

の試作品製作単なる「試作品の製造」以上のものになる可能性があります。
医療機器メーカーがマイクロ流体チップのプロトタイプの詰まり率が30%を超えて経営が停滞している場合や、自動車メーカーが新しい構造を確認するためにシミュレーションモデルを修正している場合、スタートアップ企業が製品の導入を延期している場合など、高品質なプロトタイプ製造サービスが経営を支えてくれる場合が多い。
このガイドは、「プロトタイプはプロトタイプである」という従来の定義から脱却し、「物理世界の校正ベンチマーク」と「製造可能性の予備テストベッド」に向けて進みます。
エンジニアが、構造、温度、流体に関連する考えられる障害点を攻撃および検証するために利用できるさまざまなプロトタイプ製造サービスをどのように利用できるかについて説明します。
また、主要な技術的問題を解決するパートナーを見つけるためのエンジニアリング プロセスについても説明します。ラピッドプロトタイピング技術の革新も、効率と精度を組み込むことでこれに加わりました。
図 1 産業用 3D プリンタは、明るい色のプロトタイプを層ごとに積み重ねることにより、ラピッド プロトタイピング テクノロジーを実証しています。
コア解答表
| 主な質問 | コアナレッジポイント | コアアクション |
| 試作製造とは何ですか? | キャリブレーションシミュレーションによるDesign FM検証が正しいかどうかを判断できる低コストツールです。 | プロトタイプの製造は、研究開発プロセスのオプションではなく必須のステップとして導入する必要があります。 |
| プロセスを選択するにはどうすればよいですか? | 関連する物理学に基づくと、3DP は構築の複雑さの点で最も優れており、CNC は強度と精度の点で最も優れており、一方、RP プロセスは大量生産の点で最も優れています。 | 決定は「形状 - 材料 - コスト」の三角形で行われなければなりません。 |
| 素材の選び方は? | パフォーマンスのベンチマークを行い、十分に優れた原則を使用し、特殊素材を効果的に使用します。 | サプライヤーには材料データシートの提出を義務付け、検証の優先順位を明確に明記する必要があります。 |
| サプライヤーを評価するにはどうすればよいですか? | 技術的な専門知識はコストよりも価値があり、エンジニアリング サービス、テスト リソース、デジタル継続性の価値に注目してください。 | 技術チェックリストはデューデリジェンスに使用でき、サプライヤーに技術的な質問を「インタビュー」することができます。 |
重要なポイント:
- プロトタイピング製造はエンジニアリングの戦略的検証の一形態であり、その応用にはサンプル生成ではなくリスク軽減が含まれます。
- プロセスを選択するには、プロセスの原理と限界を理解する必要があり、汎用的なプロセスは存在しません。
- 判断材料となるのは材料データですが、試作機の性能は検証項目と照らし合わせて客観的に測定する必要があります。
- 優れた試作製造会社彼らはエンジニアリング スタッフの一員であり、彼らの強みは、プロセス全体にわたる初期の技術支援とデータ支援です。
- プロトタイプから量産までを成功させるには、「デジタル スレッド」の継続が必要です。この「デジタル スレッド」は、設計およびプロセス データの形式をとります。
このガイドを信じる理由JS Precision の専門資格と実務経験
プロトタイプ製造のパートナーを探す場合、プロ意識と経験が2 つの前提条件となります。 JS Precision は 15 年間にわたりこの業界と長く関わりを持ち、以下の医療グレードの製造の認定を受けています。 ISO13485 AS9100に基づく航空宇宙グレードの品質システム認証。
当社は、フォーチュン 500 企業と 1000 社を超えるハードテック スタートアップ企業をサポートし、 3000 件を超えるプロトタイプの注文を行っています。このうち、当社のマイクロ流体チップ プロトタイプ プロジェクトでは、故障率が 30% から 2% に減少し、医療機器のプロトタイピングのサイクル タイムが 40% 短縮され、自動車構造コンポーネントのプロトタイプの精度が ±0.015mm 以内であることが保証されました。
当社は、クラス 100 のクリーンルーム施設とデジタル プロセス管理機能を備えており、プロトタイプの設計最適化から品質検査に至るまで、製造のあらゆる段階を通じてトレーサビリティをサポートします。
フルチェーン エンジニアリング サービスにおける当社の能力により、今日、多くの研究開発組織は当社を組織内の研究開発能力の拡張であると考えています。
当社のラピッドプロトタイピング技術に関する専門知識により、緊急の研究開発要求の場合には48 時間以内に対応し、高精度のプロトタイプを効率的に生産し、お客様の研究開発時間を平均 35% 削減できます。
プロトタイプ製造プロジェクトで落とし穴を確実に回避したいと思いませんか?今すぐ 3D 部品図面と検証要件を送信してください。JS Precision のエンジニアは、設計リスクを軽減し、コストと納期を正確に計算し、より多くの情報に基づいて研究開発の意思決定を行うのに役立つ無料の DFM 分析レポートを提供します。
プロトタイプ製造の真のエンジニアリング価値とは何ですか?
「試作品を作る」こと以外に、試作品の製造はエンジニアリングにとって欠かせないツールです。プロトタイピング製造の本当の目的は、研究開発における最も問題のある問題に最適なコストで対処することです。
シミュレーションデータから物理キャリブレーションまで
プロトタイプは、CAE シミュレーションのシミュレーション モデルを修正するための基準として機能します。実験結果との比較にシミュレーション結果を使用することにより、モデルを修正することで、設計反復のシミュレーション予測を強化することができます。これは、の最高値です。試作品の製造これは、研究開発を強化するラピッド プロトタイピング テクノロジーの重要な現れです。
製造可能性を考慮した設計 (DFM) の実験場
高価な量産金型に投資する前に、プロトタイピング製造により、射出収縮、応力亀裂、組み立て干渉などの製造可能性の問題を事前に明らかにして解決できるため、後の段階でのコストと時間を数十倍節約できます。
このため、多くの企業は、このステップにより自社製品の製品開発作業における大きな逸脱を回避し、量産段階での設計ミスに対処するための金型修正コストを回避し、プロジェクトの試作段階のコストを平均 20 ~ 40% 削減しました。
プロトタイプ部品の製造によって製品の研究開発リスクがどのように軽減されるかについて詳しく知りたいですか? JS Precision に問い合わせて、業界と製品タイプを記載した「DFM 検証チェックリスト」をリクエストし、対象となるプロトタイプ検証ソリューションを入手し、すべての R&D 投資が確実に具体的な結果を生み出すようにします。
コアプロトタイピングプロセスはどのように機能しますか?物理レベルの分析
プロセスを正しく選択することが成功への最も重要な要素です試作部品製造。さまざまなプロセスの物理原理によって、適用可能なシナリオが決まります。お客様のニーズを正確に満たすために役立つ、主流の製造プロセスの重要なロジックを詳しく見てみましょう。
積層造形 (3D プリンティング)
- SLA/DLP:レーザー/光学スキャンの硬化深さは、一般に 50 ~ 100 マイクロメートルです。後硬化は、残留応力と引張強度の変化に最大 20%影響します。高精度な外観試作に適しています。
- SLS/MJF:粉末は融点近くまで予熱されます。レーザー溶融ゾーンと熱影響ゾーンの制御された冷却により、異方性が 10% 未満に達し、射出成形部品に近い性能のナイロン部品が得られます。
- FDM:層間の接着強度が最も重要になります。ノズル内の温度を融点より30 ~ 50 ℃高くし、層の厚さを最適化(0.1 ~ 0.3 mm)することで、Z 軸の強度を向上させることができます。
サブトラクティブ マニュファクチャリング (CNC)
アルミニウム合金の加工には高速 (18000+ RPM) と高い送り速度が必要ですが、 ステンレス鋼/チタン合金には低速(深い切込み)と特殊な工具コーティングが必要です。
真空治具により振動が抑制され、薄肉試作部品の精度±0.025mmの達成が可能になります。工具半径補正は表面粗さに直接影響します (Ra 0.8 ~ Ra 3.2)。
ラピッドツーリングとウレタンキャスティング
シリコンモールドの寿命は 15 ~ 30 サイクルです。シリコーンの熱伝導率が低いと、プロトタイプのプラスチック部品の硬化が不均一になりやすく、対象となるプラスチックの特性 (ショア硬度 A50 ~ D80) をシミュレートする樹脂配合が必要になります。
お客様のご要望に応じてガラス繊維やカーボン繊維などのフィラーを追加し、機械的特性を最適化することができます。一方、金型ゾーン温度制御技術により、気泡や収縮欠陥の可能性を効果的に低減し、試作品の合格率を 98% 以上に高めます。
プロトタイプ部品にどのプロセスを選択すればよいかまだわかりませんか?パーツの形状モデルと性能仕様をアップロードするだけです。 JS Precision では、各プロセスの精度、価格、リードタイムの観点から比較するための 3 つのオプションを無料で提供します。
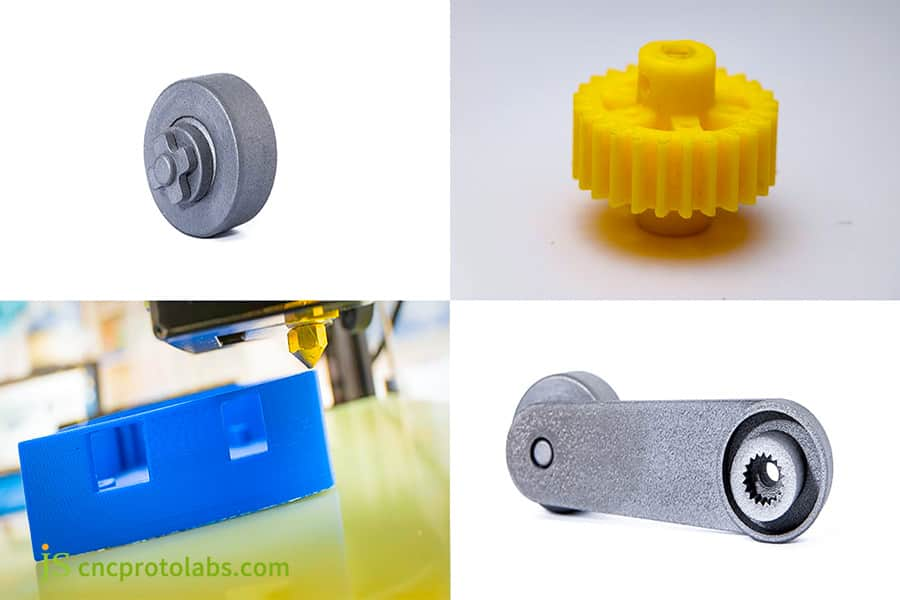
図 2 ラピッド プロトタイピングは、3D プリンティング、ラピッド射出成形、CNC 加工など、さまざまな製造方法に適用できます。
なぜ素材が試作部品の決定要因となるのでしょうか?
材料の選択は、その有効性を直接決定します。試作部品検証。特に、試作プラスチック部品は、日々の試作製造における材料の選択と密接に関係しています。材質選定の核心は「外観の類似性」ではなく「性能の一致」です。
パフォーマンスマッピング: プロトタイプと生産のギャップを埋める
| 材質の種類 | 引張強さ(MPa) | 弾性率 (GPa) | 熱たわみ温度 (°C) | 衝撃靱性 (kJ/m²) |
| 感光性樹脂(SLA) | 50-80 | 2.5-4.0 | 50-80 | 1.5~3.0 |
| CNC POM | ~70 | 2.8-3.2 | 110-120 | 5.0~7.0 |
| 3D プリンティング ナイロン 12 | ~48 | 1.6~1.8 | 120-130 | 3.5-5.0 |
| 量産 PA66-GF30 | ~160 | 8.0~10.0 | 220-240 | 10.0~15.0 |
材料の選択には「十分な品質」の原則が適用されます。外観の検証では寸法安定性が考慮され、機能テストでは重要な機械的/熱的特性と一致する必要があり、耐久性テストでは疲労と経年変化の特性を考慮する必要があります。
要求の厳しいプロトタイプ向けの高度な材料
- 高温環境: FDM/CNC 用の PEI (ULTEM 1010) は、HDT が 217°C で、エンジンの周辺コンポーネントに最適です。
- 生体適合性:医療グレードの SLA 樹脂、134°C の蒸気滅菌に耐える滅菌可能な CNC PEEK。
- 電磁性能:カーボンファイバー/カーボンナノチューブ複合材料の体積抵抗率は 1 Ω・cm と低く、EMI シールド効果は 30 dB 以上であり、電磁適合性検証要件を満たしています。家電そして軍事製品。フィラー比率を調整することで、さまざまなシールドレベルを正確に合わせることができます。

図 3 さまざまな材料には、性能、コスト、製造プロセスに影響を与える可能性のある独自の特性があるため、プロトタイプの設計では適切な材料を選択することが重要です。
有能な試作製造パートナーとは誰ですか?技術評価の枠組み
試作会社を選ぶ際の価格はあくまでも参考であり、技術力が核となります。あなたが探している高品質のプロトタイプ製造サービスプロバイダーは、あなたの拡張されたエンジニアリングチームであるべきです。
技術的なチェックリスト
- エンジニアリング対話能力:設計レビューに参加し、不均一な肉厚や鋭い角などの DFM の問題を特定し、最適化ソリューションを提供できますか?
- 品質検証機能:標準的な 3D スキャン レポート、工業用 CT 検査、およびサードパーティの材料認証レポートを提供していますか?
- 統合されたプロセスチェーン:ワンストップサービスを提供する能力があるか3Dプリント、CNC加工、表面処理、組み立て?
継続性の確保: デジタル スレッド
最高の製造試作会社は、プロセスパラメータ、熱処理記録などを含む、製造されたすべての試作部品の「デジタル履歴」を作成しています。これは、試作から生産に移行する際に非常に重要になります。
当社はデジタルスレッドの連続性を確保し、プロトタイプデータを量産装置にシームレスに統合して、プロセス移行のリスクを大幅に軽減します。
ケーススタディ: 故障率が 30% から 2% に — マイクロ流体チップのプロトタイプの 40 日間の償還
背景と課題:
ある IVD スタートアップ企業のマイクロ流体チップのプロトタイプは、チャネルの閉塞 (故障率 > 30%) と接着シール不良の問題に直面しており、その結果、検出結果に大きな変動が生じます。
チップチャネルはわずか150μm×200μmで、内壁Ra<0.4μmが必要で、材料は生体適合性と透明性が必要で、量産射出成形接合プロセスをシミュレートする必要もあります。
JS Precision のソリューション:
1.プロセスの選択:
プロセスの選択には、厚さ25μm、スキャン速度8000mm/s、UV光源を使用した波長405nmの超高精度microSLAを使用し、チャネル寸法の精度を±10μm以内、位置誤差≦±2μmに制御しました。
2.材料と後処理:
細胞毒性基準を満たす医療用生体適合性感光性樹脂を選択ISO 10993-5:2009 、クラス 1。また、交互二重周波数超音波支援後洗浄方法が設計されました (40kHz および 80kHz、交互モード、時間 120 秒)。
流路内の残留物を <5μm、応力 ≤ 2.8MPa にするために、60℃で 2 時間、さらに 80℃で 1 時間の分割光熱処理が行われました。
3.結合の検証:
- アクリル カバー プレートは、24000RPM および 0.15mm/r の送り速度でのCNC 高速フライス加工によって機械加工されました。カバープレートの平面度が ≤0.005mm であることを確認してください。
- 実際の量産用熱圧着パラメータに基づいて、圧力精度±0.01MPa(温度85℃、圧力0.3MPa、保持圧力30秒)でカスタマイズした空圧治具をシミュレーションします。 100サイクルの試験後、0.5MPaの圧力下でも漏れは発生せず、接着強度は1.2MPaに達しました。
- 同時オンライン目視検査: 流路壁内部の平均粗さ Ra 0.32μm が測定され、結果はプロジェクトの要件を満たしていました。
結果:
最終的に、40 日以内に 5 つの機能工学プロトタイプを納品することができ、流路の閉塞率を 2% 未満に減らすことができました。試作データをもとに量産金型設計も最適化。製品の発売を少なくとも 4 か月早めました。
あなたのプロトタイプ製造プロジェクトも同様の技術的課題に直面していますか? JS Precision テクニカル ホットラインに電話して、製品の問題点と検証要件を詳細に説明してください。当社は実際の経験を活用して、お客様向けにカスタマイズされたソリューションを開発し、お客様が研究開発の困難を克服し、製品の発売を加速できるよう支援します。

図4 IVD(体外診断)装置用マイクロ流体チップ
今日のプロトタイピングにおけるフロンティアの課題は何ですか?
さまざまな製品開発により改良を重ね、試作プラスチック部品プロトタイピング製造はより最先端になり、その結果、永続的な進歩が促進されます。
複数の材料または異種混合の統合
剛性部品、シール、センサーを統合した、完全に統合された「機械、電気、ソフトウェア」システムのプロトタイプを作成するにはどうすればよいでしょうか?解決策は、PolyJet マルチマテリアル プリンティング、または 3D プリンティングと精密タイリングを組み合わせたハイブリッド プロセスにあります。
マイクロスケール&超高精度
10μm未満のフィーチャサイズと表面粗さ医療用マイクロ流体デバイスやマイクロ光学部品のプロトタイプには、0.1μm未満のRaが必要です。マイクロ・ナノレベルのCNC加工と二光子重合がこの障壁を克服しています。
実環境耐久性試験用のプロトタイプ
自動車外装部品および屋外電子機器のプロトタイプは、 1000 時間のUV 暴露をシミュレートし、-40°C から 85°C までの1000 回の熱サイクルにさらされる必要があります。これらのプロトタイプには、材料の劣化に関する信頼できるデータが必要であるか、そのようなテストのために修正を受ける必要があります。
耐候性材料と耐候性コーティングプロセスを使用することで、試作エージング試験と量産品の誤差を10%以内に抑え、検証の有効性を保証します。
以下は、主流の耐候性材料の主要な性能データの比較です。
| 材質の種類 | UVエージング1000時間色差ΔE | 1000熱サイクル後の引張強さ維持率(%) | 低温衝撃強さ(-40℃、kJ/m²) | 耐湿熱性(95%RH/85℃、500h) 外観グレード | 適用可能なプロトタイプのシナリオ |
| 耐候性ABS | 1.8~2.5 | 88-92 | 12-15 | グレード1(膨れ、割れなし) | 自動車内装、屋外用小型家電 |
| PC/ABS合金 | 1.5~2.2 | 90-94 | 18-22 | グレード 1 (変色、チョーキングなし) | 自動車外装、電子機器筐体 |
| ガラス繊維強化PP | 2.0~2.8 | 85-90 | 8-11 | グレード2(わずかな変色) | 自動車バンパー、屋外構造部品 |
| 耐候性PC | 1.2~1.8 | 92-96 | 25-30 | グレード 1 (パフォーマンスの低下なし) | 光学部品、ハイエンドアウトドア機器 |
| 改良型PA66 | 1.6~2.4 | 86-91 | 14-17 | グレード2(クラックなし、吸水わずか) | 屋外用コネクタ、機械構造部品 |
これらの最先端の課題に取り組み、試作部品製造プロジェクトの競争力を向上させてみませんか?その後、JS Precision に連絡して技術セミナーを手配してください。最新のプロセスの適用例を共有し、試作製造の分野でより多くの機会を創出できるようにします。
よくある質問
Q1: 試作の平均的なコストとリードタイムはどれくらいですか?
価格は、プロセスの複雑さ、使用される材料、および関連する部品によってのみ、数百から数万ドルになる可能性があります。精密 CNC アルミニウム部品の少量注文には約3 ~ 5 日かかりますが、複数の材料を含む複雑な組み立て部品には2 ~ 3 週間かかる場合があります。
Q2: 自分のプロジェクトに最適なプロトタイピング プロセスを選択するにはどうすればよいですか?
形状の複雑さ、材料の挙動、コストと時間などの 3 つの変数に基づくと、最も重要な選択要素は次のようになります。形状の複雑性が高く、少量生産の場合は 3D プリンティング、高性能および高精度の金属部品には CNC 加工、プラスチック部品のみを模倣する低バッチの場合は真空鋳造です。
Q3: 3D プリントされたプロトタイプは最終機能テストに使用できますか?
はい、ただしテストの条件は重要な知識に基づいて均等化する必要があります。多くの構造試験では、SLS ナイロンに使用されている材料と SLA 高温樹脂に使用されている材料を使用できますが、動的疲労と耐候性については、材料を確認する必要があります。
Q4: 試作材と量産材ではどのくらい性能に違いがありますか?
その違いは非常に大きいかもしれません。たとえば、ABS を模倣するために PU を鋳造するプロセスでは、強度は類似している可能性がありますが、衝撃靱性と長期老化に対する耐性の異なるカテゴリについて、現在の検証段階で最も重要な指標を決定し、追求することが目的です。
Q5: 試作部品の精度と品質を確保するにはどうすればよいですか?
3D スキャン比較色差画像、限界寸法 CMM レポート、材料認証文書などの初品検査レポートをサプライヤーにリクエストできます。この情報は、プロトタイプ部品の品質レベルを直接証明できます。
Q6: 試作部品に表面処理(塗装、電気メッキ)を施すことはできますか?
はい、多くの場合必要です。ただし、感光性樹脂、ナイロンなど、基板が異なれば、前処理プロセスの種類も異なり、必要な接着レベルも異なります。これについては、取引の一環としてサプライヤーに確認する必要があります。
Q7: 試作から量産までスムーズに移行するために最も重要な要素は何ですか?
最も重要なのは設計データの継続性と製造データの蓄積です。プロトタイプ段階での設計変更が完全に記録されていることを確認し、量産のベンチマークとして主要なプロセス パラメーターを取得して、完全なデジタル スレッドを形成する必要があります。
Q8: 中国での試作品製造の主な利点は何ですか?
基本的な利点は、サプライ チェーン管理の完全な統合、驚異的な費用対効果、応答と反復の速度にあります。 JS Precision などのトップメーカーも、世界と並行してプロセス技術と能力を開発してきました。
Q9: ラピッドプロトタイピングのコストはどのように決定されますか?
コストは、選択したテクノロジー (3D プリンティングや CNC など)、材料、部品の複雑さ、仕上げ、納期によって異なります。具体的な見積もりについては、CAD ファイルとプロジェクト要件をメーカーと共有します。
まとめ
高品質のプロトタイプ製造サービスの核心を定義するのは、エンジニアリングと材料科学、精密製造をいかにうまく組み合わせているかです。これらは抽象的なアイデアをテスト可能で反復可能な信頼できる物理的な実体に変換し、製品の最終的な成功に対する最も早くて最も重要な保証を提供します。
JS Precision などの中国の最高級の製造サービス組織は、緊密に統合されたプロセス チェーンとエンジニアリングの基礎に対する深い理解を備え、世界のハードテクノロジー グループに必要な拡張研究開発部門としての役割を果たすことがますます重要になっています。
今すぐ JS Precision に連絡して、技術的な議論を始めてください。 JS Precision は、精度を使用してイノベーションのアイデアを迅速に実現するのに役立ちます。 試作製造。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

