dollar verursachte. Die Markierungstoleranz von ±0,005 mm erforderte eine zusätzliche Bearbeitungsstunde und verursachte zusätzliche 80 US-Dollar.
Ignorieren der Rohteilausrichtung: Dies führt zu einer unnötigen 5-Achsen-Bearbeitung
Klassisches Beispiel: Ursprüngliche Neigung des Teils durch den Kunden erforderlich 5-Achsen-Bearbeitung (150 $/Stück) empfehlen wir eine Neuausrichtung für die 3-Achsen-Bearbeitung zu 80 $/Stück, wodurch 70 $ pro Stück gespart und die Gesamtkosten erheblich gesenkt werden.
„Zeichnungen richtig, Herstellung falsch“ – Auslassungen bei der Kennzeichnung
Es ist wichtig , Informationen wie Entformungsschrägen, kritische Abmessungen und Texturrichtung klar anzugeben . Beispielsweise waren bei Kunststoffteilen für einen Kunden keine Formschrägen angegeben, was dazu führte, dass 100 Teile verschrottet wurden und ein Verlust von 2.000 US-Dollar entstand. Außerdem wurden zusätzliche Zeit und Kosten verschwendet, da auch Markierungen für die Texturrichtung fehlten und eine Nachbearbeitung erforderlich waren.
Möchten Sie die üblichen Kostenfallen im Design vermeiden? Fordern Sie die Fehlercheckliste „So entwerfen Sie ein Produkt für die Fertigung“ von JS Precision an, um Ihr Design zu überprüfen und unnötige Verarbeitungskosten zu reduzieren.
Die Toleranz-Gratwanderung: Wie legt man Toleranzen für die Herstellung kundenspezifischer Teile fest?
Bei der Herstellung kundenspezifischer Teile sind Toleranzen der Dreh- und Angelpunkt, der Leistung und Kosten in Einklang bringt. Zu enge Toleranzen erhöhen die Kosten, während zu geringe Toleranzen die Funktionalität beeinträchtigen. Im Folgenden zeigen wir Ihnen, wie Sie Toleranzen angemessen festlegen.
Funktionsbasierte Toleranzstrategie: kritisch vs. unkritisch
Markieren Sie kritische Merkmale wie Montageschnittstellen und kinematische Verbindungsbereiche mit engeren Toleranzen, während Sie für nicht funktionale Bereiche wirtschaftlichere und lockerere Toleranzen anwenden. Markieren Sie beispielsweise Passlöcher mit einer Toleranz von ±0,01 mm und Seitenmarkierungen mit ±0,1 mm, um Funktionalität und Kosten auszugleichen.
Prozessfähigkeiten verstehen: Welches Niveau kann Ihr Lieferant erreichen?
JS Precision verfügt über Standardtoleranzfunktionen für verschiedene Prozesse wie z CNC-Fräsen und Drehen, um Kunden dabei zu helfen, anspruchsvolle und realistische Ziele zu setzen. Nachfolgend finden Sie unsere Referenz für gängige Prozesstoleranzfunktionen:
| Bearbeitungsprozess | Standardtoleranz (mm) | Anwendbarer Teiletyp |
| CNC-Fräsen | ±0,01-±0,10 | Halterungen, Gehäuse usw. |
| CNC-Drehen | ±0,005-±0,05 | Wellen, Scheiben |
| Oberflächenschleifen | ±0,001-±0,005 | Hochpräzise Passflächen |
Effiziente Anwendung geometrischer Toleranzen
Geometrische Toleranzen wie Positions- und Profiltoleranzen werden verwendet, um die Funktionalität von Teilen effektiver zu steuern, und weil dies oft wirtschaftlicher und genauer ist als die Angabe mehrerer linearer Toleranzen.
Beispielsweise ist die Angabe von φ0,02 mm für die Positionstoleranz eines Lochs genauer als die Angabe linearer X/Y-Toleranzen und lässt sich auch einfacher messen, um die Prüfzeit zu verkürzen.
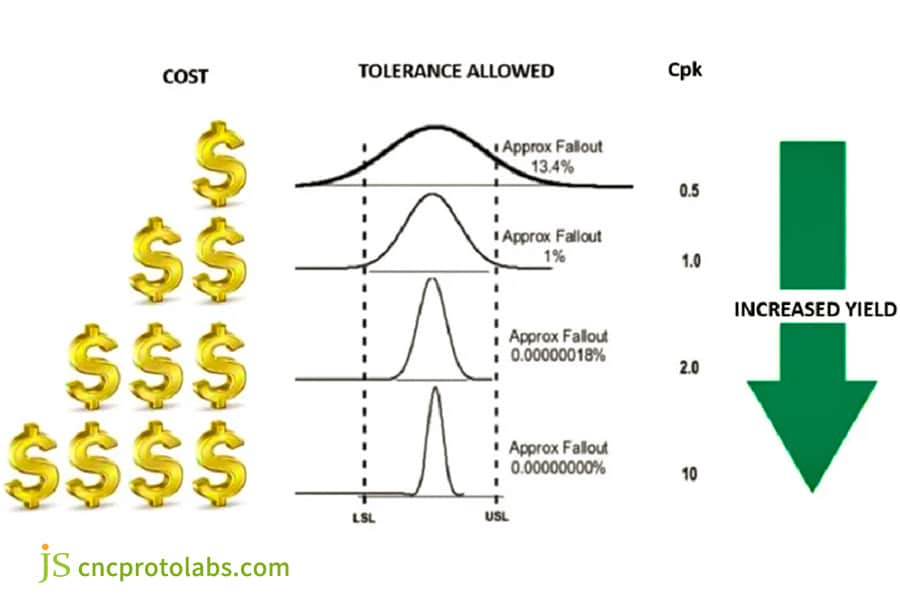
Abbildung 3: Das Diagramm zeigt den Ertragsrückgang und den Kostenanstieg bei zunehmender Toleranz.
Paradigmenwechsel: Wie schreibt Design für die additive Fertigung die Regeln neu?
Design für die additive Fertigung stellt einen echten Paradigmenwechsel dar: von „Fertigungsbeschränkungen“ hin zu „funktionaler Befreiung“. Design für die additive Fertigung überwindet die geometrischen Einschränkungen der herkömmlichen CNC-Bearbeitung und ermöglicht so komplexere Designs.
Vom Subtraktiven zum Additiven: Geometrische Freiheit nutzen
DFAM ermöglicht die Erstellung von Designs, die mit herkömmlichen CNC-Bearbeitungsdiensten nicht oder nur sehr kostspielig zu erreichen sind, einschließlich Hohlgittern, komplexen internen Strömungskanälen und integrierten Strukturen.
Mit herkömmlicher CNC konnten beispielsweise keine komplexen internen Strömungskanäle hergestellt werden, während die additive Fertigung solche Funktionen mit einer Gewichtsreduzierung von über 30 % liefern kann, während Hohlgitterstrukturen 40 % Material einsparen.
Stützstrukturen: Einzigartige Designüberlegungen in DFAM
Stützstrukturen können während der Entwurfsphase minimiert oder alternativ auf unkritischen Oberflächen entworfen werden, wodurch Nachbearbeitungszeit und Abfall reduziert werden. Wenn beispielsweise die Neigung der Designoberfläche ≥45° beträgt, reduzieren Sie die Stützen. Wenn Stützen erforderlich sind, platzieren Sie sie auf nicht passenden Oberflächen, um Schäden an kritischen Oberflächen zu vermeiden.
Konvergente Fertigung – Wenn DFM auf DFAM trifft
Grenztrend: Entwicklung hochpräziser Schnittstellen für die CNC-Bearbeitung und komplexe Leichtbaukörper für 3D-Druck für ein Produkt. Beispielsweise reduziert der 3D-Druck eines Luft- und Raumfahrtkörpers das Gewicht, während die präzise CNC-Bearbeitung der Schnittstelle Präzision zu 25 % geringeren Kosten bietet als die reine CNC-Bearbeitung.
Möchten Sie in die Welt des Designs für die additive Fertigung hineinschnuppern und Ihr Designpotenzial freisetzen? Rufen Sie noch heute die Hotline von JS Precision an und unser Team kann Ihnen dabei helfen, Strukturen wie Hohlgitterstrukturen zu entwerfen und diese für optimale Effizienz mit CNC-Bearbeitung zu kombinieren.
Fallstudie: Kostensenkung um 42 % – Massenfertigung von Luft- und Raumfahrthalterungen durch DFM
Erste Designherausforderungen
Ein Aluminiumlegierung in Luft- und Raumfahrtqualität Montagehalterung, ursprünglich entworfen, um sehr zu sein
„robust“ nutzte eine solide Blockstruktur, die zu erheblicher Materialverschwendung führte. Darüber hinaus enthielt es 8 Arten von nicht standardmäßigen Löchern und 14 zu enge Toleranzen (z. B. ± 0,005 mm), was die Bearbeitungszeit auf bis zu 4,5 Stunden verlängerte.
Bei solch hohen Kosten von bis zu 200 US-Dollar pro Stück kann es die Massenproduktionsanforderungen der CNC-Bearbeitung in großen Stückzahlen nicht erfüllen. Das Budget des Kunden von 1000 Stück pro Monat kann die Kosten einfach nicht decken.
DFM-Tiefenanalyse von JS Precision:
1. Topologieoptimierung und Leichtbau: Mithilfe der CAE-Software wurden bei der Simulation der Belastung der Stützstruktur drei Bereiche mit geringer Belastung hervorgehoben. Überschüssiges Material wurde mutig entfernt und das Teil wurde von einem massiven Block zu einer hocheffizienten Rippenstruktur umgewandelt, wobei die Festigkeit beibehalten wurde, um den Anforderungen der Luft- und Raumfahrt gerecht zu werden.
2. Standardisierung der Merkmale: Die acht nicht standardmäßigen Löcher wurden auf drei Standardgrößen standardisiert: φ5 mm, φ8 mm und φ10 mm. Ein solcher Schritt reduziert den Werkzeugwechsel und die Komplexität der Bearbeitung. Ebenso wurden fünf verschiedene Inneneckenradien des Teils auf 0,2 mm standardisiert, um den Standardschneidwerkzeugen zu entsprechen.
3. Toleranzrationalisierung: 14 enge Toleranzen wurden überprüft und entsprechend der Leistungsfähigkeit von Herstellung kundenspezifischer Teile 9 davon wurden von ±0,005 mm auf ±0,02 mm gelockert. Tests ergaben, dass die gelockerten Toleranzen keinen Einfluss auf die Montage und Funktionalität der Teile hatten.
Endgültige erfolgreiche Ergebnisse
Optimierte Teile waren 35 % leichter (500 g → 325 g), wodurch 20 US-Dollar an Materialkosten pro Stück eingespart wurden, die Bearbeitungszeit wurde auf 2,2 Stunden verkürzt, was 26,4 US-Dollar an Arbeitskosten einsparte, die Gesamtkosten sanken von 200 US-Dollar auf 116 US-Dollar, was einer Reduzierung um 42 % entspricht, und bestanden die Festigkeitsprüfungen in der Luft- und Raumfahrt. Für den Kunden, der 1.000 Stück pro Monat produziert, führte dies zu Einsparungen von 84.000 US-Dollar.

Abbildung 4: CNC-Präzisionsbearbeitungs-Aluminiumhalterung für die Luft- und Raumfahrtindustrie
FAQs
F1: An welchem Punkt im Designprozess sollte mit DFM begonnen werden?
Je früher desto besser. Idealerweise sollte das DFM-Denken in der Konzeptentwurfsphase eines Produktdesigns eingeführt werden, da dann die Kosten für Designänderungen am niedrigsten sind und Probleme in nachfolgenden CNC-Bearbeitungsphasen vermieden werden. Dies basiert auf Erfahrungen von JS Precision.
F2: Ist die DFM-Analyse kostenlos?
Ja, wir stellen professionelle, kostenlose DFM-Analyseberichte für alle potenziellen kundenspezifischen Bearbeitungsdienstleistungsprojekte zur Verfügung. Dies ist unser Standardservice, um konkrete Verbesserungsvorschläge zu unterbreiten.
F3: Was sind die häufigsten DFM-Vorschläge?
Erhöhung der Inneneckenradien auf Standardwerkzeuggrößen, Standardisierung der Lochgrößen, Vermeidung übermäßig tiefer Hohlräume und Lockerung unkritischer Toleranzen. Diese Vorschläge können 80 % der Herstellbarkeitsprobleme lösen und sind sehr praktisch.
F4: Verbessert DFM die Durchlaufzeiten für die Herstellung kundenspezifischer Teile?
Bezeichnenderweise . Da DFM die Fertigungsherausforderungen beseitigt und die Prozesspfade optimiert, können Programmier- und Bearbeitungszeit direkt reduziert werden. Wir haben Kunden dabei geholfen, die Vorlaufzeiten um 30 % zu verkürzen.
F5: Komplexe Teile mit mehreren Prozessen (z. B. Bearbeitung + 3D-Druck ), wie macht man DFM?
Unsere Ingenieure sind mit mehreren Prozessen vertraut und können die Vor- und Nachteile verschiedener Fertigungsstrategien abschätzen, um Ihnen das Beste zu bieten Hybrid-Fertigungs-DFM-Lösung , wobei sowohl Wirksamkeit als auch Kosten berücksichtigt werden.
F6: Können Sie eine DFM-Analyse für unsere gesamte Baugruppe bereitstellen?
Ja, wir bieten eine DFM-Analyse auf Komponentenebene an, um die Schnittstelle zwischen Teilen zu optimieren und den gesamten Montageprozess zu vereinfachen, damit Sie Ihre Montagezeit und Arbeitskosten reduzieren können.
F7: Wie trägt DFM dazu bei, die Kosten für die CNC-Bearbeitung großer Stückzahlen zu senken?
Die Vorteile optimierter Designs werden in der Massenproduktion noch verstärkt. Durch kürzere Zykluszeiten und längere Werkzeugstandzeiten sind weniger Änderungen erforderlich, was in der Massenproduktion viel Geld spart .
F8: Woher weiß ich, ob Ihre vorgeschlagenen DFM-Änderungen wirksam sind?
Wir werden Kosteneinsparungen und Zykluszeitverkürzungsschätzungen für jede der Änderungen im DFM-Bericht anhand von Fallstudien quantifizieren, z. B. einer Kostenreduzierung von 42 % Halterungen für die Luft- und Raumfahrt .
Zusammenfassung
Design for Manufacturing ist keine komplexe Theorie, sondern ein praktisches Werkzeug, das durch viele CNC-Bearbeitungsprojekte von JS Precision verifiziert wurde. Wenn Sie dies wissen, können Sie nicht nur Ihr Design auf Anhieb richtig hinbekommen, sondern auch Kosten, Effizienz und Qualität optimieren, sodass jedes kundenspezifische Teil funktionsfähig und wirtschaftlich ist – genau das ist der Wert, den dieser Leitfaden bieten soll.
Möchten Sie tiefer in Themen rund um das Fertigungsdesign eintauchen? Wir empfehlen Ihnen folgende ausgewählte Inhalte:
Praktischer Leitfaden zur Toleranzkontrolle
Umfassender Leitfaden zur 5-Achsen-CNC-Bearbeitung
Fallstudie zu 3D-Druck und CNC-Hybridfertigung
Wählen JS Präzision und machen Sie jeden Schritt Ihres Designprozesses – vom Entwurf bis zum Produkt – präzise und kontrollierbar.
Senden Sie uns noch heute Ihre Design-Herausforderung! Besuchen Sie einfach die Website von JS Precision und Laden Sie Ihre CAD-Dateien hoch . Sie erhalten innerhalb von 24 Stunden einen detaillierten und kostenlosen DFM-Analysebericht, der Optimierungsvorschläge sowie deren Auswirkungen auf die geschätzten Kosteneinsparungen und die Lieferzeit klar darlegt. Beginnen wir mit dem ersten Schritt und kreieren wir gemeinsam fantastische Produkte.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Teileangebot anfordern Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Präzision Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

