

製造のための設計は、この種の問題点を解決するための鍵となります。航空宇宙用ブラケットの設計に何週間も費やした場合、内側のコーナー半径が不十分であるため、または加工コストが予算を 40% 超過しているため、CNC 加工中に加工が不可能であることが判明するなどです。
精密製造における最も独創的な設計は、CAD ソフトウェアで賞を受賞するものではなく、最低コストと最速のスピードで高品質の製品に変換できるものです。統計によると、製品コストの 60% 以上が設計段階で決定されます。

このガイドでは、製造のための設計の主要な原則と実践を説明し、JS Precision がクライアントのコスト最適化、品質向上、リード タイムの短縮という3 つの目標の達成をどのように支援するかを示します。 CNC加工サービス初期の DFM コラボレーションを通じて。
主な回答のまとめ
| DFM コアの寸法 | 従来の設計によくある問題 | JS Precision の DFM ソリューション |
| 製造性 | 機械加工不可能な機能、不必要な複雑さ、またはツールのアクセシビリティにおける過失。 | 製造可能性についての設計を早期にレビューすることで、現在の CNC 加工サービス能力の範囲内で設計を効率的に製造できるようにすることで、製造上の障壁を排除します。 |
| コストの最適化 | 公差が厳しすぎること、材料の選択が不適切であること、加工パスが非効率であることは、その理由のほんの一部にすぎません。 | 当社は、カスタム部品製造のコストに対するあらゆる設計機能の影響を体系的に分析し、コストを最大 40% 削減できるデータ駆動型の最適化提案を提供します。 |
| 効率向上 | 設計関連の問題により、多段階の加工、より長いツールパス、より頻繁な工具交換、およびクランプが発生します。 | 当社は、大量の CNC 加工用に部品の形状を最適化して、ツールパスを簡素化し、加工時間を短縮し、スループットと一貫性を向上させます。 |
JS Precision Core DFM 原則: 実世界の経験に基づいて、最初の試みでプロジェクトの成功を支援します
過去 15 年間、JS Precision は CNC 加工に深く関与し、航空宇宙、医療機器、自動車部品などの業界の2000 以上のクライアントに製造向け設計サービスを提供してきました。
たとえば、当社は航空宇宙会社向けにアルミニウム合金ブラケットの設計を最適化し、トポロジー最適化ソリューションは、幾何学的寸法と公差 (GD&T) の簡略化された設計ガイドラインに準拠しました。 ASME Y14.5-2018米国機械学会 (ASME) の規格に準拠しており、加工時間を4.5 時間から 2.2 時間に短縮し、クライアントのコストを 42% 削減できます。
また、医療機器クライアントの規格外の穴加工の問題も解決し、穴寸法を標準化することで工具交換を削減し、生産効率を 30% 向上させました。
また、当社は、複数のコンポーネント間の組み立てミスを回避するための新エネルギー顧客向けの統合構造部品の設計など、カスタム部品製造における100 以上の要求の厳しいプロジェクトにも独自に取り組んできました。これらの実践例は、プロジェクトの目標を達成するには DFM が不可欠であるという重要な教訓を私たちに教えてくれました。
このガイドは、当社の長年のサービス経験を体系的にまとめたものです。そこに含まれるすべての原則と提案は、実際のプロジェクトで検証されています。製造性を考慮した設計の実践をガイドし、CNC 加工プロジェクトを成功裏に実装するために、このツールを完全に信頼できます。
JS Precision の DFM ケーススタディをもっと知りたいですか?業種を送信していただくと、DFM の価値を直感的に理解するのに役立つ、同じ業界の成功した製造可能性設計のケーススタディが送信されます。
DFM フレームワーク: CNC 加工の基本的な手順と原則は何ですか?
製造を成功させるための最初のステップは、体系的な製造指向の設計フレームワークを確立することです。 CNC 加工では、この DFM フレームワークは、設計の初期段階からリスクを軽減するのに役立ちます。以下では、その中心となる手順と原則を詳しく説明します。
早期の関与: 製造知識を設計段階に持ち込む
概念設計段階で製造専門家を紹介することは、Design for Manufacturing の中核となる価値提案です。
この時点で JS Precision のエンジニアが介入し、設計がプロセス要件を満たしているかどうかを判断します。 CNC加工サービス、部品のアスペクト比が工具の加工範囲を超える場合、後の段階で大幅な修正を回避できます。
5 つの基本原則: 簡素化、標準化、モジュール化、アクセシビリティ、およびコンプライアンス
1. ジオメトリの簡素化:不規則な表面を規則的な表面に変更するなど、プログラミングの時間と難易度を軽減できる不必要な複雑な突起や溝を排除するようにしてください。
2. 穴/半径寸法の標準化:さまざまな非標準穴を業界標準寸法に標準化します。たとえば、6 種類の穴を 2 種類に減らし、工具交換を削減します。
3. モジュール式コンポーネントでの設計:複雑な部品を個別に機械加工可能なモジュールに分割します。たとえば、統合されたシェルをトップ カバーとベースに分割して機械加工と組み立てを簡素化します。
4. 工具のアクセス性:深いキャビティのコーナーに十分な半径を確保するなど、工具が到達できない加工領域を防ぐために、工具の設計中に適切なスペースを確保します。
5. 製造能力を満たす:非現実的または過度にコストのかかる要件を避けるために、研削精度に達するために通常のフライス加工を必要としないなど、設計は実際の CNC 加工レベルに一致する必要があります。
反復的なコラボレーション: DFM フィードバックから設計の最適化までのクローズド ループ
JS Precision は、構造化されたレポートを通じて、明確で実用的な製造可能性設計の改善提案をクライアントに提供します。そのレポートには問題、改善計画、期待される結果がリストされ、クライアントからのフィードバックに基づいて計画が調整され、最適化の閉ループが形成されます。

図 1: 標準化のスレッド化コールアウト。これにより、メーカーは機能要件を確実に満たしながらプロセスを最適化できます。
コスト エンジニアリングの考え方: DFM は製品の総コストにどのように直接影響しますか?
あらゆる意思決定において「製造用の製品をどのように設計するか」という考え方を重視することは、コスト管理にとって最も重要です。ほとんどのクライアントは、設計段階での機能のみに関心があり、製造コストをまったく考慮していないことがよくあります。 DFM は、最初から総コストの削減に役立ちます。
材料の選択と利用: ブランクから部品へのインテリジェントな変換
部品の輪郭とレイアウトを最適化し、標準サイズのブランクを選択することにより、材料使用率を50% から 80% 以上に高めることができます。
一例として、当社はクライアントが 100mm x 100mm のブランクから加工する部品の数を 2 つから 4 つに増やすことを支援し、材料費を50% も削減しました。また、カスタマイズ料金を避けるために標準のアルミニウム合金ブランクの使用を推奨しました。
加工時間: 1 分ごとにコストがかかる
工具交換を減らし、工具経路を最適化し、不必要な作業を回避することにより、 5軸加工CNC 加工サービスの工作機械コストを直接削減できます。
たとえば、ある顧客は、穴の寸法を標準化することで、工具交換を 8 回から 3 回に減らし、加工時間を 3 時間から 1.8 時間に短縮することに成功し、部品あたり 1 時間あたり 80 ドルで 96 ドルを節約しました。
後処理および組立コスト: 見落とされやすい隠れた経費
設計により、研磨に必要な時間を短縮し、組み立て手順を簡素化し、パッケージングの特別な要件を排除して、総合的な観点からカスタム部品の製造コストを制御できます。
たとえば、表面粗さ非合わせ面のRa0.8μmからRa1.6μmまでの研磨時間は30%短縮され、ネジの代わりにスナップフィットデバイスを設計することで組み立てが容易になり、人件費が削減されます。
製品設計ではどのようにコストを削減できるでしょうか?材料の種類と生産量の要件を JS Precision に知らせるだけで、製造用の製品を設計する方法に関するコスト最適化計画をカスタマイズして、隠れた経費を削減できます。
CNC 加工サービスにおける交渉不可能な設計制限とは何ですか?
CNC 加工サービスの物理的制限を理解し、尊重することが、設計を成功させる鍵となります。
切削工具の幾何学的制約や工作機械の動的性能など、これらの制限は明確に定義され、制限されています。航空宇宙材料仕様書 (AMS) SAE International が発行する関連する加工ガイドライン。
多くの設計図は理論的には正しいですが、CNC 加工サービスの制限を超える制限により加工できません。以下に主な制限事項を示します。
工具形状に対する厳しい制約: 最小半径、深さ、角度
さまざまな工具には、その加工能力に対する明確に定義された制限があります。以下は、JS Precision によって要約された一般的な参照データです。
| ツール拘束タイプ | 特に制限事項(参考値) | 該当するシナリオ |
| 最小半径 | エンドミルの最小半径: スチールでは 0.1 mm、アルミニウムでは 0.05 mm。 | 内角、溝設計 |
| 深さと直径の比率の制限 | 通常のエンドミルの深さと直径の比 ≤ 5:1、拡張ツール ≤ 10:1。 | 深キャビティ、深穴加工 |
| 内径直角加工 | 90°の内直角を直接加工することはできません。フィレット半径 ≥ 工具半径が必要です。 | パーツコーナーデザイン |
工作機械の物理的境界: 移動、干渉、およびクランプ
CNC 加工サービス機器の仕様が異なると、加工範囲、主軸干渉円、治具スペースの占有などに一定の制限があります。
例えば、弊社立形マシニングセンタの最大移動量は1200mm×800mm×600mm、主軸干渉円径は200mmです。設計では、クランプ スペースを確保しながら、これらの制限を回避する必要があります。
薄肉や小さな形状の変形リスク
アルミニウム合金の薄い壁の場合は、厚さを 1 mm 以上に設定することをお勧めします。0.8 mm の薄い壁には補強が必要です。細いアームの場合は、アスペクト比 ≤ 5:1 に設定することをお勧めします。これを超えると変形が発生し、サポートが必要になります。
あなたの設計が CNC 加工サービスの制限を超えていることを懸念していますか?部品図面を JS Precision にアップロードするだけで、当社のエンジニアが無料で診断を提供し、薄肉変形などの問題を回避し、要件への適合性を確認できます。カスタム加工サービス。

図 2: 最小半径。半径が大きいほど、たわみに強く、優れた表面仕上げを提供する、より大きくて剛性の高い切削工具の使用が可能になります。
大量の CNC 加工の DFM はプロトタイピングとどう違うのですか?
大量の CNC 加工における設計最適化のロジックは、単体プロトタイプの場合とはまったく異なります。大量の CNC 加工では効率、安定性、コストなどの要素が考慮されますが、プロトタイピングのアプローチでは迅速な機能検証が必要になります。以下で主な違いを見てみましょう。
工具寿命と安定性が第一の考慮事項になる
急なツールパスを避け、切削器具にかかる負荷のバランスをとることで、工具寿命を延ばすことができます。これは、製品の全体的なコストに影響します。 大量のCNC加工多く。たとえば、クライアントのツールパスを最適化すると、工具寿命が 500 個から 1,200 個に増加します。これは、1 ツールあたり 150 ドルで 10,000 個のバッチの場合、1,750 ドルの節約になります。
自動化のための設計: 簡素化されたクランプと位置決め
自動化された生産ラインを可能にする、ロボット用の統一された位置決め基準と把握しやすい形状の設計。
たとえば、部品に 2 つの標準位置決め穴を設計すると、ロボットの位置決めとクランプを迅速に行うことができます。この点で、クランプ時間を3 分から 30 秒に短縮できます。グリップ面をフラットに設計することで滑りを防止し、安定性を向上させます。
統計的公差分析: 変動の中での互換性の確保
統計的手法を使用して公差チェーンを分析し、組立機能を確保して歩留まりと生産効率を向上させる観点から公差を適切に緩和します。
たとえば、元の公差が ±0.01 mm、歩留まり 85% だった部品のバッチは、±0.015 mm に緩和され、歩留まりが 99% に達し、スクラップ コストが削減されます。
製造用に製品を設計する方法: 避けるべきよくある間違い
落とし穴を知ることが、落とし穴を避ける最善の方法です。 「製品をどのように設計して製造するか」のプロセスにおいて、多くのお客様は細部を無視してコストを増加させたり、加工不良を引き起こしたりします。以下に、よくある間違いをリストします。
オーバーエンジニアリング: 「完璧」がコストの敵になるとき
非嵌合面には鏡面粗さをマークし、重要でない寸法についてはミクロンレベルの公差を指定します。
たとえば、顧客は非嵌合底面に Ra0.4μm の表面粗さをマークし、研削プロセスを追加する必要があり、追加で 30 ドルが発生しました。マーキング公差が ±0.005mm の場合、さらに 1 時間の加工時間が追加され、80 ドルの追加料金が発生しました。
ストック方向の無視: 不必要な 5 軸加工につながる
典型的な例: 必要な部品の元の顧客の傾斜5軸加工(1 個あたり 150 ドル)、3 軸加工の方向変更を 1 個あたり 80 ドルで行うことをお勧めします。これにより、 1 個あたり 70 ドルが節約され、全体のコストが大幅に削減されます。
「図面は正しく、製造は間違っている」 - ラベルの記入漏れ
抜き勾配、限界寸法、テクスチャ方向などの情報を明確に示すことが重要です。一例として、顧客向けのプラスチック部品には抜き勾配のラベルが付いていなかったので、100 個の部品が廃棄されて 2,000 ドルの損失が発生し、テクスチャ方向のマーキングも欠落しており再加工が必要になったため、追加の時間とコストが無駄になりました。
設計における一般的なコストの罠を回避したいですか? JS Precision の「製造用製品の設計方法」エラー チェックリストをリクエストして、設計を見直し、不必要な処理コストを削減します。
公差の綱渡り: カスタム部品製造の公差を指定するには?
カスタム部品の製造において、公差はパフォーマンスとコストのバランスをとるための要となります。公差が厳しすぎるとコストが上昇し、公差が過度に緩すぎると機能が低下します。以下では、公差を適切に指定する方法を説明します。
機能ベースの耐性戦略: クリティカルと非クリティカル
アセンブリインターフェイスや運動学的嵌合領域などの重要なフィーチャーにはより厳しい公差をマークし、非機能領域にはより経済的でより緩やかな公差を適用します。たとえば、嵌合穴のマークは±0.01mm、側面のマークは±0.1mmでマークし、機能とコストのバランスをとります。
プロセス能力の理解: サプライヤーはどのレベルを達成できますか?
JS Precision には、次のようなさまざまなプロセスに対する標準公差機能があります。 CNCフライス加工そして、顧客が挑戦的で現実的な目標を設定できるよう支援します。以下は、一般的なプロセス耐性機能に関するリファレンスです。
| 機械加工工程 | 標準公差能力(mm) | 適用部品の種類 |
| CNCフライス加工 | ±0.01~±0.10 | ブラケット、ハウジングなど |
| CNC旋削加工 | ±0.005~±0.05 | シャフト、ディスク |
| 平面研削 | ±0.001~±0.005 | 高精度の合わせ面 |
幾何公差の効率的な適用
位置公差や輪郭公差などの幾何公差は、部品の機能をより効果的に制御するために使用され、多くの場合、複数の線形公差を指定するよりも経済的で正確です。
例えば、穴の位置公差をφ0.02mmと指定することは、X/Y直線公差を指定するよりも正確であり、測定も容易で検査時間の短縮にもつながります。
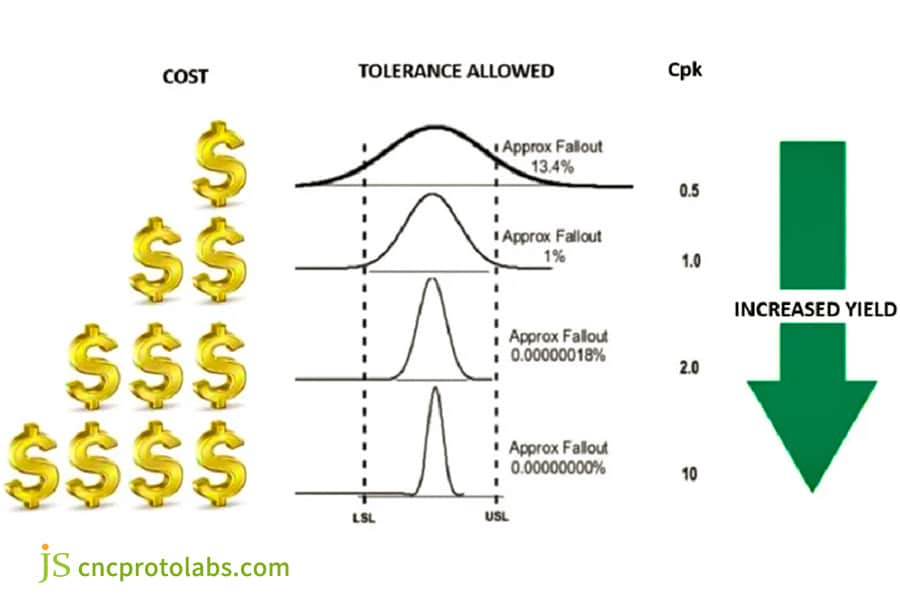
図 3: このグラフは、許容範囲が増加するにつれて歩留まりが低下し、コストが上昇することを示しています。
パラダイム シフト: 積層造形向けの設計はどのようにルールを書き換えるのか?
積層造形の設計は、「製造上の制約」から「機能の解放」への真のパラダイム シフトを構成します。積層造形のための設計は、従来の CNC 加工の幾何学的制限を打ち破り、より複雑な設計を可能にします。
減法から加法へ: 幾何学的な自由を受け入れる
DFAM を使用すると、中空格子、複雑な内部流路、統合構造など、従来の CNC 加工サービスでは実現不可能または非常にコストがかかる設計の作成が可能になります。
たとえば、従来の CNC では複雑な内部流路を作成できませんでしたが、積層造形では 30% 以上の軽量化でそのような機能を実現でき、中空格子構造では材料を 40% 節約できます。
サポート構造: DFAM における独自の設計上の考慮事項
設計段階でサポート構造を最小限に抑えることも、重要でない表面上に設計することもでき、後処理時間と無駄を削減します。たとえば、設計面の傾斜が 45° 以上の場合は、サポートを減らし、サポートが必要な場合は、重要な面への損傷を避けるために、非合わせ面にサポートを配置します。
統合製造 - DFM が DFAM と出会うとき
最前線のトレンド: CNC 加工用の高精度インターフェイスと複雑な軽量ボディの設計3Dプリント製品のために。たとえば、航空宇宙ボディの 3D プリントは重量を軽減し、インターフェースの精密 CNC 加工は純粋な CNC 加工より 25% 低いコストで精度を実現します。
積層造形の設計を体験して、設計の可能性を解き放ってみませんか?今すぐ JS Precision ホットラインにお電話ください。当社のチームが中空格子構造などの構造の設計をお手伝いし、CNC 加工と組み合わせて最適な効率を実現します。
ケーススタディ: 42% のコスト削減—DFM による航空宇宙用ブラケットの量産
初期設計の課題
アン航空宇宙グレードのアルミニウム合金取り付けブラケット、元々は非常に優れた
「堅牢」な固体ブロック構造を採用し、材料の無駄を大幅に削減しました。さらに、8 種類の非標準穴と 14 個の非常に厳しい公差 (±0.005mm など) が含まれていたため、加工時間は 4.5 時間にも及んでいました。
1 個あたり最大 200 ドルという非常に高いコストでは、大量の CNC 機械加工の量産要件を満たすことができません。顧客の月あたり 1000 個の予算ではコストをカバーできません。
JS Precision による DFM の詳細分析:
1. トポロジーの最適化と軽量化: CAE ソフトウェアを使用して、支持構造にかかる応力のシミュレーションにより、3 つの低応力領域が明らかになりました。余分な材料が大胆に除去され、航空宇宙要件を満たす強度を維持しながら、部品は固体ブロックから高効率のリブ構造に変わりました。
2. 特長の標準化:規格外の8穴をφ5mm、φ8mm、φ10mmの3つの標準サイズに標準化しました。このようなステップにより、工具の交換と加工の複雑さが軽減されます。同様に、部品上の 5 つの異なる内部コーナー半径は、標準の切削工具に適合するように 0.2 mm に標準化されました。
3. 公差の合理化: 14 の厳しい公差がレビューされ、企業の能力に応じて調整されました。 カスタムパーツの製造, そのうち9本は±0.005mmから±0.02mmに緩和されました。テストの結果、緩和された公差は部品の組み立てや機能に影響を与えないことが示されました。
最終的な成功結果
最適化された部品は 35% 軽量化 (500g → 325g) し、1 個あたりの材料費が 20 ドル節約され、加工時間が 2.2 時間に短縮され、人件費が 26.4 ドル節約され、総コストが200 ドルから 116 ドルに減少し、42% 削減され、航空宇宙強度テストに合格しました。月に 1,000 個を生産する顧客の場合、これにより 84,000 ドルの節約になります。

図 4: 航空宇宙産業向けの CNC 精密機械加工アルミニウム ブラケット
よくある質問
Q1: 設計プロセスのどの時点で DFM を開始する必要がありますか?
早ければ早いほど良いです。理想的には、DFM 思考は製品設計のコンセプト設計段階で導入する必要があります。設計変更コストが最も低くなり、後続の CNC 加工段階での問題が回避されるからです。これは JS Precision の経験に基づいています。
Q2: DFM解析は無料ですか?
はい、すべての潜在的なカスタム加工サービス プロジェクトに対して、プロフェッショナルな無料の DFM 分析レポートを提供します。具体的な改善提案を行うための標準サービスです。
Q3: 最も一般的な DFM の提案は何ですか?
内径コーナー半径を標準工具サイズまで拡大し、穴サイズを標準化し、過度に深いキャビティを回避し、重要でない公差を緩和します。これらの提案は製造可能性の問題の 80% を解決でき、非常に実用的です。
Q4: DFM はカスタム部品製造のリードタイムを短縮しますか?
大幅。 DFM は製造上の課題を排除し、プロセス パスを最適化するため、プログラミングと加工時間を直接短縮できます。私たちはクライアントのリードタイムを 30% 短縮することに貢献しました。
Q5: 複数の工程を伴う複雑な部品 (例: 機械加工 + 3Dプリント)、DFM はどのように行うのですか?
当社のエンジニアは複数のプロセスに精通しており、さまざまな製造戦略の長所と短所を評価して、最適なプロセスを提供できます。ハイブリッド製造 DFM ソリューション効果とコストの両方を考慮して。
Q6: アセンブリ全体の DFM 解析を提供してもらえますか?
はい、コンポーネントレベルの DFM 解析を提供して、部品間のインターフェースを最適化し、組み立てプロセス全体を簡素化し、組み立て時間と人件費を削減します。
Q7: DFM は大量の CNC 加工のコスト削減にどのように役立ちますか?
最適化された設計の利点は、量産においてさらに大きくなります。サイクル時間が短くなり、工具寿命が長くなるため、必要な変更が少なくなり、大量生産で大幅なコストを節約できます。
Q8: 提案された DFM の変更が効果的かどうかはどうすればわかりますか?
ケーススタディを使用して、DFM レポートの各変更に対するコスト削減とサイクル タイム削減の見積もりを定量化します。たとえば、42% のコスト削減などです。航空宇宙用ブラケット。
まとめ
製造のための設計は複雑な理論ではなく、JS Precision による多くの CNC 加工プロジェクトを通じて検証された実用的なツールです。これを理解すると、最初から設計を正しく行うことができるだけでなく、コスト、効率、品質を最適化して、すべてのカスタム パーツが機能的かつ経済的になるようにすることができます。これが、このガイドが提供する価値です。
製造設計に関連するトピックをさらに深く掘り下げたいですか?以下の厳選されたコンテンツをお勧めします。
3D プリンティングと CNC ハイブリッド製造のケーススタディ
選ぶJSプレシジョン設計プロセスのあらゆる段階 (青写真から製品に至るまで) を正確かつ制御可能にします。
今すぐデザインチャレンジをお送りください! JS Precision の Web サイトにアクセスして、 CAD ファイルをアップロードする。 24 時間以内に、最適化の提案と、それが推定コスト削減と納期に与える影響を明確に概説する、詳細な無料の DFM 分析レポートが届きます。第一歩から一緒に素晴らしい製品を創り上げていきましょう。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

