

精密CNCフライス加工究極のミクロスケールでの制御を表す±0.01mmの公差を追求。このような精度により、取り付けられた 2 つの金属部品を追加の取り付けなしで完全に取り付けることができ、流体バルブの漏れ率をゼロに近づけることができ、ハイテク機器が安定した信頼性の高いコアを備えることが可能になります。
ただし、高精度の CNC フライス加工は簡単な作業ではなく、工作機械、切削工具、材料、プロセスの知識が必要なシステム エンジニアリング プロジェクトです。
このガイドでは、±0.01mm に達する謎を深く掘り下げ、コスト構造を分析し、3 軸 CNC フライス加工と 5 軸 CNC フライス加工の複雑な選択において、精度、生産性、コストの最適なバランスを見つける方法を明らかにします。
図 1: この図は CNC フライス盤の動作原理を示しています。ワークピースはバイスに固定され、回転工具によって精密に切断されます。
主な回答のまとめ
| 顧客の目標 | 技術的な課題と解決策 | JS Precision の付加価値サービス |
| 超高精度(±0.01mm)を実現 | 最高級の設備、温度管理された環境、精密な切削工具、洗練されたプロセスが必要です。この分野で克服しなければならない主な問題には、熱歪み、振動、工具の摩耗などがあります。 | 当社は、完全クローズドループサーボシステム、ワークショップの温度制御、エンドツーエンドの工具寿命管理を通じて、安定したCNC フライス加工精度とコスト効率を保証します。 |
| 複雑な部品の処理 | 複雑な部品の CNC フライス加工には、干渉や変形を避けるための多軸リンケージ、インテリジェントな CAM プログラミング、および豊富な経験が必要です。 | 5 軸 CNC フライス加工サービスを提供する当社の専門家チームは、薄壁、深い空洞、不規則な曲面などの困難な構造の処理に優れており、無料の DFM 解析も提供されます。 |
| プロジェクトのコスト管理 | 高精度 CNC フライス加工のコストは、材料、労働時間、歩留まりによって異なります。設計、プロセス、バッチ生産の最適化が鍵となります。 | 当社は透明性の高い見積りを提供し、CNC フライス加工の精度とコストのバランスとプロセスの最適化をサポートして、不必要な「過剰な精度」に対する支払いを回避します。 |
精密 CNC フライス加工: JS Precision がどのようにして公差 ±0.01mm を達成するか
私が働いている JS Precision という会社は、過去 15 年間にわたり、医療、航空宇宙、自動車、光学業界の500 以上の顧客に精密 CNC フライス加工サービスを提供してきました。
当社は、5 軸技術を使用して公差を±0.008 mmに制御して航空宇宙企業向けにエンジンブレードを機械加工し、医療顧客向けに材料仕様が厳密に準拠した Ti-6Al-4V インプラントを量産してきました。 ASTM F136 ASTM インターナショナルによって発行された外科用インプラントのチタン合金規格。
これらの実践経験をもとに、まずTHERMO-FIDELITYシリーズの高安定工作機械を使用して温度変形を低減し、次にスイスのSTUDER切削工具を使用して切削誤差を制御し、最後に20±1℃の一定温度の工場で加工するという体系的なアプローチをまとめました。
また、原材料の検査から完成品の三次元測定機測定までの「 5段階の品質検査プロセス」を確立し、各段階でデータを記録します。
このガイドは当社の技術ノウハウを要約しており、各提案は実際のプロジェクト例によって検証されています。たとえば、材質に基づいて切削工具を選択する方法や、プログラミングによって振動を低減する方法など、何百もの精密な問題を解決することから得られた経験は、完全に信頼できます。
このガイドがどれほど実用的であるかを検証したいですか?部品の公差要件をお送りいただければ、JS Precision が、よくある落とし穴を回避するのに役立つ、経験に基づいたプロセス アドバイスを無料でお送りします。 「±0.01mm 公差実装チェックリスト」もお届けします。
精密CNCフライス加工とは何ですか?コンセプトから広範なアプリケーションまで
JS Precision の実践経験を理解すると、精密 CNC フライス加工とは一体何なのか疑問に思うかもしれません。通常のCNCフライス加工とどう違うのですか?次に、概念から応用までを説明します。
「切る」のその先:デジタルサブトラクティブマニュファクチャリングの核心
精密 CNC フライス加工は、デジタル モデルを青写真として使用し、コンピューター制御の回転ツールで材料のブロックから部品を「削り出す」技術です。通常の CNC フライス加工と比較して、人的エラーを回避する CAM の事前設定されたステップと、強力な一貫性 (バッチ誤差 ≤ ±0.005mm) を備えた高度なデジタル化が実現されています。
たとえば、精密 CNC フライス加工では、自動車のプロトタイプ部品を加工する場合、100 個の部品に対して±0.008mm以内の位置誤差を達成できますが、通常の CNC 加工では誤差が約 ±0.05mm になる可能性があり、このような部品を高性能エンジンに取り付けるための高い要件を明らかに満たすことができません。
ユビキタスなアプリケーション:
精密 CNC フライス加工は、いくつかの重要な分野をカバーしています。
- 医療分野:外科用器具の歯、チタン合金インプラント、公差 ≤±0.01mm。
- 航空宇宙産業:エンジンブレード冷却穴、構造コンポーネント接続穴、公差 ≤±0.008mm。
- 自動車産業:高性能エンジン ピストン、ギアのプロトタイプ、公差 ≤±0.015mm。
- 光学産業:レンズバレルのネジ、レンズブラケット、公差 ≤±0.005mm。
あなたの部品が精密 CNC フライス加工に適しているかどうかを確認したいですか?部品の 3D 図面をアップロードすると、JS Precision のエンジニアがアプリケーションの互換性を無料で分析します。あなたの業界の CNC フライス加工サービスに関する事例集をダウンロードし、同様のプロジェクトからソリューションを見つけることもできます。
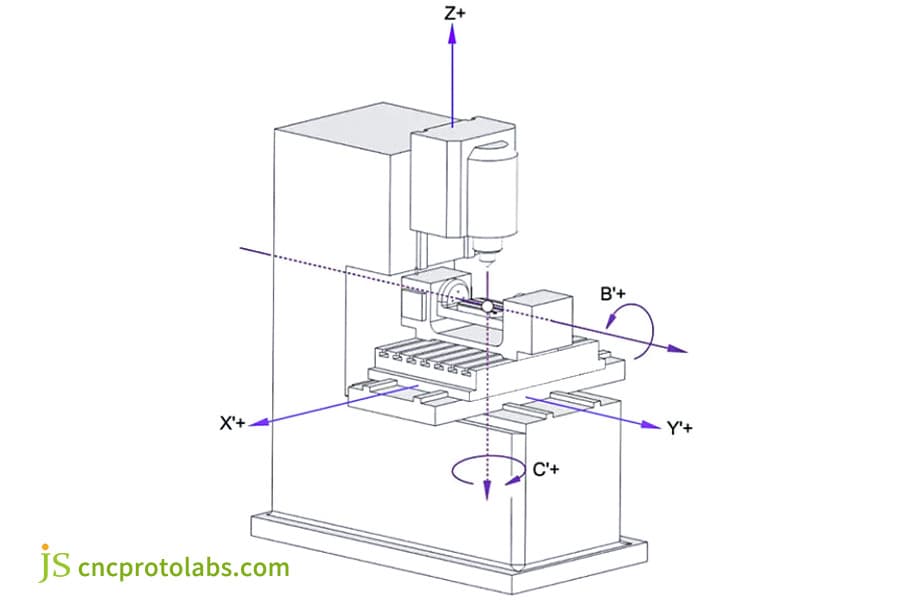
図 2: 数値制御 (CNC) フライス加工では、複数の軸に沿って移動する回転切削工具を利用して、金属、プラスチック、複合材料などの固体材料から複雑な形状を機械加工します。
±0.01mm 公差の CNC フライス加工: あらゆる種類の材料に適用されますか?
精密 CNC フライス加工の応用分野を理解した後、次のことを必ず尋ねてください。 公差±0.01mm CNCフライス加工あらゆる材質で実現できるのか?詳しい分析をしてみましょう。
材料の機械加工性と究極の精度
下表に示すように、±0.01mmの公差を実現することの難易度は材質によって大きく異なります。
| 材質の種類 | 被削性 | 公差±0.01mmの難しさ | 典型的なアプリケーションシナリオ |
| アルミニウム合金(6061) | 素晴らしい | 低い | 航空宇宙構造部品、ハウジング |
| 304 ステンレス鋼 | 良い | 中くらい | 医療機器および弁部品 |
| チタン合金(Ti-6Al-4V) | 貧しい | 高い | 医療用インプラント、航空エンジン部品 |
| エンジニアリングプラスチック(POM) | 良い | 中くらい | 光学機器用ブラケット |
たとえば、アルミニウム合金 6061 の場合、通常の精密工作機械を使用して ±0.008 mm の公差を達成できますが、チタン合金の場合、±0.01 mm の公差を達成するには、特殊なハードフライス工具と高速処理が必要になります。
物質を超えて: 超耐性を実現するシステム
±0.01mm の公差を達成するには、完全な「エコシステム」が必要です。JS Precision は、次の 4 つの側面からエコシステムを構築します。
- 安定性の高い工作機械:主軸振れ ≤0.001mm の高精度 5 軸工作機械を選択します。
- 温度管理された環境:材料の熱膨張と収縮を避けるために、作業場温度 20±1℃、湿度 50±5%。
- 精密切削工具:刃先精度±0.002mmの微小径超硬切削工具を使用。
- 上級エンジニア:平均8 年以上の経験があり、チタン合金などの材料特性に応じて、切削パラメータを調整することで送りを低減します。
高精度CNCフライス加工のコスト構造を解読する
公差に対する材料の影響を理解した後、次のことを疑問に思うかもしれません。高精度CNCフライス加工?同じ±0.01mmの公差でも部品によって価格が異なるのはなぜですか?分解してみましょう。
時は金なり: 工作機械のランタイムとセットアップ
以下の表に示すように、時間関連コストが高精度 CNC フライス加工の単価の最も高い割合を占めます。
| 原価構成要素 | パーセンテージ (%) | 影響を与える要因 |
| プログラミングと準備時間 | 15-20 | 部品の幾何学的複雑性、公差要件。 |
| 工作機械ランタイム | 30-40 | 材料の硬度、切削パラメータ、フィーチャの数。 |
| 後処理 | 10-15 | 表面処理要件、バリ取りの難しさ。 |
| 品質検査 | 10-20 | 公差精度、検査項目数。 |
単純なアルミニウム合金シートのプログラミングには 1 時間かかりますが、工作機械の操作には 2 時間かかります。たとえば、10 個の微細穴があるチタン合金の部品の場合、プログラミングには 3 時間、工作機械の操作には 8 時間かかり、コストは 2 倍になります。
隠れたコスト要因: 幾何学的複雑さと公差
幾何学的複雑さとそれに関連する部品の公差要件により、「隠れたコスト」が発生する可能性があります。
- 深いキャビティの特徴:深い穴には長時間の切削工具が必要であり、振動、速度の低下、時間の増加、工具の摩耗が発生しやすくなります。
- 薄肉の特徴: 0.5mm 未満の薄肉は変形する傾向があり、特別な治具を使用して多くの冷却サイクルが必要となるため、コストが増加します。
- 狭い公差: ±0.05mm から ±0.01mm までのより厳しい公差が必要となり、品質検査時間が大幅に増加し、再加工が必要となり、コストが 50% 増加します。
公差±0.01mmのCNCフライス加工のコストを最適化したいですか?部品図面をアップロードすると、JS Precision のエンジニアがプロセスの最適化ポイント (重要ではないフィーチャーの簡素化や公差の調整など) の分析を支援して、加工時間や工具の摩耗を削減し、「コスト最適化チェックリスト」も提供します。

図 3: CNC フライス加工では、従来の製造方法では作成が困難または不可能な複雑な形状やデザインを作成できます。
複雑な部品の CNC フライス加工: 課題は何ですか? JS Precision はそれらをどのように解決しますか?
次のパートでは、コスト構造を理解することでわかる、複雑な部品の加工における問題、つまり複数のクランプ誤差、薄肉の変形、深穴の振動について詳しく説明します。以下は、次の課題に関するディスカッションです。 複雑な部品のCNCフライス加工JS Precision が提供するソリューション。
多軸加工の魅力: いつ 5 軸にアップグレードするか?
3 軸 CNC フライス加工と 5 軸 CNC フライス加工の主な違いにより、複雑な部品を処理できるかどうかが決まります。詳細な比較を以下に示します。
| 比較寸法 | 3 軸 CNC フライス加工 | 5 軸 CNC フライス加工 |
| 適用部品の種類 | 板状の 2D 輪郭パーツ。 | 複雑な曲面、マルチアングルの特徴パーツ。 |
| クランプ数 | 複数 | 1つ |
| 公差制御機能 | 中程度、工具跡がつきやすい。 | 高く、より安定した全体精度。 |
| 単価(単純部品) | 低い | 高い |
| 単価(複合部品) | 高 (複数のクランプ) | 低い(効率向上) |
たとえば、傾斜穴のあるエンジン ブラケットの加工には、3 軸では 3 つのクランプが必要ですが (誤差は ±0.03 mm を超える場合があります)、5 軸ではクランプは 1 つだけで済みます (誤差 ≤ ±0.01 mm)。
複雑さを克服する: 私たちのやり方
JS Precision は、CNC フライス加工のプロセス中に発生する複雑な問題に対して 3 つの主要なソリューションを提供します。
- 高度な CAM ソフトウェア最適化:衝突を回避するためのシミュレートされた加工、深いキャビティの自動ツールパス調整。
- カスタマイズされたツーリング戦略:薄肉の「レイヤード カット」 1 カットあたり ≤0.1 mm で力を軽減し、微細穴の「スパイラル カット」でチッピングを防ぎます。
- 機内測定技術:機内プローブを使用した加工中のリアルタイム寸法測定 (薄肉部品の場合は 10 分ごとなど)、変形のタイムリーな調整。
複雑な部品の CNC フライス加工に関する課題に遭遇しましたか? JS Precision のエンジニアとの相談をスケジュールすると、無料の部品構造診断、3 軸と 5 軸の CNC フライス加工の選択に関するアドバイスが得られ、同様のプロジェクトのソリューションの参考となる「複雑な部品の CNC フライス加工ガイド」にアクセスできます。
3 軸 vs. 5 軸 CNC フライス加工: プロジェクトに最適なテクノロジー パスの選択
複雑な部品のソリューションを理解した後、「自分のプロジェクトには 3 軸フライス加工を選択すべきか、それとも 5 軸フライス加工を選択すべきか?」という質問に悩むかもしれません。正しいものを選択するとコストを節約できますが、間違ったものを選択すると精度の問題が発生します。次に、選択ロジックを明確にするお手伝いをします。
シンプルさの力: 3 軸フライス加工の費用対効果
次のコストパフォーマンスの高いシナリオが 3 軸 CNC フライス加工に適しています。
- 部品:角型ハウジングなどの複雑な曲面を持たないプレート/ブロック。
- 公差要件: ±0.05mm ~ ±0.02mm (一般的な自動車部品、電子機器の筐体)。
- バッチ生産:単純な部品を大量に生産します。たとえば、1 か月で 1,000 個以上のガスケットを生産します。
たとえば、4 つの穴を持つ単純なアルミニウム合金プレートは、3 軸加工では 1 枚あたりわずか 20 ドルかかりますが、5 軸加工では 35 ドルかかり、まったく必要ありません。
5 軸 CNC フライス加工: 単なる複雑さではなく、精度と効率が重要です
次のシナリオは 5 軸 CNC フライス加工に適しており、精度と効率の面で利点が示されています。
- 部品:複雑な曲面、多角度の穴 (航空宇宙用ブレード、医療用インプラントなど)。
- 公差要件: ≤±0.02mm (光学レンズ鏡筒や精密金型など)。
- クランプの難しさ:部品の形状が不規則です。複数のクランプ操作はエラーが発生しやすくなります。例としては、不規則な骨インプラントが挙げられます。
たとえば、3 軸 15°傾斜穴チタン合金部品の加工には 3 軸では 8 時間かかり、誤差は ±0.02 mm を超える場合がありますが、5 軸では 3 時間かかり、誤差は ±0.01 mm 以下となり、総コストは 10% 削減されます。
苦労しています 3 軸 CNC フライス加工と 5 軸 CNC フライス加工の比較?プロジェクト要件を送信すると、JS Precision のエンジニアが、特定のバッチ サイズに対する部品の複雑さと精度要件を考慮して、最もコスト効率の高いテクノロジー パスを推奨し、これをコスト比較表に表示して、直感的に意思決定できるようにします。
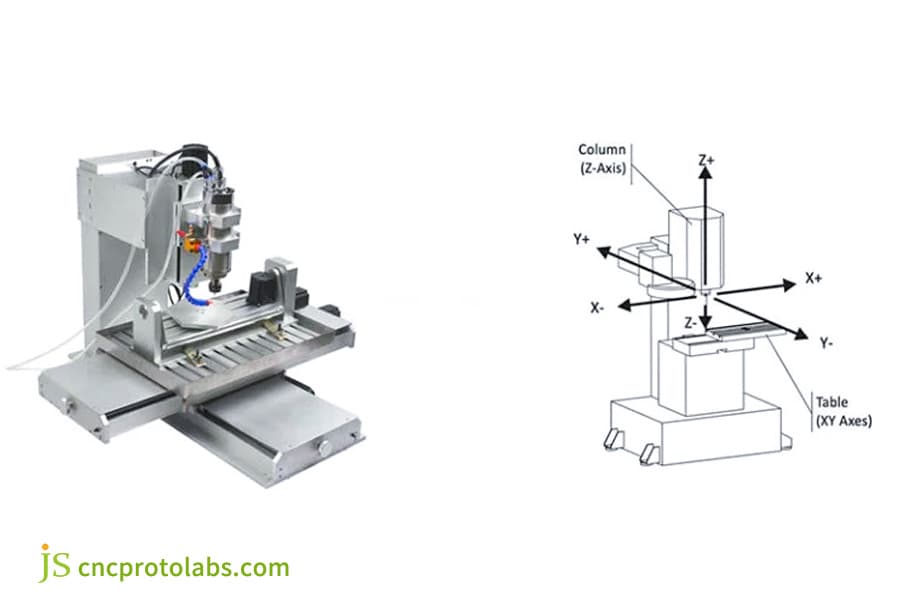
図 4: 5 軸 CNC フライス盤は、セットアップ時間を短縮し、精度を向上させ、最も厳しい公差要件を満たす高品質のコンポーネントを生産できます。
導入事例:±0.008mmを克服! 5 軸フライス加工が次世代の医療インプラントを強化
理論をすべて説明した後、実際のケースを見てみましょう。このケースでは、特に複雑な部品の CNC フライス加工で究極の精度を達成する際に、高精度 CNC フライス加工が現実世界の課題をどのように解決するかをより明確に理解できるようになります。
顧客の問題点
医療技術会社は、医療グレードのチタン合金 (Ti-6Al-4V) の多孔質骨インプラントを製造する必要があります。この部分にはいくつかの困難が伴います。
- 構造は複雑で、 0.3mmの薄い壁が20個あり、壁と壁の間はわずか0.2mmで直径0.5mmの微細孔が50個あります。
- 公差は厳しく、全体公差は±0.01mm以内、微細孔径誤差は±0.005mmを超えません。
- 表面仕上げは高くなければならず、移植後に炎症が発生しないようにバリや応力集中点があってはなりません。
クライアントは以前に他の 2 つのメーカーに問い合わせましたが、それぞれの製造では薄肉の変形と微細穴の精度の問題が発生しました。プロジェクトが遅れる前に、彼らは JS Precision にアプローチしたのはこの時点でした。
JS プレシジョン ソリューション
私たちのチームは、3 日間状況を分析した後、完全な 5 軸加工ソリューションを考案しました。
プロセスの選択:
この部品には傾斜した微細穴がいくつかあり、すべてのフィーチャを 1 回のセットアップで加工できるため、5 軸同時精密 CNC フライス加工を適用しました。これにより、複数のセットアップによってもたらされる位置決め誤差を回避できます。また、部品をしっかりと固定し、加工振動を低減するために、専用の真空治具をカスタマイズしました。
ツールとプログラミング:
国内OSGブランドの直径0.2mmの微小径超硬工具を使用し、刃先精度は±0.002mmでした。
プログラミングでは、切削抵抗と熱変形を最小限に抑えるために、主軸速度 15000rpm、送り速度 50mm/min、パス当たりの切込み深さ 0.05mm の「高速浅切り」戦略が採用されました。微細穴には工具折損を防ぐ「ヘリカルカット」方式を採用。
品質管理:
加工はレーザー変位センサーを使用してオンラインで監視され、加工された5 つの微細穴ごとに寸法が測定され、工具の摩耗が即座に補正されました。
加工後の三次元測定は、Zeiss CONTURA G2三次元測定機を使用し、各薄肉部や微細穴を検査することで±0.001mmの精度で行われました。
私たちの最終的な成功
最終的に納品されたインプラントの重要な寸法管理は ±0.008 mm 以内であり、お客様の要件である ±0.01 mm よりもはるかに良好でした。優れた性能、薄肉で変形がなく、微細孔径の最大誤差はわずか±0.003mm、表面粗さRa0.8μm、バリなし。
当社のクライアントの製品は臨床試験に合格し、当社はその中核サプライヤーとなり、その後さらに 3 件の同様のプロジェクトをクライアントと共同で引き受けました。

図 5: CNC チタン医療用インプラント
プロトタイプの CNC フライス加工サービスの見積もりを取得するには?
これらのケーススタディを読んだことがあれば、見積もりを取得する必要があるときは、 CNCフライス加工サービス、どのような書類を準備すればよいのかわからないかもしれません。見積もりの不正確さや手続きの煩雑さなども不安になるかもしれません。効率的に見積もりを取得する方法を教えます。
有効な引用の「黄金の 3 要素」
次の 3 つの入力が必要です。
- 完全な 2D/3D 図面:公差 ±0.01mm、材料タイプ 6061 などを指定します。
- 数量と納期:例: 「プロトタイプ 5 個、10 日以内に納品」または「50 個の小ロット、30 日以内に納品」
- 表面要件: 「合金アルマイト」「ステンレス不動態化」「Ra0.4μm」など
上記の情報が利用できない場合、この見積書には20% 以上の誤差が生じるか、まったく見積もることができません。例えば、「アルミニウム合金部品の加工」のみで図面や公差が示されていない場合は、おおよその範囲を見積もることしかできず、参考値がありません。
JS の高精度引用: ドキュメントから引用までのすべての仕組み
JS Precision での見積もりプロセスは非常に簡単かつ透明です。
- 書類転送: 3D/2D図面を転送し、数量、納期、表面処理要件を記入します。
- DFM 分析:製造可能性分析はエンジニアによって8 時間で実行され、公差の実現可能性がチェックされ、機能が最適化されます。
- 見積書の作成:プロセスの仕様、項目別のコスト、納期、支払い条件を含む詳細な見積書が24 時間以内に発行されます。
- Q&A と調整:予算の都合上、コストが削減される場合は、重要でない許容範囲を緩和できる場合には、見積もりに関する質問に回答し、プロセスが調整されます。
CNC フライス加工の精度とコスト効率のバランスを取るための実践的な戦略
見積もりを取得した後、低コストで精度を確保するにはどうすればよいでしょうか?もちろんバランスをとる方法もあります CNC フライス加工の精度とコスト。 2つの実践的なアプローチを紹介します。
「必要に応じた割り当て」: 重要ではない機能の許容範囲を緩める技術
多くの顧客は、部品全体を表す全体公差 (部品全体に対して ±0.01 mm など) を指定します。重要ではない機能には、実際にはこのレベルの精度は必要ありません。
たとえば、アルミニウム合金シェルの場合、± 0.01 mm の公差は取り付け穴にのみ必要であり、側面や上面などの非取り付け部分は、使用に影響を与えることなく ± 0.05 mm まで緩和できます。
これによりコストが削減されます。重要ではないフィーチャの加工時間は 30%、工具の摩耗は 20% 削減され、バッチ生産ではさらに大きな節約になります。
エンジニアとの早期コラボレーション: DFM の価値を最大化する方法
JS Precision のエンジニアが設計段階で関与することで、DFM の最適化が可能になり、最初からコストと精度のバランスが取れます。
- フィレットの最適化:特殊な工具を回避し、加工時間を短縮するために、0.1mm フィレットを 0.3mm に変更します。
- 深いキャビティを避ける:可能であればキャビティの深さを最小限に抑え、工具を平らにするか短くすることで要件を満たします。振動は避けてください。
- 穴径の標準化:穴径のばらつきを減らし、工具交換の頻度を減らし、効率を向上させます。
よくある質問
Q1: ±0.01mm の公差を得るために加工できるフィーチャーの最小サイズはどれくらいですか?
それはフィーチャーのタイプと素材によって異なります。一般に、フライス穴の最小直径は 0.5 mm まで小さくできますが、公差を考慮して1 mm 以上に設計することをお勧めします。ご不明な場合は、JS Precision のエンジニアにご相談ください。
Q2: アルミニウム、スチール、チタンの中で精度が最も高いのはどれですか?
中でもチタン合金の価格は最も高い。強度が高く熱伝導率が低いため、加工中の工具の摩耗が急速に起こり、より長い時間とより安定した工作機械が必要となり、高精度 CNC フライス加工の価格が上昇します。
Q3: 5 軸フライス加工は常に 3 軸フライス加工よりも高価ですか?
必ずしもそうとは限りません。 5 軸加工で単純な部品を作成するのはより高価ですが、複雑な部品のセットアップと治具のコストを節約でき、精度も向上するため、複雑な部品の CNC フライス加工の全体的なコストが削減される可能性があります。
Q4: プロトタイプには追加の表面処理が必要ですか?
それは機能上のニーズによって異なります。アルミニウム合金に陽極酸化処理を施すと、耐摩耗性と耐食性が向上します。同様に、ステンレス鋼の不動態化により防錆性が向上します。アプリケーション シナリオに応じた推奨事項は、JS Precision のエンジニア自身によって作成されます。
Q5:HRC50以上の焼き入れ鋼の加工は可能ですか?
はい。JS プレシジョンには、最大 HRC 60 の硬度の金型鋼を直接フライス加工できる高速ハード ミーリング技術があり、電極加工や EDM プロセスを回避して効率を高めます。
Q6: どのようなファイル形式をサポートしていますか?
JSプレシジョンが推奨する3D フォーマット完全な幾何学的情報、 PDF または DWG 形式の 2D エンジニアリング図面に加えて、STEP、IGES、X_T など。これらの形式には、情報の完全性を表現する機能があります。
Q7:お問い合わせから試作品納品まで通常どのくらいかかりますか?
JS Precision は、注文確認後3 ~ 5 営業日以内に、標準的な材料およびそれほど複雑ではない部品のプロトタイプの最初のバッチを提供できます。お急ぎの場合は、お客様のご要望に応じて迅速に対応させていただきます。
Q8: 小ロット (10 個未満) の単価はどのように管理しますか?
部品のレイアウトを最適化して材料の使用量を削減し、標準ツールと標準化されたプロセスを可能な限り使用します。 JS Precision のエンジニアは、単価を下げるために、小ロットでのコスト最適化の提案も提供できます。
まとめ
±0.01mmの精度公差を達成するには、単一の技術ではなく、材料の選択、装置の選択からプロセスの最適化に至るまでの完全なソリューションが必要です。
JS Precision の精密 CNC フライス加工の経験は、適切なアプローチを見つけるだけで高精度と合理的なコストを完全に達成できることを証明しています。 ±0.01mm ごとの背後には、製品のパフォーマンスと市場での成功に対する究極の追求があることを私たちは理解しています。
あなたのデザインを今すぐ現実にしましょう! 3D ファイルをアップロードしてくださいJS Precision の即時見積プラットフォームにアクセスして、プロフェッショナルで高速な CNC フライス加工サービスを体験してください。
当社のエンジニアリング チームは、 24 時間以内に無料の公差評価とプロセス ソリューションを喜んで提供します。また、「高精度 CNC フライス加工コスト最適化ハンドブック」を入手して、CNC フライス加工の精度とコストのバランスをとるための最適な方法を検討することもできます。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

