

Mecanizado micro-CNC es el núcleo de la fabricación de precisión. En los microsensores aeroespaciales, una desviación de incluso 0,02 mm en el orificio avellanado de 1,8 mm puede causar fallas en la señal; en los implantes médicos, la inestabilidad dimensional en los pequeños orificios avellanados afecta directamente la biocompatibilidad humana.
Los escenarios anteriores indican cuán importante es la precisión en la fabricación de piezas pequeñas y cuán preciso puede ser el mecanizado CNC central. Esto requiere una elección cuidadosa de un proveedor de piezas de mecanizado CNC que sea competente en mecanizado micro CNC.

Este artículo analiza el núcleo del mecanizado perfecto de orificios avellanados y detalla cómo JS Precision proporciona piezas de mecanizado CNC personalizadas confiables con tecnología de mecanizado CNC pequeña de vanguardia para resolver los desafíos de mecanizado a nivel de micras .
Resumen de respuestas principales
| Desafíos principales | Conceptos erróneos comunes | Soluciones de JS Precision |
| Control de precisión a microescala | El uso de parámetros de mecanizado y herramientas de corte convencionales produce rebabas y dimensiones inestables. | Al utilizar herramientas de corte de microdiámetro y optimizar la dinámica de corte, se puede lograr una tolerancia estable de ± 0,01 mm . |
| Formación perfecta del agujero del avellanador | Ignorando la influencia del desgaste de la herramienta y la coaxialidad del husillo en la calidad del agujero cónico. | Las técnicas de avellanado CNC junto con las técnicas de monitoreo en línea proporcionan un biselado uniforme en la apertura del orificio con precisión en profundidad. |
| Procesamiento de piezas complejas y pequeñas. | La mayoría de la gente cree que las geometrías complejas implican necesariamente una pérdida de precisión o costes extremadamente altos . | De múltiples fines microfresado de cinco ejes y una sujeción innovadora permitirá encontrar el equilibrio adecuado entre complejidad y precisión en la fabricación de piezas mecanizadas CNC personalizadas. |
| Rentabilidad de lotes pequeños | Se cree que el costo del mecanizado CNC para lotes pequeños es inevitablemente alto. | Ofrecemos precios transparentes y modulares y reducción de costos unitarios a través de la optimización de procesos, haciendo que las producciones de lotes pequeños sean igualmente económicas. |
Conclusiones clave
- Los agujeros avellanados perfectos son un problema sistémico de ingeniería porque representan la sinergia óptima posible entre la precisión geométrica de la herramienta de corte, la dinámica del husillo, las propiedades del material y los sistemas de refrigeración.
- El núcleo de la microfabricación es la estabilidad: más importante que perseguir parámetros extremos es controlar la vibración, la deformación térmica y el desgaste de las herramientas para garantizar la consistencia en cada pieza.
- Colaborar en los diseños desde el principio podría reducir los costos en más de un 30 %: esto se debe a que incluir recomendaciones de capacidad de fabricación dentro del proceso de diseño puede mitigar las dificultades de mecanizado y los desafíos asociados con las piezas mecanizadas CNC personalizadas.
- La selección de proveedores significa selección de socios de ingeniería: significa que los buenos proveedores de piezas de mecanizado CNC deben ser capaces de proporcionar no sólo cotizaciones sino también soporte técnico general, como análisis DFM.
Por qué confiar en JS Precision Machining para sus piezas personalizadas
JS Precision lleva 15 años involucrado en la industria del mecanizado CNC, enfocándose particularmente en el mecanizado micro CNC y la fabricación de piezas pequeñas de precisión. Hemos atendido a más de 5000 clientes con nuestras soluciones personalizadas que van desde equipos aeroespaciales hasta equipos sanitarios y electrónica de alta calidad.
Contamos con más de 120 máquinas de mecanizado de alta precisión que incluyen 30 centros de mecanizado micro CNC de cinco ejes de velocidad ultraalta que poseen un error de repetibilidad de no más de ±0,002 mm a una velocidad de 30 000 a 60 000 RPM.
En cuanto a los criterios de control de calidad, seguimos estrictamente las directrices de ISO 6789 , que son herramientas de montaje para tornillos y tuercas: herramientas de torsión manuales. También hemos desarrollado un proceso de prueba completo con dispositivos de prueba modernos, como microscopios confocales láser y máquinas de medición de coordenadas con microsondas, con una precisión de medición de ±0,001 mm.
Por lo tanto, todas las piezas de mecanizado CNC personalizadas que fabricamos se fabrican con precisión según los parámetros de diseño. El índice de calificación del producto durante los últimos tres años ha sido consistentemente superior al 99,8% y el índice de recompra de clientes supera el 75%.
Además de esto, también contamos con un equipo tecnológico de más de 50 ingenieros senior listos para ofrecer a los clientes servicios técnicos integrales , desde análisis DFM hasta optimización de la producción .
Una vez también ayudamos a los microconectores de aleación de titanio de un cliente médico a aumentar el rendimiento de producción del cliente del 65 % al 99,8 % y a reducir los costos generales en un 25 % gracias a nuestra solución para mecanizar orificios avellanados.
¿Quiere confirmar nuestra ventaja técnica y el beneficio de los servicios? Póngase en contacto con los consultores técnicos de JS Precision para compartir con ellos sus requisitos para piezas de mecanizado CNC personalizadas. A cambio, le ofreceremos un análisis DFM y un presupuesto gratuitos. Además, también podemos enviarle casos de estudio de mecanizado que cumplan con la norma ISO 6789.
¿Cómo logra el mecanizado micro CNC una fabricación precisa de piezas pequeñas?
El proceso de mecanizado micro CNC es la base para la producción de precisión de piezas pequeñas y normalmente requiere maquinaria de alta gama, corte profesional y procesos diseñados científicamente.
1.Máquina herramienta y husillo: la clave de las diferencias milimétricas:
Las máquinas herramienta de mecanizado Micro CNC necesitan rigidez, codificadores lineales de 0,1 μm y husillos de 30.000 a 60.000 RPM. El equipo propiedad de JS Precision puede reducir la vibración de corte, controlar con precisión la trayectoria , reducir la fuerza de corte de herramientas de microdiámetro y garantizar la precisión.
2.El arte y la ciencia de las herramientas de corte de microdiámetro:
Las herramientas de corte de carburo y/o diamante de <1 mm son las básicas. El descentramiento de las herramientas de corte de precisión es inferior a <0,003 mm. Los parámetros de compatibilidad de materiales se dan en la siguiente tabla:
| Material de mecanizado | Material de la herramienta | Revestimiento recomendado | Rango de diámetro de herramienta (mm) | Requisito de desviación máxima (mm) | Velocidad de corte aplicable (m/min) |
| Aluminio 6061 | Carburo | contenido descargable | 0,2-1,0 | ≤0,003 | 150-250 |
| Acero inoxidable 304 | Carburo | TiAlN | 0,3-1,0 | ≤0,0025 | 80-120 |
| Aleación de titanio Ti-6Al-4V | Carburo recubierto de diamante | AlCrN | 0,5-1,0 | ≤0,002 | 50-80 |
| Plástico POM | Carburo | Sin recubrimiento | 0,2-1,0 | ≤0,003 | 200-300 |
La coincidencia precisa de los parámetros de la herramienta puede mejorar la precisión del mecanizado y la vida útil de la herramienta.
3.Corte y Enfriamiento Estratégico:
Con el uso de un método de ' pequeña profundidad de corte, alta velocidad de avance ' y la aplicación de tecnologías de enfriamiento atomizado o aire frío a baja temperatura, la eliminación de viruta y la temperatura se han controlado adecuadamente, asegurando así la estabilidad dimensional.
¿Qué técnicas de avellanado CNC pueden lograr un montaje impecable?
Los agujeros avellanados precisos determinan la fiabilidad de todo el conjunto. El núcleo de las técnicas de avellanado CNC incluye la selección de herramientas, la configuración de parámetros y la optimización de la ruta.
1.Selección de herramienta: ¿90° o 120°? No es sólo una cuestión de ángulo
Brocas avellanadoras de 90° adecuadas para montaje general, mientras que de 120° para conexiones de alta resistencia en aplicaciones aeroespaciales . Se eligen herramientas con revestimiento de diamante para mecanizar aleaciones de aluminio para mejorar el acabado superficial , mientras que se eligen revestimientos de TiAlN para mecanizar acero inoxidable para prolongar la vida útil de la herramienta.
2.Regla de oro de los parámetros: velocidad del husillo, velocidad de avance y ciclo de perforación de picoteo
Diferentes materiales y herramientas requieren parámetros de mecanizado específicos, como se muestra a continuación:
| Material | Especificación de la herramienta | Velocidad del husillo (RPM) | Velocidad de alimentación (mm/rev) | Escenarios aplicables |
| Aluminio 6061 | Broca avellanada de 90° de 3 mm de diámetro | 8000-12000 | 0,03-0,05 | Componentes electrónicos generales. |
| Acero inoxidable 304 | Broca avellanada de 90° de 2 mm de diámetro | 4000-6000 | 0,01-0,02 | Piezas estructurales mecánicas. |
| Aleación de titanio Ti-6Al-4V | Broca avellanada de 1,5 mm de diámetro y 120° | 3000-5000 | 0,008-0,015 | Dispositivos médicos |
Los agujeros avellanados con grandes relaciones entre profundidad y diámetro requieren un ciclo de perforación para evitar que la viruta se obstruya y afecte la calidad del mecanizado.
3.Optimización de la ruta del programa
JS Precision adopta interpolación helicoidal para el proceso de alimentación y un movimiento de retorno racional para evitar rebabas y marcas de vibración cuando se abre el orificio.
Interesado en aprender más sobre exactamente Técnicas de avellanado CNC ? Se puede contactar a JS Precision para solicitar la descarga del “Informe técnico sobre tecnología de avellanado”.
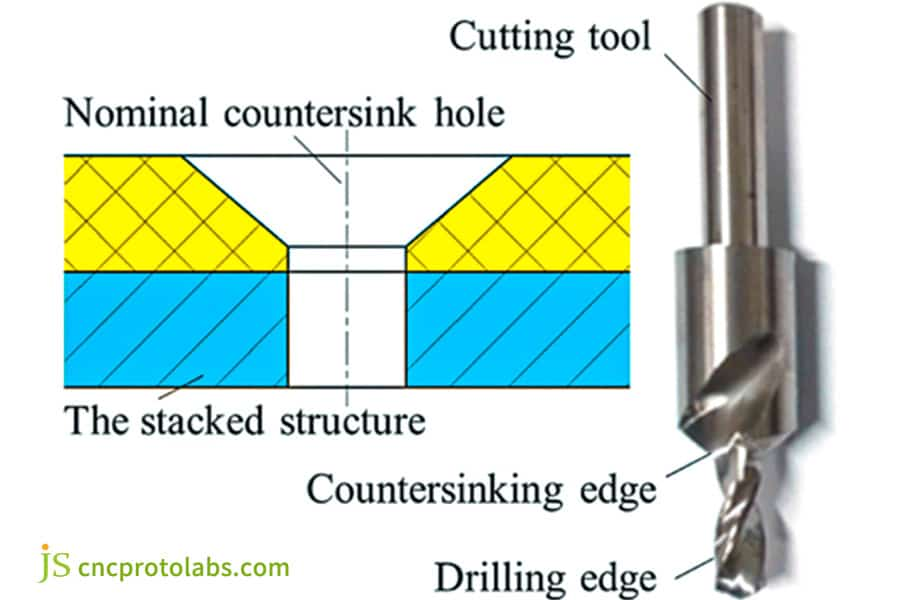
Figura 1 Análisis del diagrama esquemático de ingeniería de la estructura de orificios avellanados, jerarquía de apilamiento y funciones de taladrado y biselado de herramientas.
Trampas y contramedidas: ¿Qué factores pueden arruinar un agujero avellanado en un mecanizado CNC pequeño?
Los problemas de avellanado de orificios en el mecanizado CNC pequeño incluyen rebabas alrededor de la abertura del orificio, vibraciones o marcas en las superficies cónicas y problemas de precisión dimensional. Las soluciones de JS Precision para estos problemas son las siguientes:
Problema 1: Rebabas y desgarros en la abertura del orificio
Rebabas en la abertura del orificio: Los factores que contribuyen pueden incluir herramientas de corte desafiladas, parámetros de corte inadecuados o dureza del material de trabajo. Las medidas correctivas para este problema implicarían el reemplazo frecuente de herramientas de corte, la optimización de los parámetros de corte u operaciones de acabado secundario en componentes de precisión.
Problema 2: Mala rugosidad de la superficie cónica o marcas de vibración
Marcas en superficies cónicas: causadas por voladizo, falta de rigidez de sujeción o resonancia basada en parámetros. Corrija reduciendo la longitud del portaherramientas, mejorando la rigidez de sujeción y evitando parámetros de resonancia.
Problema 3: Profundidad y diámetro inconsistentes
Dimensiones inconsistentes: debido al desgaste de la herramienta, movimiento del husillo o referencia inconsistente de la pieza de trabajo. Solución: mejorar la vida útil de la herramienta mediante cambios regulares de herramienta, inspeccionando el husillo para establecer la referencia correcta de la pieza de trabajo.

Figura 2 Broca de máquina herramienta CNC orientada hacia una pieza de trabajo de metal para mecanizar un orificio avellanado.
¿Cómo controlar la profundidad absoluta de los orificios avellanados en la fabricación de precisión de piezas pequeñas?
La profundidad absoluta del orificio avellanado afecta la planitud del tornillo y es un indicador clave para la fabricación precisa de piezas pequeñas, que requieren el cumplimiento de las normas. ISO 8015 . JS Precision controla la profundidad utilizando tres técnicas.
- Preajuste de herramientas y compensación en línea: La longitud de preajuste de herramientas de ±0,001 mm se complementó con una corrección de programación en línea en función del desgaste, así como una corrección en línea en tiempo real mediante una sonda de contacto con una precisión de ±0,005 mm .
- Estrategia de control de profundidad en la programación: La función CAM "Mecanizado de superficie inferior" se utiliza para el control de profundidad y se adopta el "avance normal" para el mecanizado de superficies curvas y en rampa para garantizar la misma profundidad.
- Springback y Verificación del Material: El springback se contabiliza en la primera producción de material resistente, junto con el proceso de verificación realizado a través de un perfilómetro óptico y una máquina de medición de coordenadas para satisfacer la tolerancia.
¿Cómo lograr una producción rápida y económica optimizando el proceso de mecanizado CNC pequeño?
La empresa, aunque conserva la precisión proporcionada por la fabricación de piezas pequeñas de precisión, ha optimizado el proceso de mecanizado CNC pequeño en tres dimensiones para garantizar una producción rápida y económica en JS Precision.
- Anidamiento inteligente: el software CAM ayuda a optimizar el diseño de la manta, mejorando así la eficiencia del uso del material del 40% al 65% , el tiempo de inactividad de las máquinas herramienta y la eficiencia general.
- Automatización y cambios rápidos: el uso de accesorios y robots de cambio rápido de punto cero para carga y descarga ayuda a reducir el tiempo de cambios a cuestión de minutos. La efectividad del equipo aumenta a más del 85%.
- Gestión inteligente del almacén de herramientas: los almacenes de herramientas que ofrecen 120 o más posiciones de herramientas , junto con el software de gestión, son capaces de recuperar automáticamente las herramientas, realizar un seguimiento de la vida útil de las herramientas y minimizar el tiempo de inactividad debido a la espera del cambio de herramientas.
¿Quiere reducir costos y aumentar la eficiencia de su pequeño mecanizado CNC ¿negocio? Póngase en contacto con los ingenieros de procesos de JS Precision y comparta con ellos sus necesidades de piezas de mecanizado CNC personalizadas. En JS Precision podemos optimizar el mecanizado para usted y ofrecerle soluciones que pueden reducir el costo de mecanizado.
¿Qué debe hacer cuando sus piezas de mecanizado CNC personalizadas superan el diseño convencional?
Los agujeros profundos, los componentes de paredes delgadas y otras piezas complejas de mecanizado CNC personalizadas son aún más difíciles de trabajar. JS Precision supera todas estas dificultades con facilidad utilizando nuestra tecnología de punta y soluciones personalizadas .
- Fresado microcnc de cinco ejes: termina cinco superficies en una sola configuración, superando problemas de errores de posicionamiento en operaciones repetitivas para superficies curvas.
- Accesorios personalizados: Estos accesorios ayudan en la aplicación de fuerza uniforme , evitando la deformación del metal. Ejemplos: Los dispositivos de expansión por vacío, etc.
- Complemento Micro-EDM: Utilizado para microagujeros con altas relaciones de aspecto ≥0,1 mm o para procesar materiales duros, Micro-EDM también se puede considerar como un complemento de Mecanizado de fresado CNC .
¿Cuánto se calcula el costo del mecanizado CNC para pedidos de lotes pequeños?
Se puede optimizar el costo de piezas mecanizadas CNC personalizadas en lotes pequeños. JS Precision analiza el desglose "¿Cuánto cuesta el mecanizado CNC?" y proporciona soluciones de reducción de costos.
1.Análisis de la fórmula de composición de costos:
La composición de costos y el potencial de optimización para diferentes tamaños de lotes se muestran en la siguiente tabla, presentando claramente la lógica de impacto central de los costos:
| Ordenar lote (piezas) | Porcentaje del costo del material (%) | Porcentaje del costo de mano de obra de máquina herramienta (%) | Porcentaje de asignación de costos de preparación de ingeniería (%) | Porcentaje de asignación de costos de accesorios (%) | Potencial de optimización de precisión de JS (%) | Medidas de optimización principales |
| 1-10 | 15-20 | 25-30 | 35-40 | 10-15 | 20-25 | Preparación de ingeniería modular, accesorios compartidos. |
| 11-50 | 20-25 | 30-35 | 20-25 | 5-10 | 15-20 | Anidamiento inteligente, parámetros de procesamiento optimizados |
| 51-100 | 25-30 | 35-40 | 10-15 | 3-5 | 10-15 | Carga y descarga automatizada, adquisición de material por lotes. |
Los costos incluyen materiales, mano de obra de máquinas herramienta, preparación de ingeniería y costos de accesorios, todos los cuales están directamente relacionados con materiales, equipos y procesos.
2.La ventaja de ahorro de costos de la solución de optimización de JS Precision: JS Precision minimiza indirectamente otros gastos al optimizar DFM, por ejemplo, ahorrando un 30 % de horas de trabajo al cambiar una máquina de 4 ejes a una máquina de 3 ejes.
3.Ventajas de precios para pedidos de lotes pequeños: procesos estandarizados + preparación modular, adecuado para cantidades de 1 a 100 unidades, precios razonables sin un precio mínimo alto.
¿Quieres saber ¿Cuánto cuesta el mecanizado CNC? ¿Su pedido por lotes pequeños? Simplemente proporcione a JS Precision sus requisitos para piezas de mecanizado CNC personalizadas, incluidas sus cantidades, y JS Precision le proporcionará un desglose claro y detallado del costo de sus necesidades de procesamiento de lotes pequeños.

Figura 3 Piezas metálicas procesadas por lotes con orificios avellanados dispuestos ordenadamente.
¿Cómo obtener una estimación instantánea de sus piezas de mecanizado CNC personalizadas con solo un clic?
JS Precision ha establecido un eficaz sistema de cotizaciones en línea para realizar cotizaciones en línea convenientes y transparentes para piezas de mecanizado CNC personalizadas.
- Preparación de su “paquete de solicitud de cotización perfecto”: Un paquete de solicitud de cotización completo debe contener dibujos 2D con tolerancia, dibujos 3D en formato STEP, requisitos de material/tratamiento de superficies y requisitos de cantidad.
- Carga del portal en línea y análisis inteligente de IA: una vez que las imágenes se cargan en línea, el sistema de IA es capaz de analizar automáticamente las características de la pieza y generar una cotización inicial con sugerencias sobre DFM en cuestión de minutos.
- Transición sin problemas de la estimación al pedido formal: después de la cotización inicial, un gerente de cuenta asignado se comunicará con usted para responder cualquier pregunta y facilitar una transición sin problemas de la cotización al pedido.
Estudio de caso: JS Precision logra una tolerancia de profundidad de orificio avellanado de 0,05 mm para conectores de aleación de titanio
Desafío del cliente
Un cliente de equipos médicos requiere mecanizar un conector en miniatura fabricado a partir de una aleación de titanio (Ti6Al4V). El conector contiene cuatro orificios con un diámetro de φ1,5 mm, de tipo avellanado a 90°, con una tolerancia de profundidad de ±0,05 mm.
El cliente estaba trabajando con el Proveedor de piezas de mecanizado CNC . Los productos de los proveedores originales tenían un rendimiento de apenas el 65 % debido a la complejidad del mecanizado de las aleaciones de titanio, lo que provocaba fugas en el conjunto debido a la profundidad de las tolerancias micrométricas en las aberturas de los orificios.
Solución de precisión JS
Para cumplir con este requisito, JS Precision formó un equipo de expertos técnicos y diseñó una solución personalizada.
- Equipo: En lugar de utilizar centros de taladrado y roscado convencionales, optamos por un centro de mecanizado micro CNC de cinco ejes altamente rígido para presumir de ejes de husillo .
- Herramientas: Se utilizaron brocas avellanadoras de aleación de titanio ultraafiladas con orificios de refrigeración internos. El descentramiento de las herramientas se mantuvo por debajo de 0,002 mm .
- Proceso: Se llevaron a cabo técnicas profesionales de avellanado CNC mediante corte a baja velocidad, velocidad de avance media , perforación por penetración y programación de la ruta de corte para que sea de entrada helicoidal para minimizar las rebabas en las aberturas de los orificios debido a la perforación convencional.
- Al mismo tiempo, establecimos un mecanismo de compensación en línea que llama automáticamente a una sonda para verificar la profundidad de un orificio avellanado cada 50 piezas mecanizadas y realiza una compensación del desgaste de la herramienta.
Resultados
Con esta solución, el primer conjunto de muestras, compuesto por 500 piezas, satisfizo plenamente los requisitos de tolerancia de profundidad con aberturas de orificios 100 % libres de rebabas . Además, después de una producción a gran escala de 10.000 piezas, las tasas de rendimiento superaron el 99,8 % , la eficiencia de montaje para los clientes mejoró un 40 % y los costos se redujeron un 25 %.
Si también tiene problemas con el mecanizado de precisión, también puede enviarnos un correo electrónico para obtener algunos piezas de mecanizado CNC personalizadas necesidades. Nuestro equipo le presentará una solución para superar cualquier problema relacionado con la tecnología.

Figura 4 Conector miniatura de aleación de titanio (Ti-6Al-4V) con orificio avellanado de 90°
Preguntas frecuentes
P1: ¿Cuál es el tamaño mínimo que puede procesar de manera estable?
JS Precision está equipado con mecanizado micro CNC, lo que permite el mecanizado preciso de detalles de hasta 0,1 mm, con un tamaño de pieza terminada de 1 mm , y posee una precisión de control de tolerancia de ±0,005 mm, que es suficiente para los requisitos de mecanizado de componentes de precisión de tamaño pequeño.
P2: ¿Cómo garantizar que las piezas pequeñas no salgan volando ni se deformen durante el procesamiento?
En el mecanizado de componentes pequeños, adoptamos dispositivos de microvacío , rellenos de aleación de bajo punto de fusión o mandíbulas blandas. Además, nos esforzamos por optimizar los parámetros de mecanizado para aliviar las tensiones de mecanizado y evitar que los componentes salgan volando o se deformen.
P3: ¿Qué tratamientos superficiales se pueden aplicar a componentes pequeños?
Las soluciones de tratamiento de superficies que brindamos para micropiezas incluyen oxidación por microarco, niquelado no electrolítico, recubrimiento PVD, pasivación y arenado de precisión, entre otros, según el tamaño, tipo y uso .
P4: ¿Qué incluye exactamente la "tarifa de preparación de ingeniería" en la cotización?
La "tarifa de preparación de ingeniería" que debe pagarse según la oferta incluye el tiempo de ingeniería consumido para la programación CAD/CAM, planificación de procesos, generación de herramientas y accesorios especiales, mecanizado de la primera pieza e inspección/verificación de tamaño completo.
P5: ¿Cuál es el tiempo de entrega típico para pedidos de lotes pequeños?
La cantidad de pedido pequeña es de 5 a 50 piezas con material y proceso estándar. Por lo general, demora entre 7 y 15 días hábiles , incluido el tiempo de tratamiento de la superficie. Y para las necesidades urgentes de los clientes, podemos brindar un servicio acelerado, lo que podría acortar el tiempo de entrega a 3-7 días .
P6: ¿Cómo se detectan características y tolerancias tan pequeñas?
Contamos con un instrumento de medición óptica de aumento ultra alto, un microscopio confocal láser y una máquina de medición de coordenadas con microsonda (0,3 mm de diámetro). Nuestra precisión de inspección es un orden superior a la precisión del mecanizado , lo que garantiza la inspección precisa de características y tolerancias minuciosas.
P7: Si es necesario modificar mi diseño, ¿cuánto afectará el tiempo y el costo de entrega?
Puede envía todo tu diseño solicitudes de cambio a través de un canal específico. Revisaremos el efecto de los cambios en 4 horas. Los cambios menores, como las dimensiones del radio de las esquinas, suelen ser gratuitos, si hay algún cambio estructural se ofrecerá una nueva cotización y plazo de entrega. Todo el proceso es transparente y abierto.
P8: ¿Admite pedidos combinados de materiales mixtos o piezas múltiples?
JS Precision admite totalmente pedidos que combinan materiales mixtos o piezas múltiples. Podemos abordar eficientemente el mecanizado de piezas pequeñas en diferentes materiales y diseños, compartiendo los recursos de preparación de ingeniería para ofrecer comodidad y optimizar los costos generales para nuestros clientes.
Resumen
El éxito o el fracaso depende de unos pocos micrómetros, la precisión lo es todo. El mecanizado perfecto de agujeros avellanados nunca puede ser el pináculo de una sola tecnología, sino más bien un conjunto de equipos, herramientas, procesos y experiencia.
Equipado con mecanizado micro CNC, JS Precision desarrolla técnicas profesionales, una actitud de rigor y un servicio eficiente para lograr la máxima precisión en cada pieza pequeña.
No importa si tiene dificultades para mecanizar orificios avellanados o si busca soluciones rentables con respecto a piezas mecanizadas CNC personalizadas, preste atención a que JS Precision es uno de los proveedores confiables de piezas mecanizadas CNC.
Experimente ahora servicios de fabricación precisos, transparentes y eficientes. Visite el sitio web de JS Precision y sube tus archivos de diseño de piezas . Recibirá una cotización detallada en horas, incluido un análisis de capacidad de fabricación y sugerencias de optimización. Dé el primer paso para convertir su diseño de precisión en una realidad perfecta.

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Precisión JS Equipo
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

