

Je crois que de nombreux amis ont rencontré cette situation: après avoir imprimé une attache avec de grandes attentes, cela a éclaté avec un "clic" lorsqu'il est testé. Pour le moment, vous vous demanderez certainement: devrais-je utiliser le PLA + qui est dit plus fort? Mais est-ce vraiment aussi facile à utiliser que d'annoncer? Va-t-il sacrifier les avantages dePLA ordinaire, comme l'impression et les détails faciles? Choisir quel matériel est vraiment emmêlé.
PLA et PLA + ressemblent à des frères, et la clé à utiliser est trois points: celui qui est plus fort, lequel est plus facile à imprimer, et lequel est plus rentable.
- PLA ordinaire est un vieil ami de notre impression FDM de bureau. Il est bon marché, facile à acheter et facile à utiliser. Mais ses propriétés mécaniques sont limitées, et il est difficile d'être compétent pour les scénarios de charge ou de force.
- PLA + peut être compris comme sa version améliorée.Des additifs spécifiques sont ajoutés à la formule pour améliorer la ténacité, Force et liaison intercouche, et il a une gamme plus large d'utilisations. Bien sûr, le prix de cette "mise à niveau" est également plus élevé.
Chez JS, je compare souvent ces matériaux. Cet article examinera les dimensions les plus importantes des projets réels, tels que les performances de force, l'expérience d'impression, les coûts et les exigences de stockage, pour voir comment choisir entrePLA et PLA +pour faire de votre projet un succès.
Résumé des réponses principales:
| Propriété | PLA standard | PLA + / PLA Pro |
| Facilité d'utilisation dans l'impression | ⭐⭐⭐⭐⭐ (extrêmement facile) | ⭐⭐⭐⭐ (facile) |
| Force / ténacité | ⭐⭐ (cassant, sujet à la fracture) | ⭐⭐⭐⭐ (amélioration significative, similaire à l'ABS) |
| Résistance à la température | ⭐ (inférieur, environ 60 ° C) | ⭐ (également inférieur, environ 60 ° C) |
| Température d'impression | 190-210 ° C | 205-225 ° C (légèrement plus élevé) |
| Adhésion de la couche |
Bien
|
Très bien |
| Finition de surface | Généralement plus lisse / brillant | Peut se pencher vers la finition mate |
| Prix | $ (Basique) | $$ (légèrement plus élevé) |
Cet article répondra à vos questions:
- Dans ce guide, je vous emmènerai pour dévoiler les "additifs mystérieux" dans PLA +.
- J'utiliserai les données et les graphiques pour expliquer les différences entre PLA et PLA + dans la résistance à la traction, la ténacité et les paramètres d'impression réels.
- Je partagerai également un vrai cas de mon équipement d'atterrissage de drones pour voir comment choisir les matériaux en fonction des besoins.
- Enfin, je répondrai également aux questions que les gens posent souvent sur PETG et PLA.
Pourquoi devriez-vous faire confiance à ce guide? Perspective de la science matérielle de JS
Chez JS, aider les clients ayant un traitement personnalisé ne consiste pas seulement à imprimer les choses. De l'épreuve initiale à la finaleproduction de masse, nous devons contrôler la sélection des matériaux tous les jours.
Pourquoi? Parce qu'il y a trop de leçons! Nous avons personnellement testé et utilisé divers plastiques communs sur le marché: PLA ordinaire, APL + amélioré, PETG plus fort, ABS résistant à la chaleur et ces plastiques d'ingénierie avec des exigences de performance plus élevées. Les performances de ces matériaux ne sont vraiment pas quelque chose qui peut être compris en regardant simplement le tableau des paramètres.
Pour donner un exemple simple, vous pouvez penser que PLA et PLA + ne sont qu'une lettre différente (PLA-VS-PLA-PLUS), et c'est OK tant qu'ils peuvent être utilisés.Mais en fonctionnement réel, la différence est trop grande.Parfois, simplement parce que le PLA est choisi à la place de PLA +, le prototype n'est pas assez fort, et il s'effondre pendant les tests, et il ne répond pas du tout aux exigences. Nous avons vu trop de ces problèmes, et ce sont toutes des expériences acquises grâce à une pratique continue.
Donc, ce qui est écrit dans ce guide n'est copié à partir d'un manuel. C'est vraiment l'essence accumulée par notreÉquipe JSUtiliser des machines réelles et des matériaux réels pour résoudre des problèmes pour les clients encore et encore. Le cœur de notre préoccupation est un point: les choses faites à partir des matériaux que vous choisissez peuvent être vraiment utilisées et résister au test d'utilisation réelle? C'est la clé.
"En tant que professeur Ashby, une grande vache dans le domaine de la science des matériaux, le souligne souvent: la sélection des matériaux n'est pas une simple référence au manuel, mais un processus de compréhension de la réalisation des performances dans la conception."
Notre guide espère vous aider à réaliser cette «compréhension» et à faire des choses plus fiables et durables. Ceci est un résumé de l'expérience de nos ingénieurs JS dans le travail sur le terrain chaque jour, ce qui vaut votre référence.
Analyse approfondie: quel est le "+" dans PLA +?
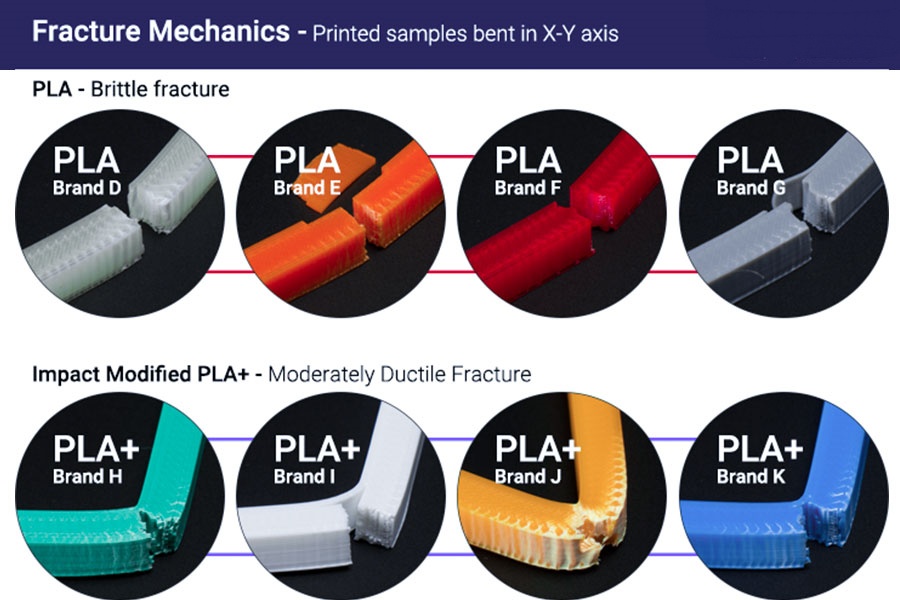
Permettez-moi de vous dire ce que signifie le mystérieux "+" dans PLA +. Ne vous laissez pas berner par le nom, ce n'est pas une norme officielle, mais un surnom donné par les fabricants à leur propre version améliorée de PLA. Mais tout le monde a le même objectif:Pour résoudre le plus gros problème de PLA - trop cassant!
Formule Reveal: Le noyau du "+" est l'agent de durcissement (TPU)
- Imaginez les chaînes moléculaires de PLA standard comme un tas de baguettes en verre soigneusement disposées mais dures. La clé de ce "+" est de mélanger une petite poignée de "élastiques" élastiques entre ces tiges en verre, généralementpolyuréthane thermoplastique(TPU). Lors de l'impression, ces minuscules particules de TPU se fondent et mélangent dans PLA.
- Après refroidissement, ils deviennent des coussins entre les chaînes moléculaires PLA. Lorsque vous vous pliez ou laissez-le dur, ces "élastiques" peuventabsorber l'impact et disperser l'énergie,Au lieu de se casser directement en deux avec un "Snap" comme le PLA standard.
Mise à niveau dure à nœud apporté par le signe "+": la transformation de Britle à difficile
Avec l'ajout de TPU et d'autres "élastiques", les performances de PLA + sont complètement différentes:
- La résistance à l'impact a grimpé en flèche:C'est l'amélioration la plus importante et la plus pratique! Le PLA standard se casse quand il frappe (sa dureté et sa fragilité sont proches de certainspièces de moulage par injection, PLA + peut absorber plus d'énergie d'impact, et les pièces ne peuvent être bossées que lorsqu'elles tombent au sol, plutôt que d'être brisées en morceaux. La durabilité est roi.
- Les couches sont plus fermement liées:Les additifs rendent le matériau fondu plus fluide. De cette façon, chaque couche de matériau nouvellement extrudé peut mieux "mordre" avec la couche ci-dessous. Les pièces imprimées, en particulier le long de la direction d'impression (axe z), ne sont pas faciles à casser.
- Bonne flexibilité:Le PLA standard se casse presque à la première flexion. Le PLA + peut résister à une plus grande déformation de flexion avant la fracture. Bien qu'il ne soit pas aussi bon que des matériaux flexibles spécialisés, cette ténacité est très utile pour de nombreuses pièces qui doivent résister à une légère déformation.
Utilisez bien PLA + et affinez les paramètres d'impression
PLA + est légèrement différent dePLA standardLors de l'impression:
- La température doit être plus élevée:En raison de l'ajout d'agents de durcissement, une température plus élevée est nécessaire (généralement 10-15 ° C plus élevée que le PLA pur, environ 200-220 ° C) pour faire en sorte que le matériau se fonde assez, s'écouler en douceur et s'assurer que les couches sont fermement liées. Si la température ne suffit pas, l'effet sera considérablement réduit.
- Il peut y avoir plus de dessin:Avec une meilleure fluidité, où la tête d'impression se déplace d'un point à un autre point vide, il peut faire ressortir certains filaments. Il n'est pas difficile de le résoudre. Augmentez légèrement la vitesse / distance de rétraction et il peut généralement être résolu.
- La surface devient mate:L'APL standard est généralement plus lisse et même un peu réfléchissant. PLA + a plus de matériaux et a plussurface mate. Ce n'est pas une qualité mais plutôt une propriété du matériel.
Quelle est la ténacité PLA + améliore-t-elle?
Les performances de PLA standard, PLA + et ses représentants des plastiques d'ingénierie de qualité injection (alliage PC / ABS) dans les valeurs liées à la ténacité les plus importantes sont comparées:
| Paramètre de performance | Normes de test | PLA standard (FDM) | PLA + (FDM) | Grade d'injection PC / ABS | Unité |
| Fracture Forness (KIC) | ASTM D5045 | 1.2 - 1.5 | 2.8 - 3.8 | 3,5 - 4.5 | MPA · M¹ / ² |
| Module de stockage (E '@ 25 ° C) | ASTM D4065 | 3 500 - 3 800 | 3000 - 3300 | 2400 - 2800 | MPA |
| Facteur de perte (Tan Δ Peak) | ASTM D4065 | 0,04 - 0,06 | 0,07 - 0,10 | 0,08 - 0,12 | - |
| Force de liaison intercouche | ASTM D638 (direction z) | 15 - 25 | 35 - 55 | > 60 (isotrope) | MPA |
Les données sont compilées à partir de Journal of Polymer Additive Manufacturing, vol. 12, Numéro 3, 2024 et ASTM D5045, base de données de test standard D790.
Interprétation des données clés:
- Fracture Noodness (KIC): Cette valeur évalue directement la résistance du matériau à l'extension de fissure.Pla +est plus du double de celui de l'APL standard, et est même proche de la limite inférieure de certains plastiques d'ingénierie de qualité injection. C'est le mode de réalisation le plus hardcore de la valeur du signe "+"!
- Module de stockage (E '): reflète la rigidité / rigidité du matériau. Le PLA + est légèrement inférieur à la PLA standard (environ 10-15%), ce qui est l'effet typique de "l'échange de rigidité pour la ténacité" apporté par l'agent de durcissement (TPU), qui est conforme aux attentes.
- Facteur de perte (Tan δ): la capacité d'absorber l'énergie des vibrations. Le PLA + est bien supérieur à l'APL régulier, ce qui indique qu'il a la capacité de résister à l'absorption d'énergie plus d'impact.
- Force de liaison intercouche: PLA + a une résistance à la direction Z plus élevée que le PLA standard, avec une augmentation de plus de 100%, ce qui vérifie l'effet des additifs dans l'amélioration de la liaison intercouche.
Le signe "+" dans PLA + est l'ajout d'agents de durcissement(comme TPU) pour faire du matériel de "cassant" à "dur". Lorsque vous l'utilisez, n'oubliez pas d'augmenter légèrement letempérature d'impressionet faites attention au dessin possible. La surface mate est normale. Sa ténacité est bien supérieure à l'APL standard.
"Dans la pratique de JS, PLA + a été utilisé avec succès dans une variété de prototypes fonctionnels et même de pièces d'utilisation finale qui nécessitent une certaine force et de la ténacité. Vous voulez trouver une solution d'impression plus durable et fiable pour votre application? Il est recommandé de venir à l'équipe JS, nous nous sommes concentrés sur l'utilisation de ce matériel."
Cadre de décision: fonctionnalité vs affichage, comment choisir?
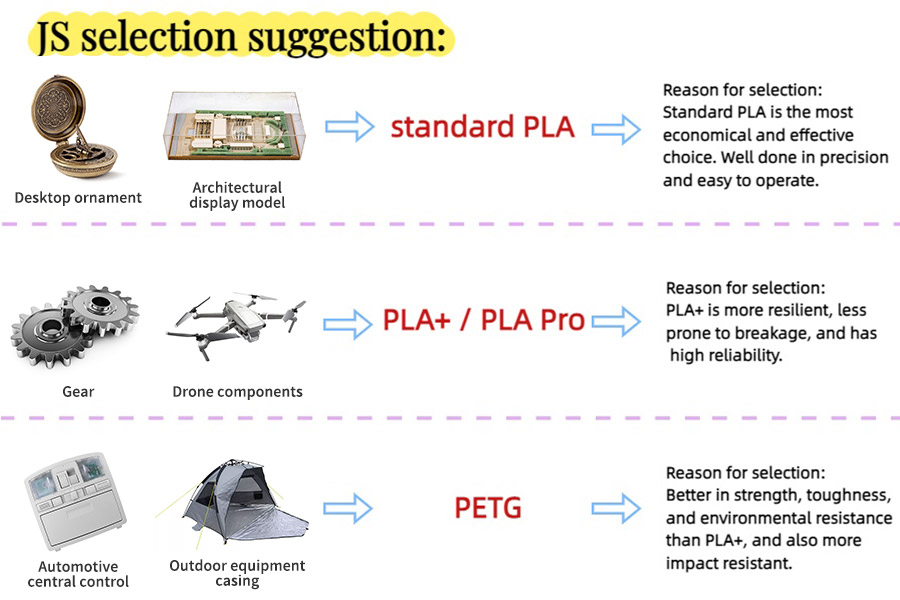
Je suis souvent confronté au problème de la sélection des matériaux dans ma vie quotidienne.Voici les suggestions pratiques de notre équipe sur la façon de choisir PLA, PLA + et PETG,qui intègre notre expérience de projet réelle:
Choisissez un PLA régulier: les plus importants sont exquis et beaux
Utilisations typiques:Ornements de bureau, modèles d'affichage architectural, prototypes d'apparence, œuvres d'art pures et pièces d'affichage qui doivent être exactement de la même taille.
Pourquoi le choisir?
Si vos pièces n'ont pas besoin d'être soumises à la force du tout, poursuivez uniquement la surface la plus fluide, les détails les plus clairs et espérez que leprocessus d'impressionest simple et sans souci, le PLA standard est le choix le plus économique et le plus efficace. Cela pourrait rendre la finesse très belle et l'opération est la plus facile à utiliser.
Choisissez PLA + (ou PLA Pro): Lorsque les pièces doivent «travailler», elles doivent être robustes
Utilisations typiques:Les prototypes qui nécessitent des fonctions réelles (telles que des boîtes avec boucles, des engrenages, des supports), des pièces de drones, des poignées d'outils, des luminaires qui doivent être fréquemment démontés ou peuvent résister à certaines bosses.
Pourquoi le choisir?
Tant que vos pièces sont soumises à tout type de force. Même s'il est juste étiré, plié ou frappé de temps en temps, il vaut vraiment la peine de dépenser un peu plus d'argent pour utiliser PLA +. Il est plus difficile et plus résistant à l'impact que l'APL standard, moins susceptible de se briser soudainement et beaucoup plus fiable. C'est le matériau le plus pratique pour passer de modèles simples aux parties fonctionnelles pratiques.
Quand devriez-vous passer à PETG? Quand PLA + ne suffit pas
Signaux de mise à niveau:
- Premièrement, les pièces doivent être plus résistantes à la chaleur (comme les pièces de console centrale laissées dans la voiture pour sécher les boîtiers d'équipement en plein air).
- Deuxièmement, ils doivent résister à l'érosion chimique (comme le contact avec les détergents ou les taches d'huile).
PETG dépasse l'APL + par une étape de la ténacité, de la force et de la résistance environnementale, et est également plus résistant à l'impact. La valeur fondamentale du choix de PETG réside dans sa capacité à simuler les conditions de travail cibles de manière plus réaliste.
"Comme Curtis W. Frank, une autorité internationale sur la science des polymères et le professeur émérite à l'Université de Stanford, a souligné: la sagesse de la sélection des matériaux n'est pas de poursuivre l'option la plus chère, mais pour correspondre avec précision à l'ensemble minimum d'exigences cibles, de sorte que cette fonction et ce coût sont élégamment équilibrés à la frontière."
Point supplémentaire: si les pièces doivent finalement être produites en masse, les performances de PETG sont également plus proches des matériaux couramment utilisés dans la finalemoulure d'injection personnaliséeLa fabrication et les résultats de vérification du prototype sont plus référencables.
Choisissez des matériaux en fonction des besoins de base.Si vous voulez avoir l'air bien et sans souci, utilisez PLA standard. Si les pièces doivent travailler sous force, PLA + est le seuil de base. Lorsque vous rencontrez des températures élevées, des produits chimiques ou des exigences de résistance plus élevées, utilisez de manière décisive PETG. Vous ne savez pas comment choisir? N'hésitez pas à parler à nos ingénieurs JS de votre projet spécifique pour vous aider à trouver la solution la plus assortie et le plus rentable.
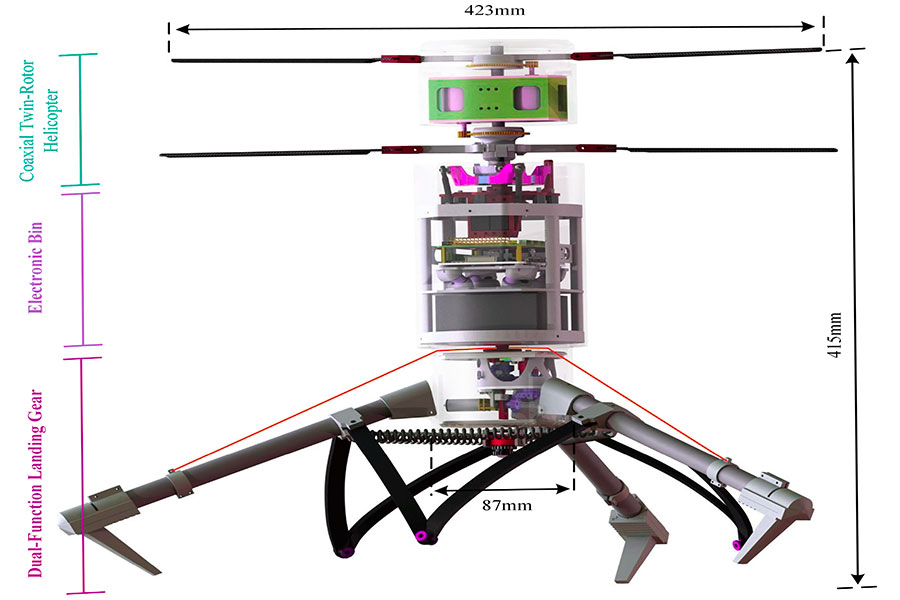
Analyse de cas pratique: itération d'un équipement d'atterrissage de drones
En tant qu'ingénieur qui a personnellement participé à plusieursprojets de dronesChez JS, ce cas d'itération d'atterrissage est très typique. Permettez-moi de partager le processus réel de notre coopération avec les clients pour le résoudre:
Case: Conception de la légère photographie aérienne Drone Gear
Contexte du projet:Léger et portable, l'itération rapide est la clé.
- Une équipe de startup fabrique un drone de photographie aérien portable, et le train d'atterrissage doit être à la fois léger et capable d'amortir l'impact de l'atterrissage.
- Leurs besoins fondamentaux:prototype rapidetests, contrôle des coûts et ajustement de conception flexible.
Essais et erreurs de la première version: les limites de la PLA standard sont exposées
- Choix et objectif:Dans la poursuite de la vitesse et du coût, le client a utilisé PLA standard pour imprimer la première version. L'apparence est en effet magnifique et les détails sont clairs.
- Test et problème:Lors de la simulation d'un test d'atterrissage à une hauteur de seulement 0,5 mètre, le train d'atterrissage s'est cassé directement et n'a pas joué de rôle d'amorti.
- Leçon clé:La force d'impact instantanée supportée par le train d'atterrissage dépasse de loin la limite de roulement des matériaux "cassants" tels que l'APL standard. Les limitations des matériaux ont conduit à une défaillance de conception.
Succès d'amélioration: PLA + MATÉRICAU
Formulation de solution:Nous avons recommandé de passer immédiatement à PLA + (PLA Pro), ce qui a considérablement amélioré la ténacité et la résistance à l'impact.
Coordination des processus:Nous avons aidé le client à affiner les paramètres de l'imprimante, tels que:
- Augmentez la température d'impression de la précédente ~ 200 ° C à 215-220 ° C (pour garantir que le matériau est complètement fondu et lié).
- Augmentez légèrement la distance de rétraction (pour réduire le dessin et assurer que les pièces clés sont propres).
Vérification des résultats:
- Le nouveau train d'atterrissage PLA +bien effectué dans le même test de goutte de 0,5 mètres:Une flexion élastique évidente s'est produite pour absorber la force d'impact, puis rebondir et récupérer intact.
- Cela a permis au client d'avancer en douceur les tests de vol et de chargement ultérieurs, et la conception a été vérifiée.
Comparaison des performances des matériaux clés (première version vs version améliorée):
| Caractéristiques | PLA standard | PLA + (PLA Pro) | La signification du train d'atterrissage |
| Résistance à l'impact | Faible | Amélioration significative | Absorber l'impact du débarquement et empêcher la fracture fragile. |
| Résilience | Bas (cassant) | Grand | Autorisez la mise en mémoire tampon de la déformation et être moins sujet à la rupture. |
| Liaison intercouche | Général | Mieux | Amélioration globale de la force, ce qui rend difficile la séparation le long des couches. |
| Difficulté d'impression | Très facile. | Plus facile | Affinez-vous les paramètres pour obtenir des résultats fiables. |
Transformation en production de masse: de l'impression 3D à la moulure d'injection
Mise à niveau de la demande:AprèsPrototype PLA +vérifié avec succès la conception, le client prévoyait de produire en petits lots (plusieurs milliers de pièces par an). À ce stade, l'impression 3D n'est plus le choix préféré en termes de coût, d'efficacité et de cohérence.
Mise à niveau de la solution: fabrication de moulage par injection personnalisée
- Mise à niveau des matériaux: en fonction de la contrainte continue et des exigences légères que le train d'atterrissage doit résister,Nous avons recommandé et finalement utilisé le moulage par injection de nylon renforcé en fibre de verre (PA + GF).Cela fournit la résistance, la rigidité et la durabilité à long terme dépassant de loin le PLA +.
- Avantages de traitement:Moulage par injectioncorrespond parfaitement aux petits exigences par lots, assure la cohérence des pièces et réduit considérablement le coût unitaire.
Avantages de production de masse:
Prototype (imprime 3D PLA +) par rapport à la production de masse (moulage par injection PA + GF):
| Points de considération | Impression 3D (PLA +) | Moulage par injection (PA + GF) | Les avantages de la production de masse sont reflétés |
| Coût unitaire | Plus élevé (temps + matériau + post-traitement). | Considérablement réduit (de plus de 80%). | La production de masse a une excellente efficacité économique. |
| Vitesse de production | Lent (couche par imprime de couche). | Extrêmement rapide (en secondes par article). | Répondre rapidement aux exigences de commande. |
| Propriété | Bon (répond aux exigences de tests de prototypes). | Excellent (haute résistance, résistance à la chaleur élevée, ténacité élevée). | La fiabilité et la durée de vie du produit ont été considérablement améliorées. |
| Cohérence | Il peut y avoir une superposition et des différences mineures. | Très cohérent. | Assurez-vous que chaque produit a les mêmes performances et la même qualité stable. |
| Qualité de surface | Le post-traitement est nécessaire pour obtenir de bons résultats. | Smoothness élevé indigène. | Réduisez le traitement secondaire et rendez l'apparence plus professionnelle. |
"Cette étude de cas démontre clairement le chemin du prototypage rapide (PLA +) à une production de masse fiable (moulage par injection). PLA + est un excellent outil pour vérifier la conception fonctionnelle, mais lorsque le produit va sur le marché, le moulage par injection personnalisé a des avantages irréplayables en matière de coûts, de performances et d'efficacité. Chez JS, nous vous aidons non seulement à résoudre les problèmes de prototype, mais aussi à la meilleure fabrication de problèmes de fabrication de la production de masse pour la meilleure production de temps. ensemble!"
FAQ - Votre dernière question sur le matériel PLA
PLA + est-il plus rigide que PLA?
En ce qui concerne si le PLA + est plus rigide que PLA, je dois dire que ce n'est pas nécessairement. Beaucoup de gens comprennent mal cela.La rigidité fait référence à la capacité d'un matériau à résister à la déformation.L'APL standard est généralement plus difficile mais plus fragile, tout comme le verre. Le PLA + peut réduire légèrement la rigidité en augmentant la ténacité, mais en échange d'une résistance à l'impact plus forte, similaire au caoutchouc dur. Ainsi, si vous avez besoin de rigidité absolue, comme faire une règle de niveau, le PLA standard peut être plus approprié.
PLA + est-il plus sujet à la déformation?
Mon opinion est qu'il a théoriquement tendance à se déformer, principalement parce que le retrait peut être un peu plus grand à une température d'impression légèrement plus élevée.Mais pour être honnête, la différence est très petite.Le PLA standard et le PLA + ont beaucoup moins de déformation que les matériaux comme l'ABS. La chose la plus importante est de vous assurer que votre plate-forme d'impression est en bon état. Tant que l'adhésion de la plate-forme est bonne, vous n'avez pas à vous soucier de la déformation PLA +.
Quel est le PLA le plus fort sur le marché (PLA le plus fort)?
En fait, "le plus fort" dépend de la façon dont vous le définissez.
- Si vous recherchez une résistance aux chutes et une résistance à l'impact, alors PLA + de haute qualité ou PLA Pro fonctionne généralement le mieux et a une excellente ténacité.
- Mais si vous voulez quelque chose de très dur et pas facile à plier, alors le PLA rempli de fibres de carbone (appelée PLA-CF) peut assurer une rigidité de premier ordre. Cependant, sachez que PLA-CF est plus difficile à imprimer, la buse s'use rapidement et elle est également beaucoup plus chère.
Donc, quel "plus fort" choisir dépend des performances dont vous avez le plus besoin.
Dois-je acheter une nouvelle imprimante pour PLA +?
Pas du tout.
99% des imprimantes de bureau sur le marché qui peuvent imprimer le PLA ordinaire peuvent également imprimer le PLA + en douceur. La seule chose que vous devez faire est de définir deux paramètres dans le logiciel de tranchage: augmenter la température de la buse de 5-10 ° C (différentes marques ont des différences), puis optimiser légèrement les paramètres de rétraction.L'ensemble du processus peut être fait en cinq minutes,Et même les novices peuvent le faire fonctionner. Ne vous inquiétez pas d'utiliser votre ancien équipement, il est tout à fait suffisant.
Résumé
ChoixPLA ou PLA +est essentiellement un choix de scénario d'application. Pour les modèles d'affichage, le PLA standard est plus rentable. Pour les pièces fonctionnelles qui nécessitent un roulement ou une durabilité, PLA + est une meilleure solution. Ce jugement de base peut effectivement éviter le gaspillage de ressources.
Lorsque vous avez réussi à vérifier le prototype avec PLA + et que vous êtes prêt pour la production de masse, ne laissez pas l'impression 3D vous retenir!
- Comptez-vous toujours sur l'impression 3D pour la production de masse?Le coût et le temps peuvent-ils le résister? Les petits lots sont corrects, mais en ce qui concerne les dizaines de milliers de pièces, l'impression 3D traditionnelle n'a aucun avantage en matière d'efficacité et de coût.
- Commutation transparente en production de masse:C'est là que l'équipe JS est professionnelle. Nous partons de votre prototype PLA + et fournissons un completsolution de moulage par injectionpour vous aider à passer à la production de masse rapidement et efficacement.
- Vous voulez savoir combien vous pouvez économiser?Contactez nos experts maintenant! Parlons ensemble de votre projet. Nous fournirons des solutions de moulage par injection professionnelles et un clair et transparentprix de moulage par injectionselon vos besoins. Vous voulez commencer plus vite? Essayez nos services de moulage par injection en ligne pour obtenir rapidement des solutions et des devis.
Laissez l'équipe JS vous aider à transformer d'excellents conceptions en produits réussis sur le marché.

Clause de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information.Série JSIl n'y a pas de représentations ou de garanties, expresses ou implicites, quant à l'exactitude, à l'exhaustivité ou à la validité des informations. Il ne faut pas déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, une qualité de matériau et un type ou une fabrication via le réseau Longsheng. C'est la responsabilité de l'acheteurExiger une citation de piècesIdentifiez les exigences spécifiques pour ces sections.Veuillez nous contacter pour plus d'informations.
Équipe JS
JS est une entreprise de pointeConcentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience avec plus de 5 000 clients, et nous nous concentrons sur une haute précisionUsinage CNC,Fabrication de tôles,Impression 3D,Moulage par injection,Estampage en métal,et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage à 5 axes de pointe, certifié ISO 9001: 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité aux clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de production à petit volume ou de personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisirTechnologie JSCela signifie l'efficacité de sélection, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site Web:www.cncprotolabs.com
Ressource

