

La tecnología de impresión 3D está transformando la lógica de la producción con la fabricación digital. Desde el prototipado rápido de engranajes industriales y esqueletos personalizados para uso médico hasta componentes ligeros para motores de competición, continúa ampliando los límites de la fabricación.
Como nexo entre el diseño y la producción, los modelos impresos en 3D se han convertido en herramientas eficaces para validar la creatividad. JS ofrece servicios profesionales de impresión 3D que abarcan los procesos de FDM, SLA, SLS e impresión en metal, apoyando desde el desarrollo de prototipos hasta la producción en lotes pequeños, y facilitando el éxito de las innovaciones.
¿Por qué confiar en esta guía? Los genes profesionales de JS en la impresión 3D
En el campo de la impresión 3D, JS cuenta con más de 10 años de experiencia práctica y ha ejecutado con éxito más de 5000 proyectos en las industrias aeroespacial, médica y automotriz. Nuestro equipo está compuesto por expertos en ciencia de materiales e ingeniería mecánica, con certificación ISO 9001 y múltiples patentes de tecnología de impresión.
Por ejemplo, hemos mejorado la precisión de los modelos médicos a ± 0,01 mm para los clientes optimizando los parámetros de impresión por inyección de tinta, al tiempo que redujimos el coste de los servicios de impresión 3D en un 20%.
Este profundo conocimiento profesional y nuestra acreditada experiencia garantizan que cada sugerencia de esta guía se haya validado mediante la práctica. No solo ofrecemos servicios estandarizados para imprentas, sino que también personalizamos soluciones de modelos de impresión 3D para ayudar a nuestros clientes a lograr una innovación eficiente en sus servicios de impresión 3D.
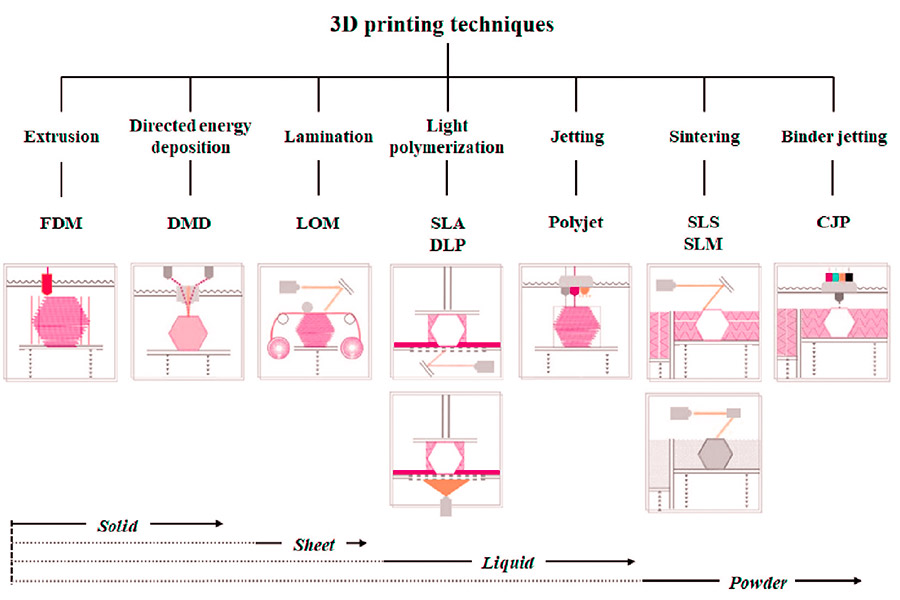
¿Cuáles son los tipos de tecnologías de impresión 3D?
1. Modelado por deposición fundida (FDM)
- Principio: Moldeo por deposición fundida, mediante calentamiento de fibra plástica, extrusión capa por capa.
- Características: Bajo costo, adecuado para creación rápida de prototipos , el eficiente proceso de producción de JS puede optimizar su velocidad.
- Aplicación: Adecuado para la creación económica de prototipos en servicios de impresión.
2. Estereolitografía (SLA)
- Principio: Tecnología de curado UV, la resina líquida se forma mediante curado UV.
- Características: Alta precisión (±0,05 mm), superficie lisa, adecuado para estructuras complejas, cumple con los requisitos de fabricación de precisión JS.
- Aplicación: Se utiliza comúnmente para proyectos de alto nivel de detalle en modelos de impresión 3D.
3. Sinterización selectiva por láser (SLS)
- Cómo funciona: El polvo de nailon sinterizado con láser no requiere estructura de soporte.
- Características: Alta resistencia, adecuado para piezas funcionales, la compatibilidad de materiales compuestos/metálicos de JS puede ampliar su rango de aplicación.
- Aplicación: Es una opción ideal para la producción en masa de componentes funcionales en talleres de impresión.
4. Fusión de chorro múltiple (MJF)
- Cómo funciona: Fusión de lecho de polvo de inyección de tinta, solidificando el polvo de nailon capa por capa mediante fusión y calentamiento infrarrojo.
- Características: Alta velocidad (3 veces más rápido que SLS), alto nivel de detalle (±0,08 mm), soporte para producción en masa de componentes funcionales y capacidad de adaptación a JS para una rápida producción y optimización de costos.
- Aplicación: Lograr una entrega rápida a través de servicios de impresión 3D.
5. Fusión selectiva por láser (SLM)
- Cómo funciona: Fusión de polvo metálico por láser para fabricación de alta gama.
- Características: Alta precisión (±0,02 mm), resistencia a altas temperaturas, la tecnología de mecanizado de precisión de JS puede mejorar aún más la calidad del producto.
- Aplicación: Se utiliza en impresión 3D para los campos aeroespacial y médico.
Comparación de tecnologías de impresión 3D
| Tipo de técnica | Velocidad | Costo | Tipo de material | Capacidad de procesamiento de complejidad | Ventajas asociadas de la empresa JS |
| FDM | Medio | Bajo | Plásticos como PLA y ABS. | ★★★☆ | Optimización eficiente de la velocidad del proceso de producción. |
| Acuerdo de nivel de servicio | Rápido (DLP) | Centro | Resina fotosensible. | ★★★★☆ | Coincidencia de alta precisión con estándar JS ±0,005 mm. |
| SLS | Medio | Centro | Nailon, TPU y otros polvos. | ★★★★☆ | Apoyando la expansión de aplicaciones de metal/compuestos. |
| MJF | Extremadamente rápido | Medio-alto | Nailon (PA12/PA11). | ★★★★★ | Mejora de la eficiencia de la producción por lotes para una entrega rápida. |
| SLM | Lento | Alto | Polvo metálico (titanio, acero inoxidable). | ★★★★★ | La tecnología de mecanizado de precisión garantiza una alta complejidad de las piezas. |
- Se puede lograr una entrega rápida en 1-2 semanas utilizando la tecnología MJF, que mejora la eficiencia de producción hasta 3 veces en comparación con el SLS convencional.
- La combinación de la capacidad de mecanizado de precisión de ±0,005 mm de MJF, SLA y JS garantiza que los componentes cumplan con estándares estrictos en los campos aeroespacial, médico y otros.
- La tecnología MJF reduce el desperdicio de material mediante la sinterización por lotes, lo que, combinado con la optimización del proceso de JS, reduce los costos del cliente en un promedio del 20%.
¿Cuál es el efecto del espesor de la capa de impresión FDM en la resistencia?
Relación entre el espesor de la capa y la resistencia mecánica
1. Cuanto más gruesa sea la capa, más débil será la adhesión entre capas.
- En la impresión FDM, cada capa de plástico fundido debe estar completamente adherida a la anterior. Si la capa es gruesa (p. ej., 0,3 mm o más), el área de contacto entre capas disminuye, lo que puede provocar una disminución de la adhesión, especialmente cuando la dirección de la fuerza es paralela al patrón de la capa (p. ej., en ensayos de tracción).
- Sugerencia de optimización: la empresa JS utiliza de forma predeterminada un espesor de capa fina de 0,1 a 0,2 mm en el servicio de impresión para componentes que soportan grandes cargas y mejora la resistencia general al aumentar el área de contacto entre las capas.
2. Cuanto más gruesa sea la capa, más densa será la estructura.
- Un espesor de capa menor, por ejemplo, de 0,05 mm, reduce la separación entre capas, lo que hace que la superficie sea más lisa y la estructura interna más uniforme. Esta densidad ayuda a dispersar la tensión y a evitar debilidades locales, aumentando así la resistencia al impacto.
- Caso JS: Durante el servicio de impresión de piezas aeroespaciales, JS controla el espesor de la capa de impresión a nivel micrométrico para garantizar que los componentes cumplan con los estándares de resistencia aeroespacial.
Efecto del espesor de la capa en la dirección de impresión
- La resistencia de las piezas FDM es anisotrópica, es decir, suele ser mayor en la dirección de impresión (eje Z) que en la dirección vertical (eje XY). Si la dirección de carga es perpendicular a la capa, la impresión en capas finas reduce el riesgo de estratificación, mientras que las capas gruesas pueden romperse debido a uniones débiles entre ellas.
- Solución: El equipo de ingeniería profesional de JS recomendará la combinación más óptima de dirección de impresión y espesor para maximizar la resistencia estructural según los requisitos de diseño del producto.
Equilibrio entre el espesor de la capa y las propiedades del material
1. Las capas gruesas ahorran material pero sacrifican resistencia.
- Las capas gruesas se imprimen rápidamente y consumen menos consumibles, lo que las hace ideales para el prototipado rápido. Sin embargo, pueden perder resistencia debido a defectos entre capas. Por ejemplo, al imprimir plástico ABS con un espesor de capa de 0,3 mm, la resistencia a la tracción puede ser entre un 15 % y un 20 % menor que con una capa de 0,1 mm.
- Optimización de costos: el servicio de impresión de JS utiliza algoritmos inteligentes para recomendar automáticamente la solución de espesor de capa más económica al tiempo que garantiza la resistencia, ahorrando a los clientes más del 30% en costos de material.
2. Las capas finas añaden resistencia pero tardan más en imprimirse.
- La impresión en capa fina puede mejorar la resistencia, pero el tiempo de impresión se incrementa significativamente. Por ejemplo, una capa de 0,05 mm requiere seis veces la longitud de una capa de 0,3 mm.
- Tiempo de servicio de impresión garantizado: JS utiliza un clúster de impresoras industriales de múltiples boquillas , por lo que incluso si opta por capas ultrafinas, puede enviar dentro de las 1 a 2 semanas prometidas.
Selección del espesor de capa en aplicaciones reales
1. Piezas funcionales vs. piezas de exhibición
- Piezas funcionales (como mangos de herramientas, piezas mecánicas): se recomienda un espesor de capa de 0,1 a 0,2 mm, teniendo en cuenta tanto la resistencia como la eficiencia.
- Piezas de exhibición (como modelos de apariencia): se puede seleccionar un espesor de capa de 0,3 mm para reducir costos y acelerar la entrega.
- Servicio personalizado: JS ofrece consulta técnica gratuita y ajusta dinámicamente los parámetros de espesor de capa según las necesidades del cliente.
2. Adaptación de las propiedades del material
- PLA/ABS: el espesor de capa convencional es de 0,1 a 0,3 mm y las capas delgadas pueden mejorar el rendimiento del detalle.
- Materiales de nailon/compuestos: se recomienda un espesor de capa de 0,05 a 0,15 mm para mejorar la tenacidad.
- Biblioteca de materiales del servicio de impresión : la biblioteca de materiales del servicio de impresión de JS admite más de 50 tipos de materiales, y cada material ha sido probado en cuanto a espesor de capa para garantizar un rendimiento de resistencia óptimo.

¿Qué parámetros determinan la resolución de impresión SLA?
Parámetros principales que afectan la resolución de impresión SLA
1. Tipo de fuente de luz y tamaño de las motas
- Fuente de luz láser: el diámetro del punto es generalmente de 10 a 100 micrones, adecuado para joyería, odontología y otras impresiones 3D de alta precisión. modelos.
- Fuente de luz DLP: se proyecta una mota de luz a través de un proyector digital y el tamaño del píxel determina la resolución (por ejemplo, 50-100 micrones para proyección 2K/4K).
- Impacto: Cuanto menor sea el tamaño de la mota, mejores serán los detalles del eje X/Y, pero el tiempo de impresión puede aumentar.
2. Velocidad de escaneo y tiempo de exposición
- Cuanto más lenta sea la velocidad de escaneo, mayor será la energía de exposición por unidad de área y más profunda será la curación; si el escaneo es demasiado rápido, la curación puede ser incompleta.
- Dirección de optimización: ajuste dinámico de la velocidad de escaneo (por ejemplo, reducción de la velocidad de escaneo de detalles) en función de la complejidad del modelo.
3. Espesor de la capa (resolución del eje Z)
- El rango de espesor de capa varía de 25 a 100 micras. Cuanto más fino sea el espesor de capa , más nítidos serán los detalles del eje Z, pero el tiempo de impresión aumenta linealmente.
- Por ejemplo, 50 micras para prototipado rápido y 25 micras para piezas de precisión.
4. Propiedades de la resina
- Viscosidad: Las resinas de baja viscosidad tienen buena fluidez, son fáciles de rellenar estructuras pequeñas, pero la velocidad de curado debe ser equilibrada.
- Fotosensibilidad: Las resinas de alta fotosensibilidad son sensibles a la luz y pueden solidificarse a baja energía, lo que reduce el riesgo de deformación térmica.
5. Complejidad de la geometría del modelo
- Las estructuras salientes y los agujeros requieren soporte adicional o ajustes de estrategia en capas, lo que puede ir en detrimento de la resolución local.
- Método de optimización: La estructura de soporte adaptativa se genera mediante un software de segmentación de modelos.
Al seleccionar correctamente las combinaciones de parámetros, los modelos de impresión 3D pueden lograr una fabricación precisa, desde la validación del concepto hasta los prototipos funcionales. El servicio de impresión 3D de JS ofrece soporte para la optimización de parámetros para ayudar a los clientes a lograr una resolución óptima en sus talleres de impresión.
Tabla de comparación de parámetros y sugerencias de optimización
| Parámetros | Impacto en la resolución | Dirección de optimización | Valor típico |
| Tipo de fuente de luz | Láser > DLP (el láser tiene mayor precisión con la misma resolución). | Elija láser para modelos de precisión y DLP para producción en masa. | Láser: 50 μm / DLP: 100 μm |
| Tamaño del punto | Cuanto más pequeña sea la mancha, más claros serán los detalles. | Utilice cabezales láser de alta precisión o proyección DLP 4K. | 50μm (láser) |
| Velocidad de escaneo | Cuanto más lenta sea la velocidad, más completo será el curado. | Reducir la velocidad en áreas finas (por ejemplo, 0,1 mm/s) y aumentarla en áreas grandes. | 50-200 mm/s |
| Espesor de la capa | El espesor de la capa se reduce a la mitad y la resolución del eje Z aumenta 4 veces. | Utilice capas delgadas (25 μm) para piezas de precisión y capas gruesas (100 μm) para aumentar la velocidad. | 50 μm (estándar) |
| Viscosidad de la resina | La baja viscosidad mejora la fluidez y la capacidad de relleno de detalles. | Utilice resinas especiales (por ejemplo, resinas transparentes con viscosidad ≤1500cP). | 500-2000 cP |
| Ángulo de voladizo del modelo | Si el ángulo es demasiado pequeño, se requiere un soporte denso y el bloqueo de la luz afecta el curado. | Evite voladizos <45° o agregue soportes auxiliares en el diseño. | ≥60° (sin soporte) |
Al seleccionar adecuadamente las combinaciones de parámetros, el modelo de impresión 3D puede lograr una fabricación precisa desde la verificación del concepto hasta los prototipos funcionales.
¿Qué tecnología de impresión es más estable en entornos de alta temperatura?
1. Impresión 3D de materiales metálicos (preferiblemente en entornos de alta temperatura)
SLM/DMLS (fusión/sinterización selectiva por láser)
- Resistencia al calor: Materiales como la aleación de titanio (Ti6Al4V, punto de fusión 1668 °C) y las superaleaciones a base de níquel (Inconel 718, punto de fusión 1390 °C) pueden soportar altas temperaturas durante más de 600 °C.
- Estabilidad: El láser funde el polvo metálico capa por capa, el tejido es compacto y la resistencia a la fluencia es fuerte.
- Soporte de servicio de impresión 3D: Los talleres de impresión reducen la tensión residual y previenen la deformación térmica optimizando la potencia del láser, la velocidad de escaneo y las estrategias de enfriamiento.
2. Tecnología de impresión 3D cerámica (potencial de resistencia a temperaturas ultra altas)
SLA/DLP (cerámica fotopolimerizable)
- Resistencia al calor: Las cerámicas de alúmina (Al2O3, punto de fusión 2050 °C) y óxido de circonio (ZrO2, punto de fusión 2700 °C) pueden soportar temperaturas superiores a 1500 °C.
- Estabilidad: Los espacios en blanco de cerámica requieren sinterización a alta temperatura (por encima de 1600 °C), la densidad está cerca de los valores teóricos y el coeficiente de expansión térmica es bajo.
- Servicio de soporte de impresión 3D: Las impresoras ofrecen una gama completa de servicios, desde la impresión hasta el desengrasado y la sinterización, para garantizar que las piezas de cerámica estén libres de fisuras y tengan un tamaño estable.
3. Impresión 3D de plásticos de ingeniería de alto rendimiento
FDM (modelado por deposición fundida)
- Materiales resistentes al calor: PEEK (punto de fusión 343°C), ULTEM (punto de fusión 335°C) y otros plásticos de ingeniería especiales.
- Estabilidad: El PEEK conserva su resistencia después de un uso prolongado a 260 °C, pero es necesario optimizar la temperatura de impresión (280-320 °C) y las condiciones de enfriamiento.
- Soporte de servicio de impresión 3D: Los talleres de impresión utilizan equipos FDM de grado industrial (como la serie Stratasys Fortus) con termostatos para reducir la deformación.
SLS (sinterización selectiva por láser)
- Resistencia al calor: compuestos de nailon + fibra de vidrio/fibra de carbono con una resistencia a la temperatura a corto plazo de hasta 180 °C.
- Estabilidad: La sinterización láser es compacta, pero se oxida fácilmente a altas temperaturas durante mucho tiempo y requiere protección con recubrimiento de superficie.
- Soporte de servicio de impresión 3D: Los talleres de impresión brindan servicios de modificación de materiales (como agregar retardantes de llama) para mejorar la resistencia a la temperatura.
- Ventajas: La impresión 3D de plástico tiene un coste bajo, un tiempo de ciclo corto y es adecuada para entornos de temperatura media y alta (por ejemplo, colectores de admisión de automóviles, radiadores electrónicos, etc.).
Recomendaciones de selección de tecnología para escenarios de alta temperatura
| Temperatura de la escena | Tecnología recomendada | Ventajas principales | Capacidades clave de las imprentas |
| 600-1000℃ | Metal SLM/DMLS. | Alta resistencia y resistencia a la fluencia. | Equipos láser, ambiente de vacío, tratamiento térmico. |
| 1000-1500℃ | Cerámica SLA/DLP. | Resistencia a temperaturas ultra altas y resistencia a la corrosión. | Materiales cerámicos especializados y proceso de sinterización a alta temperatura. |
| 200-600℃ | PEEK FDM, Nailon SLS. | Económico y ligero. | Modificación de materiales y equipos de grado industrial. |
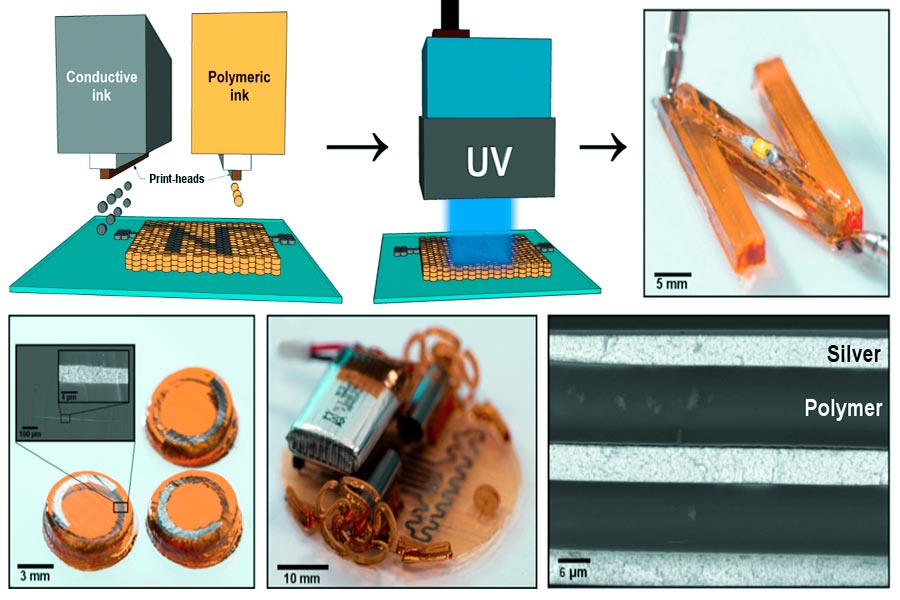
¿Cómo lograr el apilamiento en capas en la impresión por inyección de tinta 3D?
La tecnología de impresión por inyección de tinta consiste en superponer material líquido para crear objetos tridimensionales. Su esencia reside en un control de inyección y curado de alta precisión. Los pasos específicos de implementación y las tecnologías clave son los siguientes:
1. Preparación de materiales: Adaptación de medios líquidos
- Resina fotosensible: El material más comúnmente utilizado que requiere un curado rápido y una alta estabilidad de viscosidad.
- Material de soporte: Material soluble en agua o fusible utilizado para soportar temporalmente estructuras complejas.
- Optimización de la impresión por inyección de tinta: es necesario ajustar la precisión de inyección de la boquilla (normalmente de 20 a 100 micrones de diámetro, por ejemplo) modificando parámetros como la viscosidad del material y la tensión superficial.
2. Cabezal de impresión de inyección de tinta: Inyección precisa de gotas
Tecnología de accionamiento piezoeléctrico o de espumado térmico:
- Cerámica piezoeléctrica: La cerámica piezoeléctrica se deforma por los cambios de voltaje y la cavidad de tinta se comprime para producir pequeñas gotas.
- Espuma térmica: calentamiento local de la tinta para formar burbujas y promover la pulverización de gotas.
- Colaboración de múltiples boquillas: los cabezales de impresión de inyección de tinta de grado industrial integran cientos de boquillas para lograr un solo barrido en un área grande.
- Planificación de ruta en capas: el software corta los modelos 3D en segmentos 2D y el cabezal de inyección de tinta rocía capas de material a lo largo de la ruta.
3. Apilamiento capa por capa: moldeo por solidificación de gotas
- Fotocurado (UV/LED):
- Después de rociar cada capa de resina líquida, solidifique con luz ultravioleta o luz LED inmediatamente para formar una capa delgada y sólida.
- Control preciso: la intensidad de la luz y el tiempo de exposición deben adaptarse a las características de solidificación del material (por ejemplo, tecnología SLA/DLP).
- Curado térmico: algunos materiales (como algunos aglutinantes de polvo de nailon) se calientan para iniciar reacciones de reticulación.
- Apilamiento multicapa: repita el proceso de curado por pulverización hasta que se complete la estructura tridimensional (el espesor de la capa suele ser de 20 a 100 micrones).
4. Postratamiento: mejora y optimización de la superficie
- Eliminación de la estructura de soporte: disolver o fundir el material de soporte temporal.
- Tratamiento superficial: Esmerilado, lijado o pulido químico para eliminar el efecto escalón.
- Mantenimiento en etapa avanzada: algunos materiales requieren un curado secundario para mejorar el rendimiento mecánico.
¿Cómo elegir materiales de soporte para modelos complejos de impresión 3D?
1. Principio de adaptación estructural
Estructura en voladizo (>45°):
- PVA/HIPS: Andamio soluble para solubilidad en agua o eliminación de solventes.
- Ejemplo: En la impresión de modelos 3D de puentes inclinados, el soporte de PVA se puede eliminar por solubilidad en agua para evitar que la herramienta dañe los detalles.
Estructura del puente (de gran longitud):
- Varillas de soporte de ABS/nailon: resistentes a altas temperaturas y a roturas durante la impresión (como el modelo de brazo robótico).
- Por ejemplo, el soporte HIPS puede soportar altas temperaturas al imprimir cuadrículas en modelos 3D para evitar roturas durante la impresión.
2. Emparejamiento y separación de materiales
Combinación fácil de pelar:
- PLA+PVA: Baja adherencia, acabado suave.
- Ejemplo: Los modelos 3D impresos en resina transparente coincidieron con el soporte de PVA y se disolvieron en agua sin dejar residuos.
Combinación de disolución química:
ABS+HIPS: La limonina es necesaria para disolver el andamio y es adecuada para piezas internas complejas como componentes de engranajes.
3. Requisitos de rendimiento reales
- Escenario térmico: Soportes de cerámica/metal: resistentes a altas temperaturas (por ejemplo, impresión de aleación de titanio) que requieren pelado mecánico.
- Control de contracción: la tasa de contracción del material de soporte es más cercana a la del material del modelo (por ejemplo, PETG + soporte PETG).
4. Eficiencia del postratamiento
Eliminación rápida:
- Soluble en agua (PVA): Adecuado para impresiones de tamaño mediano y pequeño , acortando el tiempo de postratamiento (preferiblemente para tamaño mediano y pequeño).
- Pelado manual (TPU): Bajo costo pero requiere un manejo fino.
Plan de Protección Ambiental: Es aconsejable seleccionar andamios biodegradables (por ejemplo, materiales biodegradables a base de PBDE) para reducir los costos de tratamiento de líquidos residuales.
5. Adaptación de la impresora
Equipo FDM:
- Co-compatible: PLA/PVA/HIPS, optimiza el efecto de separación, separación optimizada ajustando la temperatura de la boquilla.
- Ejemplo: Impresión de modelos 3D de esferas huecas con soporte HIPS, superficie lisa con vapor de acetona.
Equipos SLA/DLP:
- Con el apoyo de resina soluble, se curó con luz ultravioleta y luego se remojó y se retiró directamente.
- Por ejemplo, cuando los modelos 3D imprimen engranajes de precisión, los soportes de resina conservan los detalles microscópicos.
¿Puede JS lograr componentes funcionalmente graduados a través de la impresión 3D de múltiples materiales?
1. Soporte de tecnología de impresión multimaterial
Los servicios de impresión 3D de JS incluyen tecnologías de impresión MJF y de metal/cerámica compuestos, que pueden cambiar diferentes materiales (por ejemplo, metal-cerámica, carburo-polímero) durante el mismo proceso de impresión para lograr cambios de gradiente continuos o segmentados en la composición del material.
2. Compatibilidad de materiales y diseño de gradientes
A través de los servicios de impresión 3D de JS, los clientes pueden elegir entre una variedad de combinaciones de materiales, incluidos metales, cerámicas y compuestos, y diseñar libremente la microestructura de los componentes de gradiente funcional (como la capa de sustrato + resistente a la abrasión).
3. Optimización de procesos y garantía del rendimiento
Los equipos de grado industrial de JS admiten control de espesor (±0,005 mm) y gestión de temperatura para garantizar una resistencia de unión de interfaz uniforme y una transición de gradiente en diferentes materiales y cumplir con condiciones de trabajo extremas, como alta temperatura y presión.
4. Soluciones personalizadas
Para áreas como la industria aeroespacial y los dispositivos médicos, el equipo de JS puede proporcionar una gama completa de servicios, desde la selección de materiales y el diseño de estructuras de gradiente hasta el reprocesamiento, como:
- Piezas de motor aeroespacial: Estructura de gradiente de sustrato de aleación de titanio + revestimiento de barrera térmica de cerámica.
- Implantes ortopédicos: Diseño biomimético de esqueleto metálico + recubrimiento cerámico bioactivo.
Resumen
Como tecnología disruptiva, la impresión 3D continúa impulsando el cambio en la fabricación con sus diversos tipos de procesos (por ejemplo, FDM, SLA, impresión de metal, etc.) y una amplia gama de escenarios de aplicación (desde la fabricación industrial hasta la innovación médica).
Ya sea la producción eficiente de piezas complejas con gradientes funcionales o la rápida iteración de modelos personalizados , los servicios de impresión 3D demuestran una flexibilidad y una rentabilidad irremplazables. Los proveedores de servicios tecnológicos representados por JS han reducido aún más el umbral tecnológico al integrar la impresión multimaterial, el control preciso de procesos y el soporte de la cadena de suministro a nivel industrial, lo que permite a las empresas centrarse en la innovación del diseño y la creación de valor.

Descargo de responsabilidad
El contenido de esta página es meramente informativo. Serie JS. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la Red Longsheng. Es responsabilidad del comprador solicitar presupuesto de piezas e identificar los requisitos específicos para estas secciones. Para más información, contáctenos .
Equipo JS
JS es una empresa líder en la industria, especializada en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes, y nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metal y otros servicios integrales de fabricación.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producciones de pequeño volumen o para personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija JS Technology. Esto significa eficiencia, calidad y profesionalismo en la selección.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Preguntas frecuentes
1.¿La impresión SLS requiere soporte?
La impresión SLS no suele requerir soporte. El polvo de nailon sin sinterizar envuelve el modelo de forma natural para evitar que se derrumbe en el aire. Solo algunos diseños complejos requieren un pequeño soporte auxiliar, lo que simplifica enormemente el proceso de reprocesamiento.
2.¿Qué tecnología es adecuada para imprimir piezas transparentes?
La tecnología SLA es adecuada para la impresión de piezas transparentes. Utiliza resina fotosensible que se endurece con luz UV. La superficie es lisa y transparente. Es ideal para fabricar modelos transparentes de alta precisión (como piezas ópticas).
3.¿Qué afecta el espesor de la capa de FDM?
El grosor de la capa FDM influye en la suavidad de la superficie, el tiempo y la resistencia de la impresión. Cuanto más gruesa sea la capa, más visible será el patrón y más rápida será la impresión, pero la intensidad puede verse reducida.
4.¿Qué tamaño de pieza se puede fabricar mediante la impresión 3D?
Los dispositivos de impresión 3D de grado industrial pueden fabricar piezas de gran tamaño (como piezas aeroespaciales), mientras que los dispositivos de escritorio suelen estar limitados a unas pocas docenas de centímetros y son adecuados para modelos pequeños o prototipos.
Recursos
Sinterización selectiva por láser

