

Los servicios de fresado y mecanizado CNC son soluciones clave para la fabricación de ensamblajes complejos. Al diseñar un módulo de muñeca robótica industrial, componente crucial de un dispositivo médico, y componentes aeroespaciales, los ensamblajes complejos suelen convertirse en una limitación para todo el proceso de fabricación.
En el modelo tradicional de adquisición de componentes, ensamblar las 12 piezas requeriría 4 horas y, debido a las tolerancias acumuladas, se producirían desalineaciones en los alojamientos de los cojinetes, lo que generaría costos ocultos superiores al 30 por ciento.
Como se demostrará en este artículo, la integración de soluciones de mecanizado y fresado CNC de alta tecnología (un enfoque particularmente integral para la fabricación de conjuntos complejos) puede abordar sistemáticamente estos problemas y convertir los conjuntos de “centros de costos” en “ventajas competitivas”.
Analizaremos cómo JS Precision, con sede en China, utiliza las sólidas capacidades de sus socios de ingeniería y su gran capacidad de fabricación de precisión para ofrecer soluciones orientadas al ahorro a clientes internacionales, que van mucho más allá de las capacidades de mecanizado genérico en su región.
Resumen de la respuesta clave
| Núcleo de decisión | Las trampas de las soluciones genéricas | El valor de integración de JS Precision |
| Control de costos | Mientras que otros solo comparan precios de productos de fresado CNC de una sola pieza sin considerar el drástico aumento en los costos totales necesarios para la depuración del ensamblaje, los desechos y la gestión de la cadena de suministro. | Nuestras soluciones abarcan desde el análisis DFA/DFM hasta la fabricación integrada de piezas, minimizando así componentes y secuencias de montaje para optimizar los costes totales . |
| Precisión y consistencia | El hecho de que varios proveedores se encarguen del procesamiento, junto con tolerancias acumulativas no controladas, genera un punto de referencia inconsistente y, por lo tanto, una tolerancia acumulativa no controlada que afecta la precisión del ensamblaje. | En una cadena de suministro fragmentada, hay menos capacidad para coordinar fechas de entrega y un retraso en cualquier proceso detiene por completo todos los proyectos. |
| Resiliencia de la cadena de suministro | En una cadena de suministro fragmentada, hay menos capacidad para coordinar fechas de entrega y un retraso en cualquier proceso detiene por completo todo proyecto . | Como proveedor integral de servicios de mecanizado y fresado CNC, coordinamos todos los procesos internamente, brindamos compromisos de entrega y responsabilidades de calidad unificados, simplificamos enormemente la gestión y reducimos los riesgos. |
| Adaptabilidad tecnológica | La máquina de uso general no cumple con el requisito de coordinación del procesamiento de diversos materiales y formas complejas, y existen grandes diferencias en la calidad durante la producción en masa. | Integrando múltiples procesos como fresado, torneado y fabricación aditiva , adecuado para procesar múltiples materiales como aluminio, acero y plásticos de ingeniería, garantizando una calidad estable durante todo el proceso, desde el prototipo hasta la producción en masa. |
Conclusiones clave:
1. El verdadero costo está en el ensamblaje: minimizar los componentes y los pasos de ensamblaje es más eficiente para reducir los costos de los sistemas complejos.
2. La fabricación integrada es superior a la subcontratación porque el mecanizado de componentes críticos en la misma máquina herramienta de alta calidad y en el mismo sistema de coordenadas representa la única solución viable para garantizar la precisión del ensamblaje.
3. El ROI es mayor en la colaboración temprana: el potencial de ahorro de costos, a través del análisis DFM/A, en la intervención de la fase de diseño, normalmente supera el 20%.
4. Una doble solución tecnológica y económica para la fabricación china: Los principales fabricantes chinos , como por ejemplo JS Precision, son capaces de ofrecer un servicio de fresado CNC con el nivel tecnológico de las mejores corporaciones globales de Europa y EEUU pero con precios y tiempos de respuesta más competitivos.
Soluciones de fresado CNC de precisión JS: Reducción de la carga de la fabricación compleja
Para resolver los problemas de fabricación del ensamblaje complejo, elegir un socio con capacidades EEAT es clave.
JS Precision ha estado asociada activamente con el sector de fresado CNC durante los últimos 20 años, habiendo tratado con más de 500 clientes en todo el mundo en sectores de alta gama como el automotriz, aeronáutico y biomédico, experimentando así su importancia en la fabricación combinada y el conocimiento relacionado con su destreza tecnológica y experiencia.
JS Precision cuenta con más de 30 centros de mecanizado de alta gama , incluidos centros de mecanizado tipo pórtico de 5 ejes y máquinas de torneado y fresado, con una capacidad máxima de procesamiento de 2000 mm × 800 mm × 700 mm y un requisito de posicionamiento de alta precisión de ±0,005 mm, enriqueciendo las capacidades de procesamiento para piezas grandes y complejas.
Nuestro equipo de ingeniería está formado por más de 15 ingenieros senior de DFM, con un promedio de 8 años de experiencia en la industria , lo que les permite identificar posibles problemas de fabricación y ensamblaje en la fase de diseño.
Hasta la fecha, JS Precision ha reducido el número promedio de piezas para sus clientes en un 75%, ha reducido los costos totales entre un 30% y un 57% y ha mantenido una tasa de entrega puntual del 99,5%. Nuestra empresa cuenta con las certificaciones aeroespaciales ISO 9001:2015 y AS9100D , y nuestro sistema de calidad abarca todo el proceso, desde la adquisición de la materia prima hasta la verificación del ensamblaje final.
¿Quiere comprobar si su ensamblaje complejo puede reducir costos en más del 50%? Contacte con un ingeniero de JS Precision ahora, proporcione información sobre el ensamblaje y reciba una solución gratuita de servicios de fresado y mecanizado CNC personalizados para comprender claramente el potencial de ahorro de espacio y mejoras de precisión.
¿Cómo pueden los servicios integrados de mecanizado y fresado CNC reducir sus costos de ensamblaje?
Tras conocer las capacidades de JS Precision, quizá se pregunte cómo el servicio integrado de fresado y mecanizado CNC puede reducir los costes de montaje. La solución implica un análisis exhaustivo de la estructura de costes general. Los servicios de fresado y mecanizado CNC pueden eliminar los costes invisibles u ocultos a nivel de sistema.
El iceberg de costes: costes invisibles de ensamblaje y depuración
En muchas organizaciones, se evalúa el precio de los componentes individuales, ignorando los efectos significativos de los costos ocultos asociados con un modelo de componentes.
En un modelo de componentes tradicional, los costos asociados con el tiempo de ensamblaje, el retrabajo en la depuración, los accesorios adicionales y la coordinación de la gestión comprenden más del 30% de los costos totales involucrados en dicho modelo.
Por ejemplo, los componentes de diferentes proveedores podrían requerir de 2 a 3 días adicionales de depuración debido a la incompatibilidad de las interfaces. Este esfuerzo suele subestimarse fácilmente.
Resta en la fabricación integrada: de múltiples piezas a una sola pieza de trabajo
JS Precision utiliza fresado y mecanizado CNC para realizar la integración de piezas y la integración funcional, eliminando así directamente el coste asociado al proceso de ensamblaje y conectores.
Por ejemplo, la integración de 12 piezas independientes de aluminio y acero en 3 componentes principales a través del fresado de cinco ejes no solo reduce el costo de procesamiento de 9 piezas, sino que también elimina por completo los pasos de ensamblaje, como la fijación de tornillos y el posicionamiento de pasadores.
| Tipo de costo | Porcentaje del modelo de componentes tradicionales | Porcentaje del modelo integrado de precisión JS | Porcentaje de ahorro | Ahorro anual promedio (producción en masa de 100.000 unidades) |
| Costo de procesamiento de piezas | 25% | 30% | -20% | -$50,000 |
| Costo de ensamblaje y depuración | 35% | 5% | 85,7% | $300,000 |
| Costo de Gestión y Coordinación | 20% | 3% | 85% | $170,000 |
| Costo de pérdida de chatarra | 10% | 1% | 90% | $90,000 |
| Otros costos ocultos | 10% | 1% | 90% | $90,000 |
| Costo total | 100% | 40% | 60% | $600,000 |
¿Desea calcular con precisión el coste total de su ensamblaje? Envíe los planos de sus piezas y los requisitos de ensamblaje, y JS Precision le proporcionará una comparación gratuita de las diferencias de coste entre los métodos tradicionales y los servicios integrados de fresado y mecanizado CNC. Esto le permitirá detectar gastos ocultos y encontrar la mejor manera de reducir costes.
Por qué el mecanizado de propósito general falla en conjuntos complejos: la tríada de desafíos
Estos ensambles requieren estándares muy altos de precisión de fabricación, coordinación y escalabilidad . Los métodos de mecanizado generalizados y descentralizados no pueden satisfacer adecuadamente estos requisitos, por lo que es necesario integrar servicios de fresado CNC para afrontar estos desafíos.
Tolerancias acumuladas y problemas de adaptación de interfaces
Cuando varias piezas provienen de diferentes proveedores, cada uno tiene diferentes parámetros de mecanizado . Incluso si las piezas individuales cumplen con los requisitos del plano, las tolerancias se acumulan y aumentan.
Por ejemplo, para un conjunto que consta de 5 piezas, aunque la tolerancia se da como ±0,02 mm, la tolerancia acumulada final puede alcanzar ±0,1 mm o más , lo que provoca desalineación del cojinete, interferencia del conjunto o falla funcional.
Colaboración entre múltiples materiales y procesos
Los ensambles suelen incluir la participación de múltiples materiales, como aluminio, acero y plásticos de ingeniería. Esto conlleva diversos procesos, como el fresado, el torneado y la fabricación aditiva. Los proveedores dispersos no pueden optimizar las secuencias de procesos.
Por ejemplo, la distorsión de las piezas después del tratamiento térmico no se puede compensar con precisión en el fresado posterior, y los problemas de compatibilidad con el tratamiento de superficie pueden no adaptarse, lo que hace que la tasa de fallos de colaboración sea superior al 30% aproximadamente.
Escalabilidad y fragilidad de la cadena de suministro
Las desventajas de una cadena de suministro en una zona dispersa se agravan desde el desarrollo del prototipo hasta la producción en masa. Los distintos proveedores tendrán ciclos de producción variados , y será difícil coordinar las fechas de entrega. Cualquier fallo en una pieza frenará el proyecto. Añadir, modificar o ampliar el número de proveedores requerirá un tiempo de recertificación de uno a dos meses.
Los pilares técnicos del ahorro de costes: un análisis profundo del mecanizado CNC avanzado
Los pilares del soporte técnico para la rentabilidad son cuatro. Estos permiten lograr mayor precisión y eficiencia en los servicios de fresado CNC, así como en el fresado CNC de piezas de gran tamaño .
DFA/DFM: Su plan para el ahorro
Los ingenieros de JS Precision participan en la fase de diseño , analizando y optimizando la disposición de las piezas mediante el diseño orientado al ensamblaje (DFA) para reducir el uso de sujetadores. Reduzca la dificultad de procesamiento mediante la retroalimentación del Diseño para la Fabricabilidad (DFM).
Por ejemplo, al modificar agujeros profundos a agujeros escalonados, se puede ahorrar hasta un 30 % en costos de herramientas y se reduce el riesgo de rotura de la herramienta. Una esquina afilada se puede redondear para optimizar los tiempos de fresado en un 25 % . Este análisis DFA/DFM suele generar un ahorro promedio de entre el 20 % y el 35 %.
Programación de alto nivel e inteligencia de trayectorias de herramientas
Hemos estado aplicando las estrategias de mecanizado más avanzadas, como la programación simultánea de cinco ejes, con el resultado de un aumento de más del 40% en la eficiencia de mecanizado y la vida útil de la herramienta al procesar cavidades profundas y materiales duros.
Durante el fresado CNC de piezas grandes, el personal de programación controla con precisión la deformación y la tensión durante el mecanizado, así como la precisión del mecanizado de los componentes de la máquina de bastidor grande.
Procesos especializados para tareas monumentales
JS Precision también cuenta con un amplio taller de mecanizado de piezas . Las fresadoras de pórtico de JS Precision tienen recorridos de mecanizado de 2000 mm x 800 mm x 700 mm.
Además, gracias a la adopción de uniones químicas diseñadas a medida, se garantiza la estabilidad de las piezas grandes durante el mecanizado. Asimismo, en las fresadoras de pórtico se utilizan equipos de medición de gran tamaño, como rastreadores láser, para controlar la precisión del mecanizado.
La calidad como sistema, no como punto de control
Nuestra empresa ha desarrollado un sistema de calidad de circuito cerrado, totalmente conforme con la norma ISO 9001:2015 . Todos los procedimientos, desde el Informe de Dimensiones del Primer Artículo (FAIR) y el Control Estadístico del Proceso (CEP) hasta la verificación del ensamblaje final, se basan en datos.
A través de la integración de la cadena de suministro, garantice la consistencia del lote de materias primas, garantice la calidad desde la fuente y controle el error de consistencia de las piezas producidas en masa dentro de ± 0,008 mm.
¿Desea un diseño competitivo desde el principio? Contacte con el equipo de ingeniería de JS Precision, comparta los requisitos de sus productos de fresado CNC y recibirá un análisis DFA/DFM gratuito. Esto permitirá que nuestros servicios de fresado CNC se adapten a su diseño previamente.
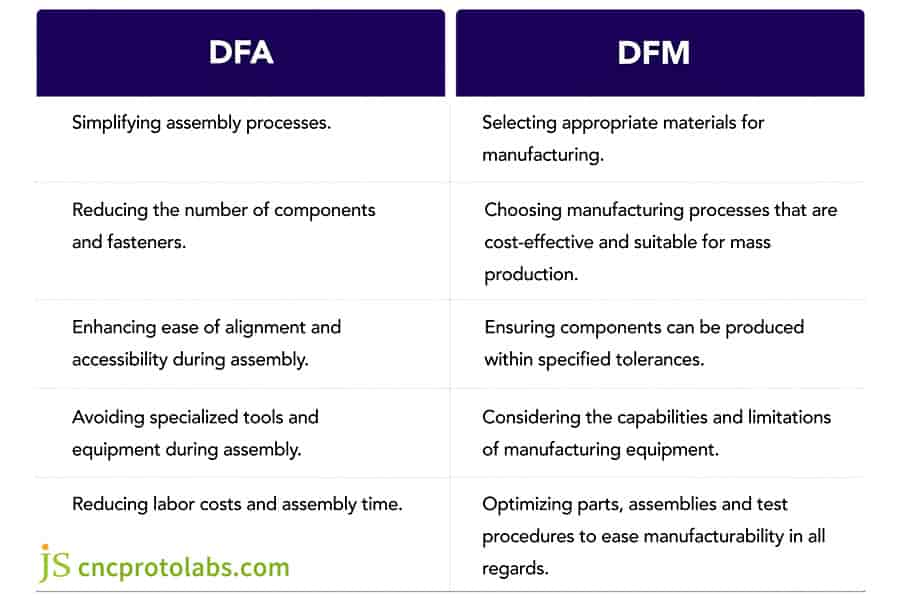
Figura 1 Los principales objetivos de DFA y DFM
Coherencia a escala: ¿Cómo garantizar que cada pieza fresada con CNC encaje perfectamente?
En la producción en masa, miles de productos de fresado CNC deben mantener una precisión constante para lograr un ensamblaje instantáneo sin necesidad de piezas opcionales. Esto requiere una garantía conjunta en tres aspectos: equipo, estándares de calidad y procesos.
La precisión de las máquinas herramienta es solo el comienzo: compensación térmica y monitoreo de procesos
JS Precision utiliza máquinas herramienta de alta gama que incorporan retroalimentación de codificador lineal y controles de software para la corrección de errores de expansión térmica.
Esto le permite compensar completamente los errores que puedan surgir por los cambios de temperatura en su entorno, garantizando una precisión de ±0,003 mm. Además, cuenta con un sistema de sonda en línea que le permite detectar y corregir automáticamente los errores derivados del desgaste de la herramienta.
Sistema de referencia unificado: sistema de coordenadas absoluto desde el mecanizado hasta la inspección
Completar las características de acoplamiento críticas en una sola máquina con una sola sujeción es fundamental para garantizar la precisión. JS Precision emplea un sistema de coordenadas absoluto para la programación y el mecanizado.
El sistema de coordenadas de medición de la máquina de medición por coordenadas (CMM) de JS Precision está alineado idealmente con el sistema de coordenadas de mecanizado para garantizar que se realicen mediciones directas en la producción para lograr una precisión de repetibilidad de ±0,002 mm .
Caso práctico: Reducción de costes del 57 %: Transformación de un conjunto de brazo robótico industrial
Un fabricante de equipos de automatización se enfrentó al reto de fabricar un módulo de muñeca robótica de seis ejes. El diseño original constaba de 12 piezas independientes de aluminio y acero ensambladas con tornillos y pasadores. Esto no solo resultó en altos precios de servicios de fresado CNC , sino que también presentó graves problemas de precisión y eficiencia.
Desafíos
La imposibilidad de permitir un error coaxial de la carcasa del cojinete de 0,08 mm, lo que provocó el mal funcionamiento del robot, y la depuración en el sitio tuvo un promedio de tasa de éxito de solo el 85% en un promedio de 4 horas por unidad, había 12 piezas procedentes de solo 3 proveedores, lo que dificultó la coordinación de la entrega y provocó retrasos de hasta 15 días , y el costo total de producción en masa fue de $ 120 por unidad.
Solución de precisión JS
1. Reconfiguración DFA/DFM: Subdivisión de los 12 componentes en 3 , que implican incorporar un bastidor principal de aluminio y dos componentes de transmisión relacionados con el acero, en los que se integran todos los alojamientos de los cojinetes.
2. Integración de procesos: El marco de aluminio integrado se procesa en una sola configuración mediante un centro de mecanizado de pórtico de 5 ejes, de modo que la coaxialidad de los orificios en la carcasa del rodamiento tenga una tolerancia de φ0,03 mm . Las piezas de acero se procesan en una fresadora y un torno en la misma fábrica con el mismo objetivo de integración de procesos.
3. Control de calidad: La precisión de todo el marco se mide mediante una CMM, lo que proporciona un cromatograma de desviación 3D preciso. Todo el proceso de producción se controla mediante el sistema SPC, que facilita el ajuste de parámetros.
Resultados
El número de piezas se ha reducido en un 75%, el tiempo de montaje ahora es de 30 minutos frente a 4 horas, el paso de puesta en servicio es ahora del 99,9% frente a los niveles anteriores y los costes de fabricación por unidad han bajado a 51,6 dólares, lo que supone una reducción del 57%.
Los plazos de entrega se redujeron de 45 a 25 días, pero la puntualidad en las entregas ahora es del 99,5 % en comparación con los índices anteriores. El diseño de módulos rígidos ha mejorado un 30 % y la vida útil se ha prolongado en 2 años.
Comentarios del cliente: “El proceso combinado de fresado y mecanizado CNC de JS Precision eliminó todo nuestro problema de ensamblaje, lo que nos proporcionó un enorme beneficio en costos y nos ayudó a obtener una ventaja competitiva en el mercado”.
¿Tiene desafíos similares en la fabricación de ensamblajes complejos? Contacte con los ingenieros de JS Precision para que le expliquen detalladamente los puntos débiles de su producto y reciba una consulta personalizada para que un equipo de profesionales diseñe una solución de fabricación integral a su medida.
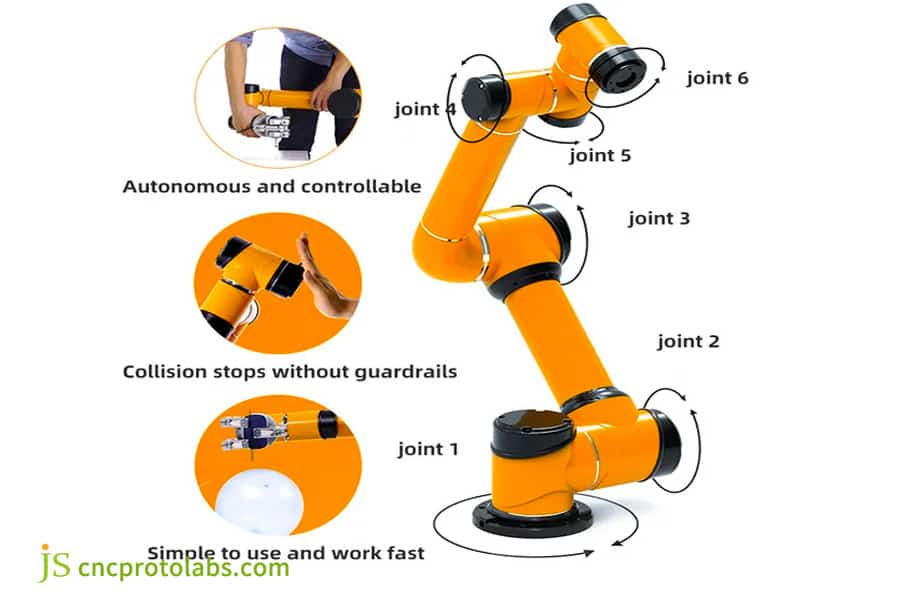
Figura 2 Los robots de brazo articulado de seis ejes reciben su nombre de las seis rotaciones distintas que les permiten agarrar un objeto en casi cualquier ángulo y en casi cualquier punto a su alcance.
¿Qué factores influyen realmente en el coste de una fresadora CNC y en el presupuesto de su proyecto?
Muchos clientes preguntan sobre el precio de una fresadora CNC . En realidad, el precio depende básicamente de varios factores, como la capacidad de la máquina y el diseño de la pieza. Esto le ayudará a tomar la mejor decisión.
Capacidad Premium: máquinas herramienta de cinco ejes, multicanal y de gran tamaño
Las máquinas-herramienta de cinco ejes vinculados, de fresado y torneado compuesto y de movimiento de gran carrera implican mayores gastos de capital y operativos.
Por ejemplo, el coste de capital de un centro de mecanizado de pórtico de cinco ejes es de 3 a 5 veces superior al de una máquina herramienta típica de tres ejes. Sin embargo, el centro de mecanizado de cinco ejes puede mecanizar piezas complejas en una sola pasada, lo que genera menores costes unitarios.
| Tipo de máquina herramienta | Coeficiente de costo de compra | Coeficiente de costo de operación | Precisión de mecanizado | Tipo de pieza aplicable | Coeficiente de costo unitario (piezas complejas) |
| Fresadora ordinaria de tres ejes | 1 | 1 | ±0,01 mm | Estructura simple, piezas de un solo plano | 1 |
| Fresadora de cinco ejes con varillaje | 3.5 | 1.8 | ±0,005 mm | Superficies curvas complejas, piezas de mecanizado multifacéticas | 0.6 |
| Centro de torneado Mill-Turn | 4 | 2 | ±0,003 mm | Piezas multifuncionales tipo eje | 0.5 |
| Fresadora de pórtico grande | 5 | 2.5 | ±0,01 mm | Piezas de bastidor grandes de más de 2000 mm | 0.7 |
Tu geometría: tiempo de programación y uso de materiales
La presencia de superficies complejas, características detalladas y componentes de paredes delgadas aumentará exponencialmente el tiempo de programación y mecanizado . Por ejemplo, los componentes con superficies complejas requerirán de 2 a 3 veces más tiempo de programación que otros componentes, mientras que los componentes de paredes delgadas reducirán la eficiencia del mecanizado en un 50 %.
La optimización del diseño garantizó que la utilización del material aumentara del 60% al 85% y, como resultado, el costo del fresado CNC para piezas grandes disminuyó entre un 15% y un 20% .
¿Necesita un desglose de precios? Simplemente envíe a JS Precision el modelo 3D de su pieza y le proporcionaremos un desglose gratuito del costo de su fresadora CNC, indicando el porcentaje del costo de cada paso del proceso.

Figura 3 Las formas simples como rectángulos o cilindros se pueden procesar más rápido y de forma más económica.
Su hoja de ruta hacia el ahorro: ¿Cómo empezar con una solución de mecanizado CNC personalizada?
Existe una mejor manera de trabajar juntos. JS Precision ofrece un método de colaboración en tres pasos que permite adaptar fácilmente el servicio de fresado CNC a sus necesidades.
Paso 1: Entregue su “desafío”, no solo dibujos
Nos gustaría animarle a que nos envíe modelos de ensamblaje, necesidades de rendimiento y descripciones de los puntos críticos , no solo diagramas de piezas en ubicaciones aleatorias. De esta manera, los ingenieros de JS Precision podrán comprender completamente los requisitos e iniciar un análisis DFA sistemático para identificar las áreas clave de optimización.
Paso 2: Participación en una reunión de revisión de ingeniería en profundidad
JS Precision establecerá un equipo interdepartamental de ingenieros que se comunicarán directamente con su equipo de diseño mediante videoconferencia. Los ingenieros ofrecerán soluciones para la integración de piezas y la optimización de procesos , así como la ruta de proceso más óptima y responderán a cualquier consulta técnica que tenga.
Paso 3: Obtenga una cotización transparente y un plan prototipo
Se incluirá un presupuesto y un plan transparentes. Este presupuesto identificará específicamente el ahorro total de costos de la solución de fabricación integrada en comparación con el trabajo a destajo tradicional, incluyendo la reducción de piezas y ensamblajes . Se incluirá un plan para la creación rápida de prototipos, que generalmente se completa en 2-3 semanas, para verificar la viabilidad del diseño.
Preguntas frecuentes
P1: En el diseño integrado, las piezas individuales son más grandes y más complicadas, ¿no aumentaría esto los costos del fresado CNC?
Si bien el costo del mecanizado de una sola pieza puede ser mayor, JS Precision elimina el costo del mecanizado, la manipulación, el ensamblaje y la inspección de calidad de múltiples piezas, lo que reduce drásticamente el costo total y garantiza una calidad más consistente. Esta ventaja se acentúa aún más en la producción en masa.
P2: ¿Qué tamaño de piezas integradas puede procesar?
El gran centro de fresado de pórtico de JS Precision puede procesar una pieza de trabajo de aleación de aluminio de hasta 2000 mm × 800 mm × 700 mm , lo que puede cumplir con los requisitos de mecanizado de marcos y estructuras grandes en la mayoría de las industrias.
P3: ¿Pueden manejar todos los conjuntos de múltiples materiales?
Sí, JS Precision ofrece fresado y torneado de precisión de materiales como aluminio, acero, acero inoxidable, latón y plásticos de ingeniería. Es posible coordinar la secuencia del proceso y el tratamiento superficial de cada pieza para garantizar su compatibilidad.
P4: ¿Cómo se garantiza la precisión de mecanizado de piezas grandes integradas? Por ejemplo, ¿la planitud en toda su longitud?
En el caso de JS Precision, se adopta una estrategia de corte por luz de alta velocidad para controlar la deformación por tensión. Se utiliza un taller con control de temperatura para el mecanizado y la inspección. Para una pieza de aluminio de 1 m de longitud, su planitud se puede controlar con una precisión de ±0,1 mm/m.
Q5: ¿Es difícil comunicarse y gestionar proyectos con proveedores extranjeros?
En absoluto. JS Precision cuenta con gerentes de proyecto y equipos de ingeniería angloparlantes, y la empresa utiliza una plataforma de colaboración en línea donde se proporcionan actualizaciones y datos en tiempo real, etc.
P6: ¿El tratamiento de superficies y el tratamiento térmico son parte de los servicios ofrecidos?
Sí. También ofrece soluciones integrales de posprocesamiento como anodizado, arenado, pintura y procesos de tratamiento térmico como el envejecimiento de la solución, lo que garantiza el control y minimiza los riesgos en la integración con otros proveedores.
Q7: ¿Cuánto tiempo suele tardar la entrega?
Para los ensambles con niveles de complejidad estándar, el desarrollo de prototipos demora de 2 a 3 semanas . La producción a gran escala, según el volumen, demora de 4 a 8 semanas . Para cumplir con los requisitos de entrega, JS Precision ha acelerado los procesos para gestionar demandas urgentes.
P8: ¿Qué tal está JS Precision en China en comparación con una fuente china?
JS Precision, además de ofrecer capacidades tecnológicas iguales o incluso superiores (especialmente en el procesamiento de piezas complejas y de gran tamaño), puede ofrecer costos totales más competitivos y tiempos de respuesta más rápidos a través de las ventajas de su cadena de suministro y su ecosistema de fabricación.
Resumen
El problema relacionado con el ensamblaje y la fabricación complejos nunca se centraría en el mecanizado individual , sino en la colaboración dentro del sistema global. Por lo tanto, las capacidades generales de los servicios de fresado y mecanizado CNC ayudarían a abordar cualquier problema relacionado con la soldadura, la precisión y el suministro.
JS Precision eliminaría todas las limitaciones con la ayuda de una integración adecuada y la experiencia acumulada, convirtiendo el ensamblaje complejo en una ventaja competitiva.
Es hora de volver a pensar en su plan de fabricación.
Envíenos su modelo de ensamblaje o el componente más complejo. Nuestros ingenieros pueden ofrecerle un "Informe gratuito de análisis integrado de fabricación y potencial de ahorro de costos" para ilustrar claramente el potencial de ahorro y la mejora del rendimiento que puede obtener mediante una estrecha colaboración.
Trabajemos juntos para transformar su ensamblaje de una carga de costos a una ventaja en el mercado.

Descargo de responsabilidad
El contenido de esta página es meramente informativo. JS Precision Services no ofrece garantías, ni expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características específicas de diseño, calidad y tipo de material o mano de obra a través de la red de JS Precision. Es responsabilidad del comprador solicitar presupuesto de piezas e identificar los requisitos específicos para estas secciones. Para más información, contáctenos .
Equipo de JS Precision
JS Precision es una empresa líder en la industria , especializada en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes, y nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metal y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producciones de pequeño volumen o para personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija JS Precision : eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

