

Piezas de mecanizado CNC se utilizan ampliamente en electrónica automotriz, componentes aeroespaciales y equipos industriales, como avellanadores de precisión que aseguran carcasas de sensores automotrices o tornillos avellanados que sujetan paneles aeroespaciales.
En el campo de la fabricación, cuando se producen miles de piezas de mecanizado CNC, lo que parece ser un defecto menor en un avellanado o escariado (como una desviación en el ángulo, una inconsistencia en la profundidad o rebabas) puede provocar paradas en la línea de ensamblaje, una disminución en la confiabilidad del producto y generar costos ocultos.
Es una prueba de fuego de la profundidad del proceso y la capacidad de control para un fabricante cuando su proyecto pasa de la creación de prototipos al mecanizado CNC de gran volumen, pudiendo así garantizar una coherencia perfecta de estas características críticas.
A continuación se muestra un artículo que explora las causas fundamentales comunes de los defectos de avellanado/escariado en la producción en masa, que proporciona soluciones desde el diseño hasta las herramientas, el control de costos y la consistencia de la calidad. Las siguientes son razones por las que empresas líderes a nivel mundial se asocian con JS Precision para lograr excelencia escalable en mecanizado CNC de precisión.
Resumen de respuestas clave
| Desafíos comunes | Causas fundamentales | Solución integrada de JS Precision |
| Inconsistencia entre el ángulo del avellanado y la profundidad | Desgaste de herramientas, error de sujeción o falta de monitoreo del proceso. | Una biblioteca de herramientas dedicada basada en materiales y parámetros, gestión de la vida útil de las herramientas en tiempo real y muestreo de inspección en línea garantizan una calidad constante para varios miles de piezas. |
| Rebabas y residuos en el orificio. | Bordes afilados de la herramienta, mala eliminación de virutas y estrategia inadecuada. | Mediante el uso de herramientas de biselado de alta precisión y parámetros de corte optimizados, combinados con procesos de desbarbado específicos, se logra la calidad superficial de "mecanizado completo" . |
| Gastos incontrolados en la producción en masa | Concéntrese únicamente en el tiempo de mecanizado por pieza e ignore el consumo de herramientas, la tasa de desechos y los costos de inspección. | Proporcione optimización DFM para simplificar la función, recomiende una estrategia de herramientas efectiva y realice análisis de costos de manera transparente para asegurar la mejor solución de costo total. |
| Eficiencia de mecanizado inducida por el diseño | Ángulo no estándar, tolerancia excesivamente ajustada o estructura que restringe la eliminación de virutas. | La consulta temprana de DFM guía la adopción de herramientas estándar, tolerancia razonable y optimización del diseño de funciones para mejorar la eficiencia de piezas de mecanizado CNC . |
Conclusiones clave:
- La coherencia la proporciona el sistema: el éxito de la producción en masa depende de la estabilidad de un sistema de proceso más que de la perfección de una sola operación de mecanizado.
- El diseño impulsa la línea base de costos: el uso de ángulos de herramienta estándar y tolerancias razonables suele ser el mejor comienzo para el control de costos en el mecanizado CNC de piezas metálicas.
- Las herramientas especializadas son una inversión, no un costo: las herramientas especializadas para ciertos materiales y características pueden mejorar en gran medida la calidad y reducir el desperdicio general.
- Maximice el valor mediante la colaboración temprana: comunicarse con el fabricante en DFM antes de finalizar los planos a menudo puede ayudar a evitar la mayoría de los problemas de fabricación.
Trust JS Precision: solución de precisión para agujeros avellanados en piezas de mecanizado CNC
El mecanizado CNC de orificios avellanados y orificios inversos requiere no solo equipos avanzados sino también una profunda experiencia en ingeniería, capacidades maduras de control de procesos y experiencia práctica en la resolución de desafíos complejos de mecanizado de gran volumen.
Como socio confiable de mecanizado CNC de precisión, JS Precision se ha dedicado a proporcionar una amplia gama de piezas metálicas de mecanizado CNC y productos de mecanizado CNC para atender a clientes de las industrias automotriz, aeroespacial y electrónica a nivel mundial durante más de diez años.
Nuestro equipo, compuesto por más de 50 ingenieros certificados, va más allá de simplemente seguir dibujos para optimizar proactivamente diseños y procesos, erradicando riesgos potenciales incluso antes de que comience la producción.
Hemos entregado con éxito más de 500 proyectos de mecanizado CNC de gran volumen, incluido un pedido de un millón de piezas para carcasas electrónicas de automóviles, reduciendo la tasa de desechos del 15 % al 0,2 %.
En nuestro laboratorio interno, contamos con una herramienta de medición 3D y un sistema de monitoreo SPC para garantizar que cada pieza de avellanado pueda cumplir con requisitos de tolerancia de alta precisión de hasta ±0,01 mm. Nuestro sistema de control de extremo a extremo cumple totalmente con el estándar del sistema de gestión de calidad. Norma ISO 9001:2015 .
Sin embargo, lo que realmente nos diferencia es nuestra transparencia : proporcionamos datos de producción en tiempo real, realizamos revisiones de diseño conjuntas y ofrecemos informes DFM detallados para equipar a los clientes con la información adecuada para tomar decisiones informadas.
Si alguno de los problemas enumerados anteriormente, como calidad inconsistente de los orificios, altos costos de retrabajo o demoras en la entrega, es una gran preocupación para usted en el mecanizado CNC de gran volumen, es hora de comunicarse con JS Precision. Simplemente envíe los dibujos y requisitos de su pieza y nuestros ingenieros le ofrecerán análisis DFM gratuitos y soluciones de mecanizado de precisión personalizadas para mitigar el riesgo y aumentar la eficiencia.
Defectos comunes en avellanadores/avellanadores para mecanizado CNC de gran volumen, ¿cómo prevenirlos?
En el mecanizado CNC de gran volumen, el avellanado/avellanado de piezas mecanizadas CNC es propenso a defectos repetitivos y los problemas ocultos en lotes pequeños pueden magnificarse a gran escala. Necesitamos controlar estrictamente el diseño, las herramientas de corte y los procesos de fabricación. Los siguientes son los temas centrales y las estrategias de prevención.
Problemas típicos relacionados con el diseño
El mal diseño es una de las causas más críticas de defectos. Por ejemplo, la especificación de ángulos de avellanado distintos de los estándar, como el 82, aumentará los costos de herramientas personalizadas en más de tres veces y aumentará los plazos de entrega.
Una rigidez exorbitante en la coincidencia entre la profundidad del avellanado y la altura de la cabeza del tornillo, anotaciones de dibujo poco claras, como especificar solo la profundidad sin ángulo, pueden provocar un mal montaje y bajos índices de rendimiento.
Deformación en los procesos de fabricación y ejecución.
Las desviaciones del proceso de fabricación también tienen impactos en la calidad. La producción en masa a largo plazo puede provocar el desgaste de las herramientas, lo que provoca diámetros más pequeños de los orificios y ángulos distorsionados. parámetros de corte inadecuados causar vibración, lo que resulta en paredes de orificio irregulares, un refrigerante deficiente o una eliminación insuficiente de viruta da como resultado una apertura rayada del orificio.
¿Cómo evitar estos problemas desde una perspectiva de diseño y fabricación?
| Tipos de defectos | Casos de alta incidencia | Métodos de juicio rápido | Medidas de tratamiento de emergencia |
| Distorsión del ángulo del contraagujero | Mecanizado en ángulo no estándar, desgaste prolongado de la herramienta. | La verificación del muestreo se realizará utilizando un medidor de ángulo y comparándolo con la desviación del ángulo estándar. | Reemplace la herramienta por una nueva y restablezca los parámetros de ángulo de la máquina herramienta. |
| Residuos de rebabas del agujero | Mecanizado de acero inoxidable, mala eliminación de viruta. | Inspección visual y táctil , u observar los bordes con un microscopio. | Inspección visual y táctil, u observar los bordes con un microscopio. |
| Poca consistencia en profundidad | Mecanizado de gran volumen y continuo, sujeción suelta. | Utilice un medidor de profundidad para inspeccionar aleatoriamente 10 piezas para verificar la dispersión de los datos. | Mecanizado en ángulo no estándar, desgaste prolongado de la herramienta. |
La prevención debe ser un enfoque doble: diseño y proceso.
- Diseño: se deben adoptar ángulos estándar, como 90°, esto debe estar claramente etiquetado, en forma de "diámetro × ángulo/profundidad" . ASME Y14.5-2009 Se deben seguir estándares para minimizar los errores de comunicación.
- Proceso: debe existir un sistema periódico de inspección y sustitución de herramientas, optimización de los parámetros de corte y suministro de refrigerante. Cada 200 piezas , inspeccione aleatoriamente las dimensiones clave para detectar desviaciones con antelación.
Factores clave en la producción en masa de piezas metálicas de mecanizado CNC
Los factores de costos explícitos e implícitos se encuentran entre las principales preocupaciones que deben tomarse al controlar los costos de producción en masa para Mecanizado CNC de piezas metálicas . La optimización del sistema es necesaria para lograr la reducción de costes en el ciclo de vida de todo el sistema. Los factores centrales que influyen en esto se pueden explicar como:
Costos explícitos: materiales, mano de obra y consumo de herramientas
Los costos fijos incluyen tres partes: el precio de las materias primas como el aluminio y el acero, que fluctúan, la depreciación de la máquina y los costos laborales durante el tiempo de ocupación o el ciclo de procesamiento, y el costo total del desgaste de las herramientas y el reemplazo frecuente en la producción en masa.
Costos implícitos: consumo de calidad y pérdida de eficiencia
Y lo que es más importante, los costos implícitos que fácilmente se pasan por alto incluyen los costos de garantía de calidad compuestos por el primer artículo, el proceso y la inspección final, los costos de desperdicio y reelaboración como consecuencia de problemas de diseño o proceso, y la pérdida de eficiencia debido a cambios en la línea de producción y depuración de programación.
¿Quiere analizar la estructura de costos del mecanizado CNC de piezas metálicas para encontrar un gran avance para la reducción de costos? Complete el formulario y comuníquese con los expertos en contabilidad de costos de JS Precision con sus requisitos sobre material, lote y precisión para obtener un informe de análisis de costos gratuito.
Diseño para la excelencia: mejores prácticas para el mecanizado CNC de piezas con características de sujeción impecables
Un diseño excelente es la base misma de las características perfectas de los sujetadores en piezas de mecanizado CNC. Los principios básicos de diseño, probados en la práctica, son los siguientes, que pueden garantizar la calidad y la capacidad de fabricación desde su origen.
Siguiendo estándares, adoptando la eficiencia
Priorice el uso de ángulos de herramientas estándar, como 82° y 90° , y dimensiones de broca escalonada estándar para reducir el costo de las herramientas y el tiempo de entrega. Etiquete los dibujos claramente según "diámetro × ángulo/profundidad" para evitar ambigüedades que conduzcan a errores de producción.
Diseño para la fabricación: la sabiduría detrás de él
Técnicas de diseño DFM: El avellanado debe dejar una pequeña superficie plana en la parte inferior para reducir el desgaste de la herramienta. Al diseñar piezas de paredes delgadas, se debe considerar el espesor de la pared, su soporte y la prevención de deformaciones. Mecanizado de agujeros profundos También se debe reservar espacio para la retirada de virutas para evitar la acumulación de virutas en el agujero.
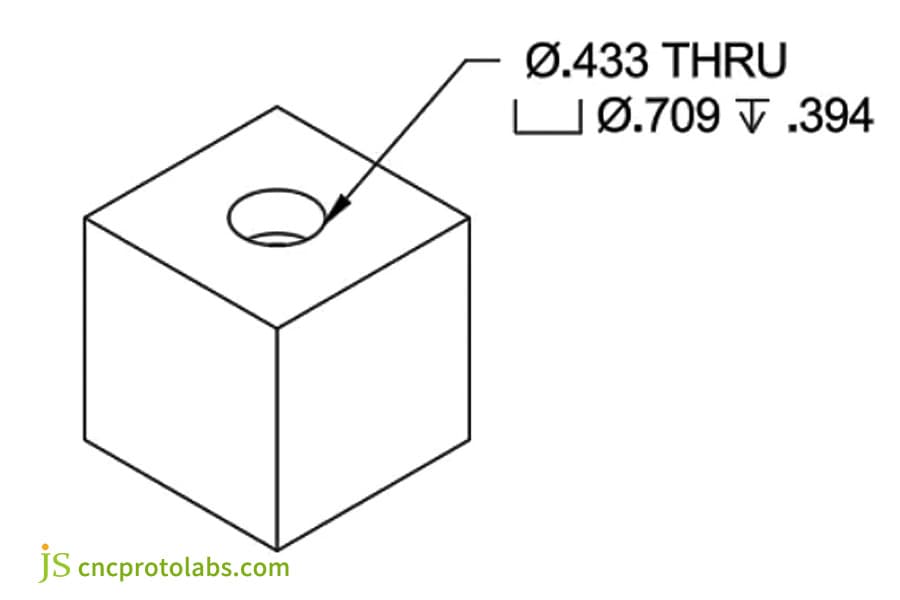
Figura 1 El fabricante necesitará detalles como tolerancias, dimensiones y especificaciones para características como las roscas.
¿Cómo mantener la precisión en el mecanizado CNC de piezas en miles de unidades?
Lograr consistencia en el mecanizado CNC de 10000 piezas es el desafío principal del mecanizado CNC de precisión, que requiere un control estricto del proceso. Los siguientes son algunos métodos clave de control de procesos y gestión de herramientas.
Los pilares del control de procesos: estandarización y seguimiento
Obtener puntos de referencia de mecanizado estables es la clave para la perfección.
- Formule POE detallados para especificar claramente los requisitos de los elementos clave, incluido el orden de los pasos de mecanizado, el método de corte y la sujeción.
- Se aplican esquemas de sujeción fijos para minimizar la influencia de las desviaciones de sujeción en la precisión del mecanizado.
- Realice periódicamente calibraciones de precisión en máquinas herramienta para garantizar que el equipo se encuentre en un estado estable de precisión.
- Para el monitoreo, utilice gráficos SPC para monitorear dimensiones críticas en tiempo real, lo que permite la detección rápida de pequeñas fluctuaciones del proceso y evita que se produzcan desviaciones o cambios.
Gestión de Herramientas y Compensación con Inteligencia
La gestión profesional de herramientas puede compensar la desviación de la precisión: preestablezca la vida útil de la herramienta y fuerce el reemplazo programado, utilice la función de compensación de desgaste a nivel de micras de la máquina herramienta para ajustar la posición de la herramienta, establezca una tarjeta de herramientas para rastrear todo el proceso de emisión y reemplazo.
¿Quiere estabilizar la precisión de los lotes en el mecanizado CNC de piezas? Para control de procesos y gestión de herramientas de valor agregado, comuníquese con JS Precision. Al usar mecanizado CNC de precisión tecnología, nos aseguramos de que los lotes se produzcan consistentemente dentro de las especificaciones o mejores.
Elección de herramientas óptimas para diversas piezas metálicas de mecanizado CNC
La selección de una buena o mala herramienta determinará directamente la calidad, la eficiencia y el costo del mecanizado CNC de piezas metálicas mecánicas. Los siguientes son puntos clave para la selección lógica basada en las propiedades y características del material.
Lógica de selección basada en propiedades de materiales
Los diferentes materiales metálicos tienen propiedades muy diferentes en cuanto a dificultades de mecanizado, lo que exige una selección de herramientas específica.
- Aleaciones de aluminio: Se debe seleccionar un ángulo de ataque grande y un filo afilado. El material de la herramienta puede ser carburo y un recubrimiento puede mejorar la resistencia al desgaste.
- Acero inoxidable: Se deben seleccionar herramientas con alta dureza y buen diseño de canal de viruta , ya que este material tiene una tenacidad muy alta y tiende a adherirse a la herramienta. Se prefieren los recubrimientos resistentes a altas temperaturas como TiAlN.
- Aleaciones de titanio: Se deben utilizar herramientas de carburo específicas con velocidades de corte más bajas y métodos de enfriamiento adecuados debido a la mala conductividad térmica y las altas temperaturas de corte.
Soluciones especializadas para tipos de características
| Característica de mecanizado | Materiales compatibles | Parámetros de herramienta recomendados | Consideraciones de mecanizado |
| Avellanado de orificio pasante | Aleación de aluminio, acero al carbono | Carburo sólido, ángulo de inclinación 15°-20° | Alimentación de alta velocidad para garantizar que la salida esté libre de rebabas. |
| Avellanado de agujeros ciegos | Acero inoxidable, acero aleado | Plaquitas indexables, ángulo libre 8°-12° | Controle la velocidad de alimentación y deje un espacio de evacuación de viruta de 0,2 mm. |
| Biselado de bordes de paredes delgadas | Aleación de aluminio y magnesio, acero de pared delgada | Herramienta de conformado especial, radio de corte R0.5mm | Avance progresivo para reducir la deformación de la fuerza de corte. |
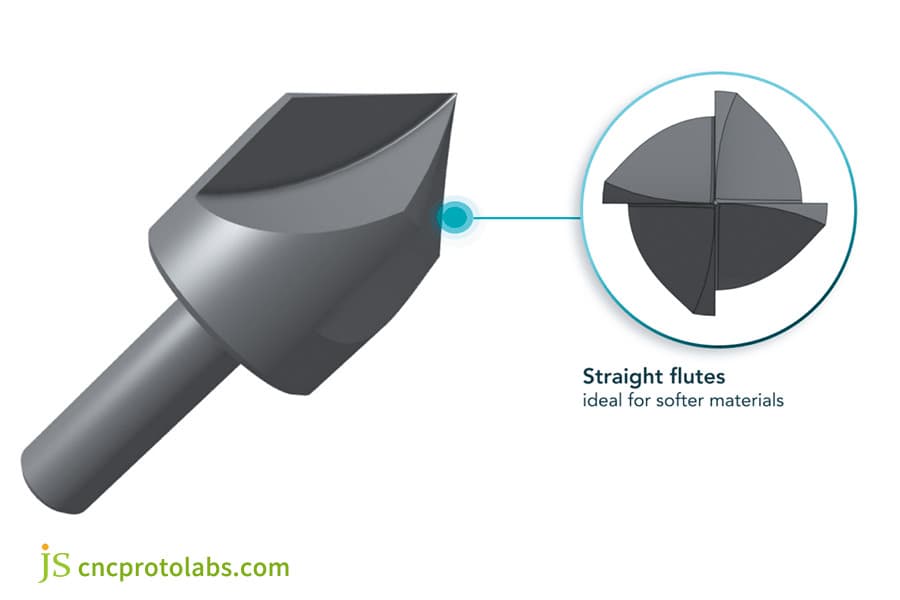
Figura 2 Este es un taladro manual general que se utiliza para avellanar. Tiene flautas rectas, ideales para materiales más blandos.
Más allá del precio unitario: consejos estratégicos para ahorrar costos en el mecanizado CNC de gran volumen
Reducción de costos en mecanizado CNC de alto volumen Se debe considerar el ciclo de vida de un producto. Las siguientes técnicas estratégicas básicas de ahorro de costos ayudarán a lograr importantes reducciones de costos sin comprometer la calidad.
Optimización del diseño e integración de procesos
Optimización del diseño central: reduzca la cantidad de ensamblajes y orificios avellanados mediante la integración de múltiples piezas a través de DFM, reduzca los costos de herramientas y el tiempo de cambio de herramientas mediante la adopción de diseños de adaptación de herramientas estándar, simplifique la estructura de piezas para mejorar la eficiencia del mecanizado.
Optimización de la Cadena de Suministro y Proceso de Fabricación
Optimización de procesos y cadena de suministro: reduzca el inventario de trabajo en proceso mediante una división racional de lotes, elimine desperdicios como esperas y flujo de materiales mediante la introducción de fabricación ajustada y obtenga el beneficio de precios preferenciales para servicios de posprocesamiento a través de compras al por mayor.
¿Quiere lograr una reducción de costos en todo el ciclo de vida del mecanizado CNC de gran volumen? Póngase en contacto con el equipo del proyecto de JS Precision para encontrar una solución estratégica multidimensional que mejore la competitividad de sus productos de mecanizado CNC.
Del 15 % de rechazo al 99,8 % de rendimiento: cómo JS Precision superó el desafío de un millón de orificios para sujetadores
El siguiente estudio de caso demuestra la fortaleza técnica de JS Precision para resolver desafíos de mecanizado CNC de gran volumen relacionados con el mecanizado de orificios avellanados.
Cliente y Reto
Un europeo electrónica automotriz El cliente necesitaba montar cubiertas de protección en una carcasa de aleación de aluminio con cuatro orificios avellanados de precisión.
Desafortunadamente, el proveedor original producía 100.000 piezas de mecanizado CNC de gran volumen cada mes con profundidades de orificios avellanados irregulares, lo que provocaba una presión de montaje desigual. Por lo tanto, se encontró con una tasa de desperdicio mensual del 15% con más de $250,000 en pérdidas anuales, lo que afectó directamente los cronogramas de la línea de ensamblaje.
Después de hacerse cargo del proyecto, el equipo de JS Precision primero realizó un análisis integral de la causa raíz. Identificamos tres problemas centrales en el proceso original:
- También se produjo un desgaste muy rápido de la herramienta al aplicar una herramienta de biselado de uso general, sin utilizar un mecanismo eficaz para controlar el desgaste.
- Las microvibraciones debidas a la falta de rigidez del dispositivo durante el mecanizado afectaron la precisión de la posición del agujero.
- El lote se basaba en un muestreo al final del lote, por lo que la detección de problemas solía ser muy tardía y una gran cantidad de productos eran defectuosos.
Solución de JS Precision
Para resolver estos problemas, tuvimos que adoptar un plan de optimización integral.
- Para esta pieza, personalizamos una herramienta de avellanado de carburo recubierta de PVD para mejorar su resistencia al desgaste y estabilidad de corte.
- Rediseñamos el accesorio hidráulico para aumentar la rigidez y evitar microvibraciones durante el mecanizado.
- Optimizamos la estrategia de avance de la herramienta en la programación CAM mediante el uso de avance progresivo para disminuir el impacto de las fuerzas de corte en la pieza de trabajo.
- Al mismo tiempo, se actualizó el sistema de control de procesos. Se realizó una inspección de profundidad automática en línea cada 200 piezas, con los datos de inspección vinculados al sistema SPC en tiempo real para realizar el seguimiento dinámico del proceso de mecanizado.
- Fijamos el umbral de sustitución de herramientas como medida preventiva. Cuando la herramienta alcanza una cantidad preestablecida, se cambia a la fuerza, evitando problemas de calidad causados por el desgaste en la fuente.
Resultados
Después de que el proyecto fuera entregado a JS Precision para su producción, el valor CPK de la profundidad de avellanado del primer pedido de un millón de piezas alcanzó más de 1,67, mientras que el rendimiento en la primera pasada saltó al 99,8%.
Esta optimización no solo resolvió por completo el problema del tiempo de inactividad de la línea de ensamblaje del cliente, sino que también le ahorró más de $250 000 al año . El cliente reconoció altamente nuestra capacidad técnica y calidad de servicio y luego firmó un acuerdo de cooperación estratégica a largo plazo con nosotros.
¿Tiene problemas similares de calidad en el procesamiento por lotes? haga clic aquí Para ver más estudios de casos de JS Precision, envíe sus desafíos de procesamiento y nuestros ingenieros le brindarán soluciones específicas para mejorar el rendimiento.

Figura 3 Orificios avellanados de precisión
¿Por qué JS Precisión? Su socio para una precisión escalable en productos de mecanizado CNC
Elegir un socio de mecanizado CNC significa elegir un sistema de entrega, costo y calidad confiable . JS Precision ofrece garantía de precisión escalable para la fabricación a gran escala, lo que lo convierte en un socio premium de productos de mecanizado CNC.
Capacidades profundas de ingeniería de fabricación y DFM proactivo
Competencias básicas en ingeniería: los ingenieros desarrollan experiencia en programación y fabricación, proporcionando activamente análisis DFM desde el comienzo del proyecto, ya que encontrar y optimizar problemas de diseño reduce el costo de Productos de mecanizado CNC tanto funcional como económicamente.
Hardware y procesos configurados específicamente para la fabricación a gran escala
Configuración de fabricación a gran escala: la capacidad de estar equipado con máquinas herramienta CNC de alta precisión y transporte automático de materiales para mejorar la eficiencia y reducir el error humano. Un sistema MES podrá introducir la visualización del proceso completo en la producción; además, la calibración periódica del equipo puede garantizar la precisión de las piezas producidas.
Colaboración transparente y experiencia de servicio global
Ventajas del servicio global: la misma plataforma digital interactúa con clientes en varios países en visualización de producción en tiempo real. Los gerentes de proyectos dedicados coordinan todo el proceso y brindan coordinación intercultural y entre zonas horarias para clientes extranjeros, brindando experiencias locales a los clientes extranjeros.
Preguntas frecuentes
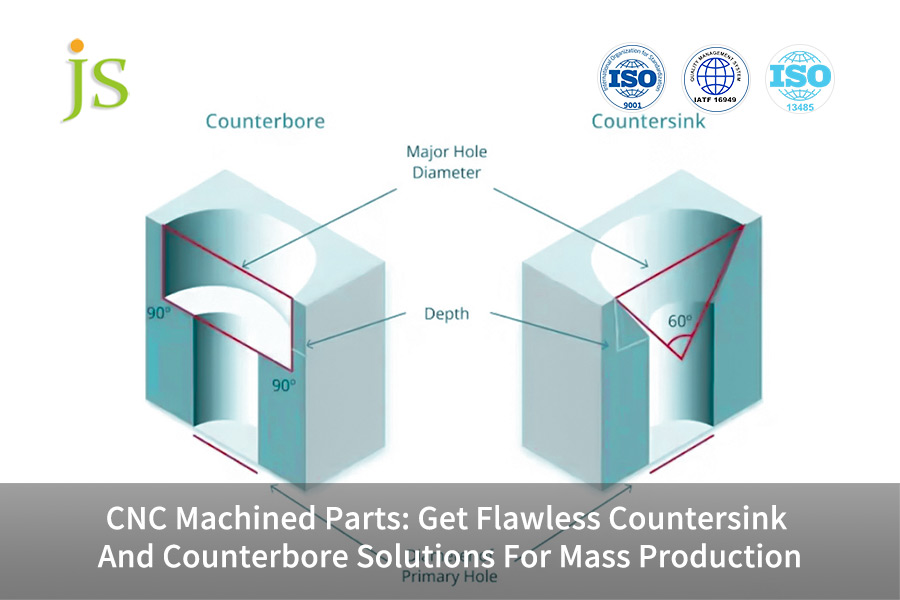
P1: ¿Cuál es la principal diferencia entre avellanadores y avellanadores?
- Los avellanadores son un orificio de forma cónica cuya función principal es permitir que la cabeza de un tornillo de cabeza plana o avellanada permanezca al ras con la superficie de la pieza.
- Los avellanados son orificios cilíndricos escalonados que se utilizan principalmente para acomodar cabezas de tornillos o tuercas, lo que les permite estar más bajos que la superficie de la pieza.
P2: En producción en masa y a un costo económico, ¿cómo podemos garantizar que la tolerancia de profundidad del avellanado no exceda ±0,1 mm?
Además, para lograr económicamente este requisito de precisión, se debe utilizar una combinación de herramientas de corte especializadas y accesorios rígidos, junto con inspecciones frecuentes del proceso y compensación de herramientas. No es adecuado confiar simplemente en la precisión inherente de la máquina herramienta para garantizar un rendimiento estable durante una producción de gran volumen y a largo plazo.
P3: Durante el mecanizado de acero inoxidable, los avellanadores generalmente están sujetos a rebabas. ¿Cuáles son algunas posibles soluciones?
El problema de las rebabas con los avellanadores de acero inoxidable se puede resolver mediante el uso de herramientas de corte de carburo afiladas , una velocidad de avance más baja y un enfriamiento suficiente para disminuir el pegado de la herramienta. Si el problema de las rebabas persiste, se puede agregar un proceso de desbarbado dedicado si es necesario.
P4: Mi diseño requiere avellanadores con ángulos que no cumplen con las especificaciones. ¿Esta unidad costará mucho?
Para un ángulo no estándar, los avellanadores jugarán un papel importante en el costo. Debido a sus ángulos no estándar, se deben fabricar herramientas de corte personalizadas , lo que significa un alto costo de fabricación de moldes y ciclos de entrega de herramientas más largos, lo que genera mayores costos de gestión de inventario.
P5: Al proporcionar muestras, los orificios de hundimiento eran buenos, pero hubo problemas durante la producción en masa. ¿Cuál podría ser la razón?
Las razones más comunes son dos. Una razón es que los cambios de precisión causados por el desgaste de las herramientas no se tuvieron en cuenta durante la producción en masa y no se estableció ningún mecanismo de compensación correspondiente. En segundo lugar, existen ligeras diferencias entre los accesorios utilizados en la producción en masa y los accesorios de muestra, lo que da como resultado una rigidez diferente de los accesorios.
P6: Mis piezas tienen orificios avellanados de varios tamaños y los cambios frecuentes de herramientas pueden afectar la eficiencia. ¿Cómo puedo optimizar?
Existen principalmente dos direcciones de optimización. En primer lugar, mediante la evaluación de DFM, estandarizar o reducir la cantidad de especificaciones de orificios avellanados tanto como sea posible y disminuir la cantidad de cambios de herramientas desde una perspectiva de diseño. Luego optimice la secuencia de la trayectoria de la herramienta en la programación y agrupe la misma operación de mecanizado de la herramienta.
P7: ¿Cómo garantiza JS Precision la entrega oportuna de pedidos de gran volumen?
Disponemos de una planificación integral de la capacidad-gestión de materiales a través de nuestro sistema ERP/MES, asignando a cada pedido de gran volumen un determinado responsable de proyecto para el seguimiento de todo el proceso productivo . Además, mantenemos cierta capacidad de seguridad para hacer frente a situaciones inesperadas.
P8: ¿Cuál es la mayor ventaja de elegir JS Precision en comparación con los proveedores locales?
Podemos Proporcionar calidad de mecanizado CNC de precisión. y soporte de ingeniería profesional comparable al de los principales proveedores locales , al tiempo que se aprovechan las ventajas de la fabricación china para tener ventajas de costos más competitivas y capacidades de ajuste de capacidad flexibles, brindando a los clientes el mejor valor integral.
Resumen
La realización perfecta del avellanado y el mandrinado invertido es un gran ejemplo y representación de la madurez alcanzada hasta ahora en los procesos de mecanizado CNC de producción a gran escala. Proporciona una prueba profunda de experiencia en todos los aspectos, desde la comprensión del diseño y la ciencia de las herramientas hasta el control de procesos y la optimización continua.
Bajo la doble presión del costo y la calidad, elegir un socio que pueda convertir la precisión en una producción a escala estable es la clave para el éxito del proyecto.
¡Convierte tus desventajas en ventajas ahora!
Visite el sitio web de JS Precision para subir dibujos de piezas que contiene requisitos de avellanado/perforación inversa. No solo obtendrá una cotización de mecanizado CNC de gran volumen que es altamente competitiva, sino también una "Propuesta de optimización y fabricación de avellanado/mandrinado inverso" gratuita preparada por nuestros ingenieros de fabricación. Permítanos hacer que su proceso de fabricación sea más sencillo.

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Precisión JS Equipo
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com

