

Ritzelbearbeitung ist ein wichtiger Bestandteil in Industriegeräten.
Im Getriebemechanismus trägt das Ritzel die alleinige Verantwortung für den Erfolg oder Misserfolg der Kraftübertragung. Ein kleiner Fehler im Zahnprofil führt zu Geräuschen, Vibrationen und manchmal zu einem frühen Ausfall des Systems, während die hervorragende Präzision für einen seidenweichen, geräuschlosen Betrieb mit deutlich verlängerter Lebensdauer sorgt.
Ganz gleich, ob es sich um die übliche Stirnrad-Ritzel-Paarung oder um das Zahnstangen-Ritzel-Getriebesystem handelt, das Drehbewegungen in lineare Bewegungen umwandelt, die Qualität des Ritzels ist der Grundstein für die Leistung. JS Precision ist sich bewusst, dass die Kunst der Ritzelbearbeitung weit über die grundlegende Nachbildung des Zahnprofils in Bezug auf Material, Präzisionsfertigung und Wärmebehandlung hinausgeht.
Zusammenfassung der wichtigsten Antworten
| Kernüberlegungsdimensionen | Technische Herausforderungen und Lösungen | Mehrwertdienste von JS Precision |
| Genauigkeit und Leistung | Zahnprofilfehler, Glätte der Zahnoberfläche und Verformung durch Wärmebehandlung sind die größten Herausforderungen. Um die Qualität sicherzustellen, nutzen wir Prozesse wie Spin-Ritzel-Bearbeitung, CNC-Zahnradschaben und Schleifen. | Bieten Sie Optimierungen aus einer Hand von der Materialauswahl über die DFM-Analyse bis zum Wärmebehandlungsprozess, um die Genauigkeit und Haltbarkeit des Zahnprofils sicherzustellen. |
| Designpunkte | Klären Sie die Rollenunterschiede zwischen Ritzel und Zahnrad (kleine Zahnräder sind normalerweise anfälliger für Verschleiß), achten Sie auf die Paarungsparameter von Stirnrad und Ritzel und berücksichtigen Sie die Eingriffseigenschaften von Zahnstange und Ritzel. | Unsere Ingenieure nehmen an Designprüfungen teil und optimieren Parameter, um die Effizienz zu verbessern, Geräusche zu reduzieren und die Lebensdauer zu verlängern. |
| Kosten und Lieferzeit | Die Kosten für die Ritzelbearbeitung werden durch Materialien, Präzision, Wärmebehandlung und Losgröße beeinflusst. Kleine Chargen können durch standardisierte Prozesse und intelligente Planung optimiert werden. | Wir helfen Ihnen, das beste Gleichgewicht zwischen Kosten und Leistung zu finden und gleichzeitig die Qualität durch Prozessinnovationen wie Spin Pinion Machining und transparente Preise sicherzustellen. |
Warum diesem Leitfaden vertrauen? JS Ritzelbearbeitung Praktische Erfahrung
Bevor wir auf die spezifischen technischen Details zur Ritzelbearbeitung eingehen, könnte man sich fragen: Warum ist dieser Leitfaden zuverlässig? Die Antwort liegt in der langjährigen praktischen Erfahrung von JS Precision in der Zahnradbearbeitung.
Die Präzisionsritzelbearbeitung ist seit seiner Gründung der Schwerpunkt unseres Unternehmens und hat mehr als 5.000 verschiedene Projekte für über 10 Branchen wie Automobil, Robotik und medizinische Geräte abgeschlossen. Präzisionsbearbeitungsprojekte für Stahldrehritzel machen etwa 35 % unserer Gesamtprojekte aus .
Für einen Hersteller von Industrierobotern haben wir beispielsweise 0,8-Modul-Ritzel bearbeitet. Durch die Optimierung des Schabeprozesses und der Wärmebehandlungsverfahren konnten wir den kumulativen Teilungsfehler innerhalb von 0,005 mm kontrollieren.
Diese Präzision übertrifft nicht nur das vom Kunden geforderte ISO-7-Niveau bei weitem, sondern spiegelt auch unser tiefes Verständnis und die Anwendung der darin dargelegten Best Practices wider American Gear Manufacturers Association (AGMA) in den „Richtlinien zur Herstellung von Präzisionsgetrieben“.
Darüber hinaus sind wir mit den Bearbeitungseigenschaften verschiedener legierter Stähle wie 4140 und 8620 vertraut. Dadurch können wir den Produktionszyklus bei Kleinserienbestellungen (bis zu 50 Stück) für kundenspezifische Aufträge vom Branchendurchschnitt von 6 Wochen auf 3 Wochen verkürzen.
Dieses Handbuch ist eine Sammlung praktischer Fallstudien, Prozessparameter und Problemlösungslösungen. Jeder hierin enthaltene Vorschlag wurde in der tatsächlichen Produktion verifiziert , sodass Sie sich voll und ganz darauf verlassen können.
Wenn Ihr Projekt Dienstleistungen im Bereich der Präzisionsbearbeitung von Stahldrehritzeln benötigt oder weitere Informationen zu zugehörigen Fallstudien benötigt, können Sie sich gerne an JS Precision wenden, um persönlichen technischen Support zu erhalten.
Was sind die versteckten Herausforderungen? ICH n Präzisionsritzelbearbeitung?
Nachdem wir die Zuverlässigkeit der Führung verstanden haben, wollen wir die leicht übersehenen Herausforderungen bei der Ritzelbearbeitung aufschlüsseln, die sich direkt auf die Effektivität der Zahnradbearbeitung auswirken. Über das konventionelle Fräsen hinaus beginnt die Herausforderung der Pinion Machining damit, die Kontrolle über die mikroskopische Welt zu erlangen.
Das ultimative Streben nach Zahnprofil und Zahnrichtung
Die Kernprobleme sind Zahnprofil, kumulativer Teilungsfehler und Helixgenauigkeit. Abweichungen im Mikrometerbereich können zu Geräuschen und Vibrationen führen. Beispielsweise hatte das Ritzel eines Kunden aufgrund eines Zahnprofilfehlers von 0,02 mm übermäßige Geräusche und übertraf damit den ISO-Standard der Klasse 6.
Stahlritzel sind aufgrund ihrer hohen Materialhärte noch schwieriger hinsichtlich der Genauigkeit der Zahnrichtung zu kontrollieren und erfordern optimierte Werkzeugwege.
Warum bestimmt die Oberflächenbeschaffenheit die Lebensdauer?
Die Oberflächenbeschaffenheit des Zahns steht in direktem Zusammenhang mit dem Prozess der Ölfilmbildung . Wenn Ra 1,6 μm übersteigt, sind direkter Metall-auf-Metall-Kontakt und beschleunigte Lochfraßkorrosion möglich. Einmal erlitt das Ritzel eines Kunden nach nur 300 Betriebsstunden aufgrund einer mangelhaften Oberflächenbeschaffenheit Lochfraß. Nachdem wir es auf Ra 0,4 μm bearbeitet hatten, betrug seine Lebensdauer deutlich mehr als 5000 Stunden.
Die Wärmebehandlung: Härte und Dimensionsstabilität ausgleichen
Während sich Aufkohlen und Abschrecken positiv auf die Verbesserung von Härte und Verschleißfestigkeit auswirken, führen diese Methoden insbesondere bei Spinnritzeln aus Stahl leicht zu Verformungen . Wir verwenden einen Aufkohlungsofen mit kontrollierter Atmosphäre, um Verformungen zu reduzieren, mit einer Temperaturschwankung von ±5℃. Anschließend erfolgt das Schleifen der Verzahnung, um sicherzustellen, dass sowohl Härte als auch Präzision den Standards entsprechen.
Sollten Sie bei der Ritzelbearbeitung ein Problem haben, z. B. eine Verformung durch Wärmebehandlung oder eine Oberflächenbeschaffenheit, zögern Sie bitte nicht, sich an JS Precision zu wenden, um eine maßgeschneiderte Zahnradbearbeitungslösung basierend auf den Eigenschaften des Teils zu erhalten.
Wie kann die Genauigkeit und Glätte des Zahnprofils bei der Ritzelbearbeitung sichergestellt werden?
Präzision entsteht durch fortschrittliche Technologie und strenge Kontrolle. Um die Genauigkeit des Zahnprofils und die Oberflächengüte bei der Ritzelbearbeitung zu gewährleisten, müssen mehrere Schritte berücksichtigt werden, von der Bearbeitung bis zur Prüfung.
Spin-Ritzel-Bearbeitung – Kontinuierliches Schneiden neu definiert
Bei Prozessen wie dem Zahnschaben werden Werkzeug und Werkstück kontinuierlich beansprucht und bieten daher eine um 30–50 % höhere Effizienz im Vergleich zum herkömmlichen Zahnradstoßen und Wälzfräsen. Der Fehler im Zahnprofil beträgt ≤0,005 mm und Ra nur 0,8 μm. Für Kunden im Automobilgetriebebereich haben wir eine Genauigkeit auf ISO 6-Niveau erreicht und die Effizienz um 40 % verbessert.
Der letzte Schliff: Schleifen und Honen für Superfinish
Schleifen ist für die Endbearbeitung sehr wichtig und spielt eine unverzichtbare Rolle, wenn eine Genauigkeit von ISO 5-6 oder ein Hochglanzfinish erforderlich ist. Wir verwenden hochpräzise Zahnradschleifmaschinen, die mit Diamantschleifscheiben ausgestattet sind, um einen Ra-Wert von 0,2 μm und einen kumulativen Zahnteilungsfehler von ≤ 0,003 mm zu erreichen und so die Geräuscharmutsanforderungen medizinischer Geräte zu erfüllen.
Unser komplettes Qualitätsüberwachungssystem
Nutzen Sie das Zahnradmesszentrum und das KMG, um das Material vor und nach der Bearbeitung zu prüfen. Probieren Sie während des Prozesses das Zahnprofil und die Zahnteilung zur Überprüfung aus. Die Fehlerquote im Stahl Spin-Ritzel-Bearbeitung Projekt ist ≤0,1 %.
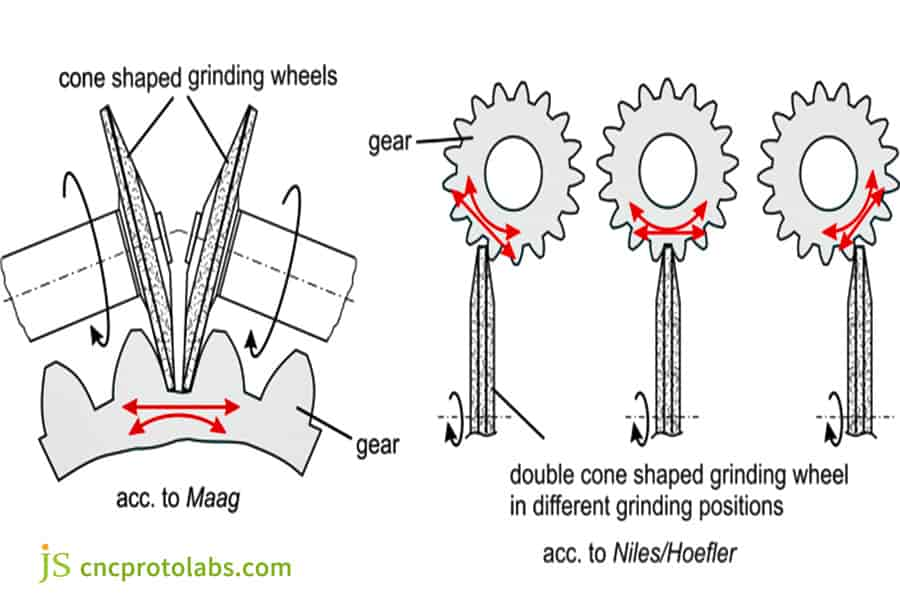
Abbildung 1: Zahnradschleifen. Schleifen ist der Schlüssel zur Präzisionsbearbeitung.
Pinion Vs Gear: Ein Leitfaden für Designer zu Rollen und Verantwortlichkeiten
Ein klares Verständnis des Unterschieds zwischen Ritzel und Zahnrad ist der erste Schritt zur Optimierung des Getriebedesigns. Obwohl sie der Kategorie der Zahnradbearbeitung zuzuordnen sind, unterscheiden sie sich in ihrer Konstruktion und Verwendung stark.
| Vergleichsdinge | Ritzel | Gang |
| Anzahl der Zähne | Normalerweise weniger, 10–20 Zähne. | Normalerweise mehr, 30-100 Zähne. |
| Zyklischer Stress | Höher , höhere Drehfrequenz. | Untere , niedrigere Rotationsfrequenz. |
| Materialanforderungen | Hochfester legierter Stahl (z. B. 8620). | Herkömmlicher legierter Stahl (z. B. 4140). |
| Ausfallrisiko | Höher – anfällig für Lochfraß, Zahnfraktur. | Niedriger – langsamerer Verschleiß. |
| Design-Fokus | Festigkeit der Zahnwurzel, Härte der Oberfläche. | Tragfähigkeit im Allgemeinen. |
Warum steht das Ritzel typischerweise im Mittelpunkt des Designs?
Das Ritzel hat weniger Zähne und eine höhere Rotationsfrequenz, die bis zu 2-3 mal so hoch ist wie die des großen Zahnrads im gleichen System, mit höherer zyklischer Belastung und über 50 % mehr Verschleiß. Um die Lebensdauer zu verlängern, sind hochwertigere Materialien und eine Wärmebehandlung erforderlich.
Auf die Größe kommt es an: Wie findet man das optimale Übersetzungsverhältnis und den optimalen Achsabstand?
Berechnen Sie das Übersetzungsverhältnis (Übersetzungsverhältnis) anhand der Drehzahl und des Drehmoments. Berechnen Sie dann mit der Formel „ Achsabstand = (Anzahl der Zähne des Ritzels + Anzahl der Zähne des großen Zahnrads) × Modul ÷ 2 “ den Achsabstand. Wenn das Übersetzungsverhältnis beispielsweise 1:3 beträgt, ist das Modul 2, die Anzahl der Zähne für das Ritzel beträgt 15, für das Zahnrad 45 und der Achsabstand beträgt 60 mm.
Wann ist der Einsatz eines Sonderritzels erforderlich?
- Schrägverzahnte Ritzel eignen sich für hochbelastete, laufruhige Getriebe, beispielsweise in Automobilgetrieben.
- Kegelritzel eignen sich für Kreuzwellengetriebe, beispielsweise zur Steuerung von Werkzeugmaschinen.
- Schneckenritzel eignen sich für Anwendungen mit hohem Untersetzungsverhältnis, beispielsweise beim Heben von Aufzügen.
Wenn Sie nicht sicher sind, wie Sie den Ritzeltyp in Ihrem Design angeben sollen, oder die einzelnen Parameter vergleichen müssen Ritzel vs. Zahnrad, Bitte wenden Sie sich an JS Precision. Unsere Ingenieure beraten Sie professionell bei der Gestaltung.
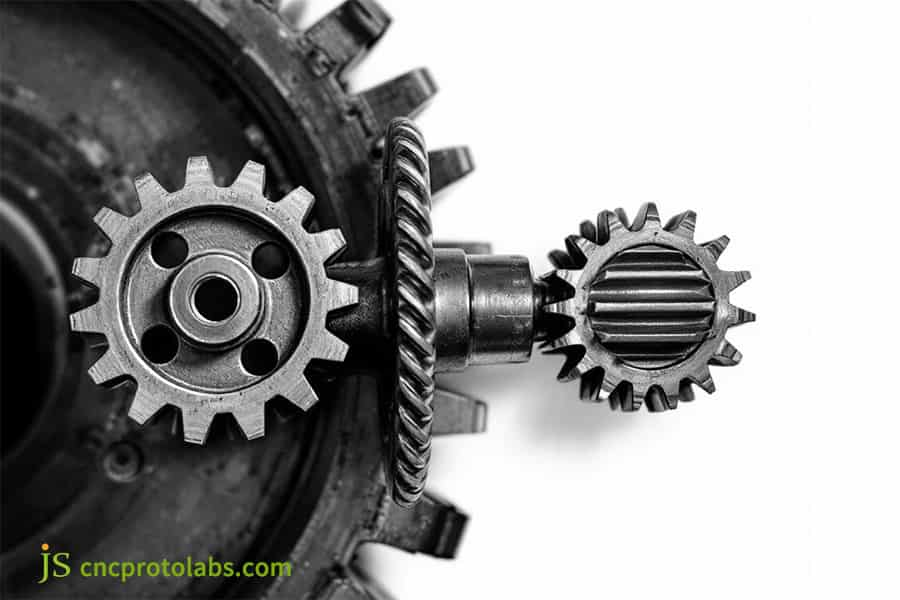
Abbildung 2: Ritzel vs. Zahnrad. Sie weisen einige wesentliche Unterschiede in Funktionalität, Größe und Form, Anzahl der Zähne, Geschwindigkeit und Anwendung auf.
Warum ist Spin-Ritzel-Bearbeitung? A Game-Changer F oder moderne Getriebefertigung?
Dieser Abschnitt zeigt die fortschrittliche Technologie, mit der JS Precision aufwartet. In der modernen Zahnradbearbeitung revolutioniert Spin Pinion Machining die Branche mit umweltfreundlichen, effizienten und flexiblen Vorteilen, insbesondere der Präzisionsbearbeitung von Stahl-Spin-Ritzeln.
Trockenbearbeitung und hohe Effizienz:
Ohne den Bedarf an Schneidflüssigkeit können die Kosten für die Abfallentsorgung für Schneidflüssigkeit zwischen 1.000 und 2.000 US-Dollar pro Monat eingespart werden, während gleichzeitig die Verarbeitungszeit um 20 bis 30 % verkürzt wird. Wir haben viele Chargen von Stahldrehrädern für neue Energieunternehmen verarbeitet und die Tagesproduktion von 50 auf 70 Stück erhöht.
Flexibilität in der Kleinserienfertigung:
Schnelle Umstellung und flexible Programmierung , Der Wechsel zwischen verschiedenen Ritzeln dauert nur 1–2 Stunden (im Vergleich zu 4–6 Stunden bei herkömmlichen Verfahren). Wir haben die Produktion von 30 verschiedenen Spezifikationen von Stahlritzeln innerhalb von 5 Tagen abgeschlossen.
Spankontrolle und Werkzeugstandzeit:
Kontinuierliches Schneiden sorgt für einen hervorragenden Spanbruch und eine längere Werkzeuglebensdauer, wodurch die Werkzeuglebensdauer im Vergleich zum herkömmlichen Wälzfräsen um über 50 % verlängert wird und die Stückkosten von 2 $ auf 1,30 $ gesenkt werden.
Wenn Ihr Unternehmen Kleinserien hat Präzisionsbearbeitung des Stahldrehritzels Wenn Sie Kosten durch die Bearbeitung von Spin-Ritzeln senken möchten oder benötigen, wenden Sie sich bitte an JS Precision. Wir entwickeln für Sie eine maßgeschneiderte Produktionslösung.
Design für Harmonie: Wichtige Überlegungen für Stirnrad- und Ritzelpaare
Erfolgreiches Design hängt von der perfekten Verzahnung ab. Bei der Konstruktion von Stirnrad-Ritzel-Paaren müssen mehrere Parameter beachtet werden, während bei Zahnstangen-Ritzel-Getriebesystemen auch besondere Designüberlegungen zu beachten sind.
Auswahl von Druckwinkel und Modul: Die Grundlage der Kraftübertragung
Die Wahl des Eingriffswinkels und Moduls wirkt sich direkt auf die Tragfähigkeit, den Geräuschpegel und die Größe von Stirnrad und Ritzel aus.
Es gibt zwei häufig verwendete Eingriffswinkel: 20° (hohe Tragfähigkeit, geeignet für Maschinenbau) und 14,5° (stabiler Eingriff, geräuscharm, geeignet für Präzisionsgeräte).
Das Modul bestimmt die Zahnradgröße. Je größer das Modul ist, desto höher ist die Tragfähigkeit. Am Beispiel von Modul 3 erhöhte sich die Zahndicke um 50 % und die Tragfähigkeit um mehr als 40 % im Vergleich zu den Zähnen von Modul 2.
In weiteren Schritten sollen wir daher Parameter entsprechend den Kundenbedürfnissen auswählen, um eine stabile Stromübertragung zu gewährleisten.
Die Kunst der Profilverschiebung: Unterschnitt vermeiden und Festigkeit optimieren
Die Profilverschiebung wird häufig bei Stirnrad-Ritzel-Paarungen eingesetzt, um Unterschneidungen zu vermeiden und die Festigkeit zu optimieren.
Wenn das Ritzel weniger als 17 Zähne hat, ist die Standardkonstruktion anfällig für Hinterschnitte – ein übermäßiger Schnitt am Zahnfuß verringert die Festigkeit – was durch eine Erhöhung der Zahnfußdicke bei einem Design mit positiver Profilverschiebung vermieden werden kann.
Gleichzeitig kann durch die Profilverschiebung die Biegefestigkeit der beiden Zahnräder ausgeglichen werden , Beispielsweise kann eine positive Profilverschiebung am Ritzel und eine negative Profilverschiebung am Zahnrad dazu führen, dass die Fußspannung beider Zahnräder konvergiert.
Bei einer Konstruktion für einen Werkzeugmaschinenkunden erhöhte die Profilverschiebung die Lebensdauer des Ritzels um 30 %.
Spielkontrolle: Die feine Balance zwischen Laufruhe und Präzision
Im Zahnstangengetriebe Getriebesystem ist die Spielkontrolle sehr wichtig. Die Übertragungsgenauigkeit und das Schlaggeräusch werden durch das unangemessen große Spiel verursacht, das durch die ineinandergreifenden Zahnoberflächen dargestellt wird.
Spielkontrollen erfolgen auf drei Arten: Der Wert wird gemäß einem bestimmten Szenario während der Entwurfsphase festgelegt, beispielsweise bei Präzisionsgetrieben mit 0,01–0,03 mm , Anpassen des Schneidwerkzeugs bei der Bearbeitung, um die Genauigkeit der Zahndicke aufrechtzuerhalten , und Feinabstimmung des Achsabstands während der Montage.
Wenn Sie bei der Konstruktion von Stirnrad- und Ritzelgetrieben oder Zahnstangen- und Ritzelgetrieben auf Schwierigkeiten bei der Auswahl der Parameter stoßen, wenden Sie sich bitte an JS Precision, um detaillierte Konstruktionslösungen und Unterstützung bei der Berechnung der Parameter zu erhalten.
Was bestimmt wirklich die Kosten für die Ritzelbearbeitung?
Wir schaffen Vertrauen bei unseren Kunden, indem wir transparente Kostenaufschlüsselungsanalysen bereitstellen. Es gibt drei Hauptfaktoren, die die Kosten für die Ritzelbearbeitung bestimmen: Material, Präzisionsanforderungen und Nachbearbeitung. Wenn Sie sie kennen, können Sie die Kosten besser kontrollieren.
Materialqualität und Bearbeitbarkeit: Kosten-Effektivitäts-Kompromisse von 4140 bis 8620
| Materialtyp | Preis/Tonne (USD) | Bearbeitbarkeit | Wärmebehandlungsleistung | Anwendbare Szenarien |
| 4140 | 1200-1500 | Gut | Medium | Allgemeine Lastritzelbearbeitung. |
| 4340 | 1800-2200 | Medium | Exzellent | Hohe Belastung, hohe Festigkeitsanforderungen. |
| 8620 | 1800-2200 | Gut | Exzellent | Präzisionsritzelbearbeitung, die Aufkohlen und Abschrecken erfordert. |
Materialqualität und Bearbeitbarkeit sind beide grundlegende Faktoren für die Kosten für die Ritzelbearbeitung. Wir fördern kostengünstige Materialien entsprechend den Kundenbedürfnissen.
Der Balanceakt der Toleranz: Warum führt erhöhte Präzision zu exponentiellen Kostensteigerungen?
Daher sind die Kostensteigerungen ausschließlich auf Präzisionsanforderungen zurückzuführen.
Eine Erhöhung der Qualität von ISO 8 auf 6 erhöht die Kosten drastisch: ISO 8 erfordert das Wälzfräsen zu Kosten von 10–15 US-Dollar pro Stück , ISO 7 umfasst Wälzfräsen + Halbschlichtschleifen für 18–25 $ , während ISO 6 das Wälzfräsen + Wärmebehandlung + Schleifen umfasst, was 30–45 $ kostet.
Höhere Präzision erhöht auch die Prüfkosten , Die Testzeit für ISO 6 beträgt das 3- bis 4-fache der Testzeit für ISO 8.
Die versteckten Kosten der Wärmebehandlung und Endbearbeitung
Oft werden Wärmebehandlungs- und Endbearbeitungsprozesse als „versteckte“ Kosten angesehen – etwa für Aufkohlen und Abschrecken, die je nach Größe des Teils zwischen 5 und 10 US-Dollar pro Stück betragen, für 2 bis 3 US-Dollar pro Stück ein Kugelstrahlen zur Verbesserung der Zahnwurzelfestigkeit und für 1 bis 2 US-Dollar pro Stück Phosphatierung zur Erhöhung der Rostbeständigkeit.
Diese erhöhen zwar die Kosten, verbessern aber die Gesamtleistung und Lebensdauer des Ritzels erheblich. Wir bieten unseren Kunden eine vollständige Aufschlüsselung , damit sie verstehen, wo ein umfassendes Qualitätsmanagement einen Mehrwert bietet.
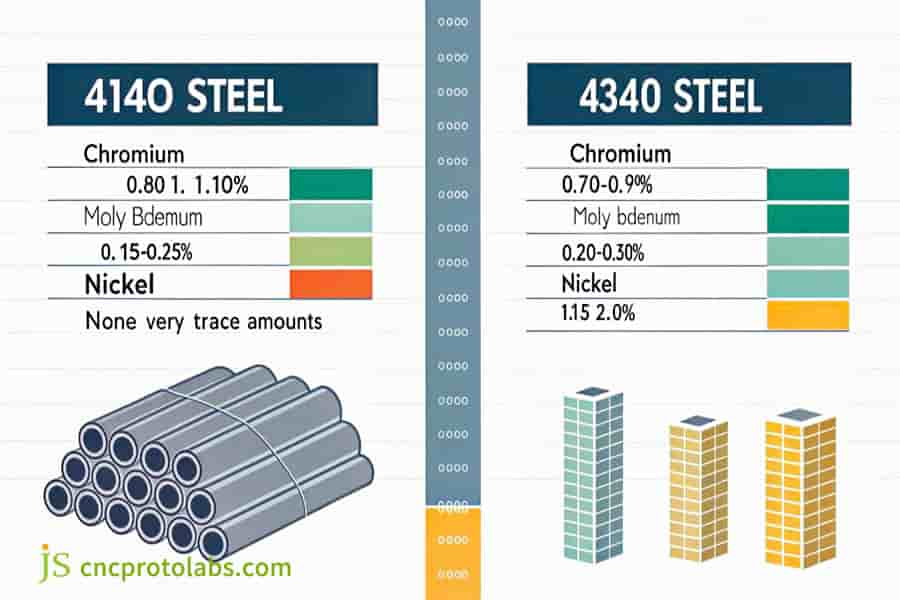
Abbildung 3: Zusammensetzung der Stahlkosten 4140 und 4340
Optimierung für eine agile Fertigung: Optimierung der Vorlaufzeiten und Preise für kundenspezifische Bestellungen
Der Abschnitt geht auf Effizienz- und preisbezogene Bedenken bei kundenspezifischen Kleinserienbestellungen ein. In der Ritzelbearbeitung können Prozesse und Arbeitsabläufe so optimiert werden, dass die Durchlaufzeiten für Kleinserien effektiv kurz sind und gleichzeitig die Kosten niedrig bleiben.
Nutzung standardisierter Werkzeuge und Prozesse: Geschwindigkeit und Kosten in Einklang bringen
Durch den Einsatz einer Standard-Werkzeugbibliothek und ausgereifter Prozessparameter verkürzen wir die Rüstzeit und senken die Anlaufkosten für kleine Chargen.
Eine Standard-Werkzeugbibliothek mit Modulen von 0,5–10 macht die Herstellung eines kundenspezifischen Werkzeugs für normale Ritzel überflüssig und spart 3–5 Tage , Durch die Eingabe ausgereifter Parameter in das System sind bei neuen Aufträgen nur geringfügige Anpassungen erforderlich, wodurch die Rüstzeit von 2 Tagen auf einen halben Tag verkürzt wird.
Für einen Kunden haben wir einmal 20 Modul-3-Ritzel verarbeitet und die Zykluszeit von 10 Tagen auf 7 Tage verkürzt, während gleichzeitig die Anlaufkosten um 20 % gesenkt wurden.
Digitales Prototyping und virtuelles DFM: Alle Probleme vor der Produktion lösen
Alle unsere Angebote werden ohne zusätzliche Kosten durch digitale DFM-Arbeiten untermauert, um Bearbeitungsprobleme vorherzusagen und zu vermeiden. Sobald ein Kunde Zeichnungen bereitstellt, werden digitale Prototypen mittels 3D-Modellierung erstellt, die Bearbeitung wird simuliert und Designprobleme werden identifiziert, wie z. B. eine zu kleine Zahnfußkehle oder eine Diskrepanz zwischen Bohrungsdurchmesser und Zahnanzahl.
Die Wurzelverrundung des Ritzelzahns eines Kunden war kürzlich von 0,1 mm anfällig für Spannungskonzentration. Wir empfehlen, den Wert auf 0,3 mm zu erhöhen, um Nacharbeiten zu vermeiden und so 5 Tage und Kosten in Höhe von 2.000 US-Dollar zu sparen.
Flexible Produktionsplanung für dringende Anforderungen
Wir reservieren den Fast-Track-Produktionskanal für Schlüsselkunden. Eine eilige Lieferung beliebiger Mengen kann ohne Qualitätseinbußen unterstützt werden. Angesichts der dringenden Bestellungen der Kunden geben wir der Produktionsplanung Priorität:
Ein Kunde benötigte dringend 15 Ritzel und wollte eine Lieferung innerhalb von 3 Tagen. Wir haben die Überholspur aktiviert und den Auftrag in 2,5 Tagen abgeschlossen, um die durch Ausfallzeiten verursachten Verluste zu minimieren. Bei der Fast-Track-Variante fällt lediglich eine Eilgebühr von 10–15 % zum regulären Preis an, was ein hervorragendes Preis-Leistungs-Verhältnis bietet.
Fallstudie: Von 95 dB auf 68 dB – Ausstattung von Hochgeschwindigkeitsrobotergelenken mit „geräuschlosen“ Zahnrädern
Die Fallstudie stellt ein klassisches Beispiel dafür dar JS Präzision Seine Arbeit zur Präzisionsbearbeitung von Stahldrehritzeln löst schwierige Probleme bei der Ritzelbearbeitung und ermöglicht Hinweise darauf, wie die Paarung von Stirnrad und Ritzel optimiert werden kann.
Kundendilemma
Beim Test eines neuen Gelenkarms eines Herstellers von High-End-Industrierobotern erreichte der Geräuschpegel bis zu 95 dB und lag damit weit über den standardmäßigen 75 dB für High-End-Maschinen. Daher erfüllte es nicht die Anforderungen an einen leisen Betrieb in medizinischen, elektronischen und anderen Anwendungen.
Die Ritzel zeigten nach 500 Stunden Belastungstest Lochfraß auf der Zahnoberfläche und hatten daher nur eine Lebensdauer von 800 Stunden statt wie erwartet von 3000 Stunden, was sich negativ auf die Wettbewerbsfähigkeit des Produkts auswirkte.
Fundamentale Analyse
Durch den Einsatz eines Zahnradmesszentrums und eines Rauheitstesters zur Prüfung eines vorhandenen Ritzels haben wir die folgenden drei Kernprobleme festgestellt:
- Die Zahnprofilgenauigkeit betrug lediglich ISO 8, wohingegen ISO 6 mit einem Zahnprofilfehler von 0,02 mm gefordert wurde.
- Der Ra der Zahnoberfläche betrug 1,6 μm, was zu rau ist, um einen stabilen Ölfilm zu bilden .
- Eine ungleichmäßige Temperaturführung bei der Wärmebehandlung führte zu einem Unterschied von 0,2 mm in der gehärteten Schicht zwischen den Zähnen, und eine unzureichende Härte an einigen Stellen beschleunigte den Verschleiß.
JS-Präzisionslösung
1. Materialaufwertung: Vakuumgeschmolzener 8620-Stahl wird empfohlen, da er eine um 40 % höhere Reinheit als der vom Kunden bereitgestellte 4140-Stahl aufweist, wodurch das Risiko von Verformungen und Lochfraß während der Wärmebehandlung verringert wird.
2. Präzisionsbearbeitung: Verwenden Sie die Präzisionsbearbeitung mit Stahldrehritzeln für die Grobbearbeitung, um die Konsistenz der Zahnoberfläche sicherzustellen und gleichmäßige Spielräume für die Präzisionsbearbeitung zu lassen.
3. Optimierte Wärmebehandlung: Es wird ein Aufkohlungsofen mit kontrollierter Atmosphäre verwendet und die Schwankung der Ofentemperatur wird auf ±5 °C kontrolliert. Die Tiefe der Härtungsschicht wird in Echtzeit gesteuert, um sicherzustellen, dass die Gleichmäßigkeit innerhalb von 0,05 mm liegt und eine Härte von HRC58–62 erreicht.
4. Ultimative Verfeinerung: Die Kombination von hochpräzisem Zahnradschleifen mit Diamantscheiben erhöht die Genauigkeit von Stirnrad und Ritzel erheblich auf ISO 5, mit einem kumulativen Teilungsfehler von ≤ 0,003 mm und einer Zahnoberflächenbeschaffenheit Ra von 0,4 μm .
Unsere Erfolge
2000-Stunden-Belastungstests durch den Kunden ergaben, dass der Geräuschpegel des Robotergelenks bei 68 dB gehalten wird und damit die Anforderungen an einen leisen High-End-Betrieb erfüllt , Es tritt kein Lochfraß auf der Zahnoberfläche auf und die Lebensdauer wird voraussichtlich über 5000 Stunden betragen, was die Erwartungen um das 1,7-Fache übersteigt, was Kunden dabei hilft, High-End-Roboterprodukte auf den Markt zu bringen und den Nischenmarkt zu erobern.

Abbildung 4: Kleingetriebe mit Gelenkarm eines Industrieroboters
FAQs
F1: Was sind die häufigsten Fehlerarten bei der Ritzelbearbeitung?
Lochfraß auf der Zahnoberfläche und Wurzelbruch sind die häufigsten Fehlerursachen bei der Ritzelbearbeitung. Lochfraß und Zahnfußbruch. Lochfraß wird durch Kontaktermüdung an der Zahnoberfläche verursacht, während Zahnbruch durch Biegeermüdungsüberlastung im Zahnfuß entsteht, was beides mit der Bearbeitungsgenauigkeit zusammenhängt.
F2: Unter welchen Umständen ist Schleifen für die Ritzelbearbeitung erforderlich?
In Fällen, in denen die Genauigkeit der Ritzelbearbeitung höher als die ISO-7-Klasse ist, die Zahnoberflächenhärte höher als HRC 45 ist oder eine sehr hohe Laufruhe und Geräuschlosigkeit erforderlich ist, sollte Schleifen verwendet werden.
F3: Ersetzt die Rotationsritzelbearbeitung das Schleifen?
Die Bearbeitung eines Spinnritzels allein kann das Schleifen nicht ersetzen. Der effizienteste Halbschlicht-/Fertigbearbeitungsprozess ist die Rotationsritzelbearbeitung, eine höhere Genauigkeit und Oberflächengüte sind jedoch durch Schleifen möglich. Die Auswahl eines der beiden Verfahren hängt von den Qualitätsanforderungen ab.
F4: Was sind die besonderen Konstruktionsmerkmale des Ritzels in einem Zahnstangengetriebe?
Bei der Konstruktion eines Ritzels in Zahnstangen-Ritzel-Getriebesystemen sollte die Festigkeit des Zahnfußes verbessert werden, um dem Eingriffsstoß standzuhalten, wobei die Verbesserung der Verschleißfestigkeit der Zahnoberfläche zu berücksichtigen ist. In der Regel sind tiefes Aufkohlen und Abschrecken erforderlich.
F5: Was ist das kleinste Modulritzel, mit dem Sie normalerweise zu tun haben?
JS Precision übernimmt üblicherweise Aufträge zur Ritzelbearbeitung von Modulen von 0,5 bis 10. Darüber hinaus sind für die Mikrozahnräder mit Modulen kleiner 0,5 spezielle Bearbeitungsverfahren erforderlich.
F6: Wie lange dauert es normalerweise, kleine Chargen herzustellen, beispielsweise 50 Stück mit Individualisierung und Ritzeln?
Da die verschiedenen Prozesse unterschiedlich lange dauern, beträgt der allgemeine Zyklus zur Bearbeitung des Ritzels bei Kleinserienbestellungen von 50 Stück 2-4 Wochen. Diese können mit einem beschleunigten Service beschleunigt werden.
F7: Welche Oberflächenbehandlungen wenden Sie an, um Rost- und Verschleißfestigkeit zu gewährleisten?
Die Oberflächenbehandlung bei der Ritzelbearbeitung umfasst Schwärzen, Phosphatieren, Verzinken, Vernickeln und DLC, um den Anforderungen an Rostschutz und Verschleißfestigkeit in verschiedenen Umgebungen gerecht zu werden.
F8: Warum sollten Sie sich für JS Precision statt für andere Zahnradbearbeitungsbetriebe entscheiden?
Der Grund für die Wahl von JS Precision ist, dass wir uns auf hochpräzise, kundenspezifische Ritzelbearbeitung in kleinen Stückzahlen konzentrieren und umfassende Dienstleistungen und fortschrittliche Prozesse anbieten und technische Lösungen anstelle von Teilen liefern .
Zusammenfassung
Die Qualität des Ritzels in der Kraftübertragung stellt die obere Leistungsgrenze des Gesamtsystems dar. Es ist die Kunst, Metalle zu formen, aber alles in allem ist es ein ultimatives Streben nach Präzision, Haltbarkeit und Effizienz.
Es besteht keine Notwendigkeit, im Nebel der Technologie für die präzise Bearbeitung von Ritzeln zu tappen, um enge Toleranzen und eine kundenspezifische Produktion zu erreichen. Stattdessen könnte JS Precision Präzision, Kosten und Lieferzeit in Einklang bringen, indem es sich mit umfassender praktischer Erfahrung, fortschrittlichen Prozessen wie der Spin-Ritzel-Bearbeitung und einer durchgängigen Qualitätskontrolle um Ihre Bedürfnisse kümmert.
Kritische Komponenten sollten in Ihrem gesamten Projekt keinen Engpass darstellen. Bitte reichen Sie jetzt Ihre Design-Herausforderungen bei uns ein!
Bitte besuchen Sie die offizielle Website von JS Precision. Laden Sie Ihre Getriebezeichnungen hoch oder technische Anforderungen und erhalten Sie innerhalb von 24 Stunden umfassendes Feedback, einschließlich detaillierter Prozesspläne, transparenter Angebote und professioneller DFM-Analysen. Machen Sie uns zu Ihrem zuverlässigsten Partner für die Herstellung von Getriebekomponenten!

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Erfordern Sie ein Ersatzteilangebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Präzision Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

