

CNC フライス加工および機械加工サービスは、アセンブリ製造における複雑なアセンブリの製造における中心的なソリューションです。医療機器の重要な部分である産業用ロボット手首モジュールや航空宇宙部品を設計する際、複雑な組み立てが製造システムのプロセス全体の制約となることがよくあります。
従来の部品調達モデルでは、12 個の部品を組み立てるのに 4 時間を要し、公差の累積によりベアリング ハウジングにずれが生じ、 30 パーセントを超える隠れたコストが発生します。
この記事で説明するように、ハイテク CNC フライス加工および機械加工ソリューションの統合 (複雑なアセンブリを製造するための特に包括的なアプローチ) によって、これらの問題に体系的に対処し、アセンブリを「コスト センター」から「競争上の優位性」に変えることができます。
中国に拠点を置くJS Precisionが、その強力なエンジニアリングパートナーの能力と大規模な精密製造能力を活用して、各国の顧客にその地域の一般的な機械加工の能力をはるかに超える節約志向のソリューションをどのように提供しているかを検証します。
主な回答のまとめ
| デシジョンコア | 汎用ソリューションの落とし穴 | JS Precision の統合価値 |
| コスト管理 | 他の人は単品の価格のみを比較していますが、 CNCフライス製品アセンブリのデバッグ、スクラップ、チェーンのサプライ管理に必要な総コストの大幅な増加を考慮していません。 | 当社のソリューションは、DFA/DFM 解析からワークピースの統合製造までをカバーしており、コンポーネントと組立順序を最小限にして総コストを最適化します。 |
| 精度と一貫性 | 複数のサプライヤーに制御されていない累積公差を伴う処理を処理させると、ベンチマークの一貫性がなくなり、累積公差が制御されなくなり、組立精度に影響を及ぼします。 | 分断されたサプライチェーンでは納期を調整する能力が低下し、プロセスの遅延によりすべてのプロジェクトが完全に停止します。 |
| サプライチェーンの回復力 | 分断されたサプライチェーンでは、納期を調整する能力が低下し、プロセスの遅延によりすべてのプロジェクトが完全に停止します。 | ワンストップの CNC フライス加工および機械加工サービス プロバイダーとして、当社はすべてのプロセスを社内で調整し、統一された納期約束と品質責任を提供し、管理を大幅に簡素化し、リスクを軽減します。 |
| テクノロジーの適応性 | 汎用機では様々な材質や複雑な形状を調整して加工することができず、量産時の品質に大きな差が生じます。 | フライス加工、旋削加工、積層造形など複数の工程を統合し、アルミ、スチール、エンジニアリングプラスチックなどの多素材の加工に適し、試作から量産まで安定した品質を確保します。 |
重要なポイント:
1. 真のコストは組み立てにあります。複雑なシステムのコストを削減するには、コンポーネントと組み立て手順を最小限に抑えることがより効率的です。
2. 一貫生産は下請けよりも優れています。なぜなら、重要な嵌合コンポーネントを同じ座標系の同じ高品質工作機械で加工することが、組立精度を確保する唯一の実行可能な方法だからです。
3. ROI は初期のコラボレーションで最も高くなります。設計段階の介入における DFM/A 分析によるコスト削減の可能性は、通常20% を超えます。
4. 中国製造業向けの技術コスト 2 倍のソリューション:中国の大手メーカー, たとえば、JS Precision は、ヨーロッパや米国の最高のグローバル企業の技術レベルを備えながら、より競争力のある価格と応答時間で CNC フライス加工サービスを提供できます。
JS 精密 CNC フライス加工ソリューション: 複雑な製造の負担を軽減
複雑なアセンブリの製造上の課題を解決するには、EEAT 機能を持つパートナーを選択することが重要です。
JS Precision は過去 20 年間、CNC フライス加工分野と積極的に連携しており、自動車、航空、バイオ医療などのハイエンド分野で世界中の500 以上のクライアントと取引を行っており、製造および関連するノウハウを技術力と経験と組み合わせることが重要であることを実感しています。
JSプレシジョンは、5軸ガントリー型マシニングセンタやフライス旋盤など、最大加工能力2000mm×800mm×700mm、±0.005mm以内の高精度位置決め要求を備えたハイエンドマシニングセンタを30台以上保有し、大型部品や複雑部品の加工能力を充実させています。
当社のエンジニアリング チームは、業界で平均 8 年の経験を持つ15 人以上の上級 DFM エンジニアで構成されており、設計段階で考えられる製造および組み立ての問題を特定できます。
現時点で、JS Precision は顧客の平均部品数を 75% 削減し、総コストを 30% ~ 57% 削減し、納期遵守率 99.5% を維持しています。当社はISO9001:2015を取得しており、 AS9100D 航空宇宙認証当社の品質システムは、原材料の調達から最終組み立ての検証までの全プロセスをカバーしています。
複雑なアセンブリで 50% 以上のコスト削減が達成できるかどうかを検証したいですか?今すぐ JS Precision のエンジニアに連絡し、アセンブリ情報を提供して、無料のカスタマイズされた CNC フライス加工および機械加工サービス ソリューションを受け取り、スペース節約と精度向上の可能性を明確に理解してください。
統合された CNC フライス加工および機械加工サービスは、どのようにして組み立てコストを削減できるのでしょうか?
JS Precision の機能を理解すると、統合された CNC フライス加工および機械加工サービスがどのようにして組み立てコストを削減できるのか疑問に思うかもしれません。このソリューションには、全体的なコスト構造の包括的な分析が含まれます。 CNC フライス加工および機械加工サービスは、目に見えないコストや隠れたコストをシステム レベルで排除できます。
コストの氷山: 目に見えないアセンブリとデバッグのコスト
多くの組織では、コンポーネント モデルに関連する隠れたコストの重大な影響を無視して、個々のコンポーネントの価格が評価されます。
従来のコンポーネント モデルでは、組み立て時間、デバッグの手戻り、追加の治具、および管理の調整に関連するコストが、このようなモデルにかかる総コストの 30% 以上を占めます。
たとえば、異なるサプライヤーから調達されたコンポーネントの場合、インターフェイスの互換性がないため、さらに 2 ~ 3 日のデバッグが必要になる場合があります。このような労力のコストは、しばしば過小評価されがちです。
一貫生産における引き算:複数の部品から1つのワークへ
JS Precision は、部品の統合と機能の統合を行う際に CNC フライス加工と機械加工を使用することで、組み立てプロセスとコネクタに関連するコストを直接削減します。
たとえば、12 個の独立したアルミニウムとスチールの部品を 3 つのコアコンポーネントに統合します。 5軸フライス加工部品点数9点の加工コストを削減するだけでなく、ネジ止めやピン位置決めなどの組み立て工程を完全に省略します。
| コストタイプ | 従来のコンポーネントモデルの割合 | JS 精密統合モデルの割合 | 貯蓄率 | 平均年間節約額 (100,000 ユニットの量産) |
| 部品加工費 | 25% | 30% | -20% | -50,000ドル |
| 組み立てとデバッグのコスト | 35% | 5% | 85.7% | 30万ドル |
| 管理調整費 | 20% | 3% | 85% | 170,000ドル |
| スクラップロスコスト | 10% | 1% | 90% | 90,000ドル |
| その他の隠れたコスト | 10% | 1% | 90% | 90,000ドル |
| 総コスト | 100% | 40% | 60% | 60万ドル |
アセンブリの総コストを正確に計算したいですか?部品の図面と組み立て要件を送信すると、JS Precision が従来の方法と統合された CNC フライス加工および機械加工サービスのコストの違いを無料で比較してくれるため、隠れた経費を確認し、最適なコスト削減方法を見つけることができます。
汎用機械加工が複雑なアセンブリに失敗する理由: 課題の 3 つ
これらのアセンブリには、非常に高い基準の製造精度、調整、および拡張性が必要です。一般的な分散加工方法では、これらの要件に十分に対応できません。 CNCフライス加工サービスこのような課題に対処するには統合する必要があります。
蓄積された公差とインターフェースのマッチング問題
複数の部品が異なるサプライヤーから供給される場合、各サプライヤーの加工ベンチマークは異なります。たとえ個々の部品が図面要件を満たしていても、公差は累積して拡大します。
たとえば、5 つの部品で構成されるアセンブリの場合、公差は ±0.02 mm と指定されていますが、最終的な公差の累積は±0.1 mm 以上に達し、ベアリングの位置ずれ、アセンブリの干渉、または機能障害につながる可能性があります。
複数の材料とプロセスのコラボレーション
アセンブリには、アルミニウム、スチール、エンジニアリング プラスチックなどの複数の材料が関与することがよくあります。これには、フライス加工、旋削加工、積層造形などの多くのプロセスが伴います。サプライヤーが分散している場合、プロセス順序を最適化することはできません。
たとえば、熱処理後の部品の歪みはその後のフライス加工で正確に補正できず、表面処理との適合性の問題が適合しない可能性があるため、コラボレーションの失敗率は 30% 程度を超えます。
スケーリングとサプライチェーンの脆弱性
試作開発から量産まで、サプライチェーンが分散している場合のデメリットはさらに大きくなります。サプライヤーが異なれば生産サイクルも異なり、納期を調整するのは困難になります。どの部品でも故障するとプロジェクトが停止します。サプライヤーの追加、変更、または拡張には、再認定に 1 ~ 2 か月かかります。
コスト削減の技術的柱: 高度な CNC 加工の詳細
費用対効果の高い技術サポートの柱は 4 つあります。これらにより、CNC フライス加工サービスだけでなく、より高い精度と効率を達成することが可能になります。 大型部品のCNCフライス加工。
DFA/DFM: 節約のための青写真
JS Precision のエンジニアは設計段階に関与し、アセンブリ指向設計 (DFA) を通じて部品レイアウトを分析および最適化し、ファスナーの使用を削減します。 Design for Manufacturability (DFM) フィードバックを通じて処理の難易度を軽減します。
たとえば、深穴を段付き穴に変更すると、工具コストが 30% 削減され、工具破損の可能性も減ります。鋭利なコーナーを丸いコーナーに変更して、フライス加工時間を 25% 向上させることができます。このような DFA/DFM 分析では、通常、平均 20% ~ 35% の範囲の節約が得られます。
高レベルのプログラミングとツールパス インテリジェンス
当社は、5 軸同時プログラミングなどの最先端の加工戦略を適用しており、その結果、深いキャビティや硬い材料を加工する際の加工効率と工具寿命が40% 以上向上しました。
大型部品の CNC フライス加工では、プログラミング スタッフが加工中の変形や応力、大型フレーム機械のコンポーネントの加工精度を正確に制御します。
巨大なタスクのための特殊なプロセス
JS Precision には大規模な部品加工工場もあります。 JS Precision のガントリーフライス盤の加工ストロークは 2000mm x 800mm x 700mm です。
さらに、カスタム設計のケミカルジョイントを採用したことで、大型部品の加工中も安定した状態を維持できます。さらに、ガントリーフライス盤では加工精度を追跡するために、レーザートラッカーなどの大型測定機器が使用されています。
チェックポイントではなくシステムとしての品質
当社は、次の基準に完全に準拠したクローズドループ品質システムを開発しました。 ISO 9001:2015 。 First Article Dimension Report (FAIR) と Statistical Process Control (SPC) から最終アセンブリ検証までのすべての手順はデータ主導型です。
サプライチェーンの統合を通じて、原材料のバッチの一貫性を確保し、ソースからの品質を保証し、量産部品の一貫性誤差を±0.008mm以内に制御します。
最初からコスト競争力のある設計をご希望ですか? JS Precision エンジニアリング チームに連絡して、CNC フライス製品の要件を共有すると、無料の DFA/DFM 分析が受けられます。これにより、当社の CNC フライス加工サービスが事前の設計に対応できるようになります。
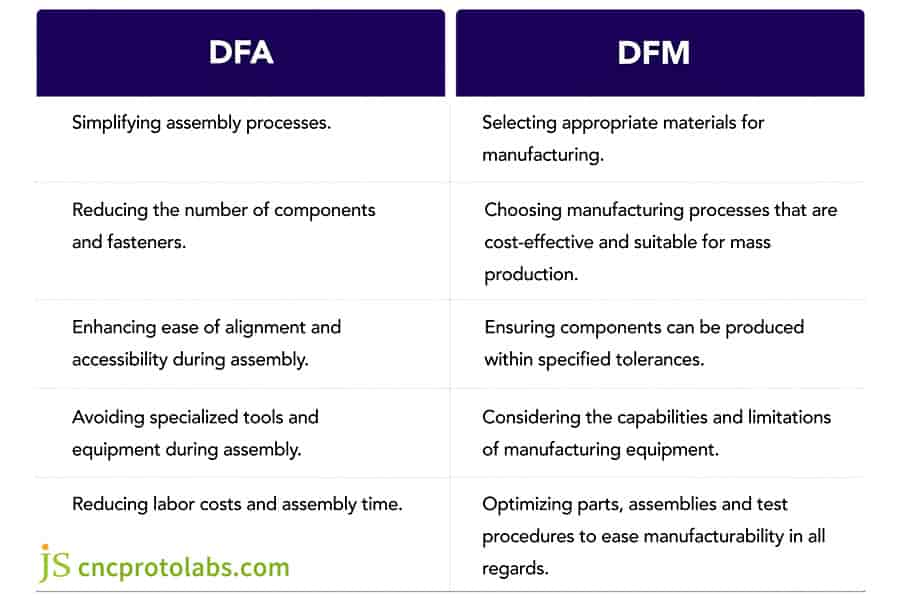
図 1 DFA と DFM の主な目的
大規模な一貫性: すべての CNC フライス加工部品が確実に完璧に適合するようにするにはどうすればよいですか?
大量生産では、オプション部品を必要とせずに瞬時に組み立てられるよう、何千もの CNC フライス製品が一貫した精度を維持する必要があります。これには、設備、ベンチマーク、プロセスの 3 つの側面からの共同保証が必要です。
工作機械の精度は始まりに過ぎません: 熱補償とプロセス監視
JS Precision の用途ハイエンド工作機械リニアエンコーダフィードバックと熱膨張誤差補正のためのソフトウェア制御が組み込まれています。
これにより、環境の温度変化によって生じる可能性のある誤差を完全に補正し、±0.003mm以内の精度を保証します。また、ツールの摩耗によって発生する可能性のあるエラーを自動的に検出して修正できるオンライン プローブ システムも備えています。
統一基準系:加工から検査まで絶対座標系
精度を確保するには、 1 台の機械で 1 回のクランプで重要な嵌合特性を完了することが非常に重要です。 JS Precision では、プログラミングと加工に絶対座標系を採用しています。
JS Precision の三次元測定機 (CMM) の測定座標系は、加工座標系と理想的に調整されており、生産時に直接測定が行われ、 ±0.002 mm の再現精度が達成されます。
ケーススタディ: 57% コスト削減 – 産業用ロボット アーム アセンブリの変革
ある自動化機器メーカーは、6 軸ロボットのリスト モジュールの製造という課題に直面していました。オリジナルのデザインは、ネジとピンで組み立てられた 12 個の別々のアルミニウムとスチールの部品で構成されていました。これにより、 CNC フライス加工サービスの価格が高くなっただけでなく、精度と効率に重大な問題が生じました。
課題
ベアリング ハウジングの同軸誤差 0.08 mm を許容できず、ロボットが誤動作し、現場でのデバッグの成功率は 1 ユニットあたり平均 4 時間でわずか 85%でした。12 個の部品が 3 社のサプライヤーのみから調達されていたため、配送の調整が困難で、最大 15 日間の遅延が発生しました。また、量産の総コストは 1 ユニットあたり 120 ドルでした。
JS プレシジョン ソリューション
1. DFA/DFM 再構成: 12 のコンポーネントを 3 に細分化します。これには、アルミニウム製のメインフレームとスチール製のトランスミッションの 2 つのコンポーネントが組み込まれ、すべてのベアリング ハウジングが統合されます。
2. 工程統合:一体化したアルミフレームを5軸ガントリーマシニングセンタで一括加工し、軸受箱穴の同軸度公差φ0.03mmを実現。スチール部品は次の方法で加工されます。 フライス盤と旋盤同じ工場内で同じプロセス統合の目的を持っています。
3. 品質管理: CMM を使用してフレーム全体の精度を測定し、正確な 3D 偏差クロマトグラムを提供します。生産プロセス全体は、パラメーターの調整に役立つ SPC システムを使用して制御されます。
結果
部品数は 75% 減少し、組み立て時間は 4 時間から 30 分に短縮され、試運転パスは以前のレベルに比べて 99.9% になり、ユニットあたりの製造コストは 51.6 ドルに低下し、57% 削減されました。
リードタイムは 45 日から 25 日まで短縮されましたが、納期厳守率は以前と比べて 99.5% になりました。堅牢なモジュール設計が 30% 向上し、耐用年数が 2 年長くなりました。
お客様のフィードバック: 「JS Precision の CNC フライス加工と機械加工を組み合わせたプロセスにより、組み立ての問題全体が解消されました。これにより、コスト面で大きなメリットが得られ、市場での競争上の優位性を得ることができました。」
同様の複雑なアセンブリ製造の課題を抱えていますか? JS Precision のエンジニアに連絡して、製品の問題点について詳細な説明を提供してください。また、1 対 1 のソリューション コンサルティングを受けて、専門チームがお客様に合わせて統合製造ソリューションをカスタマイズできるようになります。
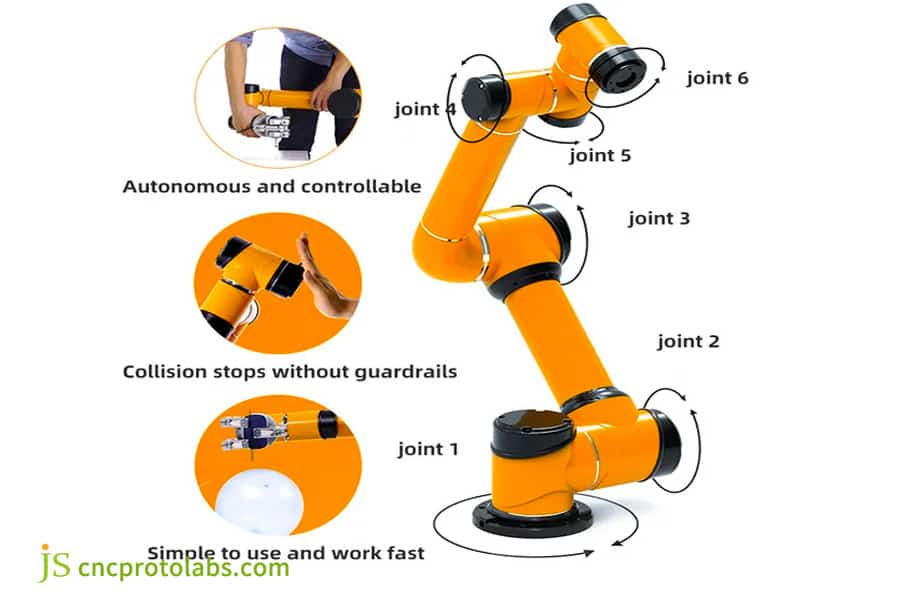
図 2 6 軸多関節アーム ロボットは、手の届く範囲内のほぼすべての点で、ほぼすべての角度で物体をつかむことができる 6 つの異なる回転からその名前が付けられています。
CNC フライス盤のコストとプロジェクトの見積もりを実際に左右する要因は何ですか?
と質問されるお客様も多いです CNCフライス盤のコスト。実際には、価格の内訳は基本的に、機械の能力や部品の設計自体など、いくつかの要因によって決まります。これは、可能な限り最善の決定を下すのに役立ちます。
機能プレミアム: 5 軸、マルチチャンネル、および大型工作機械
5 軸リンク、フライス加工および旋削複合加工機、および大ストローク動作の工作機械には、より高い設備投資と運用コストがかかります。
たとえば、5 軸ガントリー マシニング センターの資本コストは、一般的な 3 軸工作機械の資本コストの3 ~ 5 倍高くなります。ただし、5 軸マシン センターは複雑な部品の加工を 1 回のパスで実行できるため、ユニットあたりのコストが低くなります。
| 工作機械の種類 | 購入原価係数 | 運営コスト係数 | 加工精度 | 適用部品の種類 | 単価係数(複合部品) |
| 一般的な三軸フライス盤 | 1 | 1 | ±0.01mm | シンプルな構造、単一平面部品 | 1 |
| 5軸連動フライス盤 | 3.5 | 1.8 | ±0.005mm | 複雑な曲面、多面加工部品 | 0.6 |
| ミルターンターニングセンター | 4 | 2 | ±0.003mm | シャフト型多機能部品 | 0.5 |
| 大型ガントリーフライス盤 | 5 | 2.5 | ±0.01mm | 2000mmを超える大型フレーム部品 | 0.7 |
ジオメトリ: プログラミング時間と材料使用量
複雑な表面、詳細なフィーチャ、および薄肉コンポーネントの存在により、プログラミングと加工時間は飛躍的に増加します。たとえば、複雑な表面を持つコンポーネントのプログラミング時間は他のコンポーネントの 2 ~ 3 倍かかりますが、薄肉コンポーネントの場合は加工効率が 50% 低下します。
レイアウトの最適化により、材料使用率が60% から 85% に向上し、その結果、大型部品の CNC フライス加工のコストが15% ~ 20%削減されました。
価格の内訳が必要ですか?部品の 3D モデルを JS Precision に送信するだけで、プロセスに含まれる各ステップのコストの割合を示す、CNC フライス盤のコストの内訳が無料で提供されます。

図 3 長方形や円柱などの単純な形状は、より速く、より安価に処理できます。
節約へのロードマップ: カスタマイズされた CNC 加工ソリューションを始めるには?
共同作業するためのより良い方法があります。 JS Precision は、簡単に調整できる 3 段階のコラボレーション方法を提供します。 CNCフライス加工サービスあなたの要件に従って。
ステップ 1: 絵だけでなく「チャレンジ」を提出する
ランダムな箇所にある部品の図だけでなく、アセンブリ モデル、パフォーマンスのニーズ、問題点の説明にも貢献していただくことをお勧めします。次に、JS Precision のエンジニアは要件を完全に理解し、体系的な DFA 分析を開始して、最適化のための主要な領域を正確に特定できます。
ステップ 2: 詳細なエンジニアリングレビュー会議への参加
JS Precision は、ビデオ会議を通じて設計チームと直接コミュニケーションをとる、部門間のエンジニア チームを設立します。エンジニアは、部品の統合やプロセスの最適化、最適なプロセスルートなどのソリューションを提供し、技術的なご質問にお答えします。
ステップ 3: 明確な見積もりとプロトタイプの計画を取得する
透明性の高い見積もりと計画は、部品の削減や組み立ての削減など、従来の個別製造に比べて統合製造ソリューションの全体的なコスト削減を具体的に示します。設計の実現可能性を確認するために、通常 2 ~ 3 週間で完了するラピッド プロトタイピングの計画が立てられます。
よくある質問
Q1: 統合設計では、個々のワークピースがより大きく、より複雑になります。これにより、CNC フライス加工のコストが上昇するのではありませんか?
単一部品の加工コストは高くなる場合がありますが、JS Precision では複数の部品の加工、取り扱い、組み立て、品質検査にかかるコストが不要になり、より安定した品質を確保しながら総コストを大幅に削減できます。この利点は、大量生産になるとさらに顕著になります。
Q2: 一体化した部品はどのくらいのサイズまで加工可能ですか?
JS Precisionのビッグガントリーミーリングセンターは、 2000mm × 800mm × 700mmのアルミニウム合金ワークピースを加工でき、ほとんどの業界の大きなフレームや構造物の加工要件を満たすことができます。
Q3: すべてのマルチマテリアルアセンブリを処理できますか?
はい、JS Precision は、アルミニウム、鋼、ステンレス鋼、真鍮、エンジニアリング プラスチックなどの材料の精密フライス加工と旋削加工を提供します。各部品の工程順序や表面処理を調整し、互換性を確保することが可能です。
Q4: 一体化した大型部品の加工精度を確保するにはどうすればよいですか?例えば全長の平面度でしょうか?
JS Precisionの場合、応力変形を制御するために高速光切断戦略を採用しています。加工・検査には温度管理された作業場を採用。長さ1mのアルミ部品の平面度を±0.1mm/m以内に制御可能です。
Q5: 海外サプライヤーとのコミュニケーションやプロジェクト管理は難しいですか?
全くない。 JS Precision は、英語を話すプロジェクト マネージャーとエンジニアリング チームを採用しており、最新情報やデータがオンラインでリアルタイムに提供されるオンライン コラボレーション プラットフォームを活用しています。
Q6: 表面処理や熱処理もサービスに含まれていますか?
はい。また、ワンストップの後処理ソリューション陽極酸化、サンドブラスト、塗装、溶液エージングなどの熱処理プロセスなど、管理を確保し、他のサプライヤーとの統合におけるリスクを最小限に抑えます。
Q7: 納期は通常どれくらいかかりますか?
標準レベルの複雑さを伴うアセンブリの場合、プロトタイプの開発には2 ~ 3 週間かかります。大規模生産には、量に応じて4 ~ 8 週間かかります。納期要件を満たすために、JS Precision は緊急の需要に対応するためのプロセスを迅速化しました。
Q8: 中国の JS プレシジョンは中国のソースと比較してどうですか?
JS Precision は、同等またはそれ以上の技術能力 (特に複雑で大型の部品の加工) を提供しながら、サプライ チェーンと製造エコシステムの利点を通じて、より競争力のある総コストとより速い応答時間を提供できます。
まとめ
複雑な組み立てと製造に関連する問題は、決して個々の機械加工に関するものではなく、システム全体内の共同作業の問題に関係します。したがって、CNC フライス加工および機械加工サービスに関連する総合的な機能は、関連する溶接、精度、供給関連の懸念に対処するのに役立ちます。
JS Precision は、適切な統合と蓄積された経験の助けを借りてすべての制限を排除し、複雑な組み立てを競争力の優位性に変えます。
製造計画についてもう一度考えてみましょう。
アセンブリモデルをお送りくださいまたは最も困難なコンポーネント。当社のエンジニアは、緊密なコラボレーションを通じて享受できる潜在的な節約とパフォーマンスの向上を明確に示す「無料の統合製造およびコスト削減の可能性分析レポート」を提供します。
貴社のアセンブリをコストの負担から市場での優位性のあるものに変えるために協力しましょう。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

