

CNC旋削加工(数値制御旋削加工とも呼ばれる)は、CNC加工において最も一般的に用いられる技術の一つです。簡単に言うと、金属またはプラスチックの材料棒を機械に固定し、高速回転させる切削加工法です。その後、あらかじめ作成されたCNC旋削プログラムに従って工具を用いて材料を徐々に切削し、最終的に目的の形状とサイズに加工します。
旋盤とターニングセンターの違い、この技術の仕組み、そしてCNCフライス加工との違いについて疑問に思っている方もいるかもしれません。
お客様の加工ニーズにCNC旋盤加工サービスが適しているかどうかを判断するために、一緒に包括的な理解を深めていきましょう。
図1:CNC旋盤加工のクローズアップ。硬質合金製の切削工具が回転するワークピースを精密に旋削加工し、金属切粉を生成する。
主要回答の要約
| 主要テーマ | 内容概要 | JS Precisionのコアバリュー |
| 技術的な定義 | CNC旋削加工は、工作物の回転と工具の直線運動を利用して切削を行う精密加工プロセスであり、シャフト、スリーブ、ねじなどの回転部品の加工に特化しています。 | 卓越した精度:高度な設備とプロセスを活用することで、±0.005mmという極めて高い加工精度を実現し、医療や航空宇宙などの分野における厳しい要求を満たしています。 |
| プロセスフロー | CAD設計、CAMプログラミング、パスシミュレーションから自動加工、精密検査まで、製造工程全体を網羅し、図面から完成品まで、品質管理を徹底します。 | 優れた効率性:統合されたインテリジェントな見積もりシステムは、30秒以内に見積もりを生成し、迅速なプロトタイピングと小ロット生産をサポートし、迅速な製品反復を促進します。 |
| フライス加工との違い | 根本的な違いは、加工方法にある。旋削加工は工作物の回転を伴うのに対し、フライス加工は工具の回転を伴う。旋削加工は回転体に適している一方、フライス加工は複雑な曲面や平面の加工に適している。 | 包括的なソリューション:当社はワンストップメーカーとして、CNC旋削加工とフライス加工の両方のサービスを提供し、部品の特性に基づいて最適な加工方法の組み合わせをご提案します。 |
| 機器と選定 | 基本的なCNC旋盤は単純な部品の加工に適していますが、多機能旋盤はフライス加工、穴あけ加工、ねじ切り加工を統合し、「一度のセットアップで加工完了」を実現することで、より高い効率性を実現します。 | 強力な機能:基本的な旋盤から多軸旋盤まで、あらゆる設備を網羅しており、微細部品から大型ワークピースまで、あらゆる加工に対応できる総合的な加工能力を備えています。 |
| 選ぶ理由 | - | プロフェッショナルで信頼性: 20年以上の業界経験とISO 9001認証に基づき、50種類以上の材料に対応し、世界中のお客様に高品質で信頼性の高いカスタマイズ生産サービスを提供しています。 |
このガイドが参考になる理由は?JS Precision社の1000時間に及ぶCNC旋盤加工の実務経験に基づいています。
JS Precisionは、10年以上にわたる蓄積された経験と、高精度CNC旋削部品の量産プロジェクトにおける1万時間以上の実績により、CNC旋削サービスにおいて深い専門知識を培ってきました。
例えば、当社は航空宇宙分野のお客様向けにチタン合金製エンジン部品を量産しており、CNC旋削プログラムを最適化することで±0.005mm以内の安定した公差管理を実現し、初回加工歩留まりは99.5%以上を達成しています。
当社の技術アプローチは、米国機械学会が発行する関連技術規格を遵守することにより、プロセスの厳格性を確保するように設計されています。
このガイドは、こうした貴重な経験の集大成であり、プロジェクト開始の初期段階で情報に基づいた意思決定を行うのに役立つ、信頼できる業界の知見を提供することを目的としています。
10年以上にわたるEEAT(電気・電気・空気・空調)分野での精密製造の専門知識に基づき、当社は確かな品質保証を提供いたします。JS Precisionのエンジニアに今すぐご連絡ください。図面に基づいた無料の技術分析と見積もりをご提供し、専門家の経験がお客様のプロジェクトに付加価値をもたらします。
CNC旋盤加工とは何ですか?
CNC旋盤加工は、基本的に2000年前から存在していた手動旋盤を応用したものです。当時、職人はペダルを踏んで木材を回転させ、鑿を使って徐々に皿を削り出していました。現在ではコンピュータ制御に置き換えられていますが、原理は同じです。材料を固定して回転させ、切削工具で形を整えるというものです。
現在、CNC旋盤には縦型と横型の2種類があります。挿入される材料の形状は特に決まっておらず、丸棒、角材、六角鋼など、チャックで挟み込めるものであれば、どんな形状にも加工できます。
初期の手動旋盤加工と最新の全自動加工の最大の違いは精度である。手動旋盤加工では一般的に0.5ミリメートルの誤差が許容されるが、今日のCNC旋盤は±0.01ミリメートルの精度を容易に実現できる。
複雑な部品であれば5軸工作機械で製造できるものの、ネジやベアリングのように円を描くように回転させることで加工できる部品については、CNC旋盤加工が依然として高速かつ安価である。
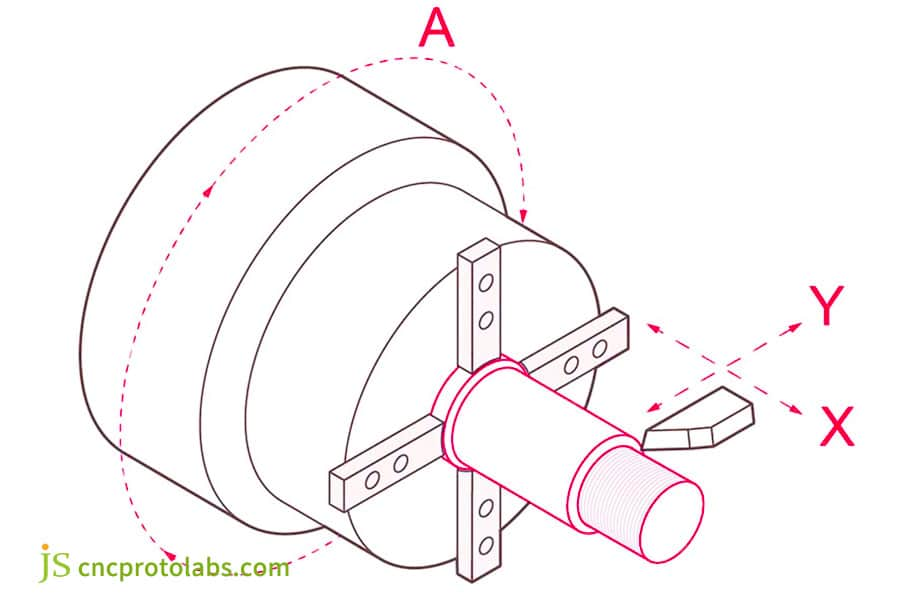
図2:CNC旋盤の動作図。工作物はA軸に沿って回転し、工具はX/Y軸に沿って移動することで連動加工を実現する。
CNC旋削加工部品の加工プロセスとはどのようなものですか?
ステップ1:図面の作成 - CADソフトウェアを使用して部品を設計する
まず、CADソフトウェア(例:SolidWorks)を使用して、部品の3Dモデルをコンピュータ上に描画します。部品設計の際には、通常、 CNC旋盤加工図面のPDF形式を参照します。これは、家を建てる前に建築図面を描くようなもので、加工時に参照できるよう、すべての寸法と角度を注意深く記録しておく必要があります。
ステップ2:フォーマット変換 - 設計図面を機械が読み込めるようにする
手描きの3Dモデルを取り出し、MastercamなどのCAMソフトウェアに転送します。このプロセスは、3Dデザインを工作機械が理解できる言語に翻訳することに相当し、工作機械に最初に切削する場所と次に切削する場所を指示し、正確な内容を変換します。
ステップ3:ツールパス計画 - 機械に切削パスを指示する
CAMソフトウェアでツールパスを指定します。
- 工具が切削を開始する位置。
- 切削移動速度(送り速度)を調整する。
- 材料主軸の回転速度。
- 処理の各段階で交換が必要となる工具。
場所間の経路探索ソフトウェアが効率を最大限に高める最短経路を決定するのと同様に、このステップの目的は、障害物(備品など)を回避し、効率を最大限に高める最短経路を通って移動することです。
ステップ4: CNC旋盤プログラミング- 機械の操作マニュアルを作成する
CAMソフトウェアは、ツールパスをGコードに変換します。Gコードは、文字と数字で構成される一連のコマンドです。例えば、G01 X50 Z-10 F200は、ツールがX軸方向に50mm、Z軸方向に-10mmの位置まで、毎分200mmの送り速度で直進することを意味します。
ステップ5:シミュレーションテスト - 実際の戦闘前のリハーサル
正式な加工を行う前に、コンピュータ上で全工程をシミュレーションします。これにより、工具が治具に衝突するかどうか、切削量が大きすぎるかどうかなどの問題を事前に検出でき、加工開始後の事故を回避できます。
ステップ6:プログラムの転送 - 工作機械に命令を挿入する
検証済みのGコードをUSBフラッシュドライブ、ローカルエリアネットワーク、または直接接続を介して機械コントローラに転送します。最近では、ほとんどの工作機械がWiFi送信にも対応しており、携帯電話からファイルを転送するのと同じくらい簡単に利用できます。
ステップ7:材料の準備とナイフの装填 - 起動前の準備
- 金属棒を適度な締め付け力でチャックに挿入します(締め付けが緩すぎると飛び出し、締め付けが強すぎると変形します)。
- 加工順序に従って、外径カッター、溝切りカッター、ねじ切りカッターなどの工具を取り付けてください。
- 工具の基準点(工具の位置合わせ)を校正します。通常は、0.001mmの精度を持つ工具位置合わせ装置を使用します。
ステップ8:自動処理
プログラムを開くと:
- スピンドルは、材料とともに毎分500~3,000回転で回転します。
- 砲塔は異なる切削工具を自動的に切り替えます。
- 外側の円形刃でまず大まかな形状を切り出し、溝切り刃で溝を切り出し、ねじ切り刃でねじ山を切る。
- 切削油がリアルタイムで噴射されて冷却される間、鉄粉はバネのように転がり落ちていく。
- 鉄棒をねじ切り加工を施した精密なシャフトに加工するのにかかる時間はわずか10分です。
ステップ9:サイズ測定 -- 工場から出荷できるのは、基準を満たした製品のみです。
- ノギス:外径や長さなどの平面寸法を測定する。
- ねじゲージ:ねじのパターンが規格に準拠しているかどうかを確認します。
- 表面粗さ測定器:表面が鏡のように滑らかかどうかを調べます。
- 重要な特徴は三次元測定機(CMM)を使用して測定する必要があり、毛髪直径の1/10(約0.005mm)を超える誤差が生じた場合は、再加工が必須となる。
CNC旋削加工とフライス加工の違いを見分けるにはどうすればよいでしょうか?
CNC旋削加工とフライス加工は、CNC加工において最も一般的に使用される2つの加工方法であり、その主な違いは、装置構造、工具の動作、および適用シナリオの違いに起因します。以下の5つの主要な側面から比較してみましょう。
1.工具構造の違い
- 旋削工具:片刃の工具(鉛筆の刃のようなもの)を使用し、一度に片方の先端だけが材料に接触するようにします。
- フライス工具:ドリルビットやエンドミルなどの多刃工具が使用され、工具ヘッドの周囲に複数の切削刃が配置されており、それらが同時に加工に参加することができます。
- 例:
当社工場では、旋削加工時にステンレス鋼のシャフトを切削する際に、常に同じ工具先端を使用しています。一方、フライス盤で携帯電話の筐体を加工する際には、4枚刃エンドミルを使用することで、4枚の刃で同時に切削できるため、効率が大幅に向上します。
2. 機器構造の比較
CNC旋盤は過渡期の装置とみなすことができ、旋盤よりも高度な機能を備えているものの、5軸フライス加工機能を統合し、複雑な表面加工をサポートするCNC旋盤・フライス加工センターに比べると、機能面ではまだ劣る。
| 比較対象 | CNC旋盤 | CNCフライス盤 |
| スピンドルの動き | 固定したワークピースを回転させます。 | 駆動工具の回転。 |
| 処理軸の数 | 通常は2軸(X軸とZ軸)。 | 3軸から始まり、ハイエンドモデルでは5軸に達するものもあります。 |
| 一般的な費用 | エントリーモデルの価格は約15万ドルから30万ドルです。 | 基本報酬は約25万~50万米ドル。 |
3.形状加工に適しています
- 旋削加工に熟練:円筒形や円錐形などの対称形状の部品(ねじ、ベアリングスリーブ、水道管継手など)を回転させる。
- フライス加工に精通:平面、溝、曲面などの非対称構造(金型キャビティ、歯車歯面、電子機器筐体など)の加工が可能。
4.切断動作モード
- 旋削加工:工作物が回転し、工具が直線的に移動し、切削加工が連続的かつ途切れることなく行われる。
- フライス加工プロセス:工具が回転・移動し、加工対象物は固定され、刃が定期的に材料を切削・除去する。
- 動作の詳細:旋削加工では、材料棒が羊肉の串焼きのように回転し、ナイフはリンゴの皮をむくように一定速度で前進します。フライス加工では、工具が電動ドリルビットのように回転しながら移動し、材料に形状を削り出します。
5.チップ形態の違い
- 切削屑:材料によっては、連続した長い帯状の切削屑(加工されたアルミニウムなど)、破片状の切削屑(鋳鉄など)、または割れた切削屑(チタン合金など)が発生する場合があります。
- 切削屑:常に短い破片として存在し、工具の連続的な切削により、切削屑は断続的に飛散する。
- 生産への影響:旋削加工で発生する長い切削屑は絡まりやすく、速やかに除去する必要がある。フライス加工で発生する切削屑は切削屑コンベアで容易に搬送できるが、金属粉塵が多く発生する。
部品のおおよその形状と材質をJS Precisionにお知らせください。最適なCNC旋削・フライス加工方法をご提案し、評価時間の短縮に役立てさせていただきます。
図3:CNC旋削加工とフライス加工の比較図。左側のエンドミルは固定されたワークピースを加工し、右側の旋削工具は回転するワークピースの端面を切削する。
CNC旋盤とCNCターニングセンター:違いは何ですか?
CNC旋盤とターニングセンターは見た目が「双子」のようで、似たような作業を行いますが、実際の性能差は小さくありません。簡単に言えば、ターニングセンターは旋盤の上位機種に相当します。どちらを選ぶべきかを素早く判断できるよう、実用的な観点から両者の主な違いを以下に示します。
1. 機能範囲
CNC旋盤は主に、外円の旋削、溝の切削、ねじ切りなどの基本的な旋削加工に使用され、シャフトスリーブやボルトなどの単純な回転部品の加工に適しています。
旋削機能に基づいて、旋削センターは フライス加工、穴あけ加工、ねじ切り加工などの機能が追加され、旋盤と小型フライス盤を組み合わせたような性能を実現しています。例えば、側面に穴やキー溝のある部品を加工する場合、CNC旋盤は二次的なクランプを必要とせず、すべての工程を一度に完了できるため、精度と効率が向上します。
2.構造構成には3つの根本的な違いがある。
旋削・切削センターは完全密閉型で、自動チップコンベアと冷却回収システムを備えています。鉄くずは直接回収ボックスに排出され、作業員が鉄くずを扱うことはありません。旋盤は開放型構造で、鉄くずは機械の横に積み上げられます。そのため、1~2時間ごとに停止し、シャベルで清掃する必要があります。
旋盤のベッドは30°~45°傾斜しており、鉄くずは自動的に収集タンクに排出され、 8時間連続運転 目詰まりを防ぐため、旋盤は平らなベッドを備えているため、鉄くずがガイドレールの隙間に詰まる可能性があります。これを清掃しないと、加工不良の原因となります。
旋盤加工センターは5000~8000rpm (最大15000rpm)で回転し、アルミニウム棒を1分で切削します。旋盤は1000~ 3000rpmで回転し、鋼材の旋削には十分ですが、同じアルミニウム棒を切削するには3~5分かかります。
簡単に言うと、旋盤加工センターは小型部品を効率的に大量生産するのに適しており、汎用旋盤は大型部品の修理や加工に適している。
3.処理精度と複雑性
旋盤の加工精度は一般的に±0.01mmであり、旋削センターは閉ループ制御システムによって±0.002mmの精度を達成できる。
ほとんどの旋盤は2軸(X軸とZ軸)を備えていますが、ターニングセンターは標準で3軸( C軸回転を追加)を備えています。一部の機種はY軸とB軸にも対応しており、5軸連動加工を実現し、偏心穴や曲面などの複雑な構造物にも対応できます。
旋盤のプログラミングは主に手動のGコードで行われますが、旋盤加工センターではCAMソフトウェアを使用して、複数の工程からなる複合CNC旋削プログラムを自動的に生成することがよくあります。
4. コスト投資と選択戦略
機器調達費用:
エントリーレベルのCNC旋盤の価格は約15万~50万元(ファミリーカー1台分の価格に相当)で、基本的な旋盤加工センターの開始価格は40万ドル、ハイエンドモデルは100万ドル以上となる。
使用および維持費用:
旋盤の油圧システムとツールマガジンのメンテナンス費用は比較的高額ですが(例えば、タレットの位置決めと校正の単回サービス料金は約4,000ドル)、自動化された生産によって労働需要を70%削減できます。従来は3人の技術者が交代で作業する必要があった作業も、今では1人で監視できるようになります。
典型的なアプリケーションシナリオ:
- 旋盤の最適な用途:ドアや窓のヒンジ軸芯、プリンター用プラスチックローラーなど、月間生産量が500個未満のシンプルな部品の加工に適しています。これらの製品は構造がシンプルで、利益率も限られています。
- 旋盤加工の利点:心臓ステント用金属ジョイントやドローン用モーターハウジングなど、複雑な部品を月産2,000個以上大量生産する場合。自動車用タービンハウジングを例にとると、旋盤加工機は内外ねじ、冷却フィン、センサー取り付け穴の加工を一度に完了できます。
JS Precisionの提案は以下のとおりです。
- 予算が少なく、加工要件が単純な場合は、旋盤の方が費用対効果が高い。
- 部品が多工程であったり、特殊な形状であったり、24時間連続生産される場合は、CNC旋盤が使用されます。
- 初期段階では、試作のために旋盤をレンタルし、必要なものが分かったら購入すればよい。
CNC旋盤加工にはどのような種類の操作がありますか?
1.回転
これはCNC旋盤加工の中核となる工程であり、主に部品の外面加工に用いられます。加工中、工具は回転する工作物に沿って前後に移動し、切削深さを調整することで様々な形状に加工されます。
例えば、円筒を作る場合は工具は直線的に動き(直線切削)、テーパー状の部品を作る場合は工具は角度をつけて傾けられます(テーパー切削)。簡単に言えば、鉛筆を削るのと似ていますが、金属材料を切削するために金属製の工具を使用する点が異なります。
2.正面
端面旋削は、ワークの回転軸に垂直な平面を加工し、端面の平面度を確保するために使用されます。工具は外周から中心に向かって水平に送られ、粗加工時の切削深さ2~5mmの粗削りや、仕上げ加工時の切削深さ0.1~0.3mmの精密なトリミングを迅速に行うことができ、歯車の端面やシール面の加工に広く用いられています。
3. 直進旋回
幅広刃カッターを使用し、ワークピースの直径を一度に最大3~8mmずつ徐々に削り、仕上げサイズまで仕上げます。通常、荒削り用に0.2~0.5mmの余裕を持たせます。ベアリングリングやブッシュブランクなどの標準部品のバッチ生産に適しています。
4.テーパー旋削
テーパー形状部品などの傾斜部品の成形に使用されます。切削工具の経路角度を変更したり、補助治具を使用したりすることで、ワークピース表面に徐々に直径が大きくなる形状を形成できます。一般的な用途としては、工作機械のスピンドルテーパー穴、工具のテーパーシャンク、および精度が求められるその他のCNC旋削部品などがあります。
5. スレッド処理
内ねじと外ねじの切削には、三角刃または弾性ツールバーを使用し、主軸回転速度は通常200~800rpmです。外ねじのピッチ誤差は0.02mm以下でなければならず、内ねじは振動を避ける必要があります。これはボルトやパイプねじの製造で一般的に用いられます。
6.溝加工
2~6mm幅の溝切りカッターを使用して、ワークピースに放射状に切削します。狭い溝は一度に形成され、広い溝は複数回に分けて切削されます。バックカット溝やシーリング溝の加工に使用されます。T溝などの特殊な溝形状には、専用の成形工具が必要です。切削中は、欠けを防ぐために送り速度を制御する必要があります。
7.別れ
2~5mm幅の突切りカッターを使用して、完成品を棒材から切り離します。工具は厳密にセンタリングする必要があります(偏差≤0.02mm)。送り速度は0.05~0.15mm/回転です。切断面にはバリが発生しやすいため、後処理としてバリ取りが必要です。
8.掘削
主にボール盤が使用されるが、CNC旋盤でも直接穴あけ加工が可能である。心押し台や動力タレットを使用することで、回転するワークピースの中心に穴を開けることができる。上位機種では、偏心穴や斜め穴の加工も可能である。例えば、中心に穴が開いた歯車ブランクを加工する場合、外周加工と穴あけ加工を一度に完了できる。
9.ローレット加工
歯付きローラーを用いて、部品の表面に滑り止め模様を押し出す。この工程では部品のサイズは変化せず、主にグリップ摩擦の向上や装飾効果を目的として用いられる。日常生活でよく見かけるレンチのハンドルや計器のノブの表面にある格子模様は、この方法で作られている。
CNC旋盤加工部品の図面をすぐにご提出ください。JS Precisionは、コスト削減と効率向上を支援するため、工程最適化の提案を含む無料の製造可能性分析を提供いたします。
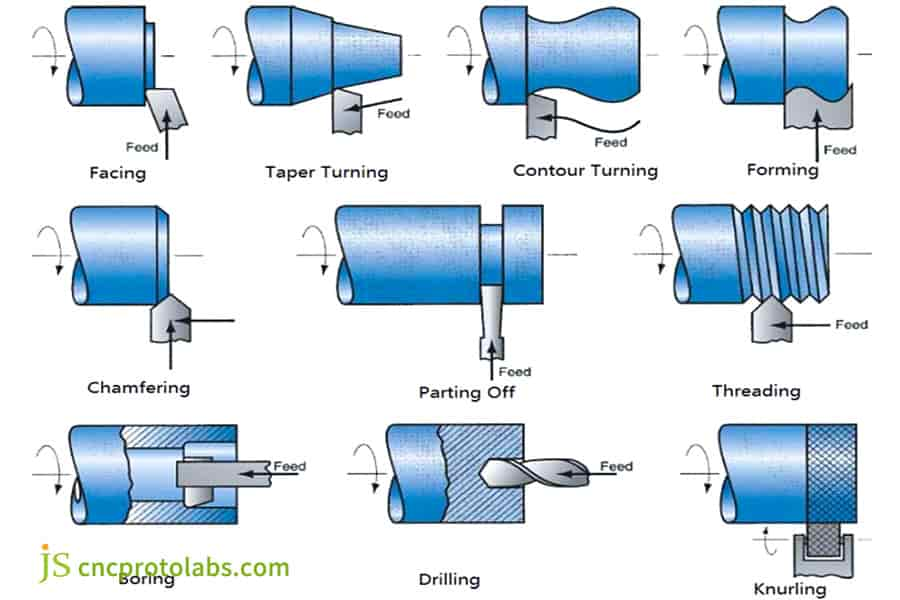
図4:CNC旋削加工プロセスの概略図。
CNC旋削加工において、様々な種類の旋盤をどのように活用すればよいか?
1.水平旋削センター
- 構造上の特徴:完全密閉型ボディ、水平配置のスピンドル、回転するワークピースの上部に工具を配置、自動切りくず除去システムを搭載。
- 主要機能:旋削、フライス加工、穴あけ加工を統合し、電動工具による横方向加工をサポートする。
- 加工上の利点:チップは重力により自然に収集タンクに落下し、 洗浄効率が50%向上。小型から中型の複雑な部品(油圧バルブ本体など)に適しており、1回のクランプで複数の工程を完了できます。標準パラメータ:主軸回転速度3,000~8,000rpm、加工精度±0.005mm。
2.垂直旋盤
- 構造設計:チャックは地面に平らに設置され、タレットは側面から送り込まれます。反転させることも可能です(スピンドルが下、チャックが上)。
- 適用シナリオ:直径500mmを超える大型ワークピース(風力タービン用ベアリングリングなど)の加工。重量部品(単体重量最大10トン)。
- 技術的特徴:低速回転(通常200~800rpm)により、加工の安定性を確保します。反転設計により切りくずの蓄積を低減し、アルミニウム部品の大量生産に適しています。
3.横型CNC旋盤
- 基本機能:標準旋削(外径/端面/ねじ切り)、穴あけ。
- 装置の特徴:開放型または半保護型構造、広い作業スペース。標準で4~8ワークステーションのタレット、手動/自動工具交換に対応。
- 適用分野:小規模から中規模の生産(月産100~2000個)。スリーブやシャフト部品(エンジンのクランクシャフトや油圧シリンダーのバレルなど)の加工。コスト面での利点:エントリーレベルのモデルは15万ドルから30万ドルで、メンテナンスコストも低く抑えられます。
4. 立型CNC旋盤
- 主な特徴:加工対象物は垂直方向に固定され、スピンドルは下側から駆動されて回転する。
- 主な利点:水平加工に比べて設置面積が40%削減されます。短くて厚みのある部品(ギアブランク、大型フランジなど)に適しています。
- 加工上の制約:加工対象物の高さは通常800mm未満です(コラムのストロークによって制限されます)。細長いシャフトの加工には適していません(曲がりや変形が生じやすいため)。産業用途:金型業界のガイドコラム加工、建設機械の大型回転部品。
選択比較表
| タイプ | 部品に適しています | 最大加工径 | 一般的な価格帯 |
| 水平旋削センター | 複雑な多機能小型・中型部品。 | Φ300mm | 80万~200万人 |
| 垂直旋盤 | 大型・重量のある回転部品。 | Φ2000mm | 150万~500万人 |
| 横型CNC旋盤 | 従来型のシャフト/スリーブ部品。 | Φ500mm | 15万~50万 |
| 垂直CNC旋盤 | 短くて太い/直径の大きい部品。 | Φ1200mm | 30万~100万人 |
JS Precisionのホットラインにお電話いただき、部品のサイズとロット数をお知らせください。お客様に最適なCNC旋盤モデルを即座にご提案し、お見積もりをご提示いたします。
事例研究:JS Precision社が医療機器用精密チューブの旋削加工における課題をどのように解決したか
業界および対象部品
医療機器業界の企業が、低侵襲手術向けにステンレス鋼製の精密カニューラを製造している。この部品は、長さ対直径比の高い典型的な回転体であり、内壁には鏡面仕上げが求められる。
顧客の中核的なニーズと初期の課題
主な問題点は2つあります。1つ目は、既存のサプライヤーからの単価が25ドルと高額なことです。2つ目は、6週間という納期が新製品の臨床試験の進捗を著しく遅らせていることです。コスト、精度、納期スピードのすべてを同時に満たせる製造パートナーを早急に必要としています。
JS Precisionによるカスタマイズ旋削ソリューション
当社の精密旋削加工技術により、以下の目標を掲げたソリューションを提供することができました。
精密旋削加工:水平CNC旋盤を使用し、3000~8000rpmの超高速回転と安定性により、このような細身のシャフト部品の加工に適しており、加工部品の真直度と真円度が要求を満たすことを保証します。
内径加工技術:精密研磨された非標準工具(送り速度F200など、特定の切削パラメータを持つものもある)と高圧クーラントを使用することで、二次研磨を行うことなく、一度の加工で内壁を鏡面仕上げにすることができます。
ねじ加工:スリーブの端部に精密なねじ山が加工されます。ねじ切り加工は、確実な接続を確保するために、本文に記載されている説明に従って正確に行われます。
最終結果と価値創造
結果は顧客の期待を大きく上回りました。単価は17米ドルにまで削減され、35%のコスト削減が実現しただけでなく、納期も12営業日に大幅に短縮されました。さらに重要なことに、初回合格率は99.5%を超え、顧客製品は予定より2週間早く臨床試験段階に進むことができ、貴重な市場参入機会を獲得することができました。
貴社の医療機器部品でも同様の画期的な進歩を遂げたいとお考えですか?今すぐ図面をアップロードして、当社の効率的なCNC旋削加工サービスを体験してください。初回サンプルには特別割引が適用されます。

図5:CNC旋削加工されたステンレス鋼製手術用スリーブ
よくある質問
1.旋盤における加工動作方向の種類にはどのようなものがありますか?
CNC旋盤の主な動作方向は、X軸(半径方向)、Z軸(軸方向)であり、上位機種ではY軸(垂直方向)とC軸を追加することも可能です。
2. CNC旋盤加工の利点は何ですか?
CNC旋盤加工は、高精度、高速な加工効率、複雑な回転部品の加工が可能です。金属・プラスチックなど幅広い材料に対応でき、量産に適しており、高度な自動化と廃棄物の最小化を実現します。
3. CNC旋盤の機能は何ですか?
CNC旋盤は、CNC旋削プログラム制御により、回転する対称部品(シャフトやディスクなど)を自動的に加工し、高精度な旋削、溝加工、ねじ切りなどの加工を実現するため、金属/プラスチック部品の量産に適しています。
4. CNC旋盤加工では、一般的にどのような材料が使用されますか?
CNC旋盤加工では、アルミニウム、鋼、ステンレス鋼、真鍮などの金属材料に加え、ナイロン、PEEKエンジニアリングプラスチック、チタン合金などの特殊材料も一般的に使用され、さまざまな加工ニーズに対応します。
5. CNC旋削加工の精度はどの程度ですか?
CNC旋削加工は超高精度で、通常条件下で±0.005mmの精度を実現できます。特に高精度なシャフトやスリーブの加工に適しています。当社は、クローズドループ制御システムと厳格な品質検査プロセスにより、加工結果の安定性と一貫性を確保しています。
6. 見積もりはどのように入手できますか?必要な書類は何ですか?
STEPやIGESなどの一般的な形式の3D図面ファイルをアップロードするだけで済みます。当社のインテリジェントな見積もりシステムが、お客様のCNC旋削加工要件を自動的に分析し、30秒以内に明確で分かりやすい詳細な見積もりを作成します。
7.複雑な構造を1回の操作で形成することは可能ですか?
もちろん、当社のCNC旋削・フライス加工センターは、CNC旋削、フライス加工、穴あけ加工のすべての工程を1つに統合しているため、複雑な部品を一度クランプして成形することができ、二次クランプによる位置決め誤差を効果的に低減できます。
8.チタン合金の機械加工における特別な要件は何ですか?
チタン合金の加工には、特殊な工具と切削油の使用が必要です。さらに、材料の過熱を防ぐため、回転速度と送り速度のパラメータを厳密に制御する必要があります。当社はこのような難削材の加工において豊富な経験を有しており、高品質な旋削加工を実現できます。
まとめ
数値制御旋削技術は、デジタル制御によって従来の加工方法を根本的に変革し、今や製造業の重要な柱となっています。小規模な工房から大規模な生産企業まで、この技術を習得することで、品質を確保しながら効率を大幅に向上させることができ、企業が市場競争で優位に立つことを可能にします。
なぜ当社のCNC旋削加工サービスを選ぶべきなのか?
CNC旋削加工の特性を理解した上で、信頼できるパートナーが必要になるかもしれません。JSは、新世代のインテリジェント旋盤と独自開発の加工システムを備え、お客様が以下のことを実現できるよう、最高のCNC旋削加工サービスを提供しています。
- 複雑な構造物の加工:直径0.5mmの微細なシャフトから、長さ1メートルの大型ローラーまで、あらゆる形状の加工に対応できます。
- 材料の多様性:アルミニウム合金、チタン合金、PEEKエンジニアリングプラスチックなど、50種類以上の材料に対応しています。
- 精度保証:主要寸法の公差は±0.005mm(赤血球の直径の5分の1に相当)以内に制御できます。
JS Precisionは、カスタム処理の3つのステップを完了します。
1. 3D図面をアップロードしてください(STEP/IGESなどの一般的なフォーマットに対応しています)。
2. インテリジェントシステムは、プロセス経路を瞬時に分析し、 30秒以内に見積書を作成します。
3. 注文確定後、最短8時間以内に生産を開始できます(50個以上の小ロット注文に対応)。

免責事項
このページの内容は情報提供のみを目的としています。JS Precision Services は、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証を一切行いません。第三者のサプライヤーまたは製造業者が、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。部品の見積もりを依頼するには、購入者の責任で、これらのセクションの具体的な要件を特定してください。詳細については、お問い合わせください。
JSプレシジョンチーム
JS Precisionは、カスタム製造ソリューションに特化した業界をリードする企業です。20年以上の経験と5,000社を超える顧客実績を持ち、高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。JS Precisionをお選びいただくことは、効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.cncprotolabs.com )をご覧ください。
リソース

