

CNC機械加工部品自動車のセンサーハウジングを固定する精密皿穴や航空宇宙パネルを固定する皿ネジなど、自動車エレクトロニクス、航空宇宙部品、産業機器で広く使用されています。
製造分野では、何千もの CNC 機械加工部品が生産される場合、角度のずれ、深さの不一致、バリなど、皿穴や座ぐりの小さな欠陥に見えるものが、組立ラインの停止、製品の信頼性の低下、隠れたコストの発生につながる可能性があります。
これは、プロジェクトがプロトタイピングから大量の CNC 加工に移行する際に、メーカーにとってプロセスの深さと制御能力のリトマス試験紙となり、これらの重要な機能の完全な一貫性を保証できるようになります。
以下の記事は、量産における皿穴/座ぐり欠陥の一般的な根本原因を調査し、設計から工具、コスト管理、品質の一貫性に至るまでのソリューションを提供します。世界をリードする企業が、精密 CNC 加工におけるスケーラブルな卓越性を実現するために JS Precision と提携する理由は次のとおりです。
主な回答のまとめ
| 共通の課題 | 根本原因 | JS Precision の統合ソリューション |
| 皿穴の角度/深さの不一致 | 工具の摩耗、クランプエラー、またはプロセス監視の欠如。 | 材料とパラメータに基づく専用の工具ライブラリ、リアルタイムの工具寿命管理、オンライン検査サンプリングの組み合わせにより、数千の部品の一貫した品質が保証されます。 |
| オリフィス部のバリや残留物 | 鋭い工具エッジ、不十分な切りくず除去、および不適切な戦略。 | 高精度の面取りツールと最適化された切削パラメータを使用し、特定のバリ取りプロセスと組み合わせることで、 「機械加工が完了した」といえる表面品質が達成されます。 |
| 大量生産における管理外の経費 | 部品ごとの加工時間のみに注目し、工具の消費量、スクラップ率、検査コストは無視します。 | DFM 最適化を提供して機能を簡素化し、効果的なツール戦略を推奨し、コスト分析を透過的に実行して最適な総コスト ソリューションを確定します。 |
| 設計による加工効率 | 標準外の角度、公差の締めすぎ、または切りくずの排出を制限する構造。 | DFM の早期協議により、標準ツールの採用、適切な許容誤差、および機能レイアウトの最適化が導き出され、効率が向上します。 部品CNC加工。 |
重要なポイント:
- 一貫性はシステムによって提供されます。大量生産の成功は、単一の加工操作の完璧さではなく、プロセス システムの安定性にかかっています。
- 設計によりコストのベースラインが決まります。通常、CNC 金属部品加工におけるコスト管理の最良のスタートは、標準的な工具角度と妥当な公差を使用することです。
- 専用工具はコストではなく投資です。特定の材料と機能に特化した工具を使用すると、品質が大幅に向上し、全体的な無駄が削減されます。
- 早期のコラボレーションを通じて価値を最大化する:図面が完成する前に DFM でメーカーとコミュニケーションをとることで、製造性の問題のほとんどを回避できる場合があります。
Trust JS Precision: CNC 機械加工部品の皿穴用の精密ソリューション
皿穴や逆穴の CNC 加工には、高度な設備だけでなく、エンジニアリングに関する深い専門知識、成熟したプロセス制御能力、複雑な大量加工の課題を解決する実践的な経験も必要です。
JS Precision は、精密 CNC 加工の信頼できるパートナーとして、 10 年以上にわたり、世界中の自動車、航空宇宙、エレクトロニクス業界の顧客にサービスを提供するために、あらゆる種類の CNC 加工金属部品および CNC 加工製品を提供することに専念してきました。
50 名を超える認定エンジニアで構成される当社のチームは、単に図面に従うだけでなく、積極的に設計とプロセスを最適化し、生産開始前であっても潜在的なリスクを排除します。
当社は、自動車用電子ハウジングの 100 万個の注文を含む 500 を超える大量 CNC 加工プロジェクトを成功させ、スクラップ率を15% から 0.2% に削減しました。
当社の社内ラボには、3D 測定ツールと SPC モニタリング システムがあり、すべての皿穴が最大 ±0.01 mm までの高精度公差要件を確実に満たすことができます。当社のエンドツーエンドの制御システムは品質マネジメントシステム基準に完全に準拠していますISO 9001:2015 。
しかし、私たちを本当に差別化しているのはその透明性です。私たちはリアルタイムの生産データを提供し、共同設計レビューを実行し、詳細な DFM レポートを提供して、情報に基づいた意思決定を行うための適切な情報をクライアントに提供します。
穴の品質の一貫性のなさ、再加工コストの高さ、納期の遅れなど、上記の問題のいずれかが大量の CNC 機械加工において大きな懸念事項である場合は、JS Precision にご連絡ください。部品の図面と要件を送信するだけで、当社のエンジニアがリスクを軽減し、効率を高めるための無料の DFM 分析とオーダーメイドの精密機械加工ソリューションを提供します。
大量の CNC 加工の皿穴/ザグリ穴によくある欠陥、防ぐ方法は?
大量の CNC 加工では、CNC 加工部品の皿穴/皿穴に繰り返し欠陥が発生する傾向があり、小さなバッチの隠れた問題が大規模に拡大する可能性があります。設計、切削工具、製造プロセスを厳密に管理する必要があります。以下に主な問題と防止戦略を示します。
典型的な設計関連の問題
不適切な設計は、欠陥の最も重大な原因の 1 つです。たとえば、82 などの標準皿穴角度以外の仕様を指定すると、カスタム ツールのコストが3 倍以上増加し、納期も長くなります。
皿穴の深さとネジ頭の高さの一致が過度に厳密であること、角度を付けずに深さのみを指定するなどの不明確な図面注記はすべて、不良な組み立てと低い歩留まり率につながる可能性があります。
製造プロセスおよび実行時の変形
製造プロセスの偏差も品質に影響を与えます。長期間の大量生産により工具が摩耗し、穴径が小さくなったり、角度が歪んだりする場合があります。 不適切な切断パラメータ振動が発生し、穴の壁が不規則になり、クーラントが不十分になったり、切りくず除去が不十分になったりして、穴の開口部に傷がつきます。
設計および製造の観点からこれらの問題を回避するにはどうすればよいでしょうか?
| 欠陥の種類 | 高発生率の症例 | 迅速な判断方法 | 応急処置措置 |
| 座ぐり角度の歪み | 標準外の角度の加工、長期にわたる工具の摩耗。 | 抜き取り検査は角度計を使用し、基準角度の偏差と比較することにより行います。 | 工具を新しいものに交換し、工作機械の角度パラメータを再設定してください。 |
| 穴バリ残り | ステンレス鋼加工、切りくず排出不良。 | 目視および触覚検査、または顕微鏡でエッジを観察します。 | 目視および触覚検査、または顕微鏡でエッジを観察します。 |
| 深さの一貫性が低い | 大量の連続加工、緩いクランプ。 | デプスゲージを使用してランダムに10個を検査し、データのばらつきを確認します。 | 標準外の角度の加工、長期にわたる工具の摩耗。 |
予防には、設計とプロセスという 2 つの側面からのアプローチが必要です。
- 設計: 90° などの標準的な角度を採用する必要があり、これを「直径 × 角度 / 深さ」の形式で明確にラベル付けする必要があります。 ASME Y14.5-2009コミュニケーションミスを最小限に抑えるために、標準に従う必要があります。
- プロセス:定期的な工具の検査と交換システム、切削パラメータの最適化、およびクーラントの供給が必要です。 200 個ごとに主要な寸法をランダムに検査し、逸脱を早期に発見します。
CNC 機械加工金属部品の量産における重要な要素
明示的および暗黙的なコスト要因は、製品の量産コスト管理を行う際に考慮する必要がある主要な懸念事項の 1 つです。 CNC 加工金属部品。システム全体のライフサイクルにおけるコスト削減を達成するには、システムの最適化が必要です。これに影響を与える中心的な要因は次のように説明できます。
明示的なコスト: 材料、労働力、工具の消費量
固定費には、変動するアルミニウムや鋼などの原材料の価格、占有時間または加工サイクル中の機械の減価償却費と人件費、大量生産における工具の磨耗と頻繁な交換にかかる総コストの 3 つの部分が含まれます。
暗黙のコスト: 品質の消費と効率の損失
そしてさらに重要なのは、見落とされやすい暗黙のコストには、最初の品目、プロセス、最終検査で構成される品質保証コスト、設計やプロセスの問題に起因するスクラップや再作業のコスト、生産ラインの変更やプログラミングのデバッグによる効率の損失などが含まれます。
コスト削減の突破口を見つけるために金属部品の CNC 加工のコスト構造を分析したいですか?フォームに記入し、材料、バッチ、精度に関する要件を JS Precision の原価計算専門家に連絡して、無料の原価分析レポートを入手してください。
卓越性を追求した設計: 完璧なファスナー機能を備えた CNC 機械加工部品のベスト プラクティス
優れたデザインは、CNC 機械加工部品の完璧なファスナー機能のまさに基礎となります。実際に証明された中心となる設計原則は次のとおりであり、ソースからの品質と製造可能性を確保できます。
基準に従い、効率を重視
82° や 90° などの標準工具角度と標準ステップ ドリル寸法の使用を優先して、工具コストと納期を削減します。製造ミスにつながる曖昧さを避けるために、図面には「直径×角度/深さ」に従って明確にラベルを付けます。
製造のための設計: その背後にある知恵
DFM 設計テクニック:皿穴加工では、工具の摩耗を軽減するために、底部に小さな平らな面を残す必要があります。薄肉部品の設計では、肉厚、そのサポート、変形の防止を考慮する必要があります。深穴加工また、穴内に切りくずが蓄積しないように、切りくず除去スペースも確保する必要があります。
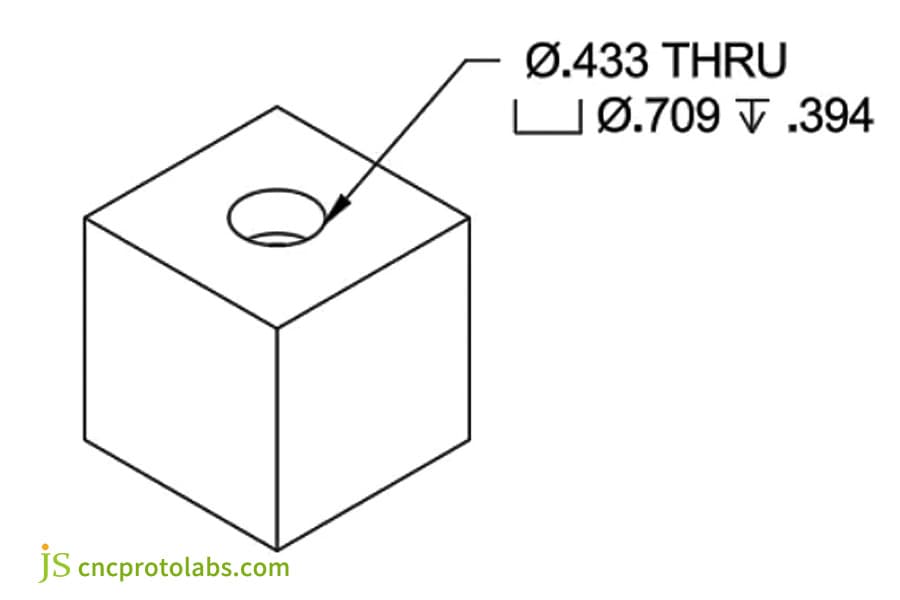
図 1 メーカーは、ねじなどの機能の公差、寸法、仕様などの詳細を必要とします。
数千個のユニットにわたる CNC 加工部品の精度を維持するにはどうすればよいですか?
10,000 個の部品の CNC 加工にわたって一貫性を達成することは、精密な CNC 加工の中心的な課題であり、厳密なプロセス制御が必要です。以下に、プロセス制御と工具管理の主要な方法をいくつか示します。
プロセス管理の柱: 標準化とモニタリング
安定した加工ベンチマークを取得することが完璧への鍵です。
- 詳細な SOP を作成して、加工ステップの順序、切断方法、クランプなどの主要な要素の要件を明確に指定します。
- 固定クランプ方式を適用することで、加工精度に対するクランプ偏差の影響を最小限に抑えます。
- 工作機械の精度校正を定期的に実施し、装置の精度が安定していることを確認してください。
- モニタリングには、 SPC チャートを利用して重要な寸法をリアルタイムでモニタリングすることで、プロセスの小さな変動を迅速に検出し、ドリフトやシフトの発生を防止できます。
インテリジェンスによる工具管理と補償
専門的な工具管理により、精度のドリフトを相殺できます。事前に設定された工具寿命と強制的なタイミング交換、工作機械のミクロンレベルの摩耗補正機能を使用した工具位置の調整、発行と交換の全プロセスを追跡するためのツールカードの確立。
部品のCNC加工におけるバッチ精度を安定させたいですか?付加価値のあるプロセス制御とツール管理については、JS Precision にお問い合わせください。を使用することで精密CNC加工テクノロジーを駆使して、ロットが仕様内またはそれ以上に一貫して生産されることを保証します。
多様な金属部品のCNC加工に最適なツールを選択
選択したツールの良し悪しは、金属機械部品の CNC 加工の品質、効率、コストを直接決定します。材料の特性や特性に応じたロジック選択のポイントを以下に示します。
材料特性に基づく選択ロジック
金属材料が異なれば、加工の難易度において全く異なる特性があり、目的を絞った工具の選択が必要になります。
- アルミニウム合金:大きなすくい角と鋭い切れ刃を選択する必要があります。工具材質は超硬にすることができ、コーティングにより耐摩耗性を向上させることができます。
- ステンレス鋼:この材料は靭性が非常に高く、工具に固着する傾向があるため、高硬度で良好な切りくず溝設計を備えた工具を選択する必要があります。 TiAlN のような高温耐性のコーティングが推奨されます。
- チタン合金:熱伝導率が低く、切削温度が高いため、特定の超硬工具は低速の切削速度と適切な冷却方法で使用する必要があります。
機能タイプに特化したソリューション
| 機械加工の特徴 | 適合する材質 | 推奨されるツールパラメータ | 機械加工に関する考慮事項 |
| スルーホール皿穴加工 | アルミニウム合金、炭素鋼 | 超硬ソリッド すくい角15°~20° | 高速送りで出口にバリがないことを確認 |
| 止まり穴ザグリ加工 | ステンレス鋼、合金鋼 | 刃先交換式インサート、逃げ角 8°-12° | 送り速度を制御し、0.2mmの切りくず排出スペースを確保 |
| 薄肉エッジ面取り | アルミニウム - マグネシウム合金、薄肉鋼 | 特殊成形工具 刃先半径R0.5mm | 順送送りにより切削抵抗の変形を低減 |
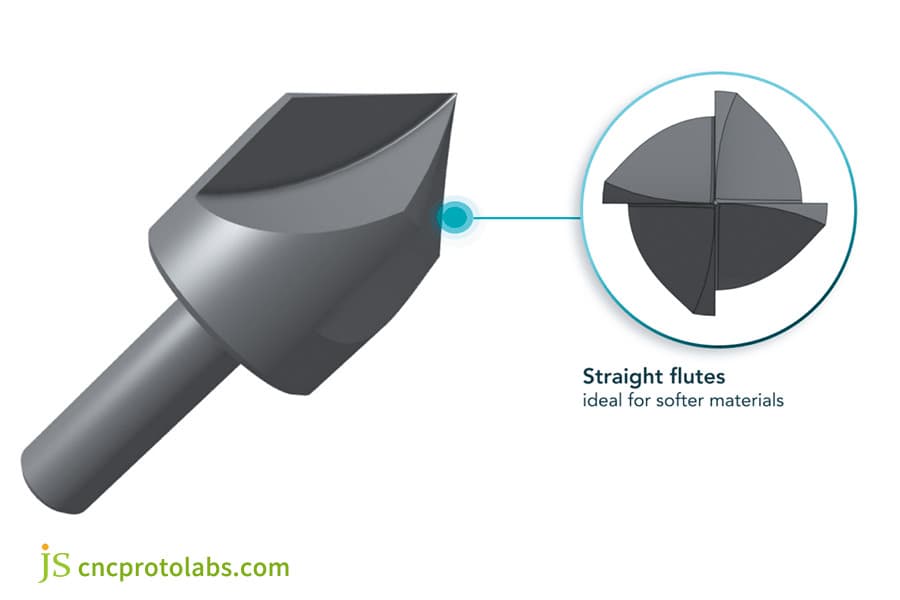
図2 これは、皿穴の目的で使用される一般的なハンドドリルです。真っ直ぐな溝があり、柔らかい材料に最適です。
単価を超えて: 大量の CNC 加工のための戦略的なコスト削減のヒント
コスト削減大量のCNC加工製品のライフサイクルを考慮する必要があります。以下の中核となる戦略的コスト削減テクニックは、品質を損なうことなく大幅なコスト削減を達成するのに役立ちます。
設計の最適化とプロセスの統合
コア設計の最適化: DFM を通じて複数の部品を統合することでアセンブリと皿穴の数を削減し、標準ツーリング適応設計を採用することでツーリング コストと工具交換時間を削減し、部品構造を簡素化して加工効率を向上させます。
サプライチェーンと製造プロセスの最適化
サプライチェーンとプロセスの最適化:合理的なバッチ分割により仕掛品在庫を削減し、リーン生産の導入により待機や材料の流れなどの無駄を排除し、一括購入により後処理サービスの優遇価格の恩恵を受けます。
大量の CNC 加工のライフサイクル全体でコスト削減を追求したいですか? CNC 加工製品の競争力を高める多次元の戦略的ソリューションを考案するには、JS Precision のプロジェクト チームにお問い合わせください。
15% の拒否率から 99.8% の歩留まりまで: JS Precision が 100 万個のファスナー穴の課題をどのように克服したか
次のケーススタディは、皿穴加工に関連する大量の CNC 加工の課題を解決する際の JS Precision の技術力を示しています。
クライアントと課題
ヨーロッパ人自動車エレクトロニクスお客様は、4 つの精密な皿穴を備えたアルミニウム合金ハウジングにシールド カバーを取り付ける必要がありました。
残念なことに、元のサプライヤーは、皿穴の深さが不規則な CNC 機械加工部品を毎月 100,000 個大量生産していたため、組み立て圧力が不均一になってしまいました。したがって、彼は毎月 15% のスクラップ率と年間 25 万ドルを超える損失に遭遇し、組立ラインのスケジュールに直接影響を及ぼしました。
プロジェクトを引き継いだ後、JS Precision チームはまず包括的な根本原因分析を実施しました。私たちは元のプロセスで 3 つの主要な問題を特定しました。
- また、摩耗を監視する効果的な機構を使用せずに、汎用の面取り工具を適用したことにより、工具の摩耗が非常に早くなりました。
- 加工中の治具の剛性不足による微振動が穴位置精度に影響を与えます。
- ロットはバッチ終了時のサンプリングに基づいていたため、問題の検出は通常非常に遅く、多数の製品に欠陥がありました。
JS Precisionのソリューション
これらの問題を解決するには、総合的な最適化計画を採用する必要がありました。
- この部品では、耐摩耗性と切削安定性を向上させるために、 PVD コーティングされた超硬皿穴加工工具をカスタマイズしました。
- 油圧治具を再設計し、剛性を高め、加工中の微振動を回避しました。
- 順送りを使用してワークピースに対する切削抵抗の影響を軽減することで、CAM プログラミングの工具送り戦略を最適化しました。
- 同時に、プロセス制御システムもアップグレードされました。 200個ごとに自動オンライン深さ検査が行われ、検査データがSPCシステムにリアルタイムでリンクされ、加工プロセスの動的なモニタリングが実現されました。
- 予防策として工具交換の閾値を設定しています。工具があらかじめ設定した数量に達すると強制的に交換され、元の磨耗による品質問題を防ぎます。
結果
プロジェクトが生産のために JS プレシジョンに引き渡された後、最初の 100 万個の注文の皿穴深さ CPK 値は 1.67 以上に達し、初回パスの歩留まりは 99.8% に跳ね上がりました。
この最適化により、顧客の組立ラインのダウンタイムの問題が完全に解決されただけでなく、顧客は年間 250,000 ドル以上を節約できました。クライアントは当社の技術力とサービス品質を高く評価し、長期戦略的協力契約を締結しました。
同様のバッチ処理の品質問題に直面していますか?ここをクリックJS Precision の事例をさらにご覧になり、処理上の課題を送信していただければ、当社のエンジニアが歩留まりを向上させるための的を絞ったソリューションを提供します。

図 3 精密皿穴
なぜJSプレシジョンなのか? CNC 機械加工製品のスケーラブルな精度を実現するパートナー
CNC 加工パートナーを選択することは、信頼できる品質、コスト、納品システムを選択することを意味します。 JS Precision は、大規模製造向けにスケーラブルな精度保証を提供し、CNC 加工製品のプレミアム パートナーとなっています。
深い製造エンジニアリング能力とプロアクティブな DFM
エンジニアリングにおけるコア コンピテンシー:エンジニアはプログラミングと製造の経験を積み、設計上の問題を発見して最適化することでコストが削減されるため、プロジェクトの開始時に積極的に DFM 分析を提供します。 CNC加工品機能的にも経済的にも。
大規模製造向けに特別に構成されたハードウェアとプロセス
大規模製造構成:高精度 CNC 工作機械と自動材料搬送機能を装備して、効率を向上させ、人的エラーを削減します。 MES システムは、生産に全プロセスの可視化を導入できるほか、定期的に装置の校正を実行することで、生産される部品の精度を保証できます。
透明性のあるコラボレーションとグローバルなサービス体験
グローバル サービスの利点:同じデジタル プラットフォームが複数の国のクライアントと連携し、リアルタイムの生産視覚化を実現します。専任のプロジェクトマネージャーがプロセス全体を調整し、海外のクライアントに異文化やタイムゾーンを超えた調整を提供し、海外のクライアントに現地の経験をもたらします。
よくある質問
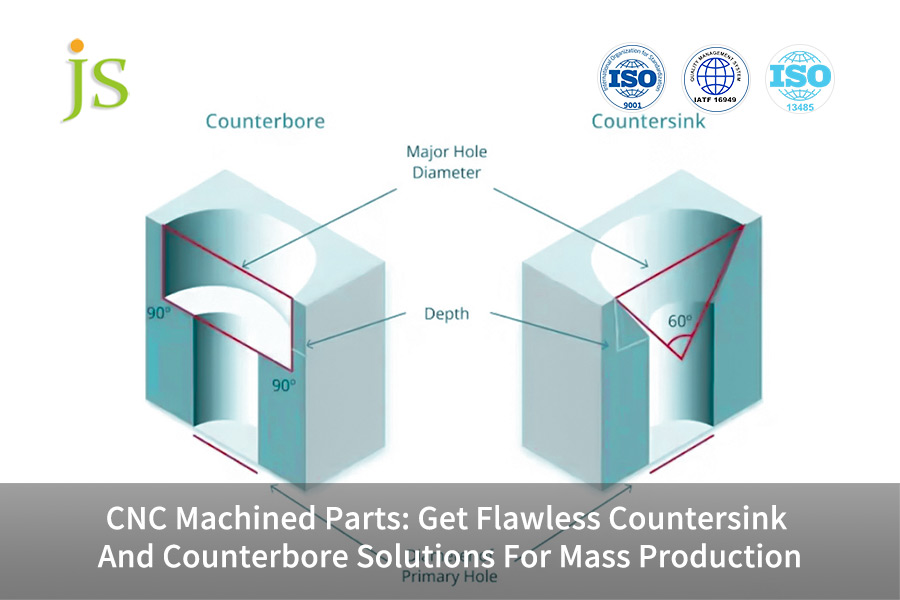
Q1: 皿穴と座ぐりの主な違いは何ですか?
- 皿穴は円錐形の穴であり、その中心的な機能は、平頭または皿ネジの頭を部品の表面と面一に保つことです。
- ザグリ穴は、主にねじ頭またはナットを受け入れるために使用される円筒形の段付き穴で、部品の表面よりも低くすることができます。
Q2: 大量生産で経済的なコストで皿穴の深さの公差が±0.1mmを超えないようにするにはどうすればよいですか?
さらに、この精度要件を経済的に達成するには、頻繁なプロセス検査と工具補正とともに、特殊な切削工具と剛性の高い治具を組み合わせて使用する必要があります。長期にわたる大量生産において安定した性能を保証するには、工作機械本来の精度に依存するだけでは不十分です。
Q3: ステンレス鋼の加工では、一般に皿穴にバリが発生します。考えられる解決策にはどのようなものがありますか?
ステンレス鋼の皿穴のバリの問題は、鋭利な超硬切削工具の使用、低い送り速度、および工具の固着を減らすための十分な冷却によって解決できます。バリの問題が解決しない場合は、必要に応じて専用のバリ取りプロセスを追加できます。
Q4: 私の設計では、仕様外の角度の皿穴が必要です。このドライブには多額の費用がかかりますか?
標準以外の角度の場合、皿穴はコストにおいて重要な役割を果たします。角度が標準ではないため、カスタマイズされた切削工具を作成する必要があります。これは、金型の製造コストが高く、工具の納品サイクルが長くなり、在庫管理コストの増加につながります。
Q5: サンプル提供時は陥没穴は良好でしたが、量産時に問題が発生しました。何が原因でしょうか?
最も一般的な理由は 2 つあります。その理由の 1 つは、量産時に工具の摩耗による精度の変化が考慮されておらず、対応する補正機構が確立されていなかったことです。次に、量産で使用する治具とサンプル治具には若干の違いがあり、治具の剛性が異なります。
Q6: 部品には複数のサイズの皿穴があり、頻繁に工具を交換すると効率に影響を与える可能性があります。どうすれば最適化できますか?
最適化には主に 2 つの方向があります。まず、DFMの評価により、設計上の観点から皿穴の仕様を可能な限り標準化または削減し、工具交換回数を削減します。次に、プログラミングでツール パスの順序を最適化し、同じツール加工オペレーションをグループ化します。
Q7: JS Precision は大量の注文をタイムリーにどのようにして納品しますか?
当社では、ERP/MES システムを通じて包括的な生産能力計画と資材管理を行っており、大量の注文ごとに特定のプロジェクト マネージャーを割り当て、生産プロセス全体を監視します。さらに、予期せぬ事態に対処するために、ある程度の安全容量のバッファーを確保しています。
Q8: 地元のサプライヤーと比較して、JS Precision を選択する最大の利点は何ですか?
我々はできる精密なCNC加工品質を提供します地元のトップサプライヤーに匹敵する専門的なエンジニアリングサポートと、中国製造の利点を活用して、より競争力のあるコスト優位性と柔軟な生産能力調整機能を備え、顧客に最高の総合価値を提供します。
まとめ
皿穴加工と逆ボーリングの完璧な実現は、大規模生産の CNC 機械加工プロセスに関してこれまでに到達した成熟度を象徴する素晴らしいものです。設計の理解やツールサイエンスからプロセス制御や継続的な最適化に至るまで、あらゆる点で専門知識を問う深いテストが提供されます。
コストと品質という二重のプレッシャーの下で、精度を安定したスケール出力に変換できるパートナーを選択することがプロジェクト成功の鍵となります。
今すぐデメリットをメリットに変えましょう!
JS Precision の Web サイトにアクセスしてください。部品図面をアップロードする皿穴/逆ボーリング要件を含む。競争力の高い大量の CNC 加工の見積もりだけでなく、当社の製造エンジニアが作成する無料の「皿穴/逆ボーリングの製造性と最適化提案書」も入手できます。お客様の製造工程をよりスムーズに進めましょう。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com

