

Services d'usinage CNC Créez de nombreux miracles dans la vie quotidienne : un modèle de conception 3D complexe peut être transformé en un composant fonctionnel métallique d'une précision micrométrique et lisse comme un miroir en quelques jours seulement.
Des pièces à haute résistance de l'aérospatiale aux contours complexes des implants médicaux, les services d'usinage CNC de précision sont devenus la pierre angulaire de la fabrication haut de gamme.
Mais avec autant de fournisseurs de pièces d'usinage CNC sur le marché, il est difficile de différencier les pièces authentiques des fausses et de s'assurer que chaque pièce usinée sur mesure que vous obtenez répond parfaitement à vos attentes.
Le guide suivant plonge dans les activités principales derrière les meilleurs services d'usinage CNC pour montrer l'ensemble du processus, de la sélection du processus à la vérification de la qualité, pour vous aider à prendre les décisions les plus éclairées.
Figure 1 : Processus d'usinage CNC de précision
Résumé des réponses clés
| Principales préoccupations des clients | Réponses techniques aux meilleurs services CNC | La valeur unique de JS Precision |
| Précision et qualité | S'appuyant sur une liaison multi-axes, des outils de coupe de précision, des mesures en ligne et un système de contrôle de qualité strict pour garantir. | Nous intégrons les meilleures pratiques en matière de contrôle qualité de bout en bout , depuis la certification au stade de la matière première jusqu'à l'inspection finale, afin de répondre aux exigences des dessins, voire mieux. |
| Capacité et flexibilité | Un solide groupe de centres d'usinage CNC puissants, tels que ceux à 5 axes, une vaste bibliothèque de matériaux et une connaissance des processus, sont les clés d'un travail complexe de pièces usinées sur mesure. | Nous disposons d'une chaîne d'équipement complète du 3 axes au 5 axes. Il permet une transition transparente du prototypage rapide à la production en petits lots, offrant une véritable solution unique. |
| Expérience et efficacité de la collaboration | Les caractéristiques d'un meilleur service CNC en ligne incluent une communication claire, des délais de livraison prévisibles, des prix compétitifs et une assistance DFM professionnelle. | Nous disposons d'un système de devis en ligne transparent, d'une analyse DFM approfondie et gratuite et d'un suivi complet du chef de projet pour garantir une expérience d'approvisionnement efficace et sans souci . |
Experts en pièces complexes : services d'usinage CNC de précision JS et capacités de personnalisation
Lorsque je partage les difficultés d'usinage avec les clients, je dois d'abord expliquer la force fondamentale de JS Precision pour les résoudre : nous avons 15 ans d'expérience pratique dans l'usinage CNC, possédant une certification de qualité aérospatiale AS9100 et une certification de système de gestion de la qualité médicale ISO 13485.
Notre sélection de matériaux et notre validation de processus suivent également strictement les normes de matériaux et les directives de tests de biocompatibilité publiées par ASTM International pour les matériaux aérospatiaux et médicaux (tels que l'alliage de titane TC4).
Sur la base de ce système, nous avons servi plus de 500 clients , notamment des groupes de technologie aérospatiale nationaux et étrangers, les trois plus grandes sociétés mondiales de dispositifs médicaux et des fabricants d'équipements semi-conducteurs, en livrant plus de 20 000 ensembles de pièces complexes avec un taux de réussite pouvant atteindre 99,8 %.
Par exemple, l’année dernière, 100 groupes d’implants orthopédiques personnalisés en alliage de titane TC4 ont été produits pour des clients médicaux. Les implants finis ont atteint une finition de surface de Ra0,2 μm et des tolérances contrôlées à ±0,008 mm et ont passé la certification de biocompatibilité FDA , leur permettant d'être directement utilisés dans l'assemblage d'articulations artificielles.
Les composants du robot de transfert de plaquettes que nous avons fabriqué pour un client de semi-conducteurs ont été traités dans une salle blanche de classe 100, ayant une perméabilité magnétique inférieure à 1,005, parfaitement adaptée à l'environnement amagnétique des ateliers de semi-conducteurs.
Notre réactivité face aux projets urgents est également prouvée : au cours des trois dernières années, nous avons réalisé 27 commandes urgentes, comme la livraison de supports satellites en 48 heures, avec une satisfaction client supérieure à 98 %.
Il ne s’agit pas d’un guide théorique, mais plutôt d’une solution pratique issue de plus de 20 000 cas de fabrication. Chaque suggestion peut être directement mise en œuvre et vous pouvez lui faire confiance pour vous aider à résoudre des problèmes réels.
Souhaitez-vous confirmer nos capacités de fabrication dans votre secteur, ou préférez-vous personnaliser des pièces usinées sur mesure très complexes ? Pourquoi ne pas prendre rendez-vous pour consulter notre base de données gratuite d'études de cas industrielles réussies et comprendre directement nos capacités techniques avec l'un de nos ingénieurs ?
Dans les coulisses : à quoi ressemble un processus de services d'usinage CNC professionnel ?
À partir de là, vous réfléchissez peut-être au fonctionnement des services professionnels d’usinage CNC. Les bons résultats commencent par des processus détaillés. Les services professionnels d'usinage CNC vont bien au-delà d'une simple « machine sur machine ». Chaque étape de l'usinage CNC affecte la qualité des pièces et les délais de livraison. Ci-dessous, laissez-moi vous présenter notre processus typique.
Étape 1 : Analyse DFM collaborative
Dès réception de la confirmation de votre commande, nous lançons une analyse gratuite de faisabilité de fabrication.
Par exemple, dans le cas d'une pièce à cavité profonde qui ne permet pas à un outil d'y accéder directement, nos ingénieurs suggéreront d'ajuster l'angle de la paroi de la cavité, ce qui n'affectera pas la fonctionnalité mais améliorera l'usinabilité, réduira les coûts et raccourcira les délais de livraison.
Étape 2 : Programmation du jumeau numérique et de la CAM
Nos ingénieurs créent un modèle « jumeau numérique » de la pièce à l'aide d'un logiciel de FAO professionnel, puis génèrent le parcours d'outil. La trajectoire simulera plusieurs fois l’évitement des collisions, ce qui est important pour l’usinage de pièces complexes usinées sur mesure, telles que des roues à roues multi-courbes. Le jumeau numérique permet d’éviter les pièges à l’avance et de réduire le gaspillage de matière.
Étape 3 : Inspection du premier article et surveillance continue
L’inspection du premier article est essentielle à la qualité des lots. Nous effectuerons des mesures dimensionnelles sur la première pièce pour confirmer qu'elle est conforme aux dessins.
Lors de la production par lots, des outils de mesure de précision sont utilisés, tels que des micromètres, et une surveillance en ligne. Par exemple, lors de l'usinage de boulons en acier inoxydable, nous échantillonnons 5 pièces par heure pour éviter les écarts.

Figure 2 : Étapes pour obtenir des pièces personnalisées avec des services d'usinage de précision. Chaque étape de l'usinage CNC affecte la qualité et le délai de livraison des pièces.
La poursuite des microns : des technologies clés au service des services d'usinage CNC de précision
Le processus est la base, mais la technologie de pointe est la base pour atteindre une précision au micron. Services d'usinage CNC de précision peuvent répondre à des exigences élevées précisément grâce à l’application systématique de ces technologies.
La révolution de l'usinage multi-axes : 5 axes et au-delà
Le cœur de l’usinage de pièces complexes est l’usinage simultané sur 5 axes, ce qui réduit le nombre de réglages.
Par exemple, lorsque l'usinage 3 axes est utilisé pour une surface courbe de forme irrégulière, 3 configurations sont nécessaires, tandis que l'usinage 5 axes peut terminer le processus en une seule fois, réduisant les erreurs, améliorant la précision et la finition de surface , et permettant des formes complexes qui ne peuvent pas être obtenues par l'usinage 3 axes.
Systèmes d'outillage et de refroidissement haute performance
Outils haute performance pour un fort impact : durée de vie 3 fois supérieure à celle des outils ordinaires pour l'usinage de l'acier inoxydable, l'outil en céramique est adapté aux alliages à haute température, un système de refroidissement intelligent contrôle la déformation thermique, par exemple en maintenant la température d'une pièce à environ 25 °C pour garantir la précision de l'usinage de l'alliage de titane.
Métrologie en cours de processus : boucler la boucle grâce au sondage sur machine
La technologie de palpage intégrée à la machine réalise le positionnement, l'alignement et la mesure automatiques pendant l'usinage. Par exemple, lorsque la grande pièce est usinée sur la machine-outil, l'écartement de la sonde mesure et compense automatiquement la dimension critique, puis forme un processus de « mesure-compensation-usinage » en boucle fermée pour une grande précision.
Qui compte le plus sur les services d’usinage CNC à haute tolérance ?
Les services d’usinage CNC de haute précision sont devenus l’épine dorsale de divers secteurs de haute technologie. Les services d’usinage CNC de précision et les pièces usinées sur mesure sont extrêmement cruciaux dans ces industries.
Aérospatiale et défense
Les pièces des industries de l'aérospatiale et de la défense ont des exigences très critiques . Par exemple, les aubes de turbine de moteurs d'avion utilisent des alliages à haute température, sont capables de supporter des températures supérieures à 600 ℃, ont une tolérance de ± 0,01 mm et sont entièrement traçables. Nous avons usiné de telles lames et elles répondent aux normes.
Médecine et sciences de la vie
Il existe des exigences particulières dans l’industrie médicale pour les pièces usinées sur mesure. Les instruments chirurgicaux nécessitent une finition de qualité miroir Ra0,1 μm pour empêcher les bactéries, et toute application d'implant orthopédique nécessite une biocompatibilité. Nos composants de joint en alliage de titane ont passé avec succès les tests et sont utilisés dans des projets médicaux.
Semi-conducteurs et robotique
Les industries des semi-conducteurs et de la robotique ont des exigences très élevées en matière de conditions environnementales et de précision : les bras robotisés de transport des plaquettes doivent être exempts de poussière et amagnétiques, les composants des chambres à vide doivent être d'une grande rigidité. Les pièces usinées que nous fabriquons répondent aux exigences des salles blanches.
Si vous venez de l'industrie aérospatiale, médicale ou des semi-conducteurs, veuillez indiquer votre secteur d'activité ci-dessous pour recevoir GRATUITEMENT votre manuel de solutions de pièces usinées sur mesure. Il comprendra les points clés de la sélection des matériaux et du contrôle de précision.

Figure 3 : Applications de l’usinage de précision CNC. L'usinage de précision CNC a une large gamme d'applications dans de nombreux secteurs.
Naviguer dans la complexité : comment sélectionner le processus optimal pour vos pièces usinées sur mesure ?
À présent, vous savez quelles industries les utilisent, mais vous vous demandez peut-être comment vous décideriez de la technologie de transformation pour votre pièces usinées sur mesure . Différentes pièces sont adaptées à différents processus, choisir la bonne garantit à la fois la qualité et la rentabilité.
3 axes ou 5 axes : c'est plus qu'un simple chiffre
L’arbre de décision suivant vous aide à choisir :
| Type d'usinage | Pièces applicables | Avantages | Inconvénients |
| Usinage 3 axes | Pièces en forme de plaque ou de bloc, sans surfaces courbes complexes. Par exemple, de simples parenthèses. | Programmation simple et à faible coût. | Impossible d'usiner des surfaces courbes complexes ou des angles négatifs. |
| Usinage 5 axes | Surfaces aux courbes complexes, pièces à angle négatif, telles que les roues et les moules irréguliers. | Haute précision, serrage unique et bonne finition de surface. | Haute précision, serrage unique et bonne finition de surface. |
La solution hybride fraisage-tournage
Les centres de fraisage-tournage conviennent aux arbres et aux pièces en forme de disque, comme les arbres à engrenages. Les processus traditionnels impliquent des usinages séparés sur des tours et des fraiseuses, entraînant des erreurs dues à de multiples opérations de serrage. Un centre de fraisage-tournage réalise tous les processus au sein d'une seule machine, garantissant ainsi une coaxialité de ±0,005 mm.
Quand combiner la CNC avec d'autres processus (par exemple, EDM, meulage)
Les matériaux d'une dureté ultra-élevée, tels que l'acier avec une résistance de trempe HRC60 ou supérieure, ou un coin interne pointu qui ne peut pas être atteint par la CNC, doivent être combinés avec d'autres processus. Par exemple, pour un coin pointu de 0,1 mm à l'intérieur d'un moule HRC62, effectuez un usinage CNC, suivi d'un traitement EDM et enfin d'un meulage pour obtenir une finition de surface élevée.
Vous ne savez pas si vous devez choisir un processus 3 axes, 5 axes ou hybride pour votre part ? Téléchargez simplement un dessin 2D de votre pièce - cela peut être très simple - et nos ingénieurs fourniront un diagnostic de processus gratuit et recommanderont la solution d'usinage de centre d'usinage CNC la plus adaptée.
Au-delà des 3 axes : libérez la liberté de conception avec un centre d'usinage CNC avancé
En parlant d'usinage 5 axes, un centre d'usinage CNC avancé est indispensable. C'est la clé de la liberté de conception, et de nombreuses conceptions complexes ne peuvent être réalisées qu'à l'aide d'un centre d'usinage à 5 axes.
Les centres d'usinage CNC avancés sont capables d'effectuer un usinage sur cinq faces en une seule configuration sans erreurs accumulées. À titre d'exemple, l'erreur de position en une seule configuration pour l'usinage d'une pièce cubique sur les cinq côtés est de ±0,003 mm, un facteur important pour une très haute précision.
En dehors de cela, il surmonte les limites de l’usinage 3 axes, en usinant des cavités profondes avec des angles négatifs et des surfaces courbes continues. Un tel usinage ne peut pas être effectué sur 3 axes en raison d' angles d'outil insuffisants, alors que le 5 axes peut gérer facilement de telles pièces.
D'un point de vue commercial, même si le taux horaire pour l'usinage 5 axes est plus élevé, cela est quelque peu compensé par le fait que le temps d'usinage pour les pièces complexes est réduit de 20 heures avec 3 axes à 8 heures, avec des taux de main-d'œuvre et d'erreur inférieurs pour offrir une solution nettement plus économique.
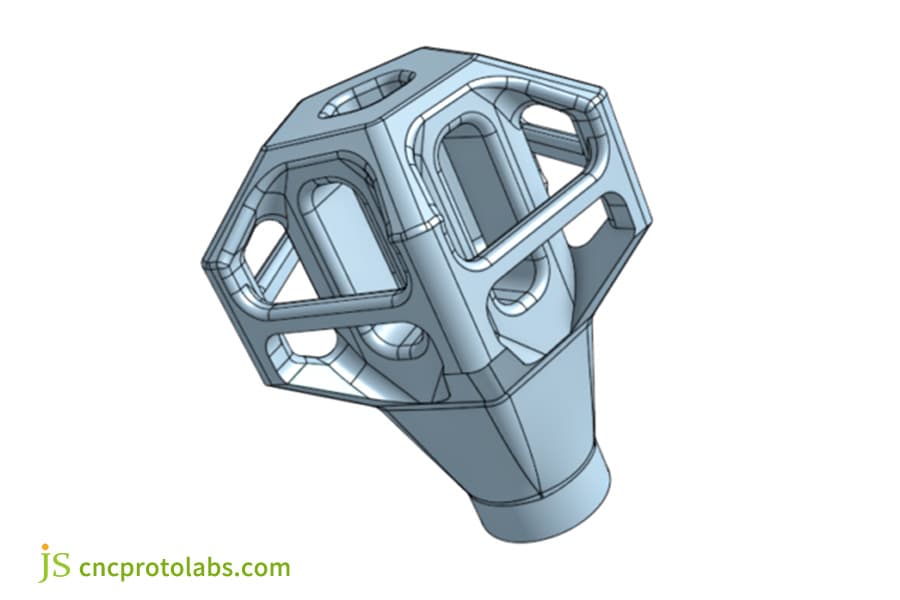
Figure 4 : Ce composant exploite les capacités de l'usinage sur plus de 4 axes pour fournir une pièce complexe mais hautement usinable pour une application aérospatiale.
Les caractéristiques de l'excellence : que rechercher chez un fournisseur de pièces d'usinage CNC ?
De bons processus et équipements sont importants, mais le fournisseur est tout aussi important. Choisir un bon produit fiable Fournisseur de pièces d'usinage CNC rendra les projets plus fluides. Alors, comment choisir ?
Certifications comme référence
Les certifications de qualité internationales sont l'essentiel, la certification ISO 9001 normalise le processus, la norme ISO 13485 convient aux soins de santé, l'AS9100 à l'aviation et JS Precision possède les certifications ISO 9001 et AS 9100 pour répondre aux demandes de différentes industries.
Leur machine correspond-elle à vos besoins ?
Faites attention aux équipements des fournisseurs : marque, DMG (Allemagne), Mazak (Japon), année d'achat - notre équipement a été acheté au cours des 5 dernières années, ce qui signifie que la précision est stable, le type - qu'il soit multi-axes ou fraisage, et l'automatisation - nous utilisons des systèmes de chargement et de déchargement robotisés pour augmenter l'efficacité. Ces facteurs affectent la qualité et le délai de livraison.
Le facteur humain
Une équipe expérimentée est importante : même les meilleurs équipements nécessitent des opérateurs humains. Nos ingénieurs ont au moins 8 ans d'expérience dans la résolution de problèmes sophistiqués, les chefs de projet assurent une communication complète du processus, suivi de la transformation du potentiel de l'équipement en un produit qui répond à votre satisfaction.
Si vous êtes en train de sélectionner un fournisseur de pièces d'usinage CNC, demandez notre « Liste de contrôle d'évaluation des fournisseurs ». Cela couvre 8 indicateurs de base, tels que les certifications, l'équipement et l'équipe, qui aideront à identifier correctement si un fournisseur répond à ses besoins.
Faites confiance, mais vérifiez : comment la qualité est-elle assurée dans les services d'usinage CNC de précision ?
Après avoir sélectionné un fournisseur, comment la qualité est-elle garantie ? La qualité des services d’usinage CNC de précision n’est pas qu’un discours, elle repose sur des méthodes de vérification concrètes.
De la MMT aux scanners optiques
Nous utilisons plusieurs appareils pour l'inspection finale : Pour les pièces complexes, les dimensions 3D sont mesurées par une MMT avec une précision de ±0,001 mm . Un appareil de mesure de la rondeur est utilisé pour les arbres afin de vérifier la rondeur, et il existe un appareil de mesure de la rugosité pour vérifier l'état de surface. La numérisation en taille réelle est effectuée par un scanner à lumière bleue/blanche pour créer des modèles 3D à comparer avec les dessins afin de confirmer l'absence d'écart.
Certification des matériaux et des performances
Nous fournissons des rapports complets sur la qualité : certificats d'assurance qualité des matériaux prouvant la conformité à la nuance, rapports de traitement thermique décrivant les processus appliqués ainsi que la dureté, rapports fournis dans le cas où des tests non destructifs sont nécessaires, tels que des ressuages, et des contrôles de fissures internes pour garantir la qualité intrinsèque.
Cohérence entre les lots
SPC garantit la cohérence d'un lot à l'autre : les tendances des dimensions critiques ont été surveillées pendant la production et toutes les 10 pièces usinées, les dimensions critiques ont été mesurées. Les écarts par rapport au processus sont analysés et ajustés à l’aide du logiciel SPC pour éviter les écarts de lots.
Comment l'analyse DFM élève-t-elle le meilleur service CNC en ligne ?
Outre les processus, la technologie et le contrôle qualité, l’analyse DFM joue également un rôle important. Cela maximise la valeur ajoutée du meilleur service CNC en ligne en vous engageant dans plus qu'un simple usinage pour vous aider à optimiser votre conception.
La magie économique de la standardisation des fonctionnalités
Les fonctionnalités standardisées peuvent réduire considérablement les coûts. Par exemple, dans votre conception, le foret de 5,2 mm est utilisé, dans notre bibliothèque d'outils standard il y a des forets de 5 mm et 6 mm. Si un outil personnalisé est utilisé, le coût augmentera de 20 USD avec un délai de livraison supplémentaire de 3 jours.
Nous recommandons de modifier le diamètre du trou sans affecter la fonction et en réduisant les coûts, raccourcissant ainsi les délais de livraison.
Examen stratégique de la toléranceÉviter le « cumul de tolérances »
Un assouplissement raisonnable des tolérances non critiques peut contribuer à une réduction des coûts. Nos ingénieurs examinent chaque tolérance. Par exemple, une tolérance de surface sans contact de ±0,01 mm peut être assouplie à ±0,05 mm sans affecter la facilité d'utilisation. Cela réduit le temps d'usinage, diminue les coûts et évite les dépenses supplémentaires liées à « l'empilement de tolérances ».
Recommandations en matière de matériaux et de processus
Nous recommandons des matériaux et des procédés en fonction de leur utilisation prévue. Par exemple, au lieu de l'acier inoxydable, nous recommandons un alliage d'aluminium pour un composant léger qui réduit le poids de 40 %, réduit les coûts de 15 % et est plus facile à usiner.
Dans le cas où il nécessite une résistance à haute température, nous recommanderons des alliages à haute température et des processus correspondants pour garantir que les performances seront conformes aux normes.
Avez-vous fini de concevoir une pièce ? Téléchargez vos documents de conception et obtenez un rapport d'analyse DFM gratuit en 24 heures. Ce rapport indiquera les domaines à optimiser et vous aidera à réduire les coûts et à augmenter l'efficacité avec le meilleur service CNC en ligne.
Étude de cas : la mission de 48 heures – du modèle CAO au support satellite prêt à voler
Au lieu de fournir des explications théoriques, une étude de cas réel vous donnera une meilleure idée de la capacité des services d'usinage CNC de précision et des centres d'usinage CNC.
Dilemme client
La société est engagée dans la R&D de satellites en orbite terrestre basse. Pour tester les vibrations sinusoïdales dans la plage de 10 à 2 000 Hz, ils ont besoin d'un prototype de support en alliage de titane personnalisé répondant à ces exigences dans un délai de 48 heures .
Le support nécessite un poids extrêmement léger (conception originale de 1,2 kg, nécessitant une réduction de poids de plus de 30 %), une résistance fiable résistant à une force de traction de 500 N, une tolérance de ± 0,025 mm et est fabriqué en alliage de titane TC4 difficile à usiner.
Solution de précision JS
Moins d’une heure après la demande, nous avons formé une équipe de travail et commencé une analyse DFM d’urgence.
Il y avait trois nervures non porteuses dans la conception originale, d'une épaisseur de 3 mm. Ceux-ci ont non seulement augmenté le poids, mais ont également compliqué les parcours d'outils. Nous avons donc proposé de les changer en 1,5 mm, ce qui pourrait répondre à l'exigence de réduction de poids (estimée à 35 %) tout en optimisant le parcours outil et en réduisant le temps d'usinage.
Lors de la sélection du processus, nous avons directement appliqué l'utilisation du modèle allemand DMG MORI DMU 50 5 axes. Centre d'usinage CNC . Cet équipement a une précision de positionnement de ±0,002 mm et est capable de terminer le traitement de la surface incurvée complexe du support en une seule configuration, évitant ainsi de multiples erreurs de configuration.
En usinage, nous avons choisi des outils dédiés en alliage de titane avec un revêtement TiAlN, ainsi qu'une vitesse de coupe de 60 m/min et une avance de 0,1 mm/r.
Pendant ce temps, nous avons démarré le système de refroidissement haute pression avec une pression de 70 bars pour résoudre les problèmes d'élimination des copeaux et de déformation thermique survenant lors du processus d'usinage de l'alliage de titane TC4. Toutes les deux heures, les ingénieurs vérifiaient l’usure des outils pour garantir que la précision de l’usinage était constante.
Pendant ce temps, l’équipe d’inspection qualité prépare de manière synchrone :
L'étalonnage des machines de mesure tridimensionnelle et des équipements d'essai de vibrations a été achevé à l'avance. Des tests de mesure pleine dimensionnelle ont été effectués juste après la sortie des chaînes de production, au cours desquels 28 dimensions clés ont été testées et toutes ont réussi. Des tests de pré-vibration ont ensuite été effectués pour garantir que les pièces répondaient aux exigences du client.
Nos résultats
Finalement, nous avons livré les pièces entièrement qualifiées en 45 heures, avec un poids réduit à 0,78 kg et une réduction de poids de 35 %. Vérifiée par une agence de test tierce, dans les conditions d'un test de vibration sinusoïdale de 10 à 2 000 Hz, la déformation maximale n'était que de 0,012 mm , ce qui était bien en dessous de la limite du client de 0,03 mm.
Les retours ultérieurs du client ont révélé que le support a été installé sur un satellite météorologique en orbite terrestre basse et a servi pendant 6 mois à bord sans aucun problème lié à la structure, offrant ainsi un support stable pour les missions d'acquisition de données satellitaires.
En outre, la finition de surface des pièces a atteint Ra0,8 μm, ce qui est supérieur à l'exigence du client de Ra1,6 μm. Plus tard, le client nous a commandé trois supports satellite supplémentaires.

Figure 5 : Support satellite en alliage de titane usiné CNC
FAQ
Q1 : Quelles informations votre système de devis en ligne nécessite-t-il ?
Nous avons besoin d'un modèle 3D au format STEP/IGES et de dessins 2D au format PDF. En outre, veuillez spécifier le matériau de la pièce, les exigences en matière de traitement de surface, la quantité de production et la date de livraison souhaitée. Nous serons alors dans une meilleure position pour donner un devis précis.
Q2 : Quelle est la principale différence entre l'usinage CNC à 3 axes, 4 axes et 5 axes ?
- L'usinage 3 axes n'a que trois axes de mouvement linéaire le long des axes X, Y et Z. Une telle machine-outil n'est utilisée que pour des pièces simples.
- L'usinage 4 axes possède un axe rotatif supplémentaire, normalement le long de l'axe A, utilisé pour les pièces cylindriques.
- L'usinage 5 axes contient cinq axes liés qui sont capables de traiter des surfaces courbes spatiales tridimensionnelles complexes.
Q3 : Quels matériaux pouvez-vous usiner ?
Nous pouvons traiter 6061, 7075, etc., toutes sortes d'alliages d'aluminium, de l'acier inoxydable, notamment 304, 316, etc., et des alliages de titane comme TC4, TA15. Les alliages de cuivre contiennent du laiton et du cuivre. Les plastiques techniques comprennent le PEEK, le POM et des centaines de matériaux.
Q4 : Plage de taille de traitement minimale - maximale ?
Nous sommes en mesure de traiter des micro-trous allant d' un diamètre de 0,5 mm comme les trous d'aiguilles médicales à des pièces cubiques de 800 mm comme les grandes bases d'appareils. Les détails spécifiques seront confirmés en fonction des exigences de structure et de précision de vos pièces. Veuillez consulter nos ingénieurs.
Q5 : Qu'est-ce que « l'inspection du premier article » ? Est-ce inclus dans le devis ?
Il fait référence à la vérification dimensionnelle complète du premier produit par rapport aux exigences de dessin de la production de masse. L’inspection du premier article est une procédure incontournable pour un contrôle qualité d’un lot. Il est inclus dans notre devis standard sans frais supplémentaires.
Q6 : Comment la confidentialité de mes fichiers de conception est-elle gérée ?
Nous signerons avec vous un accord de stricte confidentialité . Tous les fichiers de conception sont placés sur un serveur crypté et seules les personnes autorisées y ont accès. Ils peuvent être supprimés à votre demande une fois le projet terminé afin que votre propriété intellectuelle soit sauvegardée.
Q7 : Comment cela fonctionne-t-il si ma conception nécessite une modification ?
Nous avons seulement besoin du fichiers de conception mis à jour . Nous effectuerons l'analyse DFM, mettrons à jour le plan de processus et le devis. Après confirmation, nous mettrons à jour le plan de production. Durant cette période, nous communiquerons avec vous sur l'avancement dans le temps.
Q8 : Comment le délai de livraison est-il généralement calculé ?
Le délai de livraison comprend le temps d'approvisionnement en matériel (1 à 5 jours, selon le type de matériau), le temps de programmation de la production (2 à 3 jours), le temps d'usinage (3 à 15 jours, selon la complexité des pièces) et le temps de post-traitement et de contrôle qualité (1 à 2 jours). Nous préciserons l'heure de chaque lien lors du devis.
Résumé
La fabrication de précision exige que chaque micron représente la recherche de l’excellence dans chaque pièce. Le choix que vous faites en choisissant un service d'usinage CNC ne consiste pas à acheter la capacité d'usinage mais à sélectionner un partenaire stratégique pour comprendre vos besoins, résoudre vos défis et vous accompagner vers le succès.
Doté de riches capacités techniques, d'une capacité de fabrication complète et d'une philosophie de service axée sur le client, JS Precision s'engage à devenir votre fournisseur de pièces d'usinage CNC le plus fiable.
Faites désormais l'expérience d'un service CNC vraiment professionnel, le meilleur en ligne !
Rendez-vous simplement sur le site officiel de JS Precision, téléchargez vos fichiers CAO directement, et vous recevrez des commentaires complets en quelques heures, y compris un plan de processus élaboré, un affichage transparent des prix et une analyse DFM professionnelle. Transformons votre design parfait en réalité !

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Précision JS Équipe
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

