

アクリルCNC加工は、ハイエンドデザインの透明部品を製造する上で不可欠な技術の一つです。透明度の高い外観と高い構造強度を兼ね備えた部品が求められるデザインにおいては、アクリルまたはPMMAが最適な素材となります。
ディスプレイラックから医療機器の筐体、自動車のヘッドライト筐体、建築模型に至るまで、アクリルのCNC加工は重要な役割を果たしています。しかし、アクリル素材をカスタマイズされた部品に加工し、経済的なCNC加工業者を見つけるには、専門知識が必要です。
この記事は、アクリルの特性や製造工程の分析だけでなく、プロジェクトを成功させるために、プロのように世界最高のCNC加工会社を選ぶ方法についても解説するガイドとなることを目指しています。
コア解答表
| 比較対象寸法 | アクリル樹脂(PMMA)の主な利点 | 調達を成功させるための重要な行動 | JSプレシジョン社の差別化された価値 |
| 材料特性 | 高い透明度、優れた耐候性、良好な機械的強度、加工の容易さ。 | 適用シナリオ、表面処理、および許容誤差要件を明確に定義してください。 | 当社では、専門的な材料選定に関するアドバイスを提供し、幅広い種類のアクリル板を在庫しております。 |
| プロセスと品質 | 高度なCNC加工技術により、高精度、滑らかなエッジ、複雑な3D構造を実現します。 | 工場の工程管理手順と品質管理システムを評価する。 | 当社の高精度5軸工作機械と研磨専門家は、光学グレードの表面とミクロンレベルの精度を保証します。 |
| サプライヤー選定 | サプライヤーの能力は、部品の最終的な品質と費用対効果を直接的に左右する。 | 技術力、コミュニケーション効率、価格の透明性、過去の事例などを体系的に評価する。 | 当社はCNC加工部品のワンストップ工場として、設計最適化から後処理まで、包括的なソリューションを提供し、優れたコストパフォーマンスを実現しています。 |
主な結論:
- アクリルは、優れた光学特性や物理的特性を数多く備えているため、 「普通のプラスチック」以上の存在です。
- 調達を成功させるためには、要件を明確に定義し、サプライヤーの技術力を評価するプロセスを用いる必要がある。
- JS PrecisionのようなプロフェッショナルなCNC加工サプライヤーを選ぶことで、部品の加工精度はもちろん、プロジェクトにおける費用対効果も即座に確保できます。
アクリルCNC加工:JSプレシジョンマニュファクチャリングが高品質部品を提供
アクリルCNC加工の世界では、完璧さ、一貫性、そしてプロ意識が、目の肥えた顧客にとって最も重要な要件です。JS Precisionは、まさにこれらの資質を長年にわたり培ってきました。
精密機械加工の分野で15年以上の経験を持つ当社は、アクリル加工における最も困難な問題に対するソリューションの提供に注力しており、すでに世界中の500社以上のお客様にCNC加工の分野でカスタマイズされたサービスを提供してきました。
当社のコアコンピタンスは、確固たる技術蓄積に基づいています。
- 5軸CNC工作機械を含む20種類以上の高度な加工装置を備えており、曲面や多次元構造を高精度で加工できます。
- アクリル部品の表面品質において光学グレードを確保するため、業界をリードする無塵研磨工場を設立しました。
- ISO9001およびISO13485品質システムに準拠し、主要寸法公差は±0.005mm以内に維持されています。
過去3年間で、当社は300件以上の難易度の高いアクリル加工プロジェクトを完了し、医療分野における顧客満足度は98% 、リピート購入率は80%以上を達成しました。
ある顧客は、光透過率91%以上、平面度誤差0.05mm未満で、-40℃~80℃の極端な温度環境にも耐えられるアクリル製計器盤を求めていた。
輸入された光学グレードのPMMA材料の選定、ツールパスの最適化、および定温加工環境の確立により、納品された製品が初回で顧客の受入試験に合格することを保証し、長期的な戦略的パートナーとしての地位を確立することができました。
難易度の高いニーズにも対応し、一貫した品質を保証できるアクリルCNC加工パートナーをお探しでしたら、JS Precisionの技術チームまで今すぐご連絡ください。部品図面とご要望をお送りいただければ、無料のDFM解析と正確な見積もりをご提供し、専門スタッフがお客様のプロジェクトをしっかりとサポートいたします。
なぜアクリルなのか?精密CNC加工でその可能性を解き放つ
CNC加工部品に使用される多くの材料の中でも、アクリル(PMMA、通称「プラスチックの女王」 )は、数々の優れた利点で際立っています。アクリル製のCNC加工部品は、その中核となる価値提案が3次元に存在するため、ハイエンド用途において最適な材料となっています。
光学性能の王者:比類なき透明度
アクリルは、一般的なガラスに比べて92%という高い光透過率を誇ります。さらに、紫外線による黄変にも強いという特長があります。そのため、アクリルは光学用途に非常に適していることから、ディスプレイケースや計器盤など、様々な用途において比類のない視覚体験を提供します。
物理的および化学的性質:材料の外観を超えた実用性
耐衝撃性はガラスの10倍で、耐候性にも優れています。また、切削加工をはじめとするCNC加工も容易です。美しさと強度を両立させるという要求を満たしています。
無限のデザインの可能性:平面から立体へ
アクリルCNC加工は、複雑な2次元の切り抜きや、面取りされたエッジ/丸穴を備えた3次元構造を精密に実現できます。多層接合技術により、多彩な3次元形状を作り出すことができ、無限のデザインの可能性が広がります。

図1 アクリル板は、極めて高い光学的透明性を必要とし、より複雑な幾何学的形状を持つ製品の製造に使用できる。
調達に関する究極ガイド:図面から完成したアクリル製CNC加工部品まで
適切なCNC加工部品工場を選ぶことは、プロジェクト成功の鍵となります。科学的なプロセスを用いることで、数多くのCNC加工会社の中から最適なパートナーを選び、調達リスクを回避することができます。
ステップ1:ニーズを明確に定義する
正確な調達の前提条件として、ニーズを明確に定義してください。主要な寸法と公差、アクリル樹脂のブランド/色/厚さ、その他の材料仕様、表面処理要件、および用途を明記した、完全な2D/3D図面をご提供いただく必要があります。詳細であればあるほど、見積もりとコミュニケーションはより効果的になります。
ステップ2:サプライヤーの中核能力の詳細な評価
サプライヤーとの契約は、コストのみに基づいて締結されるべきではありません。なぜなら、中核となる能力の基盤は品質保証にあるからです。以下の4つの側面に着目してください。
- 設備一覧:複雑な部品の加工に対応できる多軸工作機械などの高度な設備を保有していますか?
- プロセスに関する専門知識:自社で粉塵のない研磨工場や、生産に関連するその他のプロセスに関する専門知識を有しているか?
- 品質管理システム:製造業者は、寸法や表面品質の欠陥を管理するための完全な試験設備を備えていますか?
- コミュニケーションの対応速度とプロ意識:製造業者が技術的な問い合わせに迅速に対応し、適切な提案を行う能力。
ステップ3:見積書をよく見て、実際の費用を把握する。
専門家による見積もりには、材料費、プログラミングおよび初期費用、加工時間、後処理費用、物流費用が明確に内訳されている必要があります。 「固定価格」は、後々費用が変動する可能性があるため、疑わしいと言えます。
CNC加工部品工場の選定に迷っているなら、JS Precisionがお手伝いします。部品図面をアップロードするだけで、無料のコスト計算とサプライヤー評価の提案を提供し、高性能なパートナーを正確に選定できるようサポートいたします。
切削加工のその先へ:完璧なアクリルの高度なCNC加工
高品質のアクリル部品は、ISO 23218規格に準拠した高度なCNC加工精度制御によって製造されています。JS Precisionは長年の経験を経て、ハイエンド加工プロセスを改良しました。その主要な要素は以下のとおりです。
切削工具、主軸回転速度、送り速度:パラメータの科学的組み合わせの応用
核心は、特殊な切削工具と科学的なパラメータのマッチングにあります。アクリル製の特殊な片刃/両刃のらせん状フライスを使用し、高速低速送りパラメータと組み合わせ、十分な空冷または特殊な冷却剤を併用することで、欠けや溶融痕のない滑らかな切削面を確保します。
応力と変形の制御:前処理戦略
アクリル板自体には内部応力があり、加工時に適切に処理されないと、応力解放によって部品の変形が生じる可能性があります。JS Precisionのエンジニアは、以下の3つの方法でこれを未然に防ぎます。
- 過剰な締め付け力や応力を避けるため、締め付け方法を最適化してください。
- 層状加工戦略を採用し、材料を段階的に除去することで内部応力を解放する。
- 最終製品の寸法安定性を確保するため、要求度の高い一部の部品には、加工前の応力除去処理を施してください。
加工痕から芸術へ:後処理の魔法
後処理とは、最終的な仕上がりを確実にするための工程であり、光学グレードの鏡面仕上げを実現するための複数の研磨工程、スクリーン印刷/UV印刷工程による明確なマーキング、そして完璧な接着を実現するための複合接着剤の使用などが含まれます。
高品質なアクリル部品を製造するための高度なCNC加工をお探しでしたら、JS Precisionのエンジニアリングチームまでお問い合わせください。加工手順とパラメータの詳細な説明に加え、加工プロセスの改善に関する無料のアドバイスも提供いたします。

図2 アクリルをCNC加工する際には、切れ味が良く丈夫な切削工具を選ぶことが非常に重要です。
品質保証:CNC加工部品の検査チェックリスト
CNC加工部品を受け取ったら、以下のチェックリストに従って品質検査を行ってください。これは、品質上の問題でプロジェクトが滞りなく進むことを確実にするための最後の砦です。
外観および寸法に関する初期検査
まず、部品表面の外観を均一な照明下で検査し、傷や気泡、汚染物質、研磨不良がないことを確認します。次に、ノギスとプロジェクターを使用して部品の寸法を測定し、寸法が図面の公差内にあることを確認します。
機能および組立テスト
部品を組み立てる際には、実際に試作組み立てを行い、穴の位置合わせや嵌合の密着性が組み立て要件を満たしているかを確認します。光学部品については、特に光透過の均一性と透過率の有無をテストし、光学性能が想定される使用シナリオを満たしていることを確認します。
文書化と一貫性
供給業者から提供された品質検査報告書を確認し、すべての試験データが基準に適合していることを確認してください。同時に、抜き取り測定を実施して、バッチ生産された部品が均一であり、個々の製品に欠陥がないことを確認してください。信頼できる供給業者は、トレーサビリティを確保するために、完全な出荷書類を添付します。
アクリル樹脂とその他の素材:一般的なCNC加工用プラスチックの比較
プロのCNC加工業者であれば、お客様のニーズに基づいて最適な材料をご提案できるはずです。以下に、アクリル樹脂と3種類の一般的なエンジニアリングプラスチックを比較した表を示します。これにより、材料の違いを明確に理解し、最適な選択を行うことができます。
| 材料特性 | アクリル(PMMA) | ポリカーボネート(PC) | ABS | ナイロン(PA) |
| 光透過率 | 92%、光学グレードの透明度 | 88%、半透明 | 不透明 | 不透明 |
| 耐衝撃性 | 中程度の強度(ガラスの10倍) | 高い(ガラスの250倍) | 中くらい | 高い |
| 耐候性 | 非常に優れている(紫外線耐性、黄変しない) | 良い | 平均 | 貧しい |
| 処理の難しさ | 中程度(端の欠け防止が必要) | 中程度(バリが発生しやすい) | 低い | 中程度(吸湿性あり) |
| 主な利点 | 光透過率、耐傷性、美観 | 極めて高い耐衝撃性 | 低コストで塗装しやすい | 高強度、耐摩耗性 |
それに比べて、アクリルは透明性、光沢、耐候性において大きな利点があり、光学効果を必要とする構造部品や屋外での使用に特に適していることがわかる。
PCは極めて高い衝撃が要求される場面に適しており、ABSはコストと加工の容易さに重点を置いている一方、ナイロンは高強度と耐摩耗性が求められる場面でより多くの利点を持つ。
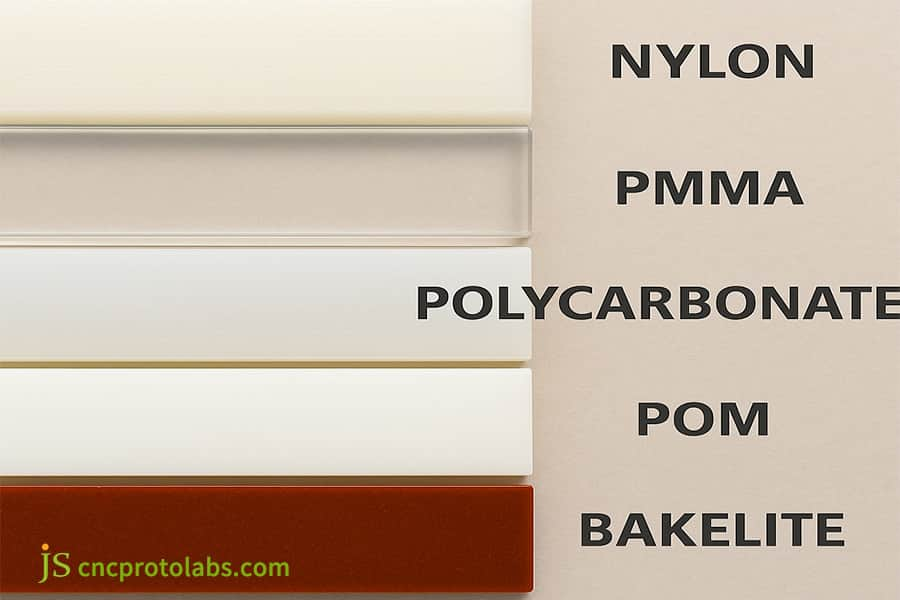
図3 プラスチックの特性は、特にCNC加工において変化する。
事例研究:透明性における精度 – 医療画像処理における0.02mm公差の課題
顧客のニーズ
ある著名なヨーロッパの医療機器販売業者が、ハイエンドのコンピュータ断層撮影(CT)スキャンシステム用の窓型観察システムの製造に取り組んでいた。
この部品に求められる厳しい要件には、平面度誤差が0.1mm未満、重要な取り付け穴の公差が±0.02mm、光学ミラー表面、滅菌耐性のある生体適合性などが含まれます。
この顧客は以前、寸法精度の不正確さや表面の傷などが原因で、 2社のサプライヤーとの取引に失敗していた。
JSプレシジョンソリューション
1. 材料選定:本プロジェクトでは、ドイツ製の光学グレードのアクリル樹脂を選定しました。これらの材料は、92.5%という優れた光透過率を提供するだけでなく、医療用途における生体適合性の要件を満たし、消毒剤にも耐性があります。
2. プログラミング設計:エンジニアリングチームは、パスプログラミングにミクロンレベルの精度を採用し、加工プロセスをシミュレートし、熱変形のリスクを計算できるソフトウェアを使用しました。
3.加工環境:製品は、高性能5軸CNCマシンを使用し、22℃の一定温度に保たれたクリーンな環境で加工されます。加工環境全体には噴霧冷却技術が採用されており、温度変化による寸法変化を防止します。
4. 後処理:粉塵のない研磨室で、10年以上の経験を持つ熟練技術者による機械研磨を3回行い、その後、化学研磨を1回行うことで、加工痕のない100GU以上の表面光沢を実現します。
結果
顧客のCMM測定システムによる寸法精度と表面品質の検査に提出された合計150枚のアクリル製ビューイングウィンドウは、100%の合格率で合格しました。
顧客の新しいスキャナーは、EUのCEマークを無事取得しました。JS Precisionは、その品質と能力により、アジア太平洋市場におけるこの顧客にとって重要なサプライヤーとしての地位を確立し、その後の年間受注額は50万米ドルを超えています。
もし貴社も、厳しい公差と高い表面品質が求められるアクリル加工において同様の課題に直面しているのであれば、ぜひJS Precisionにご連絡ください。当社は、成功事例における技術経験を再現することで、貴社製品が市場機会を掴むための、個別のカスタマイズソリューションをご提供いたします。
図4 医療機器用高精度アクリル
JS Precisionが貴社の高付加価値CNC加工サプライヤーとして際立つ理由
CNC加工サービスを提供する多くの競合他社の中で、JS Precisionは、技術、品質、コスト、サービスの総合的な最適化を通じて長期的な価値創造を実現することに重点を置いています。JS Precisionのコアコンピタンスは以下のとおりです。
1. 技術力:当社は3軸から5軸までの高度なCNC加工装置群を保有しており、専門的なアクリル加工および後処理チームを備え、複雑な構造や厳しい公差の課題にも対応可能です。
2. 品質システム:エンドツーエンドの品質管理を通じて、各工程で厳格な検査基準を設けており、 99.8%を超える一貫して高い合格率により、CNC加工部品の100%が設計仕様を満たしていることを保証しています。
3. コスト最適化: JS Precisionは、高効率なCNC加工部品工場として、工程最適化、最適なスケジューリング、大量購入を実施することでコストを削減し、品質を確保しながら非常に競争力のある価格を提供しています。
4. サービス体験: DFM分析やプロトタイピングから量産まで、エンドツーエンドのサービス体験を提供し、24時間体制で問い合わせに対応する専門チームが、調達を完全に安心かつ安全に行えるようにします。
高品質なCNC加工業者をお探しなら、JS Precisionにご相談ください。プロジェクトの要件をお送りいただければ、無料のプロジェクト評価とソリューション設計を行い、効率的な精密加工サービスを実際にご体験いただけます。
よくある質問
Q1:アクリルのCNC加工で実現できる最大サイズと厚さはどれくらいですか?
加工可能な最大サイズは、機械の移動量によって異なります。JS Precisionの加工では、最大2000×3000mmのアクリル板を加工できます。厚さは1mmから100mmまで対応可能です。それ以上の厚さは、特定の接着技術を用いることで実現できます。
Q2:アクリル加工中に欠けたり割れたりするのを防ぐにはどうすればよいですか?
成功の秘訣は、アクリル樹脂専用の高品質切削工具の使用、低速送りによる高速切削、そして空冷またはクーラントの使用という3点にあります。同時に、応力集中を軽減するためにクランプ方法を最適化してください。
Q3:鏡面研磨はどの程度まで実現可能ですか?ガラスのような仕上がりは可能ですか?
専門的に加工されたアクリル素材は、 100GUを超える光沢値を実現し、素材の透明度と滑らかさを最適レベルに保ちます。その光学的な外観は、通常のガラスと同等か、それ以上です。素材の表面は、光学用途に最適です。
Q4:アクリル部品は何度まで耐えられますか?
アクリル樹脂の安全な連続使用温度は約80℃ 、熱変形温度は約100℃です。周囲温度が常に80℃を超える場合、最も適した材料は、非常に高い耐熱性を持つものです。言うまでもなく、ポリカーボネート(PC)が最適な選択肢となります。
Q5:アクリルにねじ山を加工することは可能ですか?
はい。ピッチの大きいねじ山の場合は、CNCタッピングマシンによる直接タッピングが可能です。分解・組み立て時や強度向上のため、金属製のねじ込みインサートをねじ山に挿入することで、ねじ接合部を強化できます。
Q6:最小注文数量(MOQ)はいくらですか?
JS Precisionは、プロのCNC加工サプライヤーとして、柔軟な最小注文数量ポリシーを採用しています。サンプル注文は通常1個から開始でき、大量注文の最小注文数量は部品の複雑さに基づいて交渉・決定されます。
Q7:注文してからサンプルを受け取るまでどれくらい時間がかかりますか?
シンプルなアクリル部品の場合、サンプルの納期は3~5日です。複雑な部品や複雑な加工を伴う部品の場合、サンプルの納期は1~2週間です。また、迅速なサンプル作成サービスも提供しています。
Q8:大量注文における部品の品質の一貫性をどのように確保していますか?
量産部品のサイズ、外観、性能において高い一貫性を確保するために、標準作業手順書(SOP)、初回品検査、生産検査、完成品出荷前の抜き取り検査という4段階の管理体制が設けられています。
まとめ
アクリルCNC加工は、創造的なデザインを実現するための精密な架け橋です。適切な材料を選定し、コアとなる加工プロセスを習得し、確かな技術を持つCNC加工部品工場と連携することで、設計図から高品質な実物製品へとプロジェクトを具現化することができます。
アクリルCNC加工ソリューションにおける専門知識を持つJS Precisionは、お客様のアイデアを現実のものにするお手伝いをいたします。ぜひ部品図面をお送りください。当社のエンジニアリングチームが、無料の製造性分析(DFM)と、透明性のある競争力のあるお見積もりをご提示し、お客様の「透明性」のある競争力を証明いたします。

免責事項
このページの内容は情報提供のみを目的としています。JS Precision Services は、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証を一切行いません。第三者のサプライヤーまたは製造業者が、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。部品の見積もりを依頼するには、購入者の責任で、これらのセクションの具体的な要件を特定してください。詳細については、お問い合わせください。
JSプレシジョンチーム
JS Precisionは、カスタム製造ソリューションに特化した業界をリードする企業です。20年以上の経験と5,000社を超える顧客実績を持ち、高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。JS Precisionをお選びいただくことは、効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.cncprotolabs.com )をご覧ください。
リソース

