

マイクロCNC加工精密製造の核心です。航空宇宙用マイクロセンサーでは、1.8 mm の皿穴のわずか 0.02 mm のずれでも信号障害が発生する可能性があり、医療用インプラントでは、小さな皿穴の寸法の不安定性が人間の生体適合性に直接影響します。
上記のシナリオは、小型部品の精密製造がいかに重要であるか、また中央の CNC 加工がいかに高精度であるかを示しています。これには、マイクロ CNC 加工に熟練した CNC 加工部品サプライヤーを慎重に選択する必要があります。

この記事では、完璧な皿穴加工の中核を詳しく解説し、JS Precision が最先端の小型 CNC 加工技術を備えた信頼性の高いカスタム CNC 加工部品を提供して、ミクロンレベルの加工の課題を解決する方法を詳しく説明します。
主要な回答の概要
| 主要な課題 | よくある誤解 | JS Precision のソリューション |
| ミクロスケールの精密制御 | 従来の加工パラメータや切削工具を使用すると、バリや寸法が不安定になります。 | 微小径の切削工具を使用し、切削ダイナミクスを最適化することで、 ±0.01mmの安定した公差を達成できます。 |
| 完璧な皿穴形成 | テーパ穴の品質に対する工具の摩耗と主軸の同軸度の影響は無視します。 | CNC 皿穴加工技術とオンライン監視技術により、穴の開口部に均一な面取りを精度よく深さで行うことができます。 |
| 複雑・小型部品の加工 | ほとんどの人は、複雑な形状は必然的に精度の低下または非常に高いコストのいずれかを意味すると信じています。 | 多目的5軸マイクロミリング革新的なクランプにより、カスタマイズされた CNC 機械加工部品の製造における複雑さと精度の間の適切なバランスを見つけることができます。 |
| 小ロットの費用対効果 | 少量バッチの CNC 加工のコストは必然的に高くなると言われています。 | 当社は、透明性のあるモジュール式の価格設定とプロセスの最適化による単価削減を提供し、小ロット生産も同様に経済的にします。 |
重要なポイント
- 完璧な皿穴は、切削工具の形状精度、スピンドルのダイナミクス、材料特性、および冷却システムの間で可能な最適な相乗効果を表すという点で、システム工学の問題です。
- 微細加工の中核は安定性です。極端なパラメータを追求するよりも重要なのは、振動、熱変形、工具の摩耗を制御してすべての部品の一貫性を確保することです。
- 早い段階で設計に協力することで、コストを 30% 以上削減できる可能性があります。これは、設計プロセス内に製造性に関する推奨事項を含めることで、カスタム CNC 機械加工部品に関連する機械加工の難しさや課題を軽減できるためです。
- ベンダーの選択はエンジニアリング パートナーの選択を意味します。つまり、優れた CNC 機械加工部品サプライヤーは、見積もりだけでなく、 DFM 解析などの総合的な技術サポートを提供できる必要があることを意味します。
カスタマイズ部品に JS 精密機械加工を信頼する理由
JS Precision は CNC 加工業界に 15 年間携わっており、特にマイクロ CNC 加工と精密小物部品の製造に重点を置いています。当社は、航空宇宙から医療機器、高品質エレクトロニクスに至るまで、 5,000 を超える顧客にカスタム ソリューションを提供してきました。
当社は、30,000 ~ 60,000 RPM の速度で±0.002mm 以下の再現性誤差を有する 30 台の超高速 5 軸マイクロ CNC マシニング センターを含む 120 台を超える高精度加工機を保有しています。
品質管理基準については、当社のガイドラインに厳密に従っています。 ISO6789は、ネジとナットの組立工具 - 手動トルク ツールです。また、レーザー共焦点顕微鏡やマイクロプローブを備えた三次元測定機などの最新の検査装置を使用した、測定精度 ±0.001 mm の本格的な検査プロセスも開発しました。
したがって、当社が製造するすべてのカスタム CNC 機械加工部品は、設計パラメータに従って正確に製造されます。過去 3 年間の製品認定率は一貫して 99.8% を超え、顧客の再購入率は 75% を超えています。
これに加えて、当社には 50 名を超えるシニア エンジニアからなる技術チームがあり、DFM 分析から生産の最適化までの包括的な技術サービスをお客様に提供する準備ができています。
また、当社はかつて、医療用顧客のチタン合金マイクロコネクタの皿穴加工ソリューションにより、顧客の生産歩留まりを 65% から 99.8% に向上させ、総コストを 25% 削減することを支援しました。
サービスの利点だけでなく、技術的な利点も確認したいですか? JS Precision の技術コンサルタントに連絡して、カスタム CNC 機械加工部品の要件を共有してください。その代わりに、無料の DFM 分析と価格見積もりを提供します。また、ISO 6789規格に準拠した加工事例もお送りいたします。
マイクロ CNC 加工はどのようにして小型部品の精密製造を実現するのでしょうか?
マイクロ CNC 機械加工プロセスは、小型部品の精密生産の基礎であり、通常はハイエンドの機械、専門的な切断、科学的に設計されたプロセスが必要です。
1.工作機械と主軸: ミリメートルの違いの鍵:
マイクロ CNC マシニング工作機械には、剛性、0.1μm リニアエンコーダ、30,000 ~ 60,000 RPM のスピンドルが必要です。 JSプレシジョンが保有する設備は、切削振動を低減し、正確な軌道制御を行い、微小径工具の切削抵抗を低減し、精度を確保することができます。
2.微小径切削工具の芸術と科学:
1 mm 未満の超硬および/またはダイヤモンド切削工具が基本です。精密切削工具の振れは0.003mm未満です。材料の適合性のパラメータを以下の表に示します。
| 機械加工材料 | 工具材質 | 推奨コーティング | 工具径範囲(mm) | 最大振れ要件(mm) | 適用切断速度(m/min) |
| 6061アルミニウム | 炭化物 | DLC | 0.2~1.0 | ≤0.003 | 150-250 |
| 304 ステンレス鋼 | 炭化物 | ティアルン | 0.3~1.0 | ≤0.0025 | 80-120 |
| Ti-6Al-4Vチタン合金 | ダイヤモンドコーティング超硬 | AlCrN | 0.5~1.0 | ≤0.002 | 50-80 |
| POMプラスチック | 炭化物 | コーティングされていない | 0.2~1.0 | ≤0.003 | 200-300 |
工具パラメータを正確に一致させることで、加工精度と工具寿命を向上させることができます。
3.戦略的な切断と冷却:
「浅切込み・高送り」工法と霧化冷却・低温冷風技術の適用により、切りくず排出性と温度を適切に管理し、寸法安定性を確保しています。
完璧な組み立てを実現できる CNC 皿穴加工技術とは?
正確な皿穴はアセンブリ全体の信頼性を決定します。 CNC 皿穴加工技術の中核には、工具の選択、パラメータ設定、パスの最適化が含まれます。
1.ツールの選択: 90° または 120°?角度の問題だけではない
90° 皿穴ドリルは一般的な組み立てに適しており、120° は高強度接続に適しています。航空宇宙用途。アルミニウム合金の加工には表面仕上げを向上させるためにダイヤモンド コーティングされた工具が選択され、ステンレス鋼の加工には工具寿命を延ばすために TiAlN コーティングが選択されます。
2.パラメータの黄金律:主軸速度、送り速度、ペッキングドリルサイクル
以下に示すように、さまざまな材料やツールには特定の加工パラメータが必要です。
| 材料 | ツール仕様 | 主軸速度(RPM) | 送り速度 (mm/rev) | 該当するシナリオ |
| 6061アルミニウム | 直径3mm、90°皿穴ドリル | 8000-12000 | 0.03~0.05 | 電子部品全般 |
| 304 ステンレス鋼 | 直径2mm、90°皿穴ドリル | 4000-6000 | 0.01~0.02 | 機械構造部品 |
| Ti-6Al-4Vチタン合金 | 直径1.5mm、120°皿ドリル | 3000-5000 | 0.008~0.015 | 医療機器 |
深さと直径の比率が大きい皿穴では、切りくず詰まりや加工品質への影響を避けるためにペッキングドリルサイクルが必要です。
3.プログラムパスの最適化
JSプレシジョンでは、切込み加工にヘリカル補間を採用し、合理的な戻り動作を採用し、穴開け時のバリやビビリを防止します。
正確な内容について詳しく知りたい CNC皿穴加工技術? JS Precision に連絡して、「皿穴技術ホワイト ペーパー」のダウンロードを依頼してください。
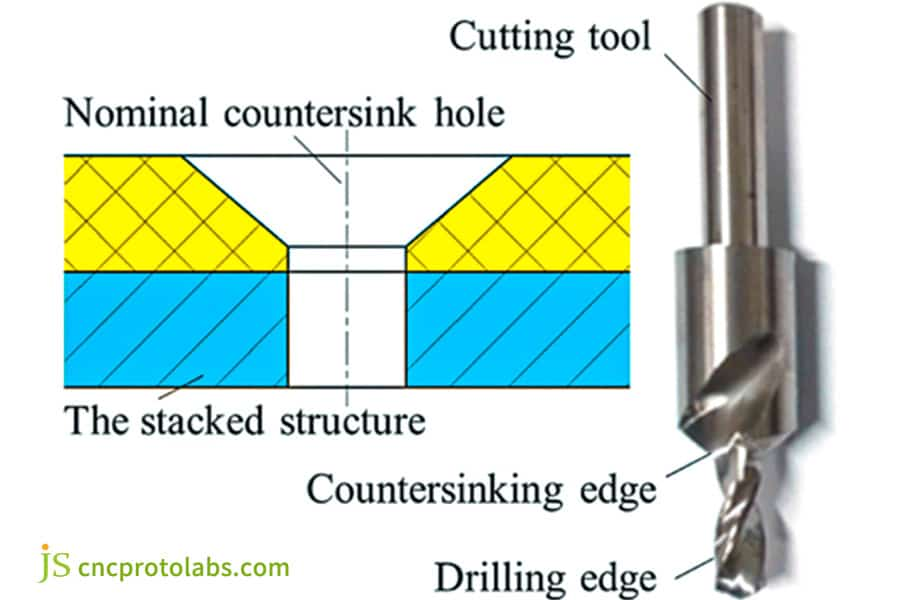
図 1 皿穴構造、積層階層、工具穴あけおよび面取り機能のエンジニアリング概略図分析。
罠と対策: 小型 CNC 加工の皿穴を台無しにする要因は何ですか?
小型 CNC 加工における皿穴のトラブルには、穴開口部周囲のバリ、テーパー面の振動や跡、寸法精度の問題などが含まれます。これらの問題に対する JS Precision の回避策は次のとおりです。
問題点1:穴開口部のバリや破れ
穴開口部のバリ: 原因としては、切れ味の悪い切削工具、不適切な切削パラメータ、被削材の靭性などが考えられます。この問題の改善策には、切削工具の頻繁な交換、切削パラメータの最適化、または精密部品の二次仕上げ作業が含まれます。
問題点2:テーパー面粗さが悪い、振動痕がある
テーパ面の跡:オーバーハング、クランプ剛性不足、パラメータによる共振などが原因。ツールホルダーの長さを短くし、クランプ剛性を改善し、共振パラメータを回避することで修正します。
問題 3: 深さと直径が一致しない
寸法の不一致: 工具の摩耗、主軸の動き、またはワークピースのデータムの不一致が原因です。解決策:定期的に工具を交換し、スピンドルを検査して正しいワークデータムを確立することで工具寿命を向上させます。

図 2 皿穴を加工するための金属ワークに面する CNC 工作機械のドリルビット。
精密小物部品の製造において皿穴の絶対深さを制御するにはどうすればよいですか?
皿穴の絶対深さはネジの平坦度に影響し、精密小物部品製造の重要な指標となるため、規格の順守が必要となります。 ISO8015 。 JS 3 つのテクニックを使用して深さを精密に制御します。
- ツールのプリセットとオンライン補正:ツールのプリセット長さ ±0.001mm は、摩耗に応じたオンライン プログラミング補正と、コンタクト プローブによる精度±0.005mmのリアルタイム オンライン補正によって補完されました。
- プログラミングにおける深さ制御戦略:深さ制御にはCAM機能「底面加工」を使用し、ランプ加工や曲面加工には「通常送り」を採用して均一な深さを確保します。
- 材料のスプリングバックと検証:スプリングバックは、公差を満たすために光学式表面形状計と座標測定機によって実行される検証プロセスとともに、強靱な材料の最初の生産時に考慮されます。
小型 CNC 加工プロセスを最適化して、迅速かつ経済的な生産を実現するにはどうすればよいですか?
同社は、精密小型部品製造によって提供される精度を維持しながら、JS Precision での迅速かつ経済的な生産を保証するために、3 次元を通じて小型 CNC 機械加工プロセスを最適化しました。
- インテリジェントなネスティング: CAM ソフトウェアはブランケット レイアウトの最適化に役立ち、材料使用効率が40% から 65% に向上し、工作機械のアイドル時間と全体の効率が向上します。
- 自動化と迅速な切り替え:ロードおよびアンロードにゼロ点クイックチェンジ治具とロボットを使用することで、切り替え時間を数分に短縮できます。設備効率は85%以上に向上します。
- インテリジェントなツールマガジン管理: 120 以上のツールポジションを提供するツールマガジンと管理ソフトウェアを組み合わせることで、自動的にツールを取得し、ツールの寿命を追跡し、ツール交換の待機によるダウンタイムを最小限に抑えることができます。
コストを削減し、効率を高めたい小型CNC加工仕事? JS Precision のプロセス エンジニアに連絡して、カスタム CNC 機械加工部品のニーズを共有してください。 JS Precision はお客様に合わせて加工を最適化し、加工コストを削減できるソリューションを提供します。
カスタム CNC 機械加工部品が従来の設計を打ち破る場合、どうすればよいでしょうか?
深い穴、薄肉のコンポーネント、その他の複雑なカスタム CNC 機械加工部品の加工はさらに困難です。 JS Precision は、最先端のテクノロジーとカスタマイズされたソリューションを使用して、これらすべての困難を簡単に克服します。
- 5 軸マイクロ CNC フライス加工: 1 回のセットアップで 5 つの表面を仕上げ、曲面の繰り返し作業における位置決め誤差の問題を克服します。
- カスタマイズされた治具:これらの治具は、均一な力の適用に役立ち、金属の変形を防ぎます。例:真空拡張治具など
- マイクロ EDM の補完: 0.1 mm 以上の高アスペクト比の微細穴または硬質材料の加工に使用されます。マイクロ EDM は、マイクロ EDM の補完としても考慮できます。 CNCフライス加工。
小ロット注文の場合、CNC 加工コストはいくら計算されますか?
小ロットのカスタム CNC 機械加工部品のコストを最適化できます。 JS Precision は、「CNC 加工コストはいくらか」の内訳を分析し、コスト削減ソリューションを提供します。
1.コスト構成計算式分析:
さまざまなバッチサイズのコスト構成と最適化の可能性を以下の表に示します。これは、コストの核となる影響ロジックを明確に示しています。
| 注文バッチ(個) | 材料費の割合 (%) | 工作機械の人件費比率(%) | エンジニアリング準備コストの配分率 (%) | 備品コストの配分率 (%) | JS の精度最適化の可能性 (%) | 中核的な最適化対策 |
| 1-10 | 15-20 | 25-30 | 35-40 | 10-15 | 20-25 | モジュラーエンジニアリングの準備、共有治具 |
| 11-50 | 20-25 | 30-35 | 20-25 | 5-10 | 15-20 | インテリジェントなネスティング、最適化された処理パラメータ |
| 51-100 | 25-30 | 35-40 | 10-15 | 3-5 | 10-15 | 自動積み下ろし、バッチ資材調達 |
コストには、材料、工作機械の労働力、エンジニアリングの準備、備品のコストが含まれます。これらはすべて、材料、設備、プロセスに直接関係します。
2.JS Precision の最適化ソリューションによるコスト削減の利点: JS Precision は、DFM を最適化することで、他のさまざまな支出を間接的に最小限に抑えます。たとえば、4 軸機械を 3 軸機械に変更することで工数を 30% 節約します。
3.小ロット注文の価格設定の利点:標準化されたプロセス + モジュール式の準備、1 ~ 100 個の数量に適しており、最低価格が高くない合理的な価格設定。
知りたいですか CNC加工のコストはいくらですか小ロットの注文ですか?カスタム CNC 機械加工部品の要件 (数量など) を JS Precision に提供するだけで、JS Precision が小規模バッチ処理のニーズに応じたコストの明確かつ詳細な内訳を提供します。

図 3 皿穴がきれいに配置されたバッチ処理された金属部品。
ワンクリックでカスタム CNC 機械加工部品の即時見積もりを取得するにはどうすればよいですか?
JS Precision は、カスタム CNC 機械加工部品の便利で透明性の高いオンライン見積を行うための効果的なオンライン見積システムを確立しました。
- 「完璧な見積依頼パッケージ」の準備:完全な見積依頼パッケージには、公差付きの 2D 図面、STEP 形式の 3D 図面、材質/表面処理要件、および数量要件が含まれている必要があります。
- オンライン ポータル アップロードと AI インテリジェント分析:画像がオンラインにアップロードされると、AI システムは部品の特徴を自動的に分析し、DFM に関する提案を含む初期見積もりを数分以内に生成できます。
- 見積りから正式注文へのスムーズな移行:最初の見積り後、担当のアカウント マネージャーがお客様と連絡を取り、質問に答え、見積りから注文へのスムーズな移行を促進します。
ケーススタディ: JS Precision はチタン合金コネクタの皿穴深さ公差 0.05mm を達成
顧客の課題
医療機器のクライアントは、チタン合金 (Ti6Al4V) 製の小型コネクタを機械加工する必要があります。コネクタには直径φ1.5mmの穴が4つあり、90°皿穴タイプで、深さの公差は±0.05mmです。
クライアントは、 CNC機械加工部品サプライヤー。チタン合金の機械加工が複雑なため、元のサプライヤーの製品の歩留まりはわずか 65%であり、穴開口部のマイクロメートル公差の深さが原因でアセンブリ内での漏れが発生していました。
JS プレシジョン ソリューション
この要件を満たすために、JS Precision は技術専門家のチームを結成し、カスタマイズされたソリューションを設計しました。
- 設備:従来のドリリングセンターやタッピングセンターではなく、主軸軸方向に高剛性を誇る5軸マイクロCNCマシニングセンターを採用しました。
- 工具:内部冷却穴付きの超鋭利なチタン合金皿穴ドリルを使用しました。工具振れは0.002mm以下に抑えられました。
- プロセス:プロフェッショナルな CNC 皿穴加工技術は、低速切削、中程度の送り速度、ペックドリル加工によって実行され、従来のドリル加工による穴開口部のバリを最小限に抑えるために、螺旋状に入るように切削パスをプログラムしました。
- 同時に、 50 個の部品を加工するごとにプローブを自動的に呼び出して皿穴の深さをチェックし、工具摩耗補正を実行するオンライン補正メカニズムを確立しました。
結果
このソリューションを使用すると、500 個のサンプルで構成される最初のセットのサンプルは、 100% バリのない穴開口部で深さの公差要件を完全に満たしました。さらに、10,000 個の大規模生産後の歩留まりは 99.8% を超え、顧客の組み立て効率は 40% 向上し、コストは 25% 低下しました。
精密機械加工に関する問題にも対処している場合は、メールで問い合わせることもできます。カスタムCNC機械加工部品ニーズ。私たちのチームは、テクノロジー関連の問題を克服するためのソリューションを提案します。

図4 90°皿穴付きチタン合金(Ti-6Al-4V)ミニチュアコネクタ
よくある質問
Q1: 安定して加工できる最小サイズはどれくらいですか?
JSプレシジョンはマイクロCNC加工を搭載しており、仕上がり寸法1mm 、公差管理精度±0.005mmで0.1mmまでの微細な精密加工が可能で、精密小物部品の加工にも十分対応できます。
Q2: 加工中に小さな部品が飛んだり、変形したりしないようにするにはどうすればよいですか?
小型部品の加工にはマイクロバキューム治具や低融点合金フィラー、ソフトジョーなどを採用しております。さらに、加工ストレスを軽減し、部品の吹き飛ばしや歪みを防ぐために、加工パラメータの最適化にも努めています。
Q3: 小型部品に適用できる表面処理は何ですか?
当社が提供するマイクロ部品の表面処理ソリューションには、サイズ、種類、用途に応じて、マイクロアーク酸化、無電解ニッケルメッキ、PVD コーティング、不動態化、精密サンドブラストなどが含まれます。
Q4:見積書の「工事準備料金」には具体的に何が含まれますか?
オファーに従って支払わなければならない「エンジニアリング準備料金」には、CAD/CAM プログラミング、プロセス計画、特別なツールと治具の作成、最初のピースの加工、フルサイズの検査/検証に費やされるエンジニアリング時間が含まれます。
Q5: 小ロット注文の場合、通常の納期はどれくらいですか?
標準的な材料とプロセスで、少量の注文は 5 ~ 50 個です。表面処理時間を含め、通常7~15営業日かかります。また、お客様の緊急のニーズに対しては、迅速なサービスを提供することができ、納期を3 ~ 7 日に短縮することができます。
Q6: このような小さな特徴や公差はどのようにして検出するのですか?
超高倍率光学測定機、レーザー共焦点顕微鏡、マイクロプローブ(直径0.3mm)付き三次元測定機を備えております。検査精度は機械加工精度よりも一桁高く、微細な形状や公差の精密な検査を保証します。
Q7: デザインを変更する必要がある場合、納期とコストにどの程度影響しますか?
あなたはできるあなたのデザインをすべて送信してください特定のチャネル経由で変更リクエストを送信します。変更の影響を 4 時間以内に確認します。コーナーR寸法などの軽微な変更は通常無料ですが、構造変更がある場合は改めてお見積りと納期をご提示させていただきます。すべてのプロセスは透明でオープンです。
Q8: 混合材料や複数の部品の組み合わせ注文はサポートされていますか?
JSプレシジョンでは、混合材料や複数の部品を組み合わせたオーダーにも完全対応いたします。当社は、さまざまな材料や設計の小型部品の機械加工に効率的に対処し、エンジニアリング準備リソースを共有して、お客様に利便性を提供し、全体的なコストを最適化することができます。
まとめ
成功か失敗かは数マイクロメートルに左右され、精度がすべてです。完璧な皿穴加工は、決して単一の技術の頂点ではなく、設備、ツール、プロセス、経験の集合体です。
マイクロ CNC 加工を備えた JS プレシジョンは、プロフェッショナルな技術、厳格な姿勢、効率的なサービスを開発し、各小さな部品に究極の精度を実現します。
皿穴の加工に問題がある場合でも、カスタム CNC 機械加工部品に関してコスト効率の高いソリューションを探している場合でも、信頼できる CNC 機械加工部品サプライヤーの 1 つである JS Precision に注目してください。
正確、透明性、効率的な製造サービスを今すぐ体験してください。 JS Precision の Web サイトにアクセスしてください。パーツ設計ファイルをアップロードする。製造可能性の分析や最適化の提案を含む詳細な見積もりを数時間で入手できます。精密な設計を完璧な現実に変えるための最初の一歩を踏み出しましょう。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

