

Services de fraisage CNC peut représenter un élément essentiel de la fabrication de précision.
Lorsque le succès ou l’échec de votre projet dépend du choix de la chaîne d’approvisionnement, une mauvaise décision peut entraîner des pertes importantes. Choisir le bon fournisseur de fraisage CNC pour votre projet critique est une étape décisive pour assurer le succès final, qu'il s'agisse de la livraison urgente de composants clés pour drones dans les 72 heures, de pièces de précision pour équipements médicaux nécessitant des tolérances extrêmement élevées de ± 0,005 mm, ou de contrôle des coûts tout en garantissant la qualité de grandes quantités de composants de coque.
Avec de nombreux fabricants de fraiseuses CNC disponibles sur le marché, comment pourriez-vous déterminer leur capacité réelle et garantir que vos pièces de fraisage CNC répondent à la précision et aux performances requises ?

Ce guide examinera l'ensemble du processus, de l'analyse technique à la prise de décision, pour comprendre pourquoi un véritable fournisseur de solutions peut être votre extension de fabrication de confiance.
Résumé des réponses clés
| Dimensions de considération fondamentales | Idées fausses sur les défis courants | Solutions professionnelles de JS Precision |
| Évaluation des capacités techniques | Se concentrer exclusivement sur la quantité de machines, sans tenir compte de la technologie des processus et de l'expertise en ingénierie. | Équipé de machines-outils avancées avec une capacité de 3 à 5 axes. Associé aux meilleurs processus possibles pour garantir une production réussie de pièces complexes dès le premier essai. |
| Précision et assurance qualité | Confondre les capacités et les spécifications des machines-outils avec les prouesses réelles de l'usinage, et ne pas prendre en compte le contrôle qualité global du début à la fin. | Avec notre simulation CAM et notre haute rigidité fraisage CNC de précision Pour coordonner l'inspection des machines à mesurer, nous pouvons garantir des tolérances prévisibles et une qualité tracée. |
| Coût et efficacité de la réponse | Comparez uniquement le devis initial, en ignorant les coûts cachés et les risques de retard | Nous avons une analyse complète de la répartition des coûts de la fraiseuse CNC avec un lien de réponse rapide pour les demandes urgentes. |
| Profondeur de la valeur de la collaboration | Traiter les fournisseurs comme des exécuteurs de commandes et ne pas exploiter leur potentiel d’optimisation technique. | Implication précoce dans l'analyse DFM, optimisation de la conception pour améliorer la fabricabilité, réduire les coûts totaux et fournir une valeur globale au-delà du traitement. |
Points clés à retenir
- La capacité réelle réside dans le savoir-faire en matière de processus ou dans l'expérience en ingénierie, plutôt que dans le simple examen des machines.
- Une haute précision stable est due à un processus méthodique impliquant une FAO de haute technologie, des machines-outils de haute qualité et une inspection.
- L'optimisation du coût total doit prendre en compte des facteurs tels que l'efficacité de la production, la qualité et la réponse des fournisseurs.
- La meilleure façon de gérer les risques et le coût des fraiseuses CNC serait la collaboration entre la conception et la fabrication dès les premières étapes.
Comment choisir les services de fraisage CNC ? Analyse complète de l'expérience pratique de JS Precision
En tant qu'entreprise possédant 15 ans d'expérience dans le fraisage CNC, JS Precision a servi plus de 5 000 clients dans 12 secteurs principaux, notamment l'aérospatiale, les équipements médicaux et l'électronique grand public.
Nos normes de service suivent strictement les exigences de ISO 9001:2015 système de gestion de la qualité, qui est une spécification faisant autorité reconnue internationalement pour le contrôle de la qualité de la fabrication.
Nous avons désormais terminé le traitement de pièces aérospatiales en alliage de titane complexe avec une précision de traitement de ± 0,008 mm et surmonté les difficultés liées à l'usinage à haute efficacité de coques en alliage d'aluminium pour un client automobile d'une nouvelle énergie, réduisant ainsi les temps de traitement de 30 %.
Toutes ces expériences nous ont également permis d’acquérir une compréhension approfondie des exigences et des difficultés de chaque secteur. Ce tutoriel est le fruit de nos connaissances accumulées au fil d'un millier de projets réussis.
Tout ce qui est mentionné ici, qu'il s'agisse de l'évaluation technique ou de la gestion budgétaire, ou de la livraison dans les délais ou d'une collaboration à long terme, peut être prouvé dans des projets réels. Si vous rencontrez des difficultés pour sélectionner les services de fraisage CNC, alors ce guide, imprégné de conseils prudents, est définitivement digne de confiance.
Êtes-vous à la recherche d’une solution rapide pour vos services de fraisage CNC ? Désormais, vous pouvez partager la pièce et les spécifications techniques de la pièce, et l'équipe de JS Precision effectuera une analyse gratuite et vous donnera le devis requis.
Sur quels domaines clés faut-il se concentrer lors de l'évaluation des services de fraisage CNC ?
Lors de l’évaluation ou de l’examen d’un partenariat, l’équipement est essentiel, mais le facteur de succès réside dans le système technologique sous-jacent. Pendant que vous envisagez les fabricants de fraiseuses CNC, lisez les spécifications des équipements dans les brochures, mais allez plus loin dans la profondeur de la technologie.
Véritable manifestation de la profondeur technologique : capacité de support en ingénierie des procédés
Capacités d'ingénierie des procédés : les ingénieurs de JS Precision seront en mesure de fournir des solutions pour les conditions d'outillage, de montage et de coupe en fonction du matériau et de la géométrie de la pièce à fabriquer.
Nous pouvons fournir des conditions d'usinage qui seront optimisées en fonction du matériau à usiner, comme l'acier inoxydable, en faisant varier la vitesse d'usinage et l'avance à l'aide d'outils convenablement revêtus.
Expertise en programmation et simulation multi-axes : Pour les pièces complexes, nous utilisons des logiciels de FAO avancés tels que Mastercam et HyperMill pour effectuer une planification de trajectoire efficace et sans collision et une simulation entièrement réaliste, afin d'éviter les risques d'usinage à l'avance.
Accompagnement systématique de la culture qualité
- Ressources de métrologie et de test : Notre société est équipée d'équipements de test tels que des machines à mesurer tridimensionnelles et des interféromètres laser, car nous disposons d'un processus d'inspection de la première pièce à la dernière pièce qui garantit la Pièces de fraisage CNC répondra aux normes requises en matière de qualité.
- Normalisation et documentation : les processus et procédures d'inspection de la qualité sont bien spécifiés et traçables. Ceci est possible pour une production de masse.
À la conquête d'une géométrie complexe : comment les services professionnels de fraisage CNC peuvent-ils gérer un usinage multi-axes complexe ?
Qu'il s'agisse de turbines ou de carters entièrement intégrés, c'est dans la production de pièces complexes que les compétences d'un fournisseur sont véritablement mises à l'épreuve pour transformer des machines haut de gamme en véritables produits finis. Les services experts en fraisage CNC sont en mesure de contrecarrer les difficultés d’usinage dans les pièces à géométrie complexe.
Une chaîne de précision de la programmation à l'exécution
1. Techniques de FAO améliorées et parcours d'outils optimisés : grâce à des méthodes telles que la connexion continue à cinq axes et le fraisage trochoïdal, nous maintenons la douceur des surfaces et garantissons un enlèvement efficace des matériaux.
2. Montages pour pièces irrégulières et repères en machine : Nous utilisons des montages dédiés pour les pièces irrégulières et des repères en machine pour la vérification de l'emplacement de la pièce avant l'usinage, garantissant ainsi que les dimensions sont correctes.
Relever les défis liés aux matériaux et aux vibrations
1. Traitement spécial pour les matériaux difficiles à usiner : pour les matériaux difficiles à usiner comme alliages de titane et les alliages à haute température, nous utilisons des processus de refroidissement à haute pression et de coupe à vitesse variable pour contrôler la chaleur et la force de coupe, empêchant ainsi la déformation du matériau.
2. Contrôle dynamique de la stabilité : nous utilisons une compensation de profondeur de coupe axiale et des porte-outils dotés de propriétés d'amortissement des vibrations pour éliminer les vibrations lors de l'usinage de composants à parois minces.

Figure 1 Les fraiseuses CNC peuvent fonctionner sur plusieurs axes, ce qui permet d'usiner des pièces aux formes et caractéristiques complexes.
Quel niveau de tolérance vos pièces de fraisage CNC peuvent-elles généralement atteindre ?
Les tolérances représentent une sorte de contrat entre la conception et la fabrication. Pour concevoir efficacement avec une compréhension raisonnable, c'est une bonne idée de connaître ces gammes typiques de capacités. Diverses pièces de fraisage CNC, ainsi que les options de fraisage CNC précises, peuvent différer considérablement en termes de tolérance.
Le ASME Y14.5-2009 La norme, qui est une publication de l'American Society of Mechanical Engineers (ASME) et définit des normes spécifiques pour l'étiquetage des tolérances des pièces mécaniques et les tolérances d'inspection, est pleinement respectée dans notre processus de contrôle des tolérances.
Plage de tolérance standard et réalisable
| Type d'usinage | Matériel utilisé | Plage de tolérance typique | Fonction de tolérance spéciale |
| Fraisage général | Alliage d'aluminium | ±0,025 mm | ±0,0125mm |
| Fraisage de haute précision | Divers métaux/plastiques | ±0,005mm | ±0,003mm |
Facteurs importants influençant les niveaux de tolérance finaux
- Propriétés des matériaux et gestion de la chaleur : La déformation lors de la découpe diffère sensiblement d’un type de matériau à l’autre. La tolérance de coupe de l’acier inoxydable est plus large que celle de l’alliage d’aluminium car l’acier inoxydable présente une friction de coupe élevée et une faible dissipation thermique.
- Géométrie des fonctionnalités et accessibilité des outils : Il est plus difficile de contrôler avec précision les parois intérieures des trous et des cavités profonds par rapport aux parois extérieures, car les longueurs d'outil plus longues rendent l'outil plus flexible et plus sensible aux vibrations.
Voulez-vous savoir si la conception de vos pièces peut permettre un usinage de haute précision ? Téléchargez vos dessins de pièces sur JS Precision, et ils vous proposeront un plan d'action complet concernant l'application des tolérances liées au type de matériaux et de structures utilisés dans les pièces de fraisage CNC.
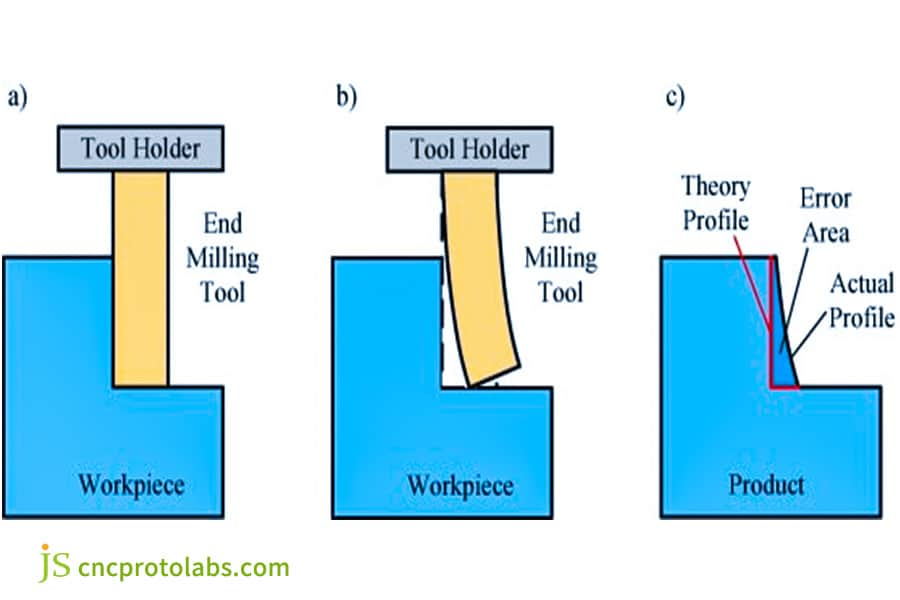
Figure 2 Lorsque la force de coupe provoque une légère flexion de l'outil ou de la pièce, des erreurs dimensionnelles se produiront.
Quelles sont les technologies en coulisses pour obtenir un fraisage CNC de précision fiable ?
La qualité n'est pas un hasard mais nécessite un certain nombre d'interventions technologiques délibérées. Un fraisage CNC de bonne précision nécessite non seulement une aide technologique, mais est également lié à la Coût de la fraiseuse CNC .
Le rôle central de la performance des machines-outils
- Structure à haute rigidité et stabilité thermique : ce sont les bases physiques pour établir une stabilité de précision. L'usinage à haute rigidité réduit les vibrations de coupe, tandis que la stabilité thermique empêche la dégradation de la précision avec les changements de température. Cela est pertinent pour la valeur que la machine peut offrir à long terme et pour le coût de la fraiseuse CNC.
- CNC avancé et système de rétroaction : le système CNC à réponse hautement dynamique, les moteurs linéaires et le réseau optique en boucle fermée sont combinés dans le « système nerveux » qui garantit la précision du contour dans une réponse rapide aux commandes de programmation.
Gestion avancée de la chaîne de processus
- Cycle de vie complet de la gestion des outils : depuis le choix d'outils de qualité et l'équilibrage dynamique jusqu'à la surveillance de l'usure des outils, chaque processus est méticuleusement réglementé pour garantir que le processus de coupe reste toujours optimal.
- Simulation numérique complète du processus : vérification d'un processus complet, allant de la programmation au mouvement de la machine et aux forces de coupe dans un environnement de simulation virtuelle, en atténuant les risques tels que les collisions et les dépassements de manière proactive.
Voulez-vous savoir comment obtenir des services de fraisage CNC de précision et stables grâce à l'optimisation technologique ? Nous organisons une démonstration technique par JS Precision. Nous vous informerons de l'effet d'application réel de nos technologies de base et vous offrirons des conseils d'experts sur la réduction des coûts et l'amélioration de l'efficacité.

Figure 3 Entretenir et mettre à niveau régulièrement les outils de coupe pour garantir leur tranchant et leur efficacité, et réduire les erreurs causées par l'usure des outils.
Course contre la montre : dans quelle mesure les fabricants de fraiseuses CNC fiables peuvent-ils répondre aux besoins urgents ?
Il existe un marché en constante évolution, ce qui signifie que la demande de prototypage rapide ou de réapprovisionnement de la production est une exigence croissante. La flexibilité d'un fournisseur est cruciale pour la durabilité de la chaîne d'approvisionnement, un bon Fabricants de fraiseuses CNC peut promettre la livraison en cas de sinistre.
Mécanisme de réponse rapide et systématique pour répondre aux besoins d'urgence en matière d'usinage CNC
- Capacité réservée Fast Track : la capacité des machines-outils et les fenêtres d'ingénierie sont réservées spécifiquement aux commandes hautement prioritaires en petits lots, permettant un suivi rapide des commandes hautement prioritaires.
- Processus standardisés et bibliothèque de matériaux : les solutions prêtes à l'emploi pour les matériaux standardisés et les processus standardisés réduisent le temps requis pour la préparation du processus, car les processus pour les matériaux standardisés n'ont plus besoin d'être conçus.
Collaboration interne et externe effectuée efficacement
- Communication de projet plate : désignez un chef de projet de commande urgente qui communique directement avec les unités de production et de contrôle qualité respectives de l'entreprise et nécessite donc moins de niveaux de prise de décision.
- Réseau de chaîne d'approvisionnement stable : des réseaux d'approvisionnement rapides et des partenariats avec des fournisseurs de matériaux et d'outillages de haute qualité permettent une livraison efficace des matériaux et évitent les retards de production.
Derrière le devis : comment comparer les propositions de différents fabricants de fraisage CNC ?
Un devis d’expert englobe une vision globale de l’expertise technique et de l’intégrité commerciale. La maîtrise de l'analyse des devis est essentielle pour prendre des décisions éclairées au sein de divers fabricants de fraisage CNC et découvrir les services de fraisage CNC les plus rentables.
Comprendre les informations détaillées présentées dans les citations
- Répartition des coûts : une ventilation claire des frais de matériaux, de programmation, de traitement, de post-traitement et de gestion reflète le modèle opérationnel standardisé des fournisseurs et vous permet de comprendre clairement l'orientation de chaque dépense.
- Descriptions détaillées des processus : le fait qu'un devis décrive correctement les stratégies de machine, les techniques de serrage et les techniques d'inspection est directement lié au niveau d'excellence technologique du fournisseur.
Évaluation de la valeur au-delà des chiffres
- Engagement en matière de contrôle des risques : un facteur révélateur de l'optimisme d'un fournisseur quant à ses capacités est son niveau d'engagement en matière de contrôle des risques, tel qu'exprimé par ses promesses ou garanties de taux de réussite et de livraison à temps.
- Valeur ajoutée du service : gratuit Analyse DFM , les mises à jour des progrès et l'assistance technique sont tous des éléments clés de la valeur d'un service de fraisage CNC.
Vous comparez les devis de plusieurs fabricants de fraiseuses CNC ? Après avoir obtenu des devis compétitifs, l'équipe d'analyse des coûts de JS Precision peut vous fournir des services d'interprétation gratuits pour vous aider à identifier les valeurs cachées et les risques potentiels dans le devis.
Étude de cas : Livraison extrême en 72 heures : comment JS Precision économise des nœuds de R&D clés grâce au fraisage CNC 5 axes
Dans le secteur des services de fraisage CNC, la capacité de livraison d’urgence est un critère essentiel pour mesurer la compétitivité de chaque fournisseur. JS Precision, avec l'aide d' une technologie professionnelle et d'un retour rapide, a réalisé avec succès la mission de livraison illimitée de 72 heures, protégeant ainsi une étape importante de R&D pour l'un de ses clients.
Crise : dommages causés à un composant de test critique, projet au bord de plusieurs semaines de retard
L'un des clients du drone a endommagé par inadvertance un insert métallique pour le moule de base de la cellule en composite de fibre de carbone avant le test en vol final. Cet insert métallique avait une géométrie complexe avec des surfaces courbes irrégulières et des trous de positionnement précis comprenant de nombreux trous profonds.
À l’origine, le délai de fabrication était de deux semaines. Cependant, la possibilité de tester n'était que de trois jours, sinon le projet serait retardé de plusieurs semaines.
Réponse rapide et exécution précise de JS Precision
Après réception de la commande du client, JS Precision a lancé sa réponse d'alerte. L'équipe de production et de programmation a pu récupérer les données CAO du client en deux heures . L'équipe a également pu optimiser les itinéraires à l'aide d'une procédure standardisée et vérifier l'ensemble du processus de production.
Nous avons confié le travail à notre centre de fraisage CNC de précision à cinq axes avec des performances élevées, en mettant en place des équipes pour maintenir les machines-outils en fonctionnement continu, ce qui signifie que les machines-outils fonctionneraient 24h/24 et 7j/7.
Le service de contrôle qualité était chargé d'effectuer des contrôles d'échantillonnage après chaque processus clé pour garantir que la précision d'usinage était atteinte.
Résultats : non seulement dans les délais, mais dépassant les attentes
Le temps nécessaire à JS Precision pour accomplir la tâche, depuis la réception des données jusqu'à la livraison des pièces de fraisage CNC de précision, était de 72 heures, ce qui correspondait parfaitement au délai de test du client. Les inserts qui leur ont été fournis étaient conformes à leurs tolérances dimensionnelles et géométriques, et leurs essais en vol de composants en fibre de carbone ont également été un succès.
Besoin d'une assistance urgente en matière de fraisage CNC ? Laissez JS Precision développer un plan de livraison exclusif pour votre projet et utilisez notre expérience professionnelle pour assurer le bon déroulement de votre projet. Veuillez soumettre votre demande urgente.

Figure 4 Moule métallique personnalisé pour le corps du drone
Pourquoi JS Precision devrait-il être votre premier choix pour votre prochain projet de pièces de fraisage CNC ?
Nous fournissons non seulement des solutions de fraisage, mais également de fabrication basées sur une compréhension approfondie de l'ingénierie, garantissant que chaque projet que vous entreprenez devienne une réussite fiable. Dans les pièces de fraisage CNC et Service de fraisage CNC , les principales forces de JS Precision résident dans ses engagements globaux en matière de technologie, de qualité et de services.
Technologie et ingénierie hautement intégrées
- Équipe d'experts en processus orientée application : les ingénieurs de JS Precision possèdent un savoir-faire orienté application dans les domaines de l'aérospatiale, du médical et d'autres domaines, ce qui nous permet de bien comprendre les exigences de votre application et de vous offrir des conseils d'experts dès la phase de conception.
- Écosystème de fabrication avancé investi en permanence : notre cellule d'usinage s'étend du fraisage à grande vitesse et de l'usinage à cinq axes à l'usinage composite et est développée pour relever les défis les plus complexes de la fabrication en fonction de différentes exigences de précision et de capacité.
Culture de qualité et de livraison centrée sur le client
- Boucle de qualité orientée zéro défaut : nous considérons la qualité comme notre bouée de sauvetage au sein de notre organisation. Notre contrôle strict à chaque niveau, que ce soit au niveau de la matière, au niveau de la transformation ou au niveau du produit fini, garantit un approvisionnement zéro défaut de nos pièces de fraisage CNC.
- Gestion du cycle de vie complet basée sur le projet : du point de demande jusqu'à l'achèvement, votre responsable de compte désigné suivra chaque étape du processus pour garantir un flux d'informations approprié, une progression contrôlable et des résultats adéquats.
FAQ
T1. Quelle est la différence entre le fraisage et le tournage CNC ?
Le processus d'usinage dans le fraisage CNC implique que la fraise tourne pour couper, avec l'objet stationnaire, idéal pour l'usinage de pièces cuboïdes et en forme de coque . Le processus d'usinage en tournage CNC implique le tournage de l'objet pour la coupe, avec la fraise en mouvement, idéal pour l'usinage d'arbres et de pièces en forme de disque .
Q2 : Quelle est la plage de rugosité de surface à laquelle on peut s’attendre ?
La rugosité de surface du processus de finition conventionnel est normalement limitée à Ra 0,8 μm . Grâce à l'optimisation du fraisage à grande vitesse et d'autres processus, certains composants sont capables d'obtenir une finition de surface de Ra 0,4 μm ou mieux.
Q3 : Existe-t-il des différences significatives dans les prix unitaires pour les prototypes monoblocs et la production de masse ?
La différence de prix unitaire est substantielle. Produire en série, c'est répartir des coûts ponctuels tels que la programmation et la préparation du serrage. Avec l’augmentation du volume de production, les coûts de traitement sont considérablement réduits par unité.
Q4 : Quelles sont les différences dans les coûts et les délais de traitement pour les matériaux en aluminium, en acier et en plastique ?
L'acier a un processus de coupe plus difficile que l'aluminium, nécessitant ainsi des vitesses de coupe plus faibles. L'acier présente également des taux d'usure des outils plus élevés, ce qui entraîne des coûts de traitement plus élevés. Le plastique a tendance à se déformer facilement. Des paramètres de traitement spéciaux sont requis. Le coût du traitement dépend du type de matériau.
Q5 : Comment puis-je assurer la sécurité de ma propriété intellectuelle ?
Dans notre entreprise, nous conclurons un contrat d’accord de non-divulgation légal et contraignant avec nos clients. De plus, notre société utilise le transfert de fichiers cryptés. Cela garantit la confidentialité des informations de conception de nos clients. Cet engagement fait partie de notre système de gestion de certification ISO 9001.
Q6 : Quelle est la procédure lorsque la conception est modifiée ?
Veuillez fournir le dessins complets mis à jour et nous pouvons réévaluer votre évaluation du flux de conception et votre devis sur la base de dessins complets et revenir vers vous concernant les modifications apportées à notre calendrier de livraison et à notre devis.
Q7 : Sur quoi dois-je me concentrer lors du marquage des tolérances sur les dessins ?
Les normes internationales telles que l'ISO doivent être suivies concernant le marquage des tolérances, la spécification des surfaces de référence et des axes de référence, ainsi que la spécification des exigences de tolérance des éléments critiques et secondaires. Ceci est également essentiel pour optimiser les coûts du processus. Des annotations claires sur les dessins nous aident à fournir des devis précis et une analyse DFM plus rapidement.
Q8 : Êtes-vous en mesure de fournir une assistance pour la vérification de l'assemblage ?
Nous pouvons offrir des services d'usinage aux composants adjacents, y compris tester la compatibilité de l'assemblage afin de faciliter un processus fluide lors de l'assemblage.
Résumé
L’essentiel du choix des services de fraisage CNC n’est jamais simplement de comparer les équipements ou les prix, mais de trouver le meilleur équilibre entre technologie, qualité, efficacité et coût.
Un collaborateur de fabrication doté d’une technologie, d’une qualité et d’une agilité avancées est un atout commercial inestimable. JS Precision, avec la diligence de nos ingénieurs et l'honnêteté de nos collaborateurs, se consacre à transformer chacune de vos idées de conception en une vérité précise, une vérité qui mène au succès du produit.
Démarrez dès maintenant une collaboration efficace et fiable :
→【 Téléchargez des dessins, obtenez des solutions exactes 】 Téléchargez vos fichiers 3D pour une analyse précise du devis en 24 heures, qui comprend l'analyse DFM, l'analyse du coût de la fraiseuse CNC et le délai d'expédition.
→ 【Planifier une réunion technique】 Pour aborder des projets complexes, engagez des discussions directes sur les solutions techniques et la stratégie de partenariat les plus appropriées avec nos ingénieurs d'application. Partagez vos difficultés de traitement et gagnez une analyse DFM gratuite.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Précision JS Équipe
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

