

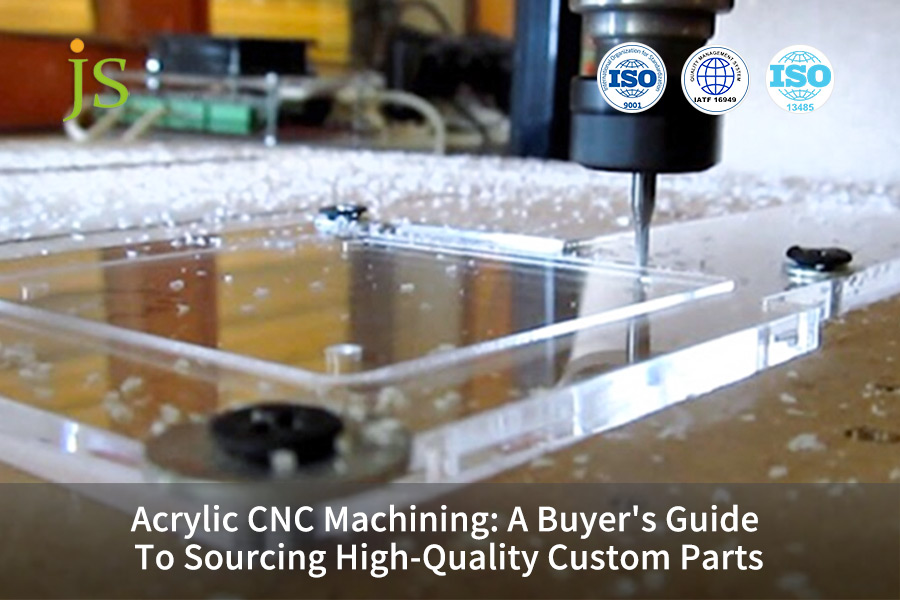
Die CNC-Bearbeitung von Acryl ist eine der wichtigsten Technologien zur Herstellung hochwertiger, transparenter Designkomponenten. Wenn Ihr Design ein Bauteil mit kristallklarer Optik und gleichzeitig hoher struktureller Integrität erfordert, sind Acryl oder PMMA die bevorzugten Materialien.
Von Verkaufsständern über Gehäuse für medizinische Geräte und Scheinwerfer bis hin zu Architekturmodellen – die CNC-Bearbeitung von Acryl spielt eine entscheidende Rolle. Doch um aus einem Acrylrohling ein individuelles Bauteil zu fertigen und um kostengünstige CNC-Bearbeitungsanbieter zu finden, ist Fachwissen erforderlich.
Dieser Artikel soll Ihnen als Leitfaden dienen und Sie nicht nur bei der Analyse der Eigenschaften von Acryl und der Herstellungsprozesse unterstützen, sondern Ihnen auch zeigen, wie Sie wie ein Profi die besten globalen CNC-Bearbeitungsunternehmen auswählen , um den Erfolg Ihres Projekts zu gewährleisten.
Kernantworttabelle
| Vergleichsdimensionen | Hauptvorteile von Acryl (PMMA) | Wichtige Maßnahmen für eine erfolgreiche Beschaffung | Der differenzierte Wert von JS Precision Company |
| Materialeigenschaften | Hohe Transparenz, ausgezeichnete Witterungsbeständigkeit, gute mechanische Festigkeit, einfache Verarbeitung. | Anwendungsszenarien, Oberflächenbehandlungen und Toleranzanforderungen klar definieren. | Wir bieten professionelle Beratung zur Materialauswahl und verfügen über ein umfangreiches Sortiment an Acrylglasplatten. |
| Prozess und Qualität | Fortschrittliche CNC-Bearbeitungstechnologie ermöglicht hohe Präzision, glatte Kanten und komplexe 3D-Strukturen. | Beurteilen Sie die Prozesskontrollverfahren und das Qualitätskontrollsystem des Werks. | Unsere hochpräzisen 5-Achs-Werkzeugmaschinen und unsere Polierexperten gewährleisten Oberflächen in optischer Qualität und Präzision im Mikrometerbereich. |
| Lieferantenauswahl | Die Leistungsfähigkeit eines Lieferanten bestimmt unmittelbar die endgültige Qualität und Wirtschaftlichkeit der Teile. | Bewerten Sie systematisch ihre technischen Fähigkeiten, ihre Kommunikationseffizienz, ihre Preistransparenz und frühere Fallstudien. | Als Komplettanbieter für CNC-Bearbeitungsteile bieten wir umfassende Lösungen von der Designoptimierung bis zur Nachbearbeitung und ein hervorragendes Preis-Leistungs-Verhältnis . |
Wichtigste Schlussfolgerungen:
- Acryl ist mehr als nur „gewöhnlicher Kunststoff“, da es viele überlegene optische und physikalische Eigenschaften besitzt.
- Für eine erfolgreiche Beschaffung müssen die Anforderungen definiert und die technologischen Fähigkeiten des Lieferanten bewertet werden.
- Bei der Auswahl professioneller CNC-Bearbeitungsanbieter wie JS Precision wird sofort die Bearbeitungsgenauigkeit der Teile sowie die Kosteneffizienz der Projekte sichergestellt.
CNC-Bearbeitung von Acryl: JS Precision Manufacturing liefert hochwertige Teile
In der Welt der CNC-Bearbeitung von Acrylglas sind Perfektion, Präzision und Professionalität die wichtigsten Anforderungen anspruchsvoller Kunden. Genau diese Qualitäten entwickelt JS Precision seit vielen Jahren.
Als Unternehmen mit über 15 Jahren Erfahrung im Bereich der Präzisionsbearbeitung liegt unser Schwerpunkt auf der Bereitstellung von Lösungen für die schwierigsten Probleme im Zusammenhang mit der Acrylbearbeitung, und wir haben bereits über 500 Kunden weltweit maßgeschneiderte Dienstleistungen im Bereich der CNC-Bearbeitung angeboten.
Unsere Kernkompetenz beruht auf einer soliden technologischen Akkumulation:
- Ausgestattet mit mehr als 20 fortschrittlichen Bearbeitungsgeräten, darunter 5-Achs-CNC-Werkzeugmaschinen, kann sie gekrümmte Oberflächen und mehrdimensionale Strukturen mit hoher Präzision bearbeiten.
- Wir haben eine branchenführende , staubfreie Polierwerkstatt eingerichtet, um die optische Oberflächenqualität der Acrylteile zu gewährleisten.
- Qualifiziert nach den Qualitätsmanagementsystemen ISO 9001 und ISO 13485 , wobei die wichtigsten Maßtoleranzen innerhalb von ±0,005 mm eingehalten werden.
In den letzten drei Jahren haben wir mehr als 300 anspruchsvolle Acrylbearbeitungsprojekte abgeschlossen, mit einer Kundenzufriedenheit von 98 % und einer Wiederkaufsrate von über 80 % im medizinischen Bereich.
Einer der Kunden wünschte sich ein Instrumentenpanel aus Acryl mit einer Lichtdurchlässigkeit von ≥ 91 %, einem Planheitsfehler von < 0,05 mm und der Beständigkeit gegenüber extremen Temperaturen von -40 ℃ ~ 80 ℃.
Durch die Auswahl importierter PMMA-Materialien in optischer Qualität, die Optimierung der Werkzeugwege und die Festlegung einer Bearbeitungsumgebung mit konstanter Temperatur stellten wir sicher, dass das gelieferte Produkt den Abnahmetest des Kunden auf Anhieb bestand und positionierten uns somit als langfristige strategische Partner.
Suchen Sie einen Partner für die CNC-Bearbeitung von Acryl, der auch anspruchsvolle Aufgaben löst und gleichbleibende Qualität garantiert? Dann kontaktieren Sie umgehend das technische Team von JS Precision. Senden Sie uns Ihre Teilezeichnungen und Anforderungen – wir erstellen Ihnen gerne eine kostenlose DFM-Analyse und ein präzises Angebot. So kann unser Expertenteam Ihr Projekt optimal betreuen.
Warum Acryl? Sein Potenzial durch präzise CNC-Bearbeitung erschließen
Unter den zahlreichen Werkstoffen für CNC-bearbeitete Teile zeichnet sich Acryl (besser bekannt als PMMA, die „Königin der Kunststoffe“ ) durch viele exklusive Vorteile aus. Acryl-CNC-Bearbeitungsteile sind daher das Material der Wahl für anspruchsvolle Anwendungen, da sich der Kernnutzen in drei Dimensionen zeigt.
König der optischen Leistung: Unübertroffene Transparenz
Acrylglas weist im Vergleich zu herkömmlichem Glas eine Lichtdurchlässigkeit von 92 % auf. Zudem ist es UV-beständig und vergilbt nicht. Daher bietet Acrylglas aufgrund seiner Eignung für optische Anwendungen ein unvergleichliches Seherlebnis, beispielsweise in Vitrinen und Instrumententafeln.
Physikalische und chemische Eigenschaften: Die praktischen Vorteile jenseits des Aussehens eines Materials
Seine Schlagfestigkeit ist zehnmal höher als die von Glas, und es weist eine bemerkenswerte Witterungsbeständigkeit auf. Zudem lässt es sich leicht schneiden und für andere CNC-Bearbeitungsprozesse verwenden. Es erfüllt Anforderungen, die Ästhetik und Stärke vereinen.
Unendliche Gestaltungsmöglichkeiten: Von flach bis dreidimensional
Die CNC-Bearbeitung von Acryl ermöglicht die präzise Herstellung komplexer zweidimensionaler Ausschnitte und dreidimensionaler Strukturen mit abgeschrägten Kanten/runden Löchern . Dank der Mehrschicht-Verbindungstechnologie lassen sich vielfältige dreidimensionale Formen kreieren und so unendliche Gestaltungsmöglichkeiten eröffnen.

Abbildung 1 Acrylglasplatten können zur Herstellung von Produkten verwendet werden, die eine extrem hohe optische Transparenz erfordern und komplexere geometrische Formen aufweisen.
Der ultimative Leitfaden zur Beschaffung: Von Zeichnungen bis zu fertigen CNC-gefrästen Acrylteilen
Die Wahl des richtigen Herstellers für CNC-Bearbeitungsteile ist entscheidend für den Projekterfolg. Wissenschaftliche Verfahren können Ihnen helfen, aus einer Vielzahl von CNC-Bearbeitungsunternehmen die passenden Partner auszuwählen und Beschaffungsrisiken zu vermeiden.
Schritt 1: Definieren Sie Ihre Bedürfnisse klar
Definieren Sie Ihre Anforderungen klar – die Voraussetzung für eine präzise Beschaffung. Sie benötigen vollständige 2D-/3D-Zeichnungen mit Angabe wichtiger Maße und Toleranzen, Acrylmarke, -farbe und -stärke sowie weiterer Materialspezifikationen, Anforderungen an die Oberflächenbehandlung und dem Verwendungszweck. Je detaillierter Ihre Angaben sind, desto effektiver gestalten sich Angebot und Kommunikation.
Schritt 2: Detaillierte Bewertung der Kernkompetenzen des Lieferanten
Ein Lieferantenvertrag sollte nicht allein auf den Kosten basieren, da die Grundlage der Kernkompetenzen die Qualitätsgarantie ist. Konzentrieren Sie sich auf die vier Aspekte:
- Ausstattungsliste: Verfügt die Anlage über moderne Ausrüstung wie z. B. mehrachsige Werkzeugmaschinen zur Bearbeitung komplexer Teile?
- Prozesskompetenz: Verfügt das Unternehmen über eine eigene staubfreie Polierwerkstatt und weitere prozessbezogene Kompetenzen im Zusammenhang mit der Produktion?
- Qualitätskontrollsystem: Verfügt der Hersteller über die vollständige Prüfausrüstung zur Kontrolle von Maß- und Oberflächenfehlern?
- Reaktionsgeschwindigkeit und Professionalität in der Kommunikation: Die Fähigkeit des Herstellers, umgehend auf technische Anfragen zu reagieren und sinnvolle Vorschläge zu machen.
Schritt 3: Prüfen Sie das Angebot, um die tatsächlichen Kosten zu ermitteln.
Ein professionelles Angebot sollte die Materialkosten, die Programmier- und Einrichtungskosten, die Bearbeitungszeit, die Nachbearbeitungskosten und die Logistikkosten detailliert aufschlüsseln. „Festpreise“ sind fragwürdig, da sie spätere Kostenänderungen nach sich ziehen können.
Wenn Sie bei der Auswahl eines Herstellers für CNC-Bearbeitungsteile unsicher sind, kann JS Precision Ihnen helfen. Laden Sie einfach die Teilezeichnungen hoch, und wir bieten Ihnen eine kostenlose Kostenkalkulation und Vorschläge zur Lieferantenbewertung, damit Sie den richtigen Partner für Ihre Bedürfnisse finden.
Mehr als nur Schneiden: Fortschrittliche CNC-Bearbeitung von perfektem Acryl
Hochwertige Acrylteile erfordern eine hochpräzise CNC-Bearbeitung gemäß ISO 23218. JS Precision hat das High-End-Bearbeitungsverfahren nach jahrelanger Erfahrung optimiert. Die wesentlichen Elemente sind:
Schneidwerkzeuge, Spindeldrehzahl und Vorschub: Anwendung einer wissenschaftlichen Kombination von Parametern
Der Kern besteht in der Abstimmung spezialisierter Schneidwerkzeuge mit wissenschaftlichen Parametern: Verwendung spezieller ein- oder zweischneidiger Spiralfräser aus Acryl, kombiniert mit Hochgeschwindigkeits-Langsamvorschubparametern, ergänzt durch ausreichende Luftkühlung oder Spezialkühlmittel, um glatte Schneidkanten ohne Ausbrüche oder Schmelzspuren zu gewährleisten.
Spannungs- und Verformungskontrolle: Vorverarbeitungsstrategie
Acrylglas weist selbst innere Spannungen auf. Werden diese während der Verarbeitung nicht sachgemäß abgebaut, kann dies zu Verformungen der Bauteile führen. Die Ingenieure von JS Precision beugen dem proaktiv mit drei Methoden vor:
- Optimieren Sie die Klemmmethode, um übermäßige Klemmkräfte und Spannungen zu vermeiden.
- Durch die Anwendung einer schichtweisen Verarbeitungsstrategie werden Materialien schrittweise entfernt, um innere Spannungen abzubauen.
- Führen Sie bei einigen stark beanspruchten Teilen eine Spannungsarmglühung vor der Bearbeitung durch, um die Dimensionsstabilität des Endprodukts zu gewährleisten.
Von Bearbeitungsspuren zu Kunstwerken: Die Magie der Nachbearbeitung
Die Nachbearbeitung umfasst die Sicherstellung des endgültigen Ergebnisses: die Anwendung mehrerer Polierprozesse, um die spiegelglatte Oberfläche in optischer Qualität zu erzielen, deutliche Markierungen aus dem Sieb-/UV-Druckverfahren sowie die Verwendung von Verbundklebstoffen für eine einwandfreie Verbindung.
Wenn Sie auf der Suche nach fortschrittlicher CNC-Bearbeitung zur Herstellung hochwertiger Acrylteile sind, wenden Sie sich bitte an das Ingenieurteam von JS Precision. Sie erhalten von ihnen eine detaillierte Beschreibung der Bearbeitungsschritte und -parameter sowie kostenlose Empfehlungen zur Optimierung Ihres Bearbeitungsprozesses.

Abbildung 2 Die Auswahl scharfer und robuster Schneidwerkzeuge ist bei der CNC-Bearbeitung von Acryl von entscheidender Bedeutung.
Qualitätssicherung: Ihre Checkliste zur Prüfung von CNC-Bearbeitungsteilen
Sobald Sie das CNC-bearbeitete Teil erhalten haben, prüfen Sie es anhand der folgenden Checkliste auf Qualität: Dies ist Ihre letzte Verteidigungslinie, um sicherzustellen, dass Ihre Projekte ohne Probleme aufgrund von Qualitätsmängeln ablaufen.
Erste Inspektion des Aussehens und der Abmessungen
Zunächst wird die Oberfläche des Bauteils unter gleichmäßiger Ausleuchtung geprüft, um sicherzustellen, dass sie kratzfrei, blasenfrei , frei von Verunreinigungen und Polierfehlern ist. Anschließend wird die Größe des Bauteils mithilfe von Messschieber und Projektor überprüft, um sicherzustellen, dass sie innerhalb der Zeichnungstoleranz liegt.
Funktions- und Montageprüfung
Wenn die Teile montiert werden müssen, werden Probemontagen durchgeführt, um zu prüfen, ob die Bohrungsausrichtung und Passgenauigkeit den Montageanforderungen entsprechen. Bei optischen Komponenten wird insbesondere die Gleichmäßigkeit und die Lichtundurchlässigkeit geprüft, um sicherzustellen, dass die optische Leistung dem vorgesehenen Anwendungsfall genügt.
Dokumentation und Konsistenz
Prüfen Sie den vom Lieferanten bereitgestellten Qualitätsprüfbericht, um sicherzustellen, dass alle Prüfdaten den Normen entsprechen. Führen Sie parallel Stichprobenmessungen durch , um die Konsistenz der in den Chargen gefertigten Teile zu überprüfen und individuelle Produktfehler auszuschließen. Professionelle Lieferanten legen vollständige Versanddokumente zur Rückverfolgbarkeit bei.
Acryl vs. andere Kunststoffe: Ein Vergleich gängiger CNC-technischer Kunststoffe
Professionelle Anbieter von CNC-Bearbeitung sollten Ihnen das am besten geeignete Material entsprechend Ihren Anforderungen empfehlen können. Im Folgenden finden Sie einen Vergleich von Acrylglas mit drei gängigen technischen Kunststoffen , der Ihnen hilft, die Materialunterschiede besser zu verstehen und die optimale Wahl zu treffen.
| Materialeigenschaften | Acryl (PMMA) | Polycarbonat (PC) | ABS | Nylon (PA) |
| Lichtdurchlässigkeit | 92 % optische Transparenz | 88 %, halbtransparent | Undurchsichtig | Undurchsichtig |
| Schlagfestigkeit | Mittel (10-mal so groß wie Glas) | Hoch (250-mal so hoch wie die von Glas) | Medium | Hoch |
| Witterungsbeständigkeit | Ausgezeichnet (UV-beständig, vergilbungsfrei) | Gut | Durchschnitt | Arm |
| Verarbeitungsschwierigkeiten | Mittel (erfordert Kantenschutz) | Mittel (neigt zu Graten) | Niedrig | Mittel (neigt zur Feuchtigkeitsaufnahme) |
| Kernvorteile | Lichtdurchlässigkeit, Kratzfestigkeit, Ästhetik | Extrem stoßfest | Preisgünstig, leicht zu lackieren | Hohe Festigkeit, Abriebfestigkeit |
Im Vergleich dazu bietet Acrylglas deutliche Vorteile hinsichtlich Transparenz, Glanz und Witterungsbeständigkeit und eignet sich daher besonders für Bauteile, die optische Effekte erfordern oder im Freien eingesetzt werden sollen.
PC eignet sich besser für Anwendungsfälle mit extrem hohen Anforderungen an die Stoßfestigkeit, ABS konzentriert sich auf Kosten und einfache Verarbeitung, während Nylon bei Anwendungen mit hoher Festigkeit und Verschleißfestigkeit mehr Vorteile bietet.
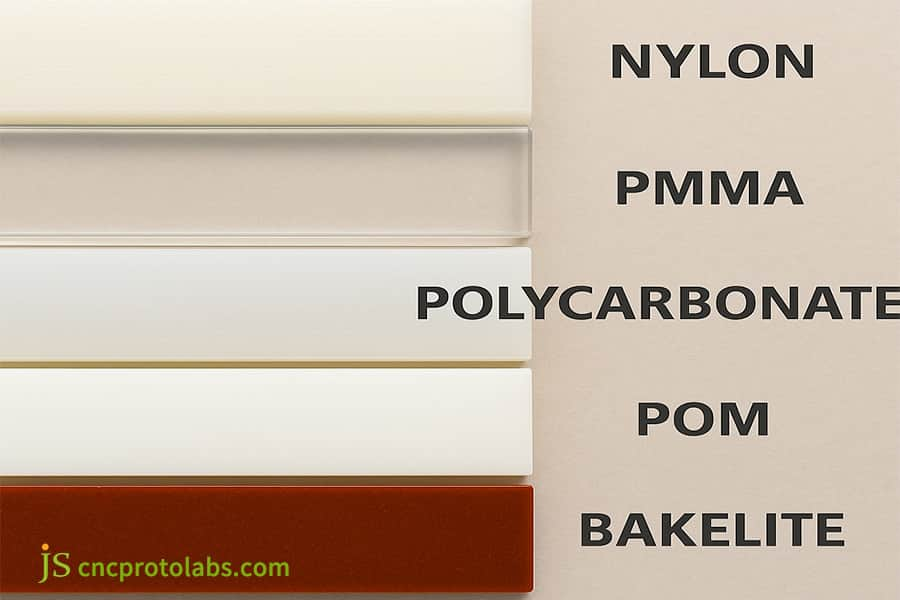
Abbildung 3 Die Eigenschaften von Kunststoffen variieren, insbesondere bei der CNC-Bearbeitung.
Fallstudie: Präzision in der Transparenz – Eine Toleranzherausforderung von 0,02 mm für die medizinische Bildgebung
Kundenbedürfnisse
Ein führender europäischer Medizintechnikvertrieb arbeitete an der Entwicklung eines Fensterbeobachtungssystems für ein High-End-Computertomographiegerät.
Zu den strengen Anforderungen an diese Komponente gehörten: Planheitsfehler von weniger als 0,1 mm, Toleranz der kritischen Befestigungslöcher von ± 0,02 mm, optische Spiegeloberfläche, Biokompatibilität mit Sterilisationsbeständigkeit.
Dieser Kunde hatte zuvor mit zwei Lieferanten schlechte Erfahrungen gemacht , hauptsächlich aufgrund von Maßungenauigkeiten und Oberflächenkratzern.
JS Präzisionslösung
1. Materialauswahl: Für dieses Projekt wurde importiertes deutsches Acrylglas in optischer Qualität ausgewählt. Dieses Material bietet nicht nur eine hervorragende Lichtdurchlässigkeit von 92,5 %, sondern erfüllt auch die Anforderungen an die Biokompatibilität für medizinische Anwendungen und ist beständig gegen Desinfektionsmittel.
2. Programmierungsdesign: Das Ingenieurteam setzte auf Präzision im Mikrometerbereich für die Pfadprogrammierung und auf Software, die den Bearbeitungsprozess simulieren und die Risiken thermischer Verformung berechnen kann.
3. Bearbeitungsumgebung: Das Produkt wird in einer Reinraumumgebung bei einer konstanten Temperatur von 22 °C mit hochmodernen 5-Achs-CNC-Maschinen bearbeitet. Die gesamte Bearbeitungsumgebung nutzt eine Zerstäubungskühlung , die jegliche Größenabweichungen aufgrund von Temperaturschwankungen verhindert.
4. Nachbearbeitung: In einem staubfreien Polierraum wird dreimal eine mechanische Politur durch hochqualifizierte Techniker mit mehr als 10 Jahren Erfahrung durchgeführt, gefolgt von einem einzigen chemischen Polierprozess. Das Ergebnis ist ein Oberflächenglanz von mehr als 100 GU ohne jegliche Bearbeitungsspuren.
Ergebnisse
Insgesamt 150 Acrylglas-Sichtfenster, die einer CMM-Prüfung unterzogen wurden, haben diese mit einer Erfolgsquote von 100% beim CMM-Messsystem des Kunden hinsichtlich Maßgenauigkeit und Oberflächenqualität bestanden.
Der neue Scanner des Kunden erhielt erfolgreich die EU-CE-Kennzeichnung. JS Precision etablierte sich dank seiner Qualität und Leistungsfähigkeit als wichtiger Lieferant für diesen Kunden im asiatisch-pazifischen Raum und erzielte in der Folge jährliche Aufträge im Wert von über 500.000 US-Dollar.
Stehen auch Sie vor der Herausforderung der Acrylverarbeitung mit engen Toleranzen und hohen Anforderungen an die Oberflächenqualität? Dann kontaktieren Sie JS Precision . Wir bieten Ihnen maßgeschneiderte Lösungen und nutzen unsere bewährte technische Expertise aus erfolgreichen Projekten, damit auch Ihre Produkte Marktchancen optimal nutzen können.
Abbildung 4 Hochpräzises Acrylglas für medizinische Geräte
Warum JS Precision sich als Ihr hochwertiger CNC-Bearbeitungslieferant auszeichnet
Unter den zahlreichen Wettbewerbern im Bereich CNC-Bearbeitungsdienstleistungen konzentriert sich JS Precision auf die Wertschöpfung, um durch die umfassende Optimierung von Technologie, Qualität, Kosten und Service langfristigen Nutzen zu erzielen. Die Kernkompetenzen von JS Precision sind:
1. Technische Kompetenz: Wir verfügen über einen Maschinenpark mit hochentwickelten CNC-Bearbeitungsanlagen mit drei bis fünf Achsen und ein professionelles Team für die Acrylbearbeitung und -nachbearbeitung, das in der Lage ist, komplexe Strukturen und strenge Toleranzanforderungen zu erfüllen.
2. Qualitätssystem: Durch die durchgängige Qualitätskontrolle mit strengen Prüfstandards in jedem einzelnen Prozessschritt stellen wir sicher, dass 100 % der CNC-bearbeiteten Teile den Konstruktionsvorgaben entsprechen. Dies wird durch eine konstant hohe Erfolgsquote von über 99,8 % gewährleistet.
3. Kostenoptimierung: JS Precision, als hocheffiziente CNC-Bearbeitungsteilefabrik , senkt die Kosten durch Prozessoptimierung, optimale Terminplanung und Großeinkauf und bietet so äußerst wettbewerbsfähige Preise bei gleichzeitiger Sicherstellung der Qualität.
4. Serviceerlebnis: Bietet ein umfassendes Serviceerlebnis von der DFM-Analyse und dem Prototyping bis zur Serienproduktion sowie ein Expertenteam, das rund um die Uhr für Anfragen zur Verfügung steht und die Beschaffung völlig sorgenfrei und sicher gestaltet.
Wenn Sie auf der Suche nach einem qualifizierten CNC-Bearbeitungsanbieter sind, sollten Sie sich an JS Precision wenden. Senden Sie uns einfach Ihre Projektanforderungen, und wir bieten Ihnen eine kostenlose Projektanalyse und einen Lösungsentwurf an, damit Sie unsere effizienten Präzisionsbearbeitungsdienstleistungen selbst erleben können.
Häufig gestellte Fragen
Frage 1: Welche maximale Größe und Dicke kann mit CNC-Bearbeitung von Acrylglas erreicht werden?
Die maximale Bearbeitungsgröße hängt vom Verfahrweg der Maschinen ab. JS Precision kann Acrylglasplatten bis zu einer Größe von 2000 x 3000 mm bearbeiten. Die Dicke reicht von 1 mm bis 100 mm . Größere Dicken lassen sich durch spezielle Klebeverfahren realisieren.
Frage 2: Wie lässt sich Absplittern oder Reißen von Acrylglas während der Bearbeitung vermeiden?
Das Geheimnis liegt in diesen drei Dingen: der Verwendung hochwertiger Schneidwerkzeuge, die speziell für Acrylglas geeignet sind, dem Schneiden mit hoher Geschwindigkeit und geringem Vorschub sowie der Luftkühlung oder der Kühlung mit einem Kühlmittel. Optimieren Sie gleichzeitig Ihre Spanntechnik, um Spannungsspitzen zu vermeiden.
Frage 3: In welchem Maße lässt sich eine Spiegelpolitur erreichen? Kann sie eine glasähnliche Qualität erzielen?
Professionell verarbeitete Acrylmaterialien erreichen einen Glanzwert von über 100 GU und gewährleisten so optimale Klarheit und Glätte. Die optische Wirkung ist mit der von normalem Glas vergleichbar oder sogar besser. Die Oberfläche des Materials ist optimal für optische Anwendungen geeignet.
Frage 4: Welcher Temperatur können Acrylteile standhalten?
Die sichere Dauerbetriebstemperatur für Acryl liegt bei etwa 80 °C , die Temperatur, bei der es zu Verformungen durch Wärme kommt, bei etwa 100 °C. Bei Umgebungstemperaturen über 80 °C eignen sich am besten Materialien mit hoher Hitzebeständigkeit. Polycarbonat (PC) ist hier die optimale Wahl.
Frage 5: Können Gewinde in Acryl eingearbeitet werden?
Ja. Bei Gewinden mit größeren Steigungen ist das direkte Gewindeschneiden mit der CNC-Gewindeschneidmaschine möglich. Zur Demontage, Montage oder Verstärkung können Gewindeeinsätze aus Metall in das Gewinde eingesetzt werden, um die Gewindeverbindung zu verstärken.
Frage 6: Wie hoch ist die Mindestbestellmenge (MOQ)?
JS Precision, einer der professionellen Anbieter von CNC-Bearbeitungsteilen, verfolgt eine flexible Mindestbestellmengenpolitik. Musterbestellungen beginnen üblicherweise mit einem Stück , und die Mindestbestellmenge für größere Bestellungen kann je nach Komplexität der Teile verhandelt und festgelegt werden.
Frage 7: Wie lange dauert es von der Bestellung bis zum Erhalt eines Musters?
Bei einfachen Acrylbauteilen beträgt die Lieferzeit für Muster 3 bis 5 Tage , bei komplexen Bauteilen oder solchen mit aufwendiger Verarbeitung 1 bis 2 Wochen . Darüber hinaus bieten wir einen beschleunigten Musterservice an.
Frage 8: Wie stellen Sie die Konsistenz der Teile bei Großaufträgen sicher?
Um eine hohe Konsistenz in Größe, Aussehen und Leistung der in Serie gefertigten Teile zu gewährleisten, gibt es vier Kontrollebenen: Standardarbeitsanweisungen (SOP), Erststückprüfung, Produktionsprüfungen und Stichprobenprüfungen vor dem Versand der Fertigprodukte.
Zusammenfassung
Die CNC-Bearbeitung von Acryl ist eine präzise Brücke zur Umsetzung kreativer Designs. Durch die Auswahl der richtigen Materialien, die Beherrschung der Kernprozesse und die Zusammenarbeit mit einem CNC-Teilehersteller mit solider Technologie lassen sich Projekte von der Planung bis zum hochwertigen Produkt realisieren.
JS Precision, mit seiner Expertise in CNC-Bearbeitungslösungen für Acryl, setzt Ihre Ideen in die Realität um. Senden Sie uns Ihre Teilezeichnungen . Sie erhalten eine kostenlose Fertigungsanalyse (DFM) und ein transparentes, wettbewerbsfähiges Angebot von unserem Ingenieurteam, das Ihre Wettbewerbsfähigkeit nachhaltig stärkt.

Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. JS Precision Services übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das JS Precision Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitungsqualität bereitstellt. Es liegt in der Verantwortung des Käufers , ein Teileangebot anzufordern und die spezifischen Anforderungen für diese Abschnitte zu ermitteln. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision Team
JS Precision ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und betreuen über 5.000 Kunden. Unser Schwerpunkt liegt auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss , Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Mit JS Precision entscheiden Sie sich für Effizienz, Qualität und Professionalität.
Weitere Informationen finden Sie auf unserer Website: www.cncprotolabs.com
Ressource

