

でカスタムギアカット、このシナリオはよく起こります: これが起こります: 愛情を込めて設計されたトランスミッションが、ギアの 1 つが早期に摩耗したために壊滅的に故障します。
カスタム歯車切削に関しては、通常、最初のステップである材料を選択する前でさえ、エラーによるコストが最も高くなります。材料が適切でない場合、最先端の歯車製造であっても、特定の動作条件での故障の発生を防ぐことはできません。
高強度のまがりかさ歯車や低騒音はすば歯車を探すには、材料特性の組み合わせがさまざまな種類の歯車の使用条件にどのように関係するかを理解することが不可欠であり、この認識が共通のコンポーネントと優れた設計を区別するものです。

JS Precision は、歯車加工の専門知識を備えて長年この業界に携わってきた企業として、材料選択の間違いが財務に壊滅的な影響を与える可能性があることを何度も見てきました。したがって、私はこの実用的なガイドを編集して、材料の選択から精密研削までのチェーンに関する完全な知識を明らかにし、歯車加工会社と提携する際に賢明な決定を下せるようにしました。
主要な回答の概要
| 重要な決定点 | よくある間違い/落とし穴 | JS Precision の専門知識と価値 |
| 材料の選択 | 経験とコストだけを頼りにしていると、機械の故障や故障に遭遇する可能性があります。 | 材料選択モデルの適用:負荷と環境に基づいて材料の性能をマッチングし、リスクが根本レベルで抑制されていることを確認します。 |
| 請負業者の技術評価 | 価格だけで評価すると、加熱処理や変形などの基本的な工程が無視されます。 | プロセスの透明性:目に見えるプロセスカードと加熱処理曲線は、完全なプロセス能力を示します。 |
| プロセス経済計画 | 画一的なプロセス設計では、無駄や精密な損傷が発生します。 | カスタマイズされたプロセス:大きなモジュールのオープンギアと、精密ホブ加工または研削による小さなモジュールの精密ギアを組み合わせるのは、費用対効果にとって理想的です。 |
| 精度と配信のバランス | 納期を守るために精密加工(歯車研削など)を犠牲にすると、信頼性に影響します。 | 信頼性の高い納期保証:標準化されたプロセスにより納期が保証され、歯車研削サービスを通じてAGMA 10~12レベルの精度が安定的に向上し、寿命と低騒音が保証されます。 |
JS Precision を信頼する理由カスタム歯車切削材料選択の実践ガイド
カスタムギア切削材料の選択に関して誰を信頼すればよいでしょうか?もちろん、その答えは私たちの長年の経験の中で見つかります。
当社は過去 15 年間、歯車加工に特化してきました。当社は、自動車、航空宇宙、食品、産業用ギアボックス業界など、20 以上の異なる業界の 1,000 を超えるクライアントにサービスを提供し、 15,000 件を超えるギアの注文を行っています。
従来の中炭素鋼S45Cから特殊高温合金、PMギヤから析出硬化型ステンレス鋼材(17-4PH)まであらゆる材質を取り扱っております。
また、航空宇宙メーカーのスパイラルベベルギヤの高温強度の克服や、船舶機器メーカーの耐食ギヤの最適な材料の探索など、さまざまな使用条件における材料選択の経験も豊富です。
当社のエンジニアリングスタッフは、歯車加工において10 年以上の経験があります。これにより、さまざまな材料の特性と加工の専門家となるだけでなく、特定の負荷、温度、環境条件に正確なソリューションを適用する能力も得られます。
この本は、プロジェクトに関する私たちの膨大な経験を要約するのに役立ちます。以下に説明するアドバイスはすべて実際のプロジェクトでテストされているため、完全に信頼できる本として安全に参照できます。
材料選択に対する当社のアプローチは次のとおりです。 AGMA 2001-D04 、国際的な歯車業界のニーズを満たすための普遍的な材料選択アプローチとして広く採用されている標準化基準です。
カスタム歯車切削ジョブ用の AGMA 準拠の材料の選択と評価をお探しですか?今すぐ JS Precision のアプリケーション エンジニアに連絡して、プロジェクトのニーズに基づいて材料選択に関する無料の推奨事項を入手してください。これにより、選択の信頼性が高まります。
カスタム歯車切削における材料の落とし穴を回避するには?
当社の能力を理解すると、最も基本的な疑問が生じます。カスタム歯車切削における材料の落とし穴を回避するにはどうすればよいでしょうか?これは、失敗の根本原因と環境が、落とし穴を避けるための材料選択プロセスに関係している場合にのみ実行できます。
材料破損の 3 つの主なメカニズムと選択戦略
まず、歯車の故障にはいくつかの原因が考えられますが、主なものとしては次の 3 種類があり、材料選択の戦略も非常に明確です。
1.接触疲労 (ピッチング/スパージング):
サイクル負荷が高い場合、ギアの表面の下に底部活動亀裂が発生するのを確認するのは難しくありません。この場合、合金鋼は20MnCr5や9310などの純度の高いものを選び、浸炭や高周波焼入れなどの加工を施してください。さらに、コアの靭性にも注意を払う必要があります。
2.曲げ疲労(歯の折れ):
これは主に過負荷や歯元部分の応力集中が原因で発生し、歯車全体の破損や破損につながる場合が多いです。この問題は、歯の根元で最適なフィレット設計を確保し、歯根部分の周囲に最適な硬度レベルを実現する高い硬化性を備えた材料を使用することで解決できます。
3.摩耗と擦り傷:
これは、不適切な潤滑や歯の表面の硬度不足が原因で発生し、ひどい場合には歯がくっついて焼き付く場合があります。
使用条件に適した材質を選択することで硬化する場合がありますが、 リン青銅低速・高負荷の条件に対応しますが、高速条件では歯面硬度をHRC58以上とし、歯車研削加工により仕上げを高めます。
材料選択に対する環境要因の破壊的な影響
環境は材料選択の隠れた鍵です。環境問題を考慮しないと、最良の材料が早期に破損する可能性があります。
1.腐食性環境 (食品、水、海洋):
一般的な合金鋼は、湿気、酸性、アルカリ性の環境により腐食や錆びやすくなります。オーステナイト系ステンレス鋼(304、316 シリーズ) または析出硬化型ステンレス鋼 (17-4 PH) を選択するか、一般的な材料に特殊なコーティングを施す必要があります。
2.高温/低温環境:
温度は材料の強度に大きな影響を与えます。低温では、材料の選択において特別な考慮が必要です。低温では脆化を防ぐために、その温度での靭性を備えた材料が必要です。高温では特殊な合金が必要です。
有能な歯車加工会社を真に定義する技術的な詳細は何ですか?
適切な材料を選択することは最初のステップにすぎず、歯車の最終的な性能は歯車加工会社の技術力にも依存します。本当に信頼できる歯車加工会社は、コア技術の蓄積が充実しています。それがJSプレシジョンの持つコアコンピタンスです。
熱処理:歯車の「第二の人生」
間違いなく、プロフェッショナル歯車加工会社熱処理プロセスを非常に詳細に制御する必要があります。熱処理を外部委託しているか、それとも独自の雰囲気制御浸炭炉を持っているかどうかをサプライヤーに直接問い合わせることができます。焼入れプロセス中の変形をどのように制御するのでしょうか?熱矯正後の工程は行っていますか?
JS プレシジョンは、独自の熱処理工場と雰囲気制御浸炭炉を備えており、徐冷技術を使用して変形を防ぐための特殊な加圧焼入れ治具を備えています。
テストの深度の能力
歯車測定センターとは別に、分析、残留応力、歯の硬さの検査機能はありますか?これらはギアの品質を内部から確保するために必要です。当社では、材料成分検査から歯面の精密検査まで必要な検査設備を完備しております。
プロセスのナレッジベースの範囲
粉末金属歯車から焼き入れ歯車、研削歯車まで、プロセスの全範囲に対応できますか?多くの場合、経験豊富なエンジニアが提供する知識ベースは、新しい機器から提供される知識ベースよりもはるかに価値があります。
当社のエンジニアは、さまざまな材料や種類の歯車の加工上の困難に対処することに熟達しており、お客様に最適なプロセス ソリューションを提供します。
1 つのプロセスがすべてに適合するわけではない: さまざまな種類の歯車の経済的な切削戦略
さまざまな種類のギア多様な用途、精度レベル、生産量が求められます。対応する切断プロセスでは、精度、生産量、コストのバランスを柔軟に調整する必要があります。
| ギアの種類 | コア要件 | 経済的な切断戦略 |
| 自動車用歯車の量産化 | 高効率、低コスト、安定した量産 | ホブ・シェーピング+熱処理+精密ホーニング、究極の生産サイクルを目指す |
| 高精度減速機 | 低ノイズ、低伝送エラー | 予備研削+熱処理+精密歯車研削サービスで精度と安定性を向上 |
| 特殊歯車(非円形歯車など)を少量生産 | 短納期、コスト管理 | 5軸フライス加工特別なツールに投資することなく、ワイヤー EDM 成形も可能 |
ご使用の歯車の種類にどの切削戦略を使用すればよいかわかりませんか?歯車の要求精度、ロット番号のサイズ、図面などをお送りください。それに基づいて、最もコスト効率の高い機械加工プロセスを設計します。

図1 歯車のホブ加工速度が非常に速く、機械の操作も非常に簡単です。
高精度タイプの歯車の製造における主な技術的課題
高精度の歯車を製造することは、歯車製造分野における最大の課題の 1 つです。あらゆる種類のギアには、それぞれ独自の技術的な課題が伴います。これらの技術的課題は、メーカーの技術的能力を最もよく表します。
まがりかさ歯車:主な問題は、局所共役歯接触領域に関連しています。これには、グリーソンまたはクリンゲンバーガーのいずれかの高度な機械が必要です。 専門のエンジニア。
ウォーム ギア:課題には、ウォームの精密ねじ研削とウォームホイールの中心エンベロープの精密機械加工が含まれます。接触面積を最大化することでのみ、伝達効率と寿命の向上が可能になります。
フェース ギア:ここでの主な問題は、非生成プロファイルの精密加工と検査です。主に航空宇宙伝送分野で使用されていますが、その品質基準は非常に高いです。
高精度の製造難易度が心配歯車の種類?歯車と精度に関する図面をアップロードしていただければ、JS Precision の技術チームが実現可能性の分析と歯車製造の最適化に関する提案を喜んでお手伝いいたします。
最新の歯車製造において表面粗さはどのように制御されているのでしょうか?
表面粗さはギアドライブの騒音、寿命、効率に影響を与えるため、ギアドライブの性能に直接影響するため、この指標はギア製造時に無視できません。現在、歯車の製造はISO 1328-1:2013工具痕から鏡面仕上げまで面品位を向上させます。
仕上げプロセス:高精度の鋭利なホブまたはギアシェーパーを使用し、最適な切削パラメータ (送り速度を下げる) で、Ra 1.6 ~ 3.2の範囲のより良い初期表面を達成できます。
熱処理後の仕上げ作業:歯車ホーニングにより酸化スケールが除去され、粗さ値が Ra 0.8 ~ 1.6μm まで向上します。歯車研削は、 Ra 0.4μm 未満の超低い値を実現できる唯一のプロセスです。
超仕上げ:一部の重要な用途では、研磨および振動仕上げ技術を使用して0.1μm 程度の Ra 値を達成し、動作中にギアによって発生する騒音レベルを低減します。
騒音が少なく、寿命が長いギアをお探しですか? JS Precision の歯車製造表面処理サービスをご利用ください。当社の精密切断、研削、超仕上げサービスは、お客様の表面粗さの仕様を正確に満たすことができます。
現実的な期待値の設定: カスタムギアの一般的なリードタイムはどれくらいですか?
カスタムギアのリードタイムはほとんどの顧客にとって重要な問題であり、計画中のプロセスをよりスムーズにするための期待が重要です。カスタムギアのリードタイムにはいくつかの段階があり、それぞれに特定の時間コストが必要です。
| 生産段階 | 所要時間 | 備考 |
| プロセスとプログラミング | 2~5日 | 複雑なギアの場合はさらに時間がかかります。 |
| 材料購入 | 3~10日 | 高級素材や仕様素材の場合は長めになります。 |
| ソフトカッティング | 5~10日 | 歯車列の複雑さに応じて調整します。 |
| 熱処理 | 3~7日 | 送迎と清掃が含まれます。 |
| ハードカット/研削 | 5~15日 | 歯車研削 – 能力が限られているボトルネックプロセス。 |
| 検品・出荷 | 2~3日 | 品質を徹底検査。 |
正確にカスタムギア歯車研削が必要な場合、納期は8 ~ 12 週間かかることが業界では通常とみなされます。ただし、メーカーが納期を大幅に短縮すると約束している場合は、品質検査の重要な段階を回避しているかどうかを疑問視する必要があります。
ケーススタディ: 致命的な故障から 20,000 時間の寿命まで: 食品コンベヤー ドライブ システムの救出
実際の例は、ソリューションの効率性を証明する最も効果的な証拠です。この例では、プロのカスタム歯車切断サービスにより、定期的に致命的な故障が発生する歯車の寿命を6 か月から 20,000 時間に延長することができました。
故障解析
大規模な食品加工工場のコンベア ベルト ギアボックスのギアは 304 グレードのステンレス鋼で作られており、酸やアルカリを含む腐食性化学物質が存在する湿気の多い環境下で使用されていました。
この歯車は極度の摩耗に見舞われ、わずか 6 か月後には噛み合いギャップが継続的に増加したため、コンベヤー ベルトが月に数回停止し、1 件あたり 5,000 ドルを超える生産損失が発生しました。
弊社側の介入後の分析により、材料の選択は歯車の接触荷重ではなく、耐食性のみに基づいて選択されたことが判明しました。硬度レベルはわずか約 HB180 で、これは精密圧延のみで実現され、表面粗さ値は Ra3.2um でした。これらの規格は、腐食と摩擦の両方に耐えるのに十分ではありません。
JS プレシジョン ソリューション
この問題を克服するために、私たちは技術と材料を組み合わせた革新的なアップグレード方法を考案しました。
まず材料を改良し、 17-4PH析出硬化型ステンレス鋼を推奨・使用しました。この材質は、304ステンレス鋼と同等の高い耐食性を有するだけでなく、溶体化処理と時効処理を経ることにより、その硬度はHRC 40~45に達し、駆動歯車の接触強度を満足します。
次に、精密歯車研削サービスを統合し、歯形の精度をAGMAレベル10、表面粗さRa0.8μmまで高め、摩擦や腐食性物質の影響を低減しました。これはドイツの歯車研削盤の使用によって実現されました。
さらに、歯元フィレットを最適化し、応力集中を防ぎます。
結果とデータ
それ以来、このアップグレードされた機器セットは完璧に動作しており、すでに20,000 時間を超える動作時間が蓄積されています。この顧客は、頻繁なダウンタイムの問題を完全に解決しただけでなく、150,000 ドル以上の節約にも成功しました。
一方で、ギアの噛み合い処理がよりスムーズになり、伝達騒音が8dB低減され、作業現場の環境がさらに改善されました。このソリューションは、次のベンチマーク ケースにもなっています。歯車製造食品産業の腐食環境。
あなたのギアにも故障などの問題が発生していませんか?装置の使用環境や歯車の問題点について詳しくお知らせいただければ、JS Precision がカスタムの歯車切断および歯車研削サービスに基づいて解決策を開発します。
図2:17-4PH析出硬化型ステンレス鋼歯車
JS 精密歯車研削サービスはどのようにして歯車の性能をエリートレベルにまで引き上げるのでしょうか?
歯車研削サービスは、歯車を改善するための最も重要なプロセスの 1 つです。 JS プレシジョンは歯車研削サービスに非常に強みを持っています。 JS 精密歯車研削サービスは、お客様が可能な限り最高の歯車性能を達成することを可能にします。
精度の向上
一般に、通常の精密ホブ歯車の場合、得られる精度グレードは AGMA 8 ~ 9 に過ぎませんが、ドイツの複雑な歯車研削盤を使用した定温加工セットアップによる当社の歯車研削サービスにより、 AGMA 10 ~ 12 グレードのより高精度な歯車を製造することができます。
定量化可能なパフォーマンスの向上
- 第一に、騒音の低減です。歯形と表面仕上げを精密に研磨することにより、ギアの作動騒音を5 ~ 10 dB 低減できます。これは、電気自動車や事務機器などの騒音に敏感な製品にとって非常に重要です。
- 第二に、寿命の延長です。詳細なプロファイルと高レベルの表面完全性により、接触疲労による損傷が大幅に軽減され、ギアの接触疲労寿命が数倍に延長されます。
- 最後に、歯形の精密な修正により耐荷重能力が向上し、荷重分散が強化され、ギアのトルクが最大化されます。
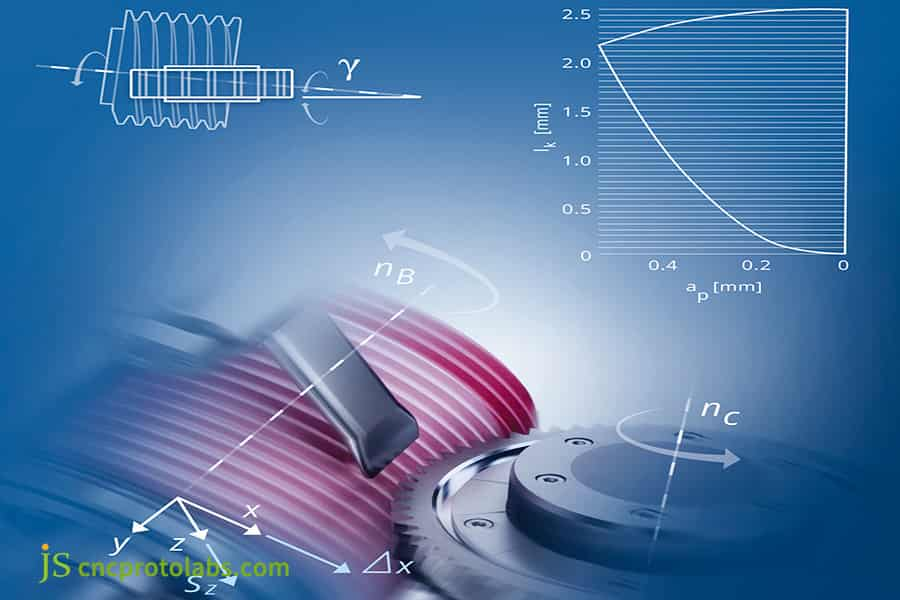
図 3 連続研削は、硬質精密機械加工歯車の好ましい方法となっています。
よくある質問
Q1: 汎用低負荷歯車の材料として最もコストパフォーマンスの高いものは何ですか?
中炭素鋼 S45C製、焼き入れ焼き戻し済み、または粉末冶金製の材料は、経済的な価格のオプションです。支出を抑えながら十分な強度を備えており、軽負荷から中負荷の条件に適しています。
Q2: POMやナイロンなどのプラスチック素材のギアを切断できますか?
エンジニアリングプラスチック素材であるPOMやナイロンを使用した歯車の加工が可能です。専用機械と最適な切削条件により加工品質を保証します。この材料は、軽負荷がかかり、騒音のない、耐腐食性の動作が要求される場所に適用されます。
Q3: 歯切り加工におけるホブ加工とシェーピングの違いは何ですか?
ホブ加工は連続的かつ効率的な加工方法であり、外歯車の大量生産に適しており、形状加工により内歯車や肩周りの歯車をフライス加工することができ、柔軟性が高くなります。歯車の種類に応じて、最もコストパフォーマンスの高い加工方法をご提案させていただきます。
Q4: カスタムギアの正確な見積もりを提供するにはどのような情報が必要ですか?
ギアの図面を提供してください(モジュール、歯数、圧力角などの重要なパラメータを含む)、材料仕様、目標精度レベル(AGMA/DIN 規格)、熱処理要件、年間需要を把握することで、正確な見積りを提供できます。
Q5: 歯車の熱処理時の歪みはどのように抑えていますか?
対称性、特殊な加圧焼入れ装置の使用、徐冷方法などにより歯車設計を最適化することで、熱処理工程における歯車の変形を低減します。
Q6: 少量のプロトタイプギアの納期はどれくらいですか?
研削を必要としない単純な試作歯車の場合、材料の準備ができていれば、納期は 2 ~ 3 週間かかります。研削が必要な精密プロトタイプギアの場合、複雑さが増すため、納期は4 ~ 6 週間かかります。
Q7: ギアボックス全体を提供しますか、それともギアコンポーネントのみを提供しますか?
両方をご用意しております。当社では、個々の歯車を精密に製造することができます。また、当社はギアボックスの設計、機械加工、組み立てのすべての能力を備えています。
Q8: 次のギアプロジェクトでコストのかかる材料ミスを避けるための最初のステップは何ですか?
すぐに当社のギアアプリケーションエンジニアにご連絡ください。作業条件の説明と初期設計計画をご提供いただければ、材料選択の落とし穴を避けるために、専門的な材料およびプロセス分析レポートを無料で提供いたします。
まとめ
歯車製造の精密産業では、すべてが他のすべてに影響を与えます。真のパートナーを持つということは、これらすべての要素を最適化して可能な限り最高のソリューションを提供できる熟練したチームを雇うことを意味し、これには単純な委託製造業者よりもはるかに多くのことが必要です。
JS プレシジョンは、歯車加工における豊富な経験を持ち、専門知識を活かして、材料の選択から最終製品の納品までのプロセスを総合的にサポートします。歯車研削サービス。
次のギア故障の根本原因を初期設計の中に埋め込まないようにしてください。
→ 材料選択に対する体系的なアプローチを得るには、「ギア材料の選択と故障解析ガイド」をダウンロードしてください。
→ 歯車のパラメータと動作条件を提出して、製造の可能性を無料で分析および見積りします。
→ 重要なトランスミッション プロジェクトについて、JS Gear の専門家との広範な技術相談をスケジュールします。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com

