

El torneado CNC (también conocido como torneado de control numérico) es una de las técnicas más utilizadas en el mecanizado CNC. En pocas palabras, es un método de mecanizado sustractivo en el que una varilla de metal o plástico se sujeta a una máquina y se hace girar a alta velocidad. A continuación, una herramienta corta gradualmente el material según un programa de torneado CNC predefinido , y finalmente se mecaniza la forma y el tamaño deseados.
Quizás te estés preguntando: ¿cuál es la diferencia entre un torno y un centro de torneado, cómo funciona esta tecnología y en qué se diferencia del fresado CNC?
Juntos, vamos a comprender a fondo la situación y a ayudarle a determinar si los servicios de torneado CNC son adecuados para sus necesidades de mecanizado.
Figura 1: Primer plano del mecanizado en un centro de torneado CNC. Las herramientas de corte de aleación dura realizan un torneado de precisión en piezas giratorias, produciendo virutas de metal.
Resumen de las respuestas principales
| Temas centrales | Resumen del contenido | Valores fundamentales de JS Precision |
| Definición técnica | El torneado CNC es un proceso de fabricación de precisión que utiliza la rotación de la pieza de trabajo y el movimiento lineal de la herramienta para el corte, especializándose en el mecanizado de piezas giratorias como ejes, manguitos y roscas . | Precisión líder: Mediante el uso de equipos y procesos avanzados, logra una precisión de mecanizado extremadamente alta de ±0,005 mm, cumpliendo con los estrictos requisitos de campos como el médico y el aeroespacial. |
| Flujo del proceso | Abarcamos toda la cadena, desde el diseño CAD, la programación CAM y la simulación de trayectorias hasta el mecanizado automatizado y la inspección de precisión, garantizando una calidad controlable desde el dibujo hasta el producto terminado. | Eficiencia superior: Un sistema de cotización inteligente integrado genera cotizaciones en 30 segundos, lo que permite la creación rápida de prototipos y la producción en lotes pequeños, facilitando la rápida iteración del producto. |
| Diferencia con el fresado | La diferencia fundamental radica en el modo de movimiento: el torneado implica la rotación de la pieza de trabajo, mientras que el fresado implica la rotación de la herramienta. El torneado es adecuado para cuerpos giratorios, mientras que el fresado es adecuado para superficies y planos curvos complejos. | Soluciones integrales: Como fabricante que ofrece un servicio integral, proporcionamos servicios de torneado y fresado CNC, recomendando la combinación de procesos óptima en función de las características de la pieza. |
| Equipo y selección | Los tornos CNC básicos son adecuados para piezas sencillas, mientras que los centros de torneado multifuncionales integran fresado, taladrado y roscado, logrando un mecanizado completo con una sola configuración para una mayor eficiencia. | Capacidades potentes: Al contar con una completa gama de equipos, desde tornos básicos hasta centros de torneado multieje, posee las capacidades de mecanizado integrales necesarias para manejar desde micropiezas hasta piezas de gran tamaño. |
| Razones para elegir | - | Profesionales y fiables: con más de 20 años de experiencia en el sector y la certificación ISO 9001, admiten más de 50 materiales y ofrecen servicios de producción personalizados de alta calidad y gran fiabilidad a clientes de todo el mundo. |
¿Por qué vale la pena consultar esta guía? Se basa en la experiencia práctica de JS Precision con mil horas de producción de torneado CNC.
Con más de diez años de experiencia acumulada y más de 10.000 horas en proyectos de producción en masa de piezas torneadas CNC de alta precisión, JS Precision ha desarrollado una profunda experiencia en servicios de torneado CNC.
Por ejemplo, hemos fabricado en serie componentes de motores de aleación de titanio para clientes del sector aeroespacial, logrando un control de tolerancia estable de ±0,005 mm mediante la optimización del programa de torneado CNC, con un rendimiento en la primera pasada superior al 99,5 %.
Nuestro enfoque técnico está diseñado para garantizar el rigor del proceso mediante el cumplimiento de las normas técnicas pertinentes publicadas por la Sociedad Estadounidense de Ingenieros Mecánicos .
Esta guía es la culminación de estas valiosas experiencias, y tiene como objetivo brindarle información auténtica y creíble del sector para ayudarle a tomar decisiones informadas en las primeras etapas de la puesta en marcha de un proyecto.
Con más de una década de experiencia en fabricación de precisión, le ofrecemos garantías fiables. Póngase en contacto con los ingenieros de JS Precision de inmediato para obtener un análisis técnico y un presupuesto gratuitos basados en sus planos, y deje que nuestra experiencia profesional aporte valor añadido a su proyecto.
¿Qué es el torneado CNC?
El torneado CNC es básicamente un torno manual que existía hace dos mil años . En aquel entonces, los artesanos usaban pedales para hacer girar la madera y cinceles para tallar las piezas. Aunque ahora se controla mediante ordenador, el principio sigue siendo el mismo: sujetar el material, hacerlo girar y darle forma con una herramienta de corte.
Actualmente, existen dos tipos de tornos CNC: verticales y horizontales. El material que se inserta no tiene una forma definida; puede ser una varilla redonda, un material cuadrado o acero hexagonal. Siempre que el mandril pueda sujetarlo, se puede mecanizar para darle cualquier forma.
La principal diferencia entre el mecanizado manual primitivo y el mecanizado automático más reciente radica en la precisión. El torneado manual generalmente requiere un margen de error de medio milímetro, pero los tornos CNC actuales pueden ofrecer fácilmente una precisión de ±0,01 mm.
Si bien cualquier componente complejo puede producirse con una máquina herramienta de cinco ejes , para componentes como tornillos y cojinetes que se pueden tornear haciéndolos girar en círculo, el torneado CNC sigue siendo rápido y económico.
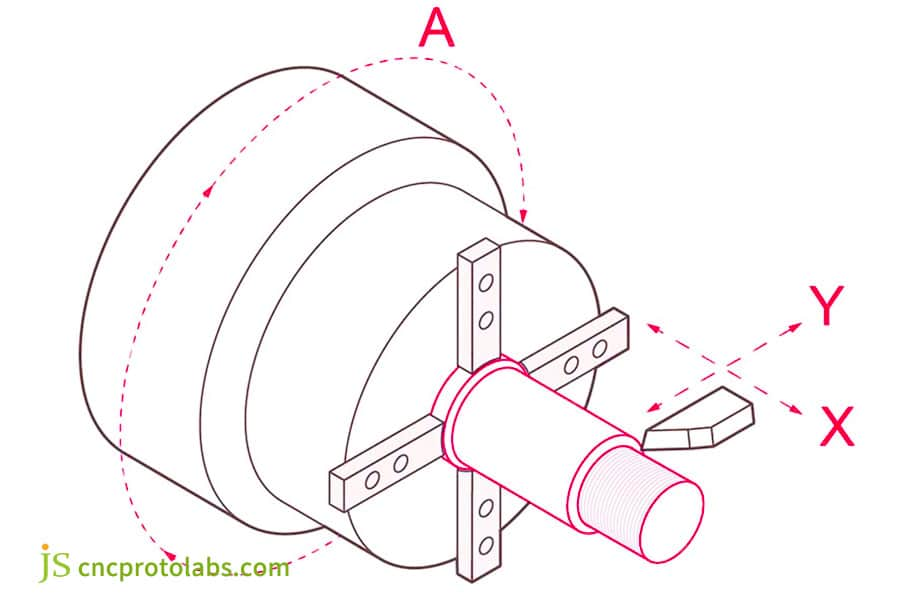
Figura 2: Diagrama de movimiento del centro de torneado CNC. La pieza de trabajo gira alrededor del eje A y la herramienta se mueve a lo largo de los ejes X/Y para lograr un mecanizado sincronizado.
¿Cuál es el proceso de mecanizado de piezas torneadas por CNC?
Paso 1: Dibujar planos -- Diseñar piezas con software CAD
Primero, dibuje el modelo 3D de la pieza en la computadora utilizando un software CAD (por ejemplo, SolidWorks). Generalmente, utilizamos el formato PDF del plano de torneado CNC para el diseño de piezas. Esto es similar a dibujar un plano de construcción antes de edificar una casa, anotando cuidadosamente cada dimensión y ángulo para consultarlo posteriormente durante el proceso.
Paso 2: Conversión de formato: Lograr que las máquinas lean los planos de diseño.
Toma el modelo 3D dibujado a mano y transfiérelo a un software CAM como Mastercam. Este proceso equivale a traducir el diseño 3D a un lenguaje que la máquina herramienta pueda entender, indicándole dónde cortar primero y dónde cortar después, convirtiendo así el contenido preciso.
Paso 3: Planificación de la trayectoria de la herramienta: Indique a la máquina la trayectoria de corte.
Especifique la trayectoria de la herramienta en el software CAM:
- Donde la herramienta comienza a cortar.
- Velocidad de corte (velocidad de avance).
- Velocidad de rotación del husillo del material.
- Herramientas que deben sustituirse durante las diferentes etapas del procesamiento.
De forma similar al software de navegación de rutas entre ubicaciones y la determinación del camino más corto para lograr la máxima eficiencia, el propósito de este paso es evitar los obstáculos (como las instalaciones fijas) y viajar por el camino más corto para lograr la máxima eficiencia .
Paso 4: Programación del torneado CNC : Redacte un manual de operación para la máquina.
El software CAM convierte la trayectoria de la herramienta en código G, que es una secuencia de comandos compuesta por letras y números. Por ejemplo, G01 X50 Z-10 F200 representa: la herramienta se mueve en línea recta a las posiciones 50 mm en el eje X y -10 mm en el eje Z, con una velocidad de avance de 200 mm por minuto.
Paso 5: Pruebas de simulación: Ensayo previo al combate real.
Antes de comenzar el proceso formal, simule todo el proceso en la computadora. Esto permite detectar con anticipación si la herramienta chocará con el soporte, si la cantidad de corte es excesiva y otros problemas, evitando accidentes una vez iniciado el mecanizado.
Paso 6: Transferir el programa: insertar las instrucciones en la máquina herramienta.
Transfiera el código G verificado al controlador de la máquina mediante una unidad flash USB, una red local o una conexión directa. Actualmente, la mayoría de las máquinas herramienta también admiten la transmisión por Wi-Fi , lo que resulta tan práctico como transferir archivos desde un teléfono móvil.
Paso 7: Preparación del material y carga de la cuchilla -- Preparación antes del arranque
- Introduzca la varilla metálica en el mandril con una fuerza de sujeción moderada (si está demasiado floja, saldrá disparada; si está demasiado apretada, se deformará).
- Instale las herramientas, como fresas circulares externas, fresas para ranuras y fresas para roscas, en el orden de procesamiento.
- Calibre el punto de referencia de la herramienta (alineación de la herramienta), normalmente con un instrumento de alineación de herramientas con una precisión de 0,001 mm.
Paso 8: Procesamiento automático
Cuando se abre el programa:
- El husillo gira con el material a una velocidad de entre 500 y 3000 revoluciones por minuto.
- La torreta cambiará automáticamente entre las diferentes herramientas de corte.
- La cuchilla circular exterior corta primero la forma general, la cuchilla ranuradora corta la ranura y la cuchilla roscadora realiza la rosca con el diseño del tornillo.
- El fluido de corte se rocía en tiempo real para enfriar, y las limaduras de hierro ruedan y caen como resortes.
- Solo se necesitan 10 minutos para transformar una varilla de hierro en un eje roscado de precisión.
Paso 9: Medición del tamaño: solo los productos que cumplan con los requisitos pueden enviarse desde la fábrica.
- Calibrador Vernier: mide dimensiones planas como el diámetro exterior y la longitud.
- Calibre de rosca: Compruebe si el patrón de los tornillos se ajusta al estándar.
- Medidor de rugosidad: descubre si la superficie es lisa como un espejo.
- Es necesario medir las características críticas utilizando una máquina de medición por coordenadas (MMC), y en caso de un error que supere 1/10 del diámetro del cabello (aprox. 0,005 mm), es obligatorio volver a trabajar en la pieza.
¿Cómo distinguir entre torneado y fresado CNC?
El torneado y el fresado CNC son los dos procesos más utilizados en el mecanizado CNC, y sus principales diferencias radican en la estructura del equipo, el movimiento de la herramienta y los escenarios de aplicación. Compárelos desde 5 dimensiones clave:
1. Diferencias en la estructura de las herramientas
- Herramienta de torneado: Utilice una herramienta de un solo filo (similar a la cuchilla de un lápiz), con una sola punta en contacto con el material a la vez.
- Herramienta de fresado: Se utilizan herramientas de múltiples filos (como brocas y fresas), con múltiples filos de corte distribuidos alrededor del cabezal de la herramienta, que pueden participar en el mecanizado simultáneamente.
- Ejemplo:
Nuestra fábrica siempre utiliza la misma punta de herramienta para mecanizar ejes de acero inoxidable durante el torneado. Al mecanizar carcasas de teléfonos móviles con una fresadora, una fresa de cuatro filos puede cortar simultáneamente con cuatro cuchillas, lo que supone una mejora significativa en la eficiencia.
2. Comparación de las estructuras de los equipos
El centro de torneado CNC puede considerarse un equipo de transición, más inteligente que los tornos, pero aún con funcionalidades inferiores a las de un centro de torneado y fresado CNC (que integra capacidades de fresado de cinco ejes y admite el mecanizado de superficies complejas):
| Elementos de comparación | torno CNC | Fresadora CNC |
| Movimiento del husillo | Gire la pieza de trabajo sujeta. | Rotación de la herramienta de accionamiento. |
| Número de ejes de procesamiento | Generalmente de 2 ejes (eje X/Z). | Los modelos de gama alta, que parten de 3 ejes, pueden llegar a tener 5 ejes. |
| Costo típico | El modelo básico cuesta aproximadamente entre 150.000 y 300.000 dólares. | Pago básico de aproximadamente 250.000 a 500.000 dólares estadounidenses. |
3. Adecuado para el procesamiento de formas
- Habilidad para el torneado: Rotación de piezas simétricas, como piezas cilíndricas y cónicas, tales como tornillos, manguitos de cojinetes y juntas de tuberías de agua.
- Experto en fresado de estructuras asimétricas, como superficies planas, ranuras y superficies curvas, tales como cavidades de moldes, superficies de dientes de engranajes y carcasas de dispositivos electrónicos.
4. Modo de movimiento de corte
- Proceso de torneado: La pieza de trabajo gira, la herramienta se mueve en línea recta y el proceso de corte es continuo e ininterrumpido.
- Proceso de fresado: La herramienta gira y se mueve, la pieza de trabajo permanece fija y la cuchilla corta periódicamente el material, entrando y saliendo de él.
- Descripción del proceso: Al girar, la barra de material rota como un pincho moruno, y la cuchilla avanza a velocidad constante como si se pelara una manzana. Durante el fresado, la herramienta rota y se mueve como una broca eléctrica, creando formas en el material.
5. Diferencias en la morfología de los chips
- Virutas de torneado: Dependiendo del material, se pueden generar tiras largas continuas (como el aluminio procesado), piezas fragmentadas (como el hierro fundido) o virutas rotas (como la aleación de titanio).
- Virutas de fresado: Siempre presentes en forma de fragmentos cortos, y debido al corte y mecanizado continuo de la herramienta, los residuos se proyectan intermitentemente.
- Impacto en la producción: Las virutas largas del torneado tienden a enredarse y deben limpiarse con prontitud. Las virutas del fresado se transportan más fácilmente mediante la cinta transportadora, pero generan más polvo metálico.
Por favor, informe a JS Precision sobre la forma y el material aproximados de su pieza, y le recomendaremos el proceso de torneado y fresado CNC más adecuado para ahorrarle tiempo de evaluación.
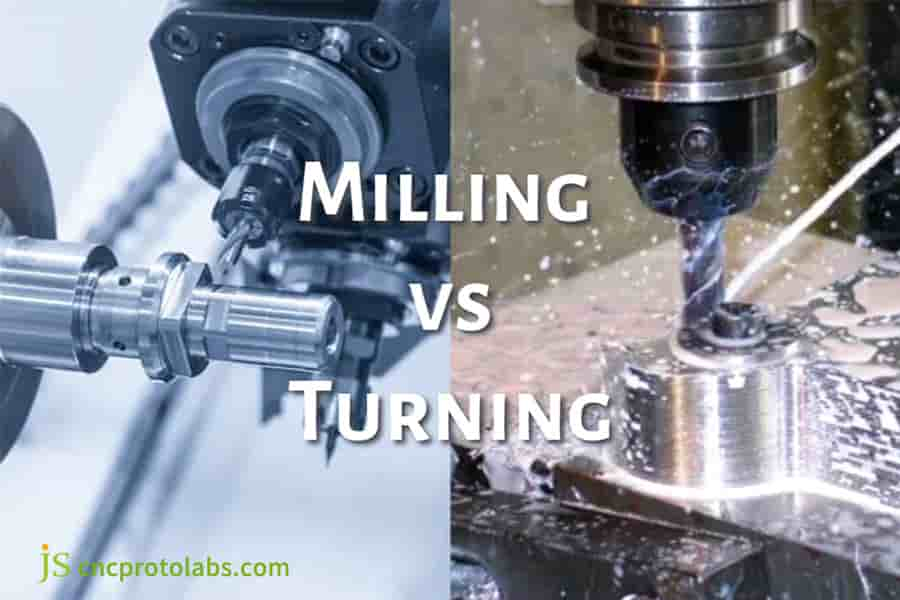
Figura 3: Diagrama comparativo de torneado y fresado CNC. La fresa de la izquierda procesa una pieza fija, mientras que la herramienta de torneado de la derecha mecaniza la cara frontal de una pieza giratoria.
Torno CNC y centro de torneado CNC: ¿cuáles son las diferencias?
Los tornos CNC y los centros de torneado parecen "gemelos" y realizan tareas similares, pero la diferencia en sus capacidades reales es considerable. En pocas palabras, un centro de torneado equivale a una versión mejorada de un torno. A continuación, se presentan las principales diferencias entre ambos desde una perspectiva práctica para ayudarle a decidir rápidamente cuál elegir:
1. Alcance funcional
Los tornos CNC se utilizan principalmente para el mecanizado básico por torneado, como el torneado de círculos exteriores, el corte de ranuras y el roscado, y son adecuados para el mecanizado de piezas giratorias sencillas, como manguitos de ejes y pernos.
En función de las funciones de torneado, el centro de torneado tiene Incorpora capacidades adicionales como fresado, taladrado y roscado , lo que equivale a una combinación de torno y fresadora pequeña. Por ejemplo, al mecanizar piezas con orificios laterales o chaveteros, el centro de torneado CNC no requiere sujeción secundaria y puede completar todos los procesos de una sola vez, lo que se traduce en mayor precisión y eficiencia.
2. Existen tres diferencias fundamentales en la configuración estructural:
El centro de torneado y corte está completamente cerrado, con un transportador automático de virutas y un sistema de recuperación de calor. Las virutas de hierro se vierten directamente en la caja de recogida, sin que el operario las manipule. El torno es de estructura abierta , con las virutas apiladas junto a la máquina. Debe apagarse y limpiarse con una pala cada 1-2 horas de funcionamiento.
La bancada del torno está inclinada entre 30° y 45°, y las virutas de hierro se descargan automáticamente en el tanque de recogida, y se pueden funcionar continuamente durante 8 horas Sin obstrucciones. El torno tiene una bancada plana, y las virutas de hierro obstruirán el espacio del riel guía. Si no se limpia, se producirán fallos en el mecanizado.
El centro de torneado gira a 5000-8000 rpm (máximo 15 000 rpm) y corta las barras de aluminio en 1 minuto. El torno gira a 1000-3000 rpm, lo cual es suficiente para mecanizar las piezas de acero, pero tardará entre 3 y 5 minutos en cortar la misma barra de aluminio.
En resumen, el centro de torneado es adecuado para la producción en masa de componentes pequeños de manera eficiente, y el torno general es adecuado para la reparación o el procesamiento de componentes pesados.
3. Precisión y complejidad del procesamiento
La precisión de mecanizado del torno es generalmente de ±0,01 mm, y el centro de torneado puede alcanzar ±0,002 mm mediante un sistema de control de circuito cerrado.
La mayoría de los tornos tienen 2 ejes (ejes X/Z), y los centros de torneado vienen equipados de serie con 3 ejes ( incluyendo la rotación del eje C ). Algunos modelos admiten los ejes Y y B, lo que permite el mecanizado en 5 ejes y puede trabajar con estructuras complejas como agujeros excéntricos y superficies curvas.
La programación de tornos se realiza principalmente mediante código G manual; los centros de torneado suelen utilizar software CAM para generar automáticamente programas de torneado CNC compuestos de múltiples procesos.
4. Inversión en costos y estrategia de selección
Costo de adquisición de equipos:
El precio de un torno CNC básico ronda los 150.000-500.000 yuanes (equivalente al precio de un coche familiar), mientras que el precio inicial de un centro de torneado básico es de 400.000 dólares, y el modelo de gama alta supera el millón de dólares.
Coste de uso y mantenimiento:
El coste de mantenimiento del sistema hidráulico y del almacén de herramientas del centro de torneado es relativamente alto (por ejemplo, la tarifa de servicio única para el posicionamiento y la calibración de la torreta es de unos 4.000 dólares), pero la producción automatizada puede reducir la demanda de mano de obra en un 70%: el trabajo que originalmente requería que 3 técnicos trabajaran por turnos ahora puede ser supervisado por una sola persona.
Escenarios de aplicación típicos:
- Escenarios óptimos para tornos: Adecuados para piezas sencillas con una producción mensual inferior a 500 unidades, como núcleos de ejes de bisagras de puertas y ventanas y rodillos de plástico para impresoras. Estos productos tienen una estructura simple y márgenes de beneficio limitados.
- Escenarios ventajosos de los centros de torneado: Producción en masa de más de 2000 piezas al mes de componentes complejos, como juntas metálicas para stents cardíacos y carcasas de motores para drones. Tomando como ejemplo la carcasa de la turbina de un automóvil, el centro de torneado puede realizar simultáneamente el mecanizado de roscas internas y externas, aletas de refrigeración y orificios de montaje de sensores.
La sugerencia de JS Precision es:
- Para presupuestos reducidos y requisitos de procesamiento sencillos, los tornos resultan más rentables.
- Si los componentes son de proceso múltiple, tienen formas especiales o se producen de forma continua durante 24 horas, se utilizan centros de torneado CNC.
- En la fase inicial, se puede alquilar un centro de torneado para realizar una producción de prueba y, una vez determinado lo que se necesita, comprarlo.
¿Qué tipos de operaciones existen en el torneado CNC?
1. Girando
Esta es la operación básica del torneado CNC, que se utiliza principalmente para mecanizar la superficie exterior de las piezas. Durante la operación, la herramienta se mueve hacia adelante y hacia atrás a lo largo de la pieza giratoria, y se obtienen diferentes formas ajustando la profundidad de corte.
Por ejemplo, al fabricar un cilindro, la herramienta se mueve en línea recta (corte en línea recta), y al fabricar una pieza cónica, la herramienta se inclina (corte cónico). En resumen, es como afilar un lápiz, solo que se utilizan herramientas metálicas para cortar materiales metálicos.
2. Enfrentando
El torneado frontal se utiliza para mecanizar un plano perpendicular al eje de rotación de la pieza, garantizando así la planitud de la cara frontal. La herramienta se alimenta horizontalmente desde la circunferencia exterior hacia el centro, lo que permite eliminar rápidamente el material sobrante (profundidad de corte en el mecanizado basto: 2-5 mm) o realizar un acabado fino (profundidad de corte en el mecanizado de acabado: 0,1-0,3 mm). Se utiliza ampliamente para el mecanizado de caras frontales de engranajes y superficies de sellado.
3. Giro recto
Utilice fresas de hoja ancha para reducir gradualmente el diámetro de la pieza hasta alcanzar el tamaño final en una sola pasada de 3 a 8 mm como máximo, con un margen de desbaste de 0,2 a 0,5 mm . Adecuadas para la producción en serie de piezas estándar como anillos de cojinete y casquillos en bruto.
4. Torneado cónico
Se utiliza para dar forma a componentes inclinados , como componentes cónicos. Al modificar el ángulo de la trayectoria de la herramienta de corte o mediante el uso de fijaciones auxiliares, se puede crear un diámetro creciente en la superficie de la pieza. Sus aplicaciones comunes incluyen orificios cónicos en husillos de máquinas herramienta, vástagos cónicos para herrajes de herramientas y otras piezas de torneado CNC donde se requiere un ajuste preciso.
5. Enhebrado
Utilice cuchillas triangulares o barras de herramientas elásticas para cortar roscas internas y externas, con una velocidad de husillo de entre 200 y 800 rpm. El error de paso de las roscas externas debe ser ≤0,02 mm, y en las internas se debe evitar la vibración. Es un método común en la fabricación de roscas para pernos y tuberías.
6. Ranurado
Utilice una fresa de ranurado de 2 a 6 mm de ancho para realizar cortes radiales en la pieza. Las ranuras estrechas se forman de una sola vez , mientras que las anchas se cortan en lotes. Se utiliza para procesar ranuras de corte posterior y ranuras de sellado. Los tipos de ranura especiales (como las ranuras en T) requieren herramientas de conformado personalizadas. La velocidad de avance debe controlarse durante el corte para evitar el astillado.
7. Despedida
Utilice una fresa de tronzado de 2 a 5 mm de ancho para separar el producto terminado de la barra. La herramienta debe estar centrada con precisión (desviación ≤0,02 mm) y la velocidad de avance debe ser de 0,05 a 0,15 mm/rev. Se generan rebabas fácilmente en la superficie de corte, por lo que es necesario desbarbarla posteriormente.
8. Perforación
Aunque se utilizan principalmente taladradoras, los tornos CNC también pueden taladrar directamente. Mediante el contrapunto o la torreta motorizada, se pueden taladrar agujeros en el centro de la pieza giratoria . Los modelos avanzados también pueden procesar agujeros excéntricos u oblicuos. Por ejemplo, al mecanizar una pieza en bruto de engranaje con un agujero central, el círculo exterior y el taladrado se pueden completar en una sola operación.
9. Moleteado
Utilice un rodillo dentado para crear patrones antideslizantes en la superficie de una pieza. Este proceso no altera el tamaño de la pieza y se utiliza principalmente para aumentar la fricción de agarre o con fines decorativos. Los patrones de cuadrícula en la superficie de los mangos de llaves y perillas de instrumentos que vemos a diario se elaboran de esta manera.
Envíe inmediatamente los planos de sus piezas torneadas por CNC y JS Precision le proporcionará un análisis gratuito de la viabilidad de fabricación, incluidas sugerencias para la optimización del proceso, que le ayudarán a reducir costes y aumentar la eficiencia.
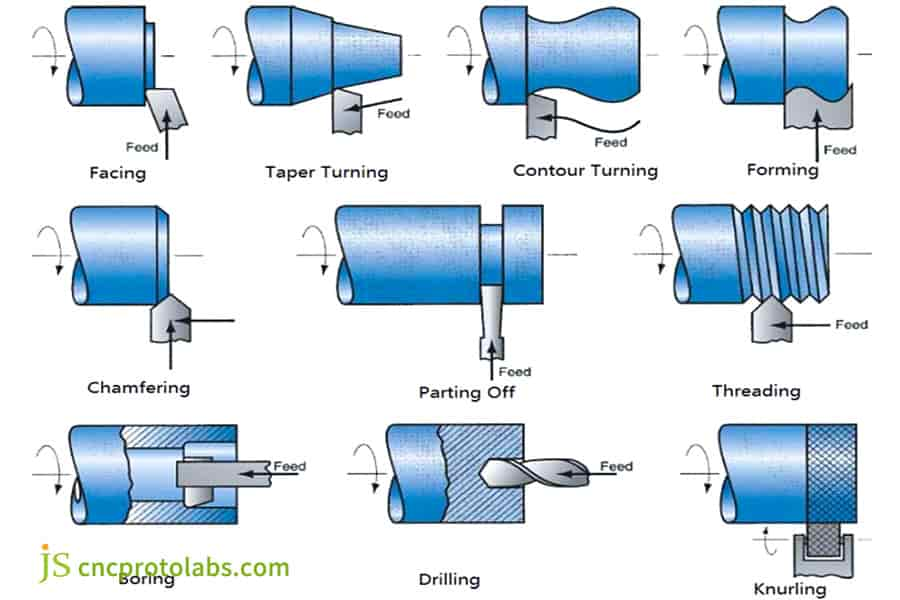
Figura 4: Diagrama esquemático del proceso de torneado CNC.
¿Cómo utilizar los diferentes tipos de tornos para el torneado CNC?
1. Centro de giro horizontal
- Características estructurales: Cuerpo completamente cerrado, husillo dispuesto horizontalmente, herramienta ubicada sobre la pieza de trabajo giratoria, equipado con sistema automático de eliminación de virutas .
- Funciones principales: Torneado, fresado y taladrado integrados, y soporte para el mecanizado lateral de herramientas eléctricas.
- Ventajas del procesamiento: Las virutas caen naturalmente al tanque de recolección debido a la gravedad, lo que aumenta Mejora la eficiencia de limpieza en un 50 %. Adecuado para piezas complejas de tamaño pequeño y mediano (como cuerpos de válvulas hidráulicas), permite realizar múltiples procesos con una sola sujeción. Parámetros típicos: velocidad del husillo de 3000 a 8000 rpm, precisión de mecanizado de ±0,005 mm.
2. Centro de torneado vertical
- Diseño estructural: El mandril se coloca plano sobre el suelo y la torreta se alimenta lateralmente. Puede invertirse (con el husillo en la parte inferior y el mandril en la parte superior).
- Escenarios de aplicación: Procesamiento de piezas grandes con un diámetro superior a 500 mm (como anillos de cojinetes de turbinas eólicas). Piezas de alta resistencia (con un peso individual de hasta 10 toneladas).
- Características técnicas: La baja velocidad (normalmente de 200 a 800 rpm) garantiza la estabilidad del mecanizado. El diseño invertido reduce la acumulación de virutas, lo que lo hace adecuado para la producción a gran escala de piezas de aluminio.
3. Torno CNC horizontal
- Funciones básicas: Torneado estándar (círculo exterior/cara frontal/rosca), mandrinado.
- Características del equipo: Estructura abierta o semiabierta, amplio espacio de trabajo. Torreta estándar de 4 a 8 estaciones de trabajo, compatible con cambio de herramientas manual/automático .
- Áreas de aplicación: Producción pequeña y mediana (producción mensual de 100 a 2000 piezas). Procesamiento de manguitos y ejes (como cigüeñales de motor y cilindros hidráulicos). Ventaja en costos: los modelos básicos tienen un precio de entre $150 000 y $300 000 , con bajos costos de mantenimiento.
4. Torno CNC vertical
- Característica principal: La pieza de trabajo se sujeta verticalmente y el husillo gira desde la parte inferior.
- Ventajas principales: Reducción del 40 % en el espacio ocupado en comparación con el sistema horizontal. Adecuado para piezas cortas y gruesas (como piezas en bruto para engranajes, bridas grandes).
- Restricciones de procesamiento: La altura de la pieza suele ser inferior a 800 mm (limitada por la carrera de la columna). No es adecuado para procesar ejes delgados (propenso a doblarse y deformarse). Aplicación industrial: Columnas guía para el procesamiento en la industria de moldes y grandes piezas giratorias de maquinaria de ingeniería.
Tabla comparativa de selección
| Tipo | Adecuado para piezas | Diámetro máximo de mecanizado | Rango de precios típico |
| centro de giro horizontal | Componentes pequeños y medianos complejos con múltiples funciones. | Φ300 mm | De 800.000 a 2 millones |
| centro de giro vertical | Piezas giratorias grandes/pesadas. | Φ2000 mm | 1,5-5 millones |
| Torno CNC horizontal | Componentes convencionales de eje/manguito. | Φ500 mm | De 150.000 a 500.000 |
| Torno CNC vertical | Piezas cortas y gruesas/de gran diámetro. | Φ1200 mm | De 300.000 a 1 millón |
Llame a la línea directa de JS Precision e indíquenos el tamaño de sus piezas y el volumen de producción. Le recomendaremos de inmediato el modelo de centro de torneado CNC más adecuado y le proporcionaremos un presupuesto.
Caso práctico: Cómo JS Precision resuelve el problema del torneado de tubos de precisión para dispositivos médicos.
Industria y parte objetivo
Una empresa del sector de dispositivos médicos fabrica una cánula de precisión de acero inoxidable para cirugía mínimamente invasiva. Esta pieza es un cuerpo giratorio típico con una elevada relación longitud-diámetro y requiere un acabado pulido a espejo en su pared interior.
Necesidades básicas del cliente y desafíos iniciales
Existen dos problemas principales: primero, el costo unitario del proveedor actual asciende a 25 dólares. Segundo, el ciclo de entrega de seis semanas retrasa considerablemente el progreso de los ensayos clínicos de nuevos productos. Necesitan urgentemente un socio de fabricación que pueda abordar simultáneamente los costos, la precisión y la rapidez de entrega .
Solución de torneado personalizada de JS Precision
Nuestras capacidades de torneado de precisión nos ayudaron a proporcionar una solución con el objetivo de:
Proceso de torneado de precisión: Utilizado en un centro de torneado CNC horizontal, la altísima velocidad de 3000-8000 rpm y la estabilidad son idóneas para piezas de eje tan delgadas, lo que garantiza que la rectitud y la redondez de las piezas mecanizadas cumplan con los requisitos.
Tecnología de mecanizado de agujeros internos: Las herramientas no estándar rectificadas con precisión (algunas con parámetros de corte específicos, por ejemplo, la velocidad de avance F200) y el refrigerante a alta presión permiten mecanizar la pared interna con un acabado de espejo en una sola operación, sin necesidad de pulido secundario.
Mecanizado de roscas: En el extremo del manguito se mecanizan roscas de precisión, realizando el torneado de la rosca con exactitud, de acuerdo con la descripción que figura en el texto, para garantizar una conexión fiable.
Resultados finales y creación de valor
Los resultados superaron con creces las expectativas del cliente: el costo unitario se redujo a US$17, un 35% menos, mientras que el plazo de entrega se acortó significativamente a 12 días hábiles . Y lo que es aún más importante, la tasa de éxito en el primer intento superó el 99,5%, lo que permitió que el producto del cliente avanzara a la fase clínica dos semanas antes de lo previsto y aprovechara una valiosa oportunidad de mercado.
¿Desea lograr un avance similar para sus componentes médicos? Suba los planos de inmediato y experimente nuestro eficiente servicio de torneado CNC . Su primera muestra podrá disfrutar de descuentos exclusivos.

Figura 5: Mecanizado CNC de una manga quirúrgica de acero inoxidable.
Preguntas frecuentes
1. ¿Cuáles son los tipos de direcciones de movimiento de mecanizado para tornos?
Las principales direcciones de movimiento de los tornos CNC son el eje X (radial), el eje Z (axial), y los modelos avanzados pueden ampliar el movimiento al eje Y (vertical) y al eje C.
2. ¿Cuáles son las ventajas del torneado CNC?
El torneado CNC ofrece alta precisión, gran eficiencia y permite procesar piezas giratorias complejas. Además, admite una amplia gama de materiales (metal/plástico), es ideal para la producción en masa, cuenta con un alto grado de automatización y genera un mínimo de residuos.
3. ¿Cuál es la función de un torno CNC?
Los tornos CNC procesan automáticamente piezas simétricas giratorias (como ejes y discos) mediante el control de un programa de torneado CNC, logrando procesos de torneado, ranurado, roscado y otros de alta precisión, adecuados para la producción en masa de piezas de metal/plástico.
4. ¿Qué materiales se utilizan habitualmente en el torneado CNC?
El torneado CNC suele utilizar materiales metálicos como aluminio, acero, acero inoxidable, latón, así como materiales especiales como nailon, plásticos de ingeniería PEEK, aleaciones de titanio, etc., para satisfacer diversas necesidades de procesamiento.
5. ¿Cuál es el grado de precisión del torneado CNC?
El torneado CNC ofrece una precisión ultra alta, alcanzando ±0,005 mm en condiciones normales. Es especialmente adecuado para ejes y manguitos de alta precisión. Garantizamos la estabilidad y la consistencia de los resultados del mecanizado mediante un sistema de control de circuito cerrado y rigurosos procesos de inspección de calidad.
6. ¿Cómo puedo obtener un presupuesto? ¿Qué documentos se requieren?
Solo necesita cargar los archivos de dibujo 3D en formatos comunes como STEP o IGES. Nuestro sistema de cotización inteligente analizará automáticamente los requisitos de su proceso de torneado CNC y generará una cotización detallada, clara y transparente en 30 segundos.
7. ¿Se pueden formar estructuras complejas en una sola operación?
Por supuesto, nuestro centro de torneado y fresado CNC integra todos los procesos de torneado, fresado y taladrado CNC en uno solo, lo que permite sujetar y dar forma a piezas complejas una sola vez, reduciendo eficazmente los errores de posicionamiento causados por la sujeción secundaria.
8. ¿Cuáles son los requisitos especiales para el mecanizado de aleaciones de titanio?
El procesamiento de aleaciones de titanio requiere el uso de herramientas y fluidos de corte especiales. Además, es necesario controlar rigurosamente la velocidad de rotación y el avance para evitar el sobrecalentamiento del material. Contamos con amplia experiencia en el mecanizado de materiales de difícil procesamiento y podemos lograr torneados de alta calidad.
Resumen
La tecnología de torneado por control numérico ha transformado por completo el mecanizado tradicional mediante el control digital y se ha convertido en un pilar fundamental de la industria manufacturera. Tanto para pequeños talleres como para grandes empresas de producción, dominar esta tecnología permite mejorar significativamente la eficiencia y, al mismo tiempo, garantizar la calidad, lo que ayuda a las empresas a obtener una ventaja competitiva en el mercado.
¿Por qué elegir nuestro servicio de torneado CNC?
Tras comprender las características del proceso de torneado CNC, es posible que necesite un socio fiable. JS cuenta con tornos inteligentes de última generación y sistemas de procesamiento desarrollados internamente, ofreciendo los mejores servicios de torneado CNC que le ayudarán a lograr:
- Procesamiento de estructuras complejas: Puede procesar desde un microeje con un diámetro de 0,5 mm hasta un rodillo de alta resistencia con una longitud de 1 metro.
- Diversidad de materiales: Admite más de 50 tipos de materiales, incluyendo aleación de aluminio, aleación de titanio, plásticos de ingeniería PEEK, etc.
- Garantía de precisión: La tolerancia de las dimensiones clave se puede controlar dentro de ± 0,005 mm (equivalente a 1/5 del diámetro de los glóbulos rojos).
JS Precision completa los tres pasos del procesamiento personalizado:
1. Sube tus dibujos 3D (compatibles con formatos comunes como STEP/IGES).
2. El sistema inteligente analiza instantáneamente la ruta del proceso y genera una lista de precios en 30 segundos.
3. Tras confirmar el pedido, la producción puede comenzar en un plazo mínimo de 8 horas (para pedidos de lotes pequeños de 50 unidades o más).

Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. JS Precision Services no ofrece garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de JS Precision. Es responsabilidad del comprador solicitar una cotización de piezas e identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de precisión de JS
JS Precision es una empresa líder en el sector , especializada en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes, y nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija JS Precision : eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

