

خدمات التصنيع باستخدام الحاسب الآلي خلق العديد من المعجزات في الحياة اليومية: يمكن تحويل نموذج تصميم ثلاثي الأبعاد معقد إلى مكون وظيفي معدني بدقة ميكرون وناعم كالمرآة في غضون أيام قليلة.
بدءًا من الأجزاء عالية القوة في مجال الطيران وحتى الخطوط المعقدة للزراعات الطبية، أصبحت خدمات التصنيع باستخدام الحاسب الآلي الدقيقة حجر الزاوية في التصنيع المتطور.
ولكن مع وجود عدد كبير جدًا من موردي قطع غيار الآلات CNC في السوق، فمن الصعب التمييز بين الأجزاء الأصلية والمقلدة، والتأكد من أن كل الأجزاء المخصصة التي تحصل عليها تلبي توقعاتك تمامًا.
يتعمق الدليل التالي في الأنشطة الأساسية وراء أفضل خدمات التصنيع باستخدام الحاسب الآلي لإظهار العملية الكاملة، بدءًا من اختيار العملية وحتى التحقق من الجودة، لمساعدتك على اتخاذ القرارات الأكثر استنارة.
الشكل 1: عملية التصنيع باستخدام الحاسب الآلي الدقيقة
ملخص الإجابات الرئيسية
| مخاوف العملاء الأساسية | الاستجابات الفنية لأفضل خدمات CNC | القيمة الفريدة لدقة JS |
| الدقة والجودة | الاعتماد على الربط متعدد المحاور وأدوات القطع الدقيقة والقياس عبر الإنترنت ونظام صارم لمراقبة الجودة لضمان ذلك. | نحن ندمج أفضل الممارسات في مراقبة الجودة الشاملة - بدءًا من إصدار الشهادات في مرحلة المواد الخام وحتى الفحص النهائي - وذلك لتلبية متطلبات الرسم أو حتى الأفضل. |
| القدرة والمرونة | تعد المجموعة القوية من مراكز التصنيع باستخدام الحاسب الآلي القوية، مثل المراكز ذات 5 محاور، ومكتبة مواد واسعة، والمعرفة العملية، مفاتيح للعمل المعقد للأجزاء المصنعة آليًا. | لدينا سلسلة معدات كاملة من 3 محاور إلى 5 محاور. فهو يوفر انتقالًا سلسًا من النماذج الأولية السريعة إلى إنتاج الدفعات الصغيرة، مما يوفر حلاً حقيقيًا شاملاً. |
| تجربة التعاون والكفاءة | تتضمن ميزات أفضل خدمة CNC عبر الإنترنت الاتصال الواضح ومواعيد التسليم المتوقعة والأسعار التنافسية والدعم الاحترافي لسوق دبي المالي. | لدينا نظام تسعير شفاف عبر الإنترنت، وتحليل مجاني متعمق لسوق دبي المالي، ومتابعة كاملة لمدير المشروع لضمان تجربة شراء فعالة وخالية من القلق . |
خبراء الأجزاء المعقدة: خدمات التصنيع باستخدام الحاسب الآلي الدقيقة JS وقدرات التخصيص
عند مشاركة الصعوبات في التصنيع مع العملاء، أحتاج أولاً إلى شرح القوة الأساسية لـ JS Precision في حلها - لدينا 15 عامًا من الخبرة العملية في التصنيع باستخدام الحاسب الآلي، ونمتلك شهادة جودة الطيران AS9100 وشهادة نظام إدارة الجودة الطبية ISO 13485.
كما أن اختيار المواد والتحقق من صحة العملية لدينا يتبع بدقة معايير المواد وإرشادات اختبار التوافق الحيوي التي نشرتها ASTM الدولية للمواد الفضائية والطبية (مثل سبائك التيتانيوم TC4).
بناءً على هذا النظام، قمنا بخدمة أكثر من 500 عميل ، بما في ذلك مجموعات تكنولوجيا الطيران المحلية والأجنبية، وأكبر 3 شركات للأجهزة الطبية عالميًا، وشركات تصنيع معدات أشباه الموصلات، حيث قمنا بتسليم أكثر من 20,000 مجموعة من الأجزاء المعقدة بمعدل نجاح يصل إلى 99.8%.
على سبيل المثال، في العام الماضي، تم إنتاج 100 مجموعة من غرسات العظام المخصصة من سبائك التيتانيوم TC4 للعملاء الطبيين. وصلت الغرسات النهائية إلى سطح نهائي يبلغ Ra0.2μm وتم التحكم في التفاوتات ضمن ±0.008 مم وحصلت على شهادة التوافق الحيوي من إدارة الغذاء والدواء ، مما يتيح استخدامها مباشرة في تجميع المفاصل الاصطناعية.
تمت معالجة مكونات روبوت نقل الرقاقة الذي قمنا بتصنيعه لعميل أشباه الموصلات في غرفة الأبحاث من الفئة 100، مع نفاذية مغناطيسية أقل من 1.005، وهي مناسبة تمامًا للبيئة غير المغناطيسية لورش عمل أشباه الموصلات.
كما تم إثبات استجابتنا للمشاريع العاجلة: خلال السنوات الثلاث الماضية، أكملنا 27 طلبًا عاجلاً، مثل تسليم أقواس الأقمار الصناعية خلال 48 ساعة، حيث تجاوز رضا العملاء 98٪.
هذا ليس دليلاً نظريًا، بل هو حل عملي تم اختياره من أكثر من 20000 حالة تصنيع. يمكن تنفيذ كل اقتراح بشكل مباشر، ويمكنك الوثوق به لمساعدتك في حل مشكلات العالم الحقيقي.
هل ترغب في تأكيد قدراتنا التصنيعية في مجال عملك، أم تفضل تخصيص أجزاء آلية مخصصة معقدة للغاية؟ لماذا لا تحدد موعدًا لعرض قاعدة بياناتنا المجانية لدراسات الحالة الصناعية الناجحة وفهم قدراتنا التقنية بشكل مباشر مع أحد مهندسينا؟
خلف الكواليس: كيف تبدو عملية خدمات التصنيع باستخدام الحاسب الآلي الاحترافية؟
من هنا، ربما تفكر في كيفية عمل خدمات التصنيع باستخدام الحاسب الآلي الاحترافية. تبدأ النتائج الرائعة بعمليات مفصلة. تتجاوز خدمات التصنيع باستخدام الحاسب الآلي الاحترافية مجرد "آلة على آلة". تؤثر كل خطوة في التصنيع باستخدام الحاسب الآلي على جودة الجزء ووقت التسليم. أدناه، اسمحوا لي أن أطلعكم على عمليتنا النموذجية.
الخطوة 1: التحليل التعاوني لسوق دبي المالي
فور تلقي تأكيد طلبك، نبدأ في إجراء تحليل مجاني لجدوى التصنيع.
على سبيل المثال، في حالة وجود جزء تجويف عميق لا يسمح للأداة بالوصول إليه مباشرة، سيقترح مهندسونا تعديل زاوية جدار التجويف، الأمر الذي لن يؤثر على الأداء الوظيفي ولكنه يعمل على تحسين إمكانية التشغيل الآلي، وتقليل التكاليف، وتقصير وقت التسليم.
الخطوة 2: برمجة التوأم الرقمي والكاميرات
يقوم مهندسونا بإنشاء نموذج "توأم رقمي" للجزء باستخدام برنامج CAM احترافي ومن ثم إنشاء مسار الأداة. سوف يحاكي المسار عملية تجنب الاصطدام عدة مرات، وهو أمر مهم لتصنيع الأجزاء الآلية المعقدة المخصصة، مثل الدفاعات متعددة المنحنيات. يمكن للتوأم الرقمي تجنب المخاطر مقدمًا وتقليل هدر المواد.
الخطوة 3: فحص المادة الأولى والمراقبة المستمرة
يعد فحص المادة الأولى أمرًا بالغ الأهمية لجودة الدفعة. سنقوم بإجراء قياسات كاملة الأبعاد على القطعة الأولى للتأكد من مطابقتها للرسومات.
أثناء إنتاج الدفعات، يتم استخدام أدوات القياس الدقيقة، مثل الميكرومتر، والمراقبة عبر الإنترنت. على سبيل المثال، عند تصنيع مسامير الفولاذ المقاوم للصدأ، فإننا نقوم بأخذ عينات من 5 قطع في الساعة لتجنب الانحرافات.

الشكل 2: خطوات الحصول على أجزاء مخصصة مع خدمات التصنيع الدقيقة. تؤثر كل خطوة من خطوات التصنيع باستخدام الحاسب الآلي على جودة الأجزاء ووقت التسليم.
السعي وراء الميكرونات: التقنيات الأساسية التي تدعم خدمات التصنيع باستخدام الحاسب الآلي الدقيقة
هذه العملية هي الأساس، ولكن التكنولوجيا المتطورة هي جوهر تحقيق الدقة على مستوى الميكرون. خدمات التصنيع باستخدام الحاسب الآلي الدقيقة يمكن أن تلبي المتطلبات العالية على وجه التحديد بسبب التطبيق المنهجي لهذه التقنيات.
ثورة الآلات متعددة المحاور: 5 محاور وما بعدها
جوهر معالجة الأجزاء المعقدة هو المعالجة المتزامنة ذات 5 محاور، مما يقلل من عدد الإعدادات.
على سبيل المثال، عند استخدام المعالجة ثلاثية المحاور لسطح منحني غير منتظم الشكل، تكون هناك حاجة إلى 3 إعدادات، بينما يمكن للمعالجة ذات 5 محاور إكمال العملية دفعة واحدة، مما يقلل الأخطاء، ويحسن الدقة وإنهاء السطح ، ويتيح الأشكال المعقدة التي لا يمكن تحقيقها بواسطة المعالجة ثلاثية المحاور.
أدوات عالية الأداء وأنظمة التبريد
أدوات عالية الأداء لتأثير قوي: عمر أطول 3 مرات من الأدوات العادية في تصنيع الفولاذ المقاوم للصدأ، أداة السيراميك مناسبة للسبائك ذات درجة الحرارة العالية، نظام تبريد ذكي يتحكم في التشوه الحراري، على سبيل المثال، الحفاظ على درجة حرارة جزء في حدود 25 درجة مئوية لضمان دقة تصنيع سبائك التيتانيوم.
القياس أثناء العملية: إغلاق الحلقة باستخدام الفحص على الآلة
تعمل تقنية المسبار داخل الماكينة على تحقيق تحديد المواقع والمحاذاة والقياس تلقائيًا أثناء التشغيل الآلي. على سبيل المثال، عندما يتم تشكيل الجزء الكبير على أداة الآلة، فإن فجوة المسبار تقوم تلقائيًا بقياس وتعويض البعد الحرج، ثم تشكل عملية "قياس-تعويض-تصنيع" ذات حلقة مغلقة للحصول على دقة عالية.
من الذي يعتمد أكثر على خدمات التصنيع باستخدام الحاسب الآلي عالية التحمل؟
أصبحت خدمات التصنيع باستخدام الحاسب الآلي عالية الدقة العمود الفقري لمختلف قطاعات التكنولوجيا العالية. تعتبر خدمات التصنيع باستخدام الحاسب الآلي الدقيقة والأجزاء المصنعة حسب الطلب أمرًا بالغ الأهمية في هذه الصناعات.
الفضاء والدفاع
الأجزاء في صناعات الطيران والدفاع لها متطلبات حرجة للغاية ، على سبيل المثال، تستخدم شفرات توربينات محركات الطائرات سبائك تعتمد على درجة حرارة عالية، وتكون قادرة على تحمل درجات حرارة تزيد عن 600 درجة مئوية، وتتحمل ±0.01 مم، ويمكن تتبعها بالكامل. لقد قمنا بتصنيع مثل هذه الشفرات وهي تلبي المعايير.
العلوم الطبية والحياة
هناك متطلبات خاصة في الصناعة الطبية للأجزاء المصنعة حسب الطلب. تتطلب الأدوات الجراحية تشطيبًا نهائيًا بدرجة مرآة Ra0.1μm لمنع البكتيريا، وأي تطبيق لزراعة العظام يتطلب توافقًا حيويًا. لقد اجتازت مكونات وصلات سبائك التيتانيوم الخاصة بنا الاختبار وتستخدم في المشاريع الطبية.
أشباه الموصلات والروبوتات
تتطلب صناعات أشباه الموصلات والروبوتات متطلبات عالية للغاية فيما يتعلق بالظروف البيئية والدقة : يجب أن تكون أذرع نقل الرقائق الآلية خالية من الغبار وغير مغناطيسية، كما تحتاج مكونات الغرف المفرغة إلى صلابة عالية. الأجزاء المصنعة بواسطتنا تلبي متطلبات غرف الأبحاث.
إذا كنت تعمل في مجال الطيران أو المجال الطبي أو صناعة أشباه الموصلات، فيرجى ذكر مجال عملك أدناه لتلقي دليل حلول قطع غيار الآلات المخصصة مجانًا. وسوف تشمل النقاط الرئيسية لاختيار المواد والتحكم الدقيق.

الشكل 3: تطبيقات الآلات الدقيقة باستخدام الحاسب الآلي. تتمتع الآلات الدقيقة باستخدام الحاسب الآلي بمجموعة واسعة من التطبيقات في العديد من الصناعات.
التعامل مع التعقيد: كيف تختار العملية المثالية للأجزاء المصنعة المخصصة لديك؟
الآن، أنت تعرف الصناعات التي تستخدم هذه المنتجات، ولكن قد تتساءل كيف ستقرر بشأن تكنولوجيا المعالجة الخاصة بمنتجك أجزاء تشكيله مخصصة . تتناسب الأجزاء المختلفة مع عمليات مختلفة، واختيار الجزء المناسب يضمن الجودة والفعالية من حيث التكلفة.
3-محور مقابل 5-محور: إنه أكثر من مجرد رقم
تساعدك شجرة القرار التالية على الاختيار:
| نوع التصنيع | الأجزاء القابلة للتطبيق | المزايا | العيوب |
| 3-محور بالقطع | أجزاء تشبه اللوحة، تشبه الكتلة، بدون أسطح منحنية معقدة. على سبيل المثال، بين قوسين بسيطين. | تكلفة منخفضة، برمجة بسيطة. | لا يمكن معالجة الأسطح المنحنية المعقدة أو الزوايا السالبة. |
| تصنيع 5 محاور | الأسطح المعقدة المنحنية، والأجزاء ذات الزوايا السلبية، مثل الدفاعات والقوالب غير المنتظمة. | دقة عالية، تثبيت فردي، تشطيب جيد للسطح. | دقة عالية، تثبيت فردي، تشطيب جيد للسطح. |
الحل الهجين للطحن والتحويل
تعتبر مراكز الطحن والخراطة مناسبة للأعمدة والأجزاء الشبيهة بالأقراص، مثل الأعمدة ذات التروس. تتضمن العمليات التقليدية عمليات تصنيع منفصلة على المخارط وآلات الطحن، مما يؤدي إلى حدوث أخطاء بسبب عمليات التثبيت المتعددة. يقوم مركز الطحن والخراطة بإكمال جميع العمليات داخل آلة واحدة، وبالتالي ضمان المحورية في حدود ±0.005 مم.
متى يتم دمج CNC مع العمليات الأخرى (مثل EDM والطحن)
يجب دمج المواد ذات الصلابة العالية جدًا، مثل الفولاذ ذو قوة تصلب HRC60 أو أعلى، أو الزاوية الحادة الداخلية التي لا يمكن الوصول إليها بواسطة CNC، مع عمليات أخرى. على سبيل المثال، بالنسبة لزاوية حادة مقاس 0.1 مم داخل قالب HRC62، قم بإجراء التصنيع باستخدام الحاسب الآلي، متبوعًا بمعالجة EDM، وأخيرًا الطحن لتحقيق تشطيب عالي للسطح.
هل أنت غير متأكد من اختيار عملية ثلاثية المحاور أو خمسة محاور أو عملية مختلطة للجزء الخاص بك؟ ما عليك سوى تحميل رسم ثنائي الأبعاد للجزء الخاص بك - يمكن أن يكون الأمر بسيطًا للغاية - وسيقدم مهندسونا تشخيصًا مجانيًا للعملية ويوصون بالحل الأنسب لتصنيع مركز التصنيع باستخدام الحاسب الآلي.
ما وراء المحاور الثلاثة: إطلاق العنان لحرية التصميم باستخدام مركز التصنيع باستخدام الحاسب الآلي المتقدم
عند الحديث عن المعالجة ذات 5 محاور، فإن مركز التصنيع CNC المتقدم لا غنى عنه. إنه مفتاح حرية التصميم، ولا يمكن تحقيق العديد من التصميمات المعقدة إلا بمساعدة مركز المعالجة ذو 5 محاور.
مراكز التصنيع CNC المتقدمة قادرة على إجراء عمليات المعالجة الخماسية في إعداد واحد دون تراكم الأخطاء. على سبيل المثال، الخطأ الموضعي للإعداد الفردي لتصنيع جزء مكعب من جميع الجوانب الخمسة يكون ضمن ±0.003 مم، وهو عامل مهم للدقة الفائقة.
وبصرف النظر عن ذلك، فإنه يتغلب على القيود في المعالجة ثلاثية المحاور، وتصنيع التجاويف العميقة بزوايا سلبية، والأسطح المنحنية المستمرة. لا يمكن إجراء مثل هذه المعالجة بواسطة 3 محاور بسبب عدم كفاية زوايا الأداة، في حين أن 5 محاور يمكنها التعامل مع قطع العمل هذه بسهولة.
من منظور تجاري، في حين أن معدل الساعة للتصنيع خماسي المحاور أعلى، إلا أن هذا يقابله إلى حد ما حقيقة أن وقت المعالجة للأجزاء المعقدة يقلل من 20 ساعة مع 3 محاور إلى 8 ساعات، مع انخفاض معدلات العمالة والخطأ لإعطاء حل اقتصادي أكثر بكثير.
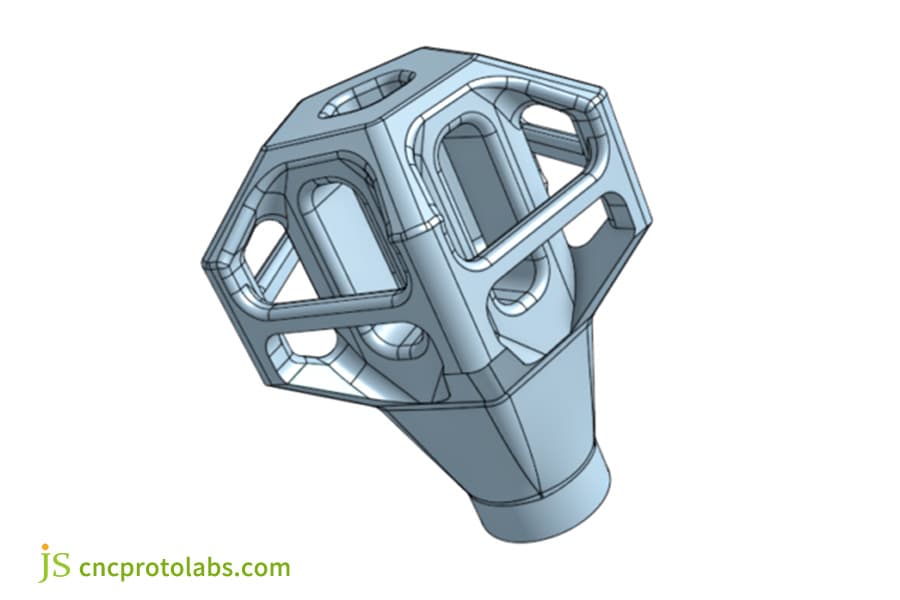
الشكل 4: يستغل هذا المكون إمكانيات تصنيع أكثر من 4 محاور لتقديم جزء معقد ولكنه قابل للتشغيل بدرجة عالية لتطبيقات الفضاء الجوي.
السمات المميزة للتميز: ما الذي تبحث عنه في مورد قطع غيار الآلات CNC؟
تعتبر العمليات والمعدات الجيدة مهمة، ولكن المورد لا يقل أهمية. اختيار جيد وموثوق مورد قطع غيار الآلات CNC سيجعل المشاريع أكثر سلاسة. إذن، كيف تختار؟
الشهادات كأساس
شهادات الجودة الدولية هي خلاصة القول، وشهادة ISO 9001 توحد العملية، وISO 13485 مناسبة للرعاية الصحية، وAS9100 مخصصة للطيران، وJS Precision حاصلة على شهادتي ISO 9001 وAS 9100 لتلبية متطلبات الصناعات المختلفة.
هل تتوافق أجهزتهم مع احتياجاتك؟
انتبه إلى المعدات من الموردين: العلامة التجارية، DMG (ألمانيا)، Mazak (اليابان)، سنة الشراء - لقد تم شراء معداتنا خلال السنوات الخمس الماضية، مما يعني أن الدقة مستقرة، سواء كانت متعددة المحاور أو دورة مطحنة، والأتمتة - نستخدم أنظمة التحميل والتفريغ الآلية لزيادة الكفاءة. هذه العوامل تؤثر على الجودة ووقت التسليم.
العامل البشري
يعد الفريق ذو الخبرة أمرًا مهمًا: فحتى أفضل المعدات تتطلب مشغلين بشريين. يتمتع مهندسونا بخبرة لا تقل عن 8 سنوات في حل المشكلات المعقدة، ويقدم مديرو المشاريع اتصالات كاملة للعملية، ومتابعة تحويل إمكانات المعدات إلى منتج يرضيكم.
إذا كنت بصدد اختيار مورد لقطع غيار الآلات CNC، فاطلب "قائمة مراجعة تقييم الموردين" الخاصة بنا. يغطي هذا 8 مؤشرات أساسية، مثل الشهادات والمعدات والفريق، والتي ستساعد الشخص على تحديد ما إذا كان المورد يناسب احتياجاته بشكل صحيح.
الثقة، ولكن التحقق: كيف يتم ضمان الجودة في خدمات التصنيع باستخدام الحاسب الآلي الدقيقة؟
بعد اختيار المورد، كيف يتم ضمان الجودة؟ جودة خدمات التصنيع باستخدام الحاسب الآلي الدقيقة ليست كلها كلامًا، فهي تعتمد على طرق التحقق الملموسة.
من CMM إلى الماسحات الضوئية
نحن نستخدم أجهزة متعددة للفحص النهائي: بالنسبة للأجزاء المعقدة، يتم قياس الأبعاد ثلاثية الأبعاد بواسطة CMM بدقة تبلغ ±0.001 مم . يتم استخدام مقياس الاستدارة للأعمدة من أجل التحقق من الاستدارة، ويوجد مقياس خشونة لفحص تشطيب السطح. يتم إجراء المسح بالحجم الكامل بواسطة ماسح ضوئي أزرق/أبيض لإنشاء نماذج ثلاثية الأبعاد للمقارنة مع الرسومات للتأكد من عدم وجود أي انحراف.
شهادة المواد والأداء
نحن نقدم تقارير كاملة عن الجودة: شهادات ضمان جودة المواد التي تثبت مطابقتها للدرجة، وتقارير المعالجة الحرارية التي تصف العمليات المطبقة إلى جانب الصلابة، والتقارير المقدمة في حالة الحاجة إلى اختبارات غير مدمرة، مثل اختبار الاختراق، والتحقق من الشقوق الداخلية لضمان الجودة الجوهرية.
الاتساق بين الدفعات
تضمن تقنية SPC الاتساق من دفعة إلى دفعة: تمت مراقبة اتجاهات الأبعاد الحرجة أثناء الإنتاج، وتم قياس الأبعاد الحرجة لكل 10 أجزاء يتم تصنيعها آليًا. يتم تحليل الانحرافات عن العملية وتعديلها باستخدام برنامج SPC لمنع انحرافات الدفعات.
كيف يؤدي تحليل سوق دبي المالي إلى الارتقاء بأفضل خدمة CNC عبر الإنترنت؟
إلى جانب العمليات والتكنولوجيا ومراقبة الجودة، يلعب تحليل سوق دبي المالي دورًا مهمًا أيضًا. وهذا يزيد من القيمة المضافة للمنتج أفضل خدمة CNC عبر الإنترنت من خلال إشراكك في أكثر من عملية تصنيع بسيطة لمساعدتك على تحسين تصميمك.
سحر توفير التكلفة لتوحيد الميزات
يمكن للميزات الموحدة أن تقلل التكلفة بشكل كبير. على سبيل المثال، في تصميمك، يتم استخدام لقمة ثقب مقاس 5.2 مم، وفي مكتبة الأدوات القياسية لدينا توجد لقمة ثقب مقاس 5 مم و6 مم. إذا تم استخدام أداة مخصصة، فسوف تزيد التكلفة بمقدار 20 دولارًا أمريكيًا مع 3 أيام إضافية في المهلة الزمنية.
ونحن نوصي بتغيير قطر الثقب دون التأثير على الوظيفة وتقليل التكاليف، وبالتالي تقليل المهلة الزمنية.
مراجعة التسامح الاستراتيجيتجنب "تراكم التسامح"
يمكن أن يساهم التخفيف المعقول للتفاوتات غير الحرجة في خفض التكلفة. يقوم مهندسونا بمراجعة كل التسامح. على سبيل المثال، يمكن تخفيف تفاوت السطح غير المتزاوج من ±0.01 مم إلى ±0.05 مم دون التأثير على سهولة الاستخدام. وهذا يقلل من وقت المعالجة، ويقلل التكاليف، ويتجنب النفقات الإضافية الناجمة عن "تكديس التفاوتات".
توصيات المواد والعملية
نوصي بالمواد والعمليات بناءً على الاستخدام المقصود منها. على سبيل المثال، بدلاً من الفولاذ المقاوم للصدأ، نوصي باستخدام سبائك الألومنيوم لمكون خفيف الوزن يقلل الوزن بنسبة 40%، ويقلل التكاليف بنسبة 15%، كما أنه أسهل في التصنيع.
في حالة احتياجها لمقاومة درجات الحرارة العالية، فإننا نوصي بالسبائك ذات درجات الحرارة العالية وعمليات المطابقة للتأكد من أن الأداء يلبي المعايير.
هل انتهيت من تصميم الجزء؟ قم بتحميل مستندات التصميم الخاصة بك واحصل على تقرير تحليلي مجاني لسوق دبي المالي خلال 24 ساعة. سيشير هذا التقرير إلى المجالات التي يجب تحسينها ويساعدك على تقليل التكاليف وتعزيز الكفاءة من خلال أفضل خدمة CNC عبر الإنترنت.
دراسة الحالة: مهمة الـ 48 ساعة - من نموذج CAD إلى قوس الأقمار الصناعية الجاهزة للطيران
بدلاً من تقديم تفسيرات نظرية، ستمنحك دراسة الحالة الواقعية فكرة أفضل حول قدرة خدمات التصنيع باستخدام الحاسب الآلي الدقيقة ومراكز التصنيع باستخدام الحاسب الآلي.
معضلة العملاء
تعمل الشركة في مجال البحث والتطوير للأقمار الصناعية ذات المدار الأرضي المنخفض. لاختبار الاهتزازات الجيبية في نطاق 10-2000 هرتز، فإنها تتطلب نموذجًا أوليًا لقوس سبائك التيتانيوم المخصص الذي يلبي هذه المتطلبات في غضون 48 ساعة .
يتطلب الدعامة وزنًا خفيفًا للغاية (التصميم الأصلي 1.2 كجم، ويحتاج إلى تقليل الوزن بنسبة تزيد عن 30%)، وقوة موثوقة تتحمل قوة شد تبلغ 500 نيوتن، وتسامح ±0.025 مم، وهي مصنوعة من سبائك التيتانيوم TC4 التي يصعب تصنيعها.
JS الحل الدقيق
وفي غضون ساعة واحدة بعد الطلب، قمنا بتشكيل فريق عمل وبدأنا تحليلًا طارئًا لسوق دبي المالي.
كان هناك ثلاثة أضلاع غير حاملة في التصميم الأصلي، بسمك 3 مم. لم يؤدي ذلك إلى زيادة الوزن فحسب، بل أدى أيضًا إلى تعقيد مسارات الأدوات. لذلك اقترحنا تغييرها إلى 1.5 مم، مما قد يصل إلى متطلبات تقليل الوزن (المقدرة بـ 35%) مع تحسين مسار الأدوات وتقليل وقت المعالجة.
في اختيار العملية، طبقنا مباشرة استخدام المحور الألماني DMG MORI DMU 50 ذو 5 محاور مركز التصنيع باستخدام الحاسب الآلي . يتمتع هذا الجهاز بدقة تحديد موضع تبلغ ±0.002 مم وهو قادر على إكمال معالجة السطح المنحني المعقد للدعامة في إعداد واحد، وتجنب أخطاء الإعداد المتعددة.
في التصنيع، اخترنا أدوات مخصصة من سبائك التيتانيوم مع طلاء TiAlN، جنبًا إلى جنب مع سرعة قطع تبلغ 60 م/دقيقة وتغذية تبلغ 0.1 مم/ص.
في نفس الوقت، بدأنا نظام التبريد عالي الضغط بضغط 70 بار لحل مشاكل إزالة الرقاقة والتشوه الحراري التي تحدث في عملية تصنيع سبائك التيتانيوم TC4. كل ساعتين، يقوم المهندسون بفحص تآكل الأداة لضمان ثبات دقة المعالجة.
وفي الوقت نفسه، يقوم فريق فحص الجودة بالتحضير بشكل متزامن:
تم الانتهاء مسبقًا من معايرة آلات قياس الإحداثيات ومعدات اختبار الاهتزاز. تم إجراء اختبارات القياس كاملة الأبعاد مباشرة بعد الانتهاء من خطوط الإنتاج، حيث تم اختبار 28 بُعدًا رئيسيًا وتم اجتيازها جميعًا. تم بعد ذلك إجراء اختبار ما قبل الاهتزاز للتأكد من أن الأجزاء تلبي متطلبات العملاء.
نتائجنا
وفي النهاية، قمنا بتسليم الأجزاء المؤهلة بالكامل خلال 45 ساعة، وتم تخفيض الأوزان إلى 0.78 كجم، وانخفاض الوزن بنسبة 35%. تم التحقق من ذلك من قبل وكالة اختبار تابعة لجهة خارجية، وبموجب اختبار الاهتزاز الجيبي 10-2000 هرتز، كان الحد الأقصى للتشوه 0.012 مم فقط ، وهو أقل بكثير من الحد الذي حدده العميل وهو 0.03 مم.
كشفت تعليقات العميل اللاحقة أن الدعامة تم تركيبها على قمر صناعي للأرصاد الجوية في مدار أرضي منخفض وخدمت على متنه لمدة 6 أشهر دون أي مشكلة تتعلق بالهيكل، مما يوفر دعمًا ثابتًا لمهام الحصول على بيانات القمر الصناعي.
بالإضافة إلى ذلك، وصل التشطيب السطحي للأجزاء إلى Ra0.8μm، وهو أعلى من متطلبات العميل البالغة Ra1.6μm. في وقت لاحق، طلب العميل منا ثلاث حوامل أقمار صناعية أخرى.

الشكل 5: قوس الأقمار الصناعية من سبائك التيتانيوم باستخدام الحاسب الآلي
الأسئلة الشائعة
س1: ما هي المعلومات التي يتطلبها نظام عرض الأسعار الخاص بك عبر الإنترنت؟
نحتاج إلى نموذج ثلاثي الأبعاد بتنسيق STEP/IGES، ورسومات ثنائية الأبعاد بتنسيق PDF. بالإضافة إلى ذلك، يرجى تحديد مادة القطعة، ومتطلبات معالجة السطح، وكمية الإنتاج، وتاريخ التسليم المطلوب. ثم سنكون في وضع أفضل لتقديم عرض أسعار دقيق.
Q2: ما هو الفرق الرئيسي بين التصنيع باستخدام الحاسب الآلي ثلاثي المحاور و4 محاور و5 محاور؟
- تحتوي المعالجة ثلاثية المحاور على ثلاثة محاور حركة خطية فقط على طول المحاور X وY وZ. يتم استخدام هذه الآلة الآلية فقط للأجزاء البسيطة.
- تحتوي المعالجة ذات 4 محاور على محور دوار إضافي، عادة على طول المحور A، يستخدم للأجزاء الأسطوانية.
- تحتوي المعالجة ذات 5 محاور على خمسة محاور مترابطة قادرة على معالجة الأسطح المنحنية المكانية المعقدة ثلاثية الأبعاد.
Q3: ما هي المواد التي يمكنك تصنيعها؟
يمكننا معالجة 6061، 7075، وما إلى ذلك، وجميع أنواع سبائك الألومنيوم، والفولاذ المقاوم للصدأ بما في ذلك 304، 316، وما إلى ذلك، وسبائك التيتانيوم مثل TC4، TA15. تحتوي سبائك النحاس على النحاس والنحاس. تشمل المواد البلاستيكية الهندسية PEEK وPOM ومئات المواد.
س 4: الحد الأدنى - الحد الأقصى لنطاق حجم المعالجة؟
نحن قادرون على معالجة الثقوب الدقيقة التي يتراوح قطرها من 0.5 مم مثل فتحات الإبر الطبية إلى الأجزاء المكعبة بقطر 800 مم مثل قواعد الأجهزة الكبيرة. سيتم تأكيد التفاصيل المحددة بناءً على متطلبات الهيكل والدقة للأجزاء الخاصة بك. يرجى التشاور مع مهندسينا.
س5: ما هو "فحص المادة الأولى"؟ هل هو مدرج في الاقتباس؟
ويشير إلى فحص الأبعاد الكاملة للمنتج الأول مقابل متطلبات الرسم في الإنتاج الضخم. يُعد فحص المادة الأولى إجراءً ضروريًا لمراقبة جودة الدفعة. لقد تم تضمينه في عرض الأسعار القياسي الخاص بنا دون أي رسوم إضافية.
س6: كيف يتم التعامل مع سرية ملفات تصميمي؟
سوف نقوم بتوقيع اتفاقية سرية صارمة معك. يتم وضع كافة ملفات التصميم على خادم مشفر، ولا يمكن الوصول إليها إلا للأشخاص المصرح لهم بذلك. ويمكن حذفها بناءً على طلبك بعد انتهاء المشروع حتى يتم حماية ملكيتك الفكرية.
س7: كيف يعمل إذا كان تصميمي يتطلب تعديلاً؟
نحتاج فقط إلى ملفات التصميم المحدثة . سنقوم بتحليل سوق دبي المالي، وتحديث خطة العملية، وعروض الأسعار. بعد التأكيد، سنقوم بتحديث خطة الإنتاج. خلال هذه الفترة سوف نتواصل معك بشأن التقدم في الوقت المناسب.
س8: كيف يتم حساب وقت التسليم عادة؟
يتكون وقت التسليم من وقت شراء المواد (1-5 أيام، اعتمادًا على نوع المادة)، ووقت برمجة الإنتاج (2-3 أيام)، ووقت المعالجة (3-15 يومًا، اعتمادًا على مدى تعقيد الأجزاء)، ووقت ما بعد المعالجة وفحص الجودة (1-2 يوم). سنحدد الوقت لكل رابط عند الاقتباس.
ملخص
يتطلب التصنيع الدقيق أن يمثل كل ميكرون السعي لتحقيق التميز في كل جزء. إن الاختيار الذي تقوم به في اختيار أي خدمة تصنيع باستخدام الحاسب الآلي لا يتعلق بشراء القدرة على التصنيع ولكن باختيار شريك استراتيجي لفهم احتياجاتك وحل تحدياتك ومرافقتك نحو النجاح.
مجهزة بقدرات تقنية غنية، وقدرة تصنيع كاملة العمليات، وفلسفة خدمة العميل أولاً، تلتزم JS Precision بأن تصبح المورد الأكثر جدارة بالثقة لقطع غيار الآلات CNC.
الآن استمتع بتجربة احترافية حقًا، أفضل خدمة CNC عبر الإنترنت!
ما عليك سوى الانتقال إلى الموقع الرسمي لـ JS Precision، تحميل ملفات CAD الخاصة بك مباشرة، وسوف تحصل على تعليقات شاملة في غضون ساعات، بما في ذلك خطة عملية مفصلة وعرض شفاف للأسعار وتحليل سوق دبي المالي الاحترافي. دعونا نحول تصميمك المثالي إلى واقع ملموس!

تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط. خدمات JS الدقيقة ، لا توجد أي تعهدات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة JS Precision Network. إنها مسؤولية المشتري تتطلب اقتباس أجزاء تحديد المتطلبات المحددة لهذه الأقسام. يرجى الاتصال بنا للحصول على مزيد من المعلومات .
الدقة شبيبة فريق
JS Precision هي شركة رائدة في الصناعة ، التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على الدقة العالية التصنيع باستخدام الحاسب الآلي , تصنيع الصفائح المعدنية , الطباعة ثلاثية الأبعاد , صب الحقن , ختم المعادن، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. يختار الدقة شبيبة وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا: www.cncprotolabs.com
الموارد

