

見たことがありますか?午前中は私たちの工房で、建設機械の主要部品を製造するために厚さ10mmの鋼板をきれいに切断する機械です。午後になると、この機械は精密モードに切り替わり、髪の毛よりも細い空洞模様を切断して高級な結婚式の招待状を大量に製造します。これは魔法ではなく、私たちが日々頼りにしているレーザー切断技術です。
強度と精度を確保しながら、重金属と薄い紙を自在に切り替えることができる仕組みについて、多くの人が興味を持っているのではないでしょうか。その答えの核心は、高エネルギーレーザーの精密な制御にあります。レーザーの出力、速度、焦点を正確に制御することで、金属を瞬時に溶かして切断し、紙を穏やかに蒸発させて分離することができます。プロセス全体は高速かつクリーンで、材料に直接接触しないため、変形や損傷を回避できます。
この比類のない適応性と精度こそが、レーザーカッティングを、重金属と紙工芸という一見異なる二つの分野を繋ぐ秘密兵器、そして現代の製造業に欠かせないものにしているのです。だからこそ、その核となる原理を理解することが極めて重要なのです。
コア回答の要約:
| 特徴 | レーザー金属カッター | 紙にレーザーを当てる |
| 基本原則 | 力ずくで溶かします。 | 制御された蒸発。 |
| エネルギー需要 | 高出力(キロワットレベル)。 | 非常に低い電力(ワットレベル)。 |
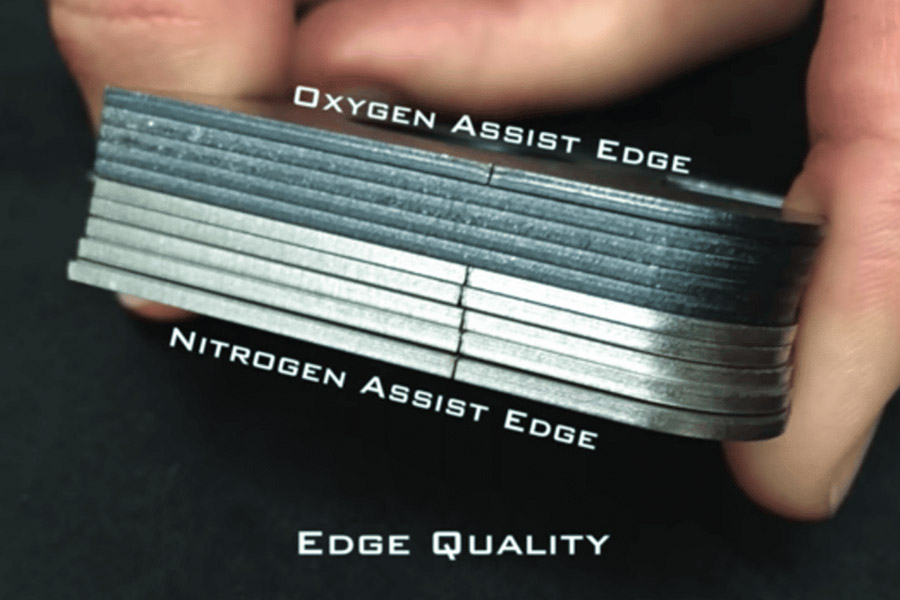
| アシストガス | 窒素(切開部の保護)、酸素(切断の促進)。 | 圧縮空気(熱やゴミを吹き飛ばします)。 |
| 主な利点 | 高精度、高速、複雑な形状をカットする能力。 | 接触もバリもなく、究極のディテールを実現できます。 |
| 主な課題 | 材料の反射率と熱影響部のコントロール。 | 燃焼や変色を防ぎます。 |
この記事では、次のような質問にお答えします。
- このガイドでは、レーザービームが鋼板や紙などのまったく異なる材料とどのように相互作用するかを詳しく見ていきます。
- 紙にレーザーを使用する際に焼け跡を避けるコツを学びます。
- 実際のビジネスケースを通して、この技術がもたらす驚くべき可能性を検証します。本書をお読みいただければ、工場のエンジニアからデザイナーまで、誰もがレーザーカッティングからますます切り離せない存在となっている理由がお分かりいただけるでしょう。
このガイドを信頼すべき理由:JSのビーム制御哲学
私たちJS社が最も得意とするのは、単に金属を切ったり紙に彫刻したりすることではなく、レーザー光線を精密に制御することです。
レーザー加工の品質はレーザー自体の出力ではなく、ビーム特性、移動軌跡、そして補助媒体の精密な協調制御に左右されることを私たちは深く理解しています。この理解は、私たちのチームが産業用レーザー応用分野において10年以上にわたり献身的に取り組んできた経験から生まれています。
豊富な経験は、幅広い材料への精密な適応性に反映されています。航空宇宙業界のお客様向けに、極めて高い要求を満たすチタン合金のレーザー切断部品を製作したほか、高級ブランド向けに精巧な紙のマイクロ彫刻も製作しました。
そのためには、ステンレス鋼の鏡面のように滑らかな切断面を実現するためにファイバーレーザーをどのように選定するかを熟知しているだけでなく、先端紙のCO₂レーザーのパラメータを微調整し、焦点跡のない完璧なエッジを実現する方法も熟知している必要があります。金属から非金属まで幅広い分野におけるこの実践的な経験により、あらゆる材料に対して最も信頼性の高い技術をご提案することが可能です。
当社の方法論は、米国レーザー協会 (LIA)が提唱する中核理念と一致しています。つまり、ツールとしてのレーザーの大きな可能性は、正確なパラメータ設定とプロセス制御から生まれます。
「レーザー分野の先駆者の一人であるセオドア・メイマンは、レーザーの価値はその制御可能性にあると強調しました。」
これが私たちの日々の仕事の核心です。光線を単なる切削工具として扱うのではなく、一つ一つの光線を精密に制御することに注力することで、お客様のアイデアを信頼性の高い製品へと変えるお手伝いをいたします。
徹底分析:2つの世界でレーザーがどのように機能するか
JSの最前線で働くエンジニアとして、金属と紙のレーザー切断の根本的な違いについてお話ししたいと思います。一見「国境を越えた」ように見えるこの技術。よく言われるように、金属の切断にはレーザーの「努力」が必要ですが、紙の切断には「熟練」が必要です。
金属の切断:溶解、ガス化、強力な吹き付け
3つの物理的プロセス
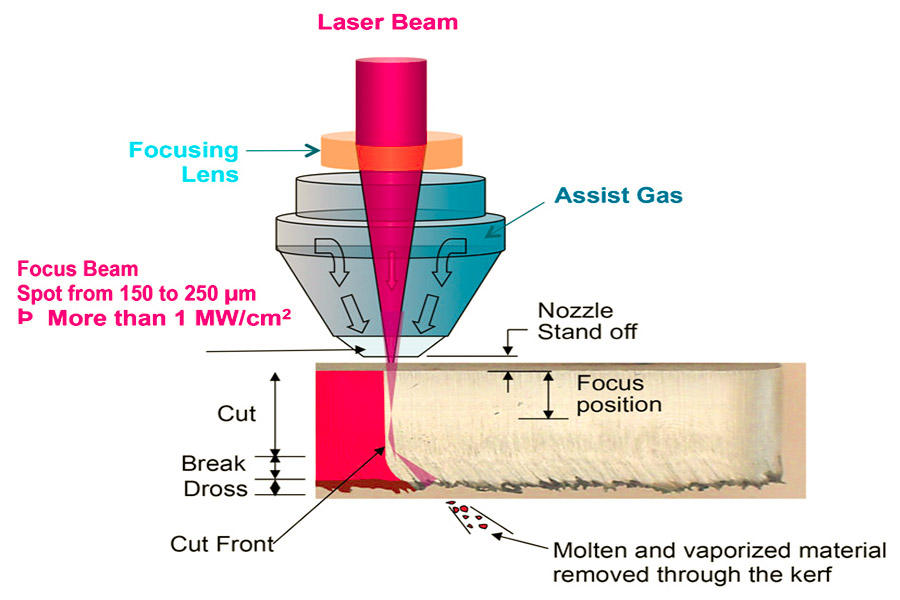
(1)鍵はエネルギーの集中です
ファイバーレーザー(出力範囲1~8kW)を用いて強力な光を放射し、精密な光路システムによって最終的に直径0.1mmの光点に集光すると仮定してみましょう。この光は10⁷ W/cm²を超えるエネルギー密度を生成し、その出力は数千ワットから数万ワットに達することもあります。
(2)溶融金属:
これらの高エネルギーは金属表面で反射し、金属はそれに耐えることができません。金属表面は0.01秒で1600℃(ステンレス鋼の場合)まで加熱され、瞬時に溶解し、小さな溶融金属のプールを形成します。これは、光で亀裂を「燃やしている」と言えるかもしれません。
(3)高圧アシストガス:
溶融光だけでは不十分で、切断部を形成するには溶融金属を「洗浄」する必要があります。この際、レーザービームと同軸上に15~20Barの高圧窒素を吹き付け、切断部から溶融金属を正確に吹き飛ばします。
細かい点ですが、炭素鋼の切断には酸素を使用する場合があります。酸素は溶鋼を吹き飛ばすだけでなく、溶融鋼と反応して酸化し、10³ J/mmの熱を付加して切断速度を向上させます。
なぜこれが金属加工革命なのでしょうか?
(1)精度と複雑さ:
レーザーは、従来のツールでは対応できなかった複雑な曲線、鋭角、小さな穴も簡単に加工でき、精度は数十分の1ミリメートル単位まで制御できます。
(2)スピードは効率である:
薄い板金を切断する場合、レーザーの速度はプラズマ切断や火炎切断よりもはるかに速く(火炎切断より 400% 速い)、効率が大幅に向上します。
(3)小さな熱影響部:
レーザーの作用が速く、熱が金属の周囲に拡散する時間があまりないため(0.3mm以内に制御)、材料の変形が大幅に小さくなり、その後の加工で多くのトラブルが軽減されます。
紙を切る:瞬間蒸発と「ゼロ接触」の技術
非接触エネルギー制御
(1)優しい力:
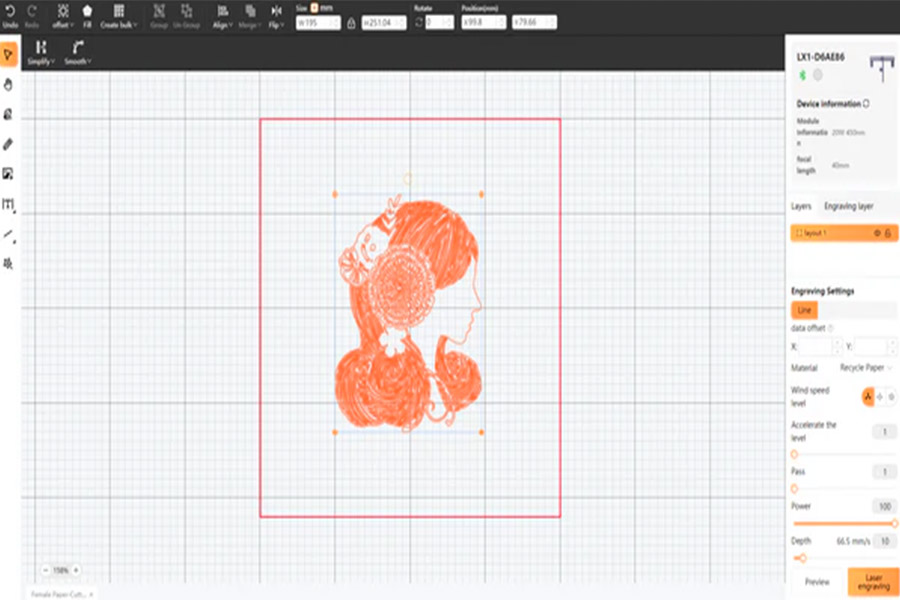
紙、アクリル、布などの非金属材料は「燃焼」に耐えられません。現在、当社では主にCO2レーザー(30~150W)を使用し、3m/sの高速でスキャンしています。CO2レーザーの波長はこれらの材料に吸収されやすく、出力も比較的低電力(数十~数百ワット)です。
(2)瞬間昇華:
レーザービームが紙の表面を走査すると、紙の繊維が10.6μmの波長のレーザーを吸収し、直接蒸発します。このプロセスは非常に高速であるため、熱が周囲の紙に伝導する時間がありません。
(3)「ブリーズ」護衛:
残留熱や蒸発した繊維による紙の黄ばみや焦げを防ぐため、0.5Barの低圧エアフローを採用しています。この「そよ風」が熱やゴミを適時に吹き飛ばし、カット面をきれいにし、焦げ跡を残さないようにします(温度は常に120℃未満)。これが、紙への高品質レーザー加工を実現する核心です。
なぜ紙などの繊細な作業に特に適しているのでしょうか?
(1)ディテールマニア:
ダイスタンピングとは全く比較にならない細かさのカットが可能で、複雑なレース、レース効果、極小の文字や模様など50μmの線幅のカットを実現します。
(2)接触ゼロ、損傷ゼロ:
レーザーヘッドは紙に一切触れません!従来のナイフカットで発生する可能性のあるへこみ、破れ、引っ張り、変形を完全に回避し、特に80g/m²の極薄ライスペーパーの加工に最適です。
(3)柔軟性が重要
高価な物理的な金型を作成する手間とサイクルが不要になります。単品カスタマイズでも小ロット生産でも、設計図が変更されれば、すぐに切断パスを変更できます。そのため、当社のオンラインレーザー切断サービスは、デザイナーやスタートアップブランドに特に人気があります。設計図をアップロードするだけで、すぐに実物サンプルを入手できます。
JSのエンジニアは、レーザー切断の多様性は、ビームエネルギー、運動軌道、そして補助プロセスの精密な制御にかかっていることを理解しています。航空機用のチタン合金部品、高級パッケージ用のペーパーアート、あるいはオンラインレーザー切断サービスによる迅速なデザインテストなど、お客様のご要望に最適な「光」をご提供いたします。
実践的なケーススタディ:高級電子製品の「内側と外側」のディスプレイパッケージの設計
クライアントのプロジェクトが、極めて高い耐久性と芸術作品のような美しさの両方を要求する場合、レーザー技術は私たちの切り札となります。 「これはJSチームがよく言う言葉です。最近実施した高級ヘッドホンのフラッグシップモデルパッケージングプロジェクトが、まさにそのことを証明しています。」
ケース: 金属フレームから紙製の内部サポートまで完璧なパズル
プロジェクトの背景:顧客は、店舗では目線の高さのディスプレイ スタンドとなり、自宅でヘッドセットを箱から取り出したときには見事な梱包箱となるような梱包ソリューションを必要としていました。
中心となるのは、シンプルなステンレススチールのフレームと、ヘッドセットを安全に収納でき、ブランドのアートワークが満載された黒い紙製の内装の 2 つです。
JS がどのように解決するかをご覧ください:
課題1:金属ベース - 堅さと洗練さのバランス
タスク:厚さ 2 mm のブラシ仕上げステンレス鋼を使用して、顧客のブランド ロゴ (複雑なくり抜き加工を含む) とヘッドフォン ブラケットの正確な輪郭を切り取ります。
ポイント:きれいにきれいにカットし、ブラシ仕上げの表面の質感を損なわないようにし、ロゴの鋭角がはっきりしている必要があります。
当社の事業内容:
- 当社の主力機器である 1500W ファイバーレーザー金属カッターを直接使用します。
- 重要なポイント:工程全体を通して窒素を吹き付ける「窒素吹き付け」方式を採用。切断面は極めて滑らかでバリがなく、高温の影響もほとんどないため、ステンレスブラッシングの高級感を完璧に保っています。ロゴの鋭角がどんなに複雑であっても、精度は±0.1mm以内に安定して制御できます。
チャレンジ2:薄い紙に「精巧に作られた」ペーパーアートのライニング
課題: 350g の黒い特殊アート紙を使用して、2 つの重要なポイントを切り取ります。1 つは、イヤホンの形状と金属ベースをしっかりとフィットさせること、もう 1 つは、音の伝播を象徴するために紙の表面の周囲の非常に微細な音波拡散パターンを切り取ることです。
当社の事業:
- この金属切断機では無理です。あまりにも強烈です。すぐに精密材料のレーザー切断加工、つまりCO2レーザー切断サービスに切り替えました。
- 問題は、紙が繊細すぎることです。出力を少し高くすると毛羽立ち、速度を少し低くすると焦げてしまいます。私たちのチームは何百回もの微調整テストを行い、ついにその「適性」を解明しました。それは、極めて低い出力+超高速+精密な風量制御です。
結果はどうなりましたか?
切り込みはナイフで切ったようにきれいで、紙は黄ばむことなく元の濃い黒のままで、最も微妙な音波パターンさえもはっきりと鮮明に表現されています。
アートペーパーレーザーカットの重要なデータブレークスルー
| コアパラメータ | 従来の処理範囲(問題が発生しやすい) | このプロジェクトはパラメータを突破する | 達成された技術的効果 |
| レーザー出力(W) | 25~40W(炭化し易い刃先) | 8〜12W(正確に調整可能)。 | エネルギーは正確に制御可能で、切断ラインにのみ作用するため、熱による損傷がありません。 |
| 切断速度(mm/s) | 200~400 mm/s(熱蓄積の危険性が高い)。 | 800~1200 mm/s(ミリ秒単位の通過)。 | 熱作用時間は非常に短く、熱が伝導して拡散する時間がありません。 |
| 補助ガス流量(L/分) | 10~15(圧縮空気、酸素補助燃焼)。 | 18-22(精密不活性ガス)。 | 強力な冷却+酸素遮断により燃焼を抑制し、溶融物を吹き飛ばします。 |
| フォーカス位置 | 材料表面(0 mm)。 | +0.3mm(マイクロリフトデフォーカス)。 | わずかに広い光スポットを形成して、単位面積あたりのエネルギー密度を低減します。 |
| 主な成果 | 端の黄ばみ・若干のフォーカス、若干の縮みあり。 | 刃先はナイフで切ったように鋭く、天然の色合いがそのまま残り、収縮変形もゼロです。 | 真の「コールドカット」を実現し、美術紙本来の外観を完璧に維持します。 |
結果は満足のいくものでした。紙の切り口はまるでナイフで切ったかのようにきれいで、最も微妙な音波の質感まではっきりと見え、紙全体が最初から最後まで元の純粋な黒を保っており、「焼けた」痕跡はまったくありません。
勝利の鍵:ワンストップの精密マッチングの価値
このプロジェクトを成功させるには、お客様が当社の「ワンストップで問題解決」能力を高く評価しています。金属ベースと紙製インナートレイのパターンは、わずかな差異さえも許されない、100%の完璧な一致が求められます。
金属と紙という全く異なる素材を高精度に融合させる技術は、異なるサプライヤーが別々に開発した場合、ほぼ不可能です。しかし、私たちはこの異素材間の高精度レーザー加工技術を習得しています。これは、JSが機械の操作方法だけでなく、技術を設計に正確に適合させる方法も熟知していることを証明しています。
FAQ - レーザー切断材料に関する最後の質問
レーザーカットした紙が黄色くなるのはなぜですか?それを防ぐにはどうすればいいですか?
紙を切った後に黄ばむ現象は、ある特定の場所に長時間熱が蓄積されることで生じる軽い「焦げ」であることが分かりました。重要なのは、紙が焦げる前に熱が逃げないようにすることです。
最も効果的な方法は「高速投入、高速切断」です。レーザー出力を可能な限り低くし、切断速度を上げます。こうすることで、レーザーエネルギーは紙を瞬時に切断し、熱が拡散して黄ばみが生じる前に移動させるのに十分な量になります。
さらに、本機に搭載されている強力な送風装置は非常に重要です。切込み付近の熱や発生した微細な紙くずを瞬時に吹き飛ばすことができ、切込み端の黄ばみを防ぐ上で極めて重要です。簡単に言えば、低電力、高速、そして強力な送風です。
紙を切るにはどれくらいのレーザー出力が必要ですか?
普通の紙や段ボールを切るには、通常、10 ワットから 40 ワットの CO2 レーザーで十分です。
実は、重要なのは機械の総出力ではなく、出力を安定的かつ細かく調整できるかどうかです。最高出力ではないものの、低い出力レベルで正確に制御できるプロ仕様の機器は、高出力だが調整が粗い機械よりもはるかに優れた効果を発揮することが多く、特に高精度が求められる作業においては効果的です。
簡単に言えば、純粋な高電力よりも、正確に制御可能な低電力の方が重要です。
すべての紙をレーザーで切断できますか?
すべての紙がレーザーカットに適しているわけではありません。段ボール、クラフト紙、アート紙などの天然繊維紙は、通常、レーザーカットに最適で、きれいにカットできます。
ただし、PVC(ポリ塩化ビニル)コーティングが施された紙は避けてください。切断時に有毒ガスが発生し、健康に有害なだけでなく、レーザー機器を著しく腐食させ、損傷させる可能性があります。紙の成分が不明な場合は、まず少し角を切って効果を確認するのが最も安全です。そうすれば、大きな問題を回避でき、安全で安心です。
まとめ
レーザー切断の強みは、材料自体の特性に合わせて「スマートに」調整できる能力にあります。硬い金属から紙のような繊細な素材まで、きれいに加工できます。この優れた適応性により、レーザー切断は現代の製造業に欠かせないツールとなっています。
行動を起こしましょう!プロジェクトに必要なものは何でも、JS が対応します。
- 素材のエキスパート:レーザーカットには幅広い素材を取り扱っております。工業用グレードの強度から芸術的な繊細な効果まで、お客様のご要望に合わせたソリューションをご提供いたします。
- 完全サポート: 設計図の最適化から完成品の納品まで、当社のエンジニア チームが専門的なアドバイスを提供し、お客様のアイデアが完璧に実現されるようにします。
- 迅速かつ透明性:費用を知りたいですか?CADファイルをアップロードしていただければ、レーザーカットの明確なお見積りをすぐにご提示いたします。効率的でプロフェッショナルなカスタムレーザーカット製造サービスをぜひご体験ください。
迷わずにデザインをアップロードし、レーザーであなたのアイデアを現実のものにしましょう!

免責事項
このページの内容は情報提供のみを目的としています。JSシリーズ情報の正確性、完全性、または有効性について、明示的または黙示的を問わず、いかなる表明または保証も行いません。第三者サプライヤーまたはメーカーが、Longshengネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質および種類、または製造技術を提供すると推測しないでください。これは購入者の責任です。部品の見積もりが必要です。これらのセクションに関する具体的な要件をお知らせください。詳細については、お問い合わせください。
JSチーム
JSは、カスタム製造ソリューションに重点を置く業界をリードする企業です。20年以上にわたり5,000社以上のお客様と実績を誇り、高精度CNC加工、板金加工、 3Dプリント、射出成形、金属プレス加工、その他ワンストップ製造サービスに注力しています。
当社の工場には、ISO 9001:2015認証を取得した最先端の5軸加工センターが100台以上あります。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに最速24時間以内の納品で対応いたします。JSテクノロジーをお選びいただくことは、効率性、品質、そしてプロフェッショナリズムの選択を意味します。
詳細については、当社のウェブサイトをご覧ください: www.cncprotolabs.com
リソース

