

Аэрокосмическая токарная обработка с ЧПУ играет жизненно важную роль в производстве основных вращающихся частей авиационных двигателей. Такими компонентами могут быть диски турбин двигателей, валы шасси и т. д., которые, помимо высокой прочности , должны быть очень легкими.
Материалы и производственные процессы влияют как на безопасность, так и на успех в аэрокосмической отрасли. Титановые сплавы выбираются из-за их исключительного соотношения прочности и веса и устойчивости к коррозии, однако их сложность в обработке является серьезной проблемой.
В руководстве будут рассмотрены одобренные AS9100 варианты токарной обработки с ЧПУ для аэрокосмической отрасли , а также подчеркнута токарная обработка титановых сплавов и чистовая обработка компонентов большого диаметра с высокой точностью. Кроме того, он предназначен для оказания помощи в преобразовании новейших технологических разработок в надежные детали и выборе лучших партнеров-производителей.
Ключевые выводы
| Ваши основные проблемы | Основные решения JS Precision | Основная ценность для вас |
| Соответствие строгим стандартам высочайшей производительности и надежности деталей аэрокосмического класса. | Предлагает сертифицированные AS9100 услуги токарной обработки с ЧПУ для аэрокосмической отрасли с упором на титановые сплавы и токарную обработку большого диаметра. | Получение точных аэрокосмических деталей, которые безопасны и соответствуют требованиям , тем самым снижая риски сертификации проекта и цепочки поставок. |
| Решение проблем стоимости, эффективности и качества , присущих работе с труднообрабатываемыми материалами, такими как титановые сплавы. | Использование высокоточных токарных технологий с ЧПУ и современного оборудования для достижения стабильности процесса. | Обеспечение целостности детали, оптимизация использования ресурсов и затрат, а также содействие плавному переходу от прототипа к массовому производству. |
| Поиск технически компетентных и надежных партнеров в глобальной цепочке поставок. | Будучи поставщиком, ориентированным на технологии, предлагающим полный спектр предпроизводственной поддержки и устанавливающим прочные отношения в качестве технологического подразделения клиента. | Развитие надежных партнерских отношений, которые гарантируют, что проекты будут реализованы вовремя, в соответствии со стандартами и в рамках бюджета . |
Ключевые выводы
- Аккредитация AS9100 — это, по сути, минимальный стандарт, который необходим поставщику станков с ЧПУ для аэрокосмической отрасли, чтобы начать работу, и это систематический способ гарантировать, что детали всегда можно отследить, а также что они безопасны и надежны .
- Ключом к хорошей обработке титанового сплава является точная технология токарной обработки с ЧПУ и стратегии обработки, учитывающие низкую теплопроводность сплава и высокую химическую активность.
- Чтобы иметь возможность выполнять токарную обработку с ЧПУ большого диаметра, необходима абсолютная жесткость оборудования, специальный инструмент и технология онлайн-компенсации для контроля отклонения тонкостенных деталей.
- Необходимо очень тщательно проверять техническое портфолио и список станков потенциального поставщика (особенно его лучший токарных станков с ЧПУ), поскольку эти аспекты напрямую устанавливают пределы его возможностей при выборе поставщика.
- Сотрудничество DFM с поставщиками, имеющими опыт работы в аэрокосмической отрасли, — отличный способ оптимизировать затраты, производительность и сроки реализации проекта .
Почему стоит доверять этому руководству? Решения JS Precision для токарной обработки в аэрокосмической отрасли
Токарная обработка на станках с ЧПУ для аэрокосмической отрасли — основная специализация JS Precision. Мы работаем в этом бизнесе уже давно, более 15 лет. У нас есть сертифицированная система качества AS9100 Rev D и очень обширная база данных процессов, содержащая более 1000 наборов материалов , включая не только титановые сплавы, но и другие материалы, которые трудно поддаются механической обработке.
Наши станки включают в себя 5-осевые фрезерные и токарные центры серии DMG MORI NT, которые могут выполнять одноступенчатую обработку прецизионных деталей размером от 10 до 1500 мм с повторяемостью в пределах 0,002 мм и погрешностью биения 0,001 мм , что соответствует требованиям точности аэрокосмической промышленности.
Для работы с титановыми сплавами, такими как TC4 и Ti-6Al-4V, в аэрокосмической отрасли мы применяем охлаждение под высоким давлением 70–100 бар и оптимизируем траекторию движения инструмента таким образом, чтобы увеличить срок службы инструмента более чем на 30 %, повысить эффективность обработки на 25 % и снизить себестоимость единицы продукции почти на 20 %.
В число наших клиентов входят пять крупнейших мировых производителей авиационных двигателей , а также крупнейшие производители шасси для военных самолетов. Основными деталями, с которыми мы работали, являются диски турбин и валы подшипников. Мы поставили более 100 000 деталей, и все они получили сертификат летной годности FAA. Они встречаются Стандарты AS9100 Ред. D и претензий к качеству не было.
Наша команда полностью осознает решающую роль авиационных проектов в обеспечении безопасности полетов и, строго следуя требованиям стандарта AS9100 Rev D, мы создали полную систему отслеживания поставок от сырья до готовой продукции.
Сюда входит отслеживание сырья (номер печи и сертификат материала), испытания процесса и испытания продукции (координатно-измерительная машина и неразрушающий контроль).
Каждая партия компонентов сопровождается полным отчетом FAI и сертификатом на материал, которые всегда под рукой для проверок клиентов. Нам можно доверять как партнеру, который разделит бремя проекта и вместе решит технические проблемы.
Хотите получить сертификационные документы JS Precision AS9100 и практические примеры обработки титановых сплавов? Немедленно свяжитесь с нашими инженерами, указав «потребности в авиационной обработке», чтобы получить бесплатное индивидуальное техническое решение.
Почему аэрокосмические станки с ЧПУ становятся краеугольным камнем производства легких аэрокосмических конструкционных компонентов?
Аэрокосмическая токарная обработка с ЧПУ является основным процессом изготовления легких и высокоточных авиационных деталей, и отсутствие зрелой технологии не может преобразовать преимущества титанового сплава в производительность детали. В этой главе будет обсуждаться неизгладимая природа аэрокосмической обработки с ЧПУ через призму рабочих условий, требующих обработки деталей, и обеспечения качества.
Бескомпромиссные требования к летной годности аэрокосмических компонентов
Производительность компонентов аэрокосмической отрасли требует высоких затрат и жестко контролируемых основных показателей: снижение удельной прочности более чем на 30%, усталостный срок службы более 10^7 циклов и допуск на размеры 0,025 мм даже для наиболее важных деталей, которые напрямую влияют на безопасность полета.
Роль токарных станков с ЧПУ в аэрокосмической отрасли
Токарные станки с ЧПУ покрывают вращающиеся компоненты авиационного ядра с ключевыми прецизионными токарными деталями с ЧПУ, включая шпиндели двигателей, диски турбин и т. д. Точность обработки напрямую определяет безопасность компонентов.
Технологии и качество: обязательное сочетание
Развитая прецизионная технология токарной обработки с ЧПУ — единственный путь к стандарту размеров и качества поверхности, поэтому производительность компонентов и соответствие сроку службы на воздухе требуют системы качества, такой как AS9100, чтобы гарантировать согласованность партий и отслеживаемость продукции, и то, и другое незаменимо .
Хотите понять, как токарная обработка с ЧПУ в аэрокосмической отрасли обеспечивает баланс прочности легких деталей? Загрузите наш «Информационный документ по облегченному процессу токарной обработки в аэрокосмической отрасли», в котором указаны «требования к легкому весу», чтобы бесплатно получить подробные технические параметры и практические примеры.
 Рис. 1. Ассортимент из семи прецизионных металлических компонентов с полированной отделкой, включая цилиндры и шестигранники.
Рис. 1. Ассортимент из семи прецизионных металлических компонентов с полированной отделкой, включая цилиндры и шестигранники.
Почему обработка на станке с ЧПУ, сертифицированная AS9100, является обязательным требованием для аэрокосмических проектов?
Сертификация AS9100 на станке с ЧПУ является обязательным условием для поставщиков аэрокосмических проектов. В этой главе подробно рассматриваются основные преимущества стандарта и то, как он помогает гарантировать точность токарных деталей с ЧПУ.
Сердце AS9100 – это нечто большее, чем ISO9001
Специальные авиационные требования добавляются к существующему стандарту ISO9001 посредством AS9100, который в основном ориентирован на обязательную проверку первого изделия (в соответствии с САЭ АС9102 ), полная отслеживаемость процесса, ужесточенный контроль на начальном этапе и раннее предотвращение рисков качества обработки.
Как сертификация играет роль в обеспечении качества токарной обработки деталей с ЧПУ
Стабильность партии продукции и предсказуемость производительности прецизионных токарных деталей с ЧПУ обеспечиваются AS9100 посредством тщательно документированного управления. JS Precision устанавливает стандарты и ведет записи проверок на каждом этапе , при этом точность измерения размеров критически важных деталей достигает 0,0005 мм.
Тактическое преимущество работы с сертифицированным поставщиком
Выбор Обработка на станке с ЧПУ сертифицирована AS9100 поставщик может пройти аудит клиента и передать риски проекта. Благодаря стандартизированным процессам и богатому опыту в авиации компания может заранее прогнозировать и решать проблемы обработки.
| Стандартные элементы сравнения | АС9100 | ИСО9001 |
| Отраслевой таргетинг | Специально для аэрокосмической отрасли | Универсально применимо |
| Требования к проверке первой статьи | Обязательный | Никаких явных требований |
| Прослеживаемость | Полная отслеживаемость процесса | Основные требования к прослеживаемости |
| Управление поставщиками | Строгий аудит вышестоящих поставщиков | Общие требования к аудиту |
| Предотвращение рисков | Обязательный механизм идентификации рисков | Нет обязательных требований |
| Совместимость с сертификатами летной годности | Совместимость с сертификатами летной годности | Невозможно встретить |
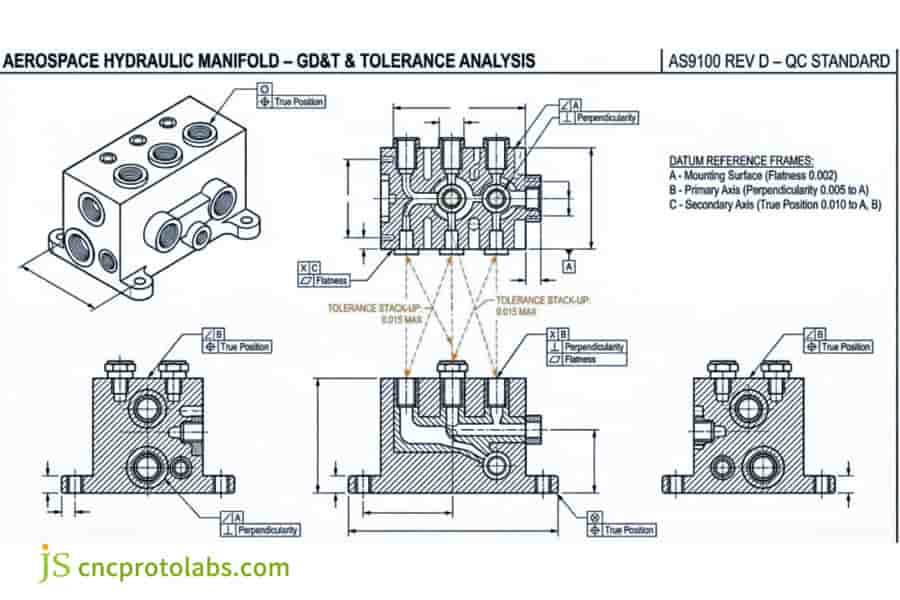 Рис. 2. Технический чертеж гидравлического коллектора для аэрокосмической отрасли с аннотациями GD&T, анализом допусков и ссылками на стандарты AS9100.
Рис. 2. Технический чертеж гидравлического коллектора для аэрокосмической отрасли с аннотациями GD&T, анализом допусков и ссылками на стандарты AS9100.
Какие технологии точной токарной обработки с ЧПУ могут преодолеть трудности обработки титановых сплавов?
Услуги по обработке титана с ЧПУ всегда считался сложным аспектом обработки в аэрокосмической отрасли. В этой статье рассматриваются различные проблемы механической обработки и эффективные технологии точной токарной обработки с ЧПУ, которые можно использовать.
Типичные проблемы службы обработки титана с ЧПУ
Обычно при обработке титановых аэрокосмических сплавов, таких как TC4 и Ti-6Al-4V, ожидается наличие трех препятствий: из-за низкой теплопроводности ускоряется износ инструмента, высокое химическое сродство приводит к образованию наростов, а низкий модуль упругости приводит к деформации обработки, тем самым, к потере точного контроля.
Ключевые технологические процессы и стратегии
JS Precision использует три основные технологии точной токарной обработки с ЧПУ для решения проблем обработки титановых сплавов:
- Технология охлаждения под высоким давлением: СОЖ под высоким давлением 70–100 бар впрыскивается непосредственно в зону резания для быстрого отвода тепла, разрушения стружки и предотвращения наростов на кромке.
- Специализированные инструменты: твердосплавные инструменты с PVD-покрытием (AlTiN) и оптимизированной геометрией повышают износостойкость и антиадгезионные свойства.
- Оптимизация траектории инструмента: сочетание постоянной скорости поверхности и циклоидальных траекторий контролирует тепловую нагрузку и эффективно снижает деформацию детали во время обработки.
Ценность специализированных услуг
Опытные поставщики могут оптимизировать параметры с помощью баз данных процессов, снизить затраты на инструмент более чем на 20 % и обеспечить усталостную прочность деталей. JS Precision может контролировать деформацию тонкостенных деталей из титанового сплава в пределах 0,05 мм со степенью проходимости 98%.
Таблица параметров процесса обработки титанового сплава
| Параметр | Черновая обработка | Получистовая обработка | Отделка |
| Скорость резания (м/мин) | 30-40 | 40-50 | 50-60 |
| Скорость подачи (мм/об) | 0,2-0,3 | 0,1-0,2 | 0,05-0,1 |
| Глубина резания (мм) | 2-3 | 1-2 | 0,2-0,5 |
| Давление охлаждающей жидкости (бар) | 70 | 80 | 100 |
| Тип покрытия инструмента | АлТиН | АлТиН | АлТиН |
| Шероховатость поверхности (Ра) | 6,3 мкм | 3,2 мкм | 1,6 мкм |
Хотите индивидуальную услугу обработки титана с ЧПУ? Отправьте чертежи деталей, и инженеры JS Precision проведут бесплатный DFM-анализ и предоставят подробный расчет стоимости.
Как выбрать лучший токарный центр с ЧПУ для деталей аэрокосмической отрасли?
Учитывая высокие требования к точности производства деталей для аэрокосмической отрасли, выбор лучшего токарных станков с ЧПУ становится вопросом первостепенной важности . В этой главе мы рассмотрим ключевые критерии выбора и обсудим некоторые требования к специальному оборудованию, которые помогут сделать правильный выбор.
Основные показатели эффективности
При выборе лучшего токарного центра с ЧПУ следует учитывать три основных параметра : радиальное биение шпинделя менее 0,003 мм, точность позиционирования линейной оси 0,002 мм/полный ход, а также высокая статическая жесткость, способная выдерживать силы резания титанового сплава.
Особые требования к токарной обработке с ЧПУ большого диаметра
Токарная обработка с ЧПУ большого диаметра требует более продвинутых характеристик оборудования : токарно-фрезерного центра, оснащенного осью B/Y для уменьшения ошибок, мощности шпинделя> 1000 Нм для черновой обработки и термически стабильной компоновки, чтобы избежать деформации оборудования.
Инвестиции в оборудование свидетельствуют о приверженности поставщика
Приверженность поставщика рынку высокого класса можно оценить по тому, в какой степени он продолжает инвестировать в лучший токарный центр с ЧПУ . Наша компания обновляет наши инструменты каждый год, поэтому ее текущие фрезерно-токарные центры позволяют обрабатывать максимальный диаметр 1500 мм и длину 3000 мм , что достаточно для крупных деталей.
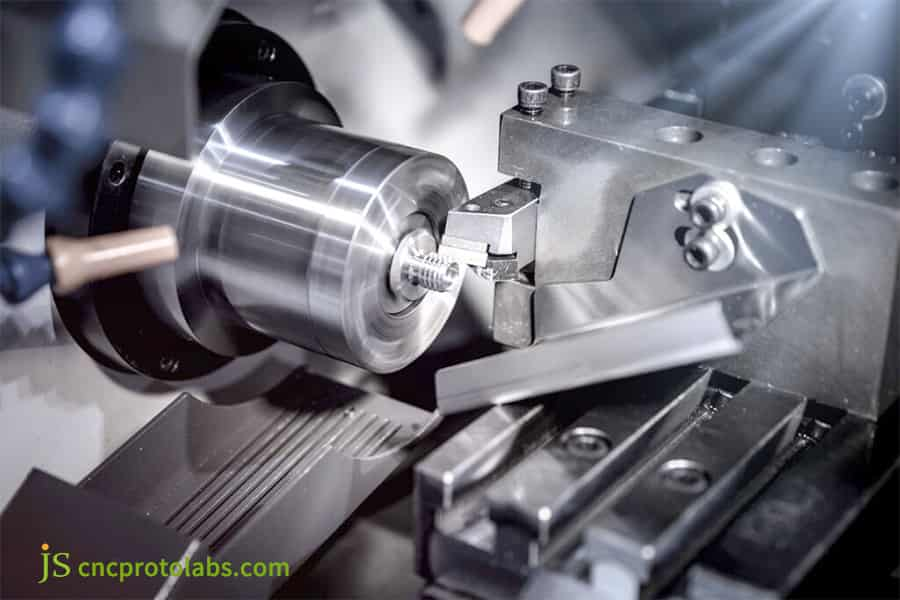 Рисунок 3. Токарный станок с ЧПУ точно обрабатывает вращающуюся титановую заготовку с включенным режущим инструментом и видимой мелкой металлической стружкой.
Рисунок 3. Токарный станок с ЧПУ точно обрабатывает вращающуюся титановую заготовку с включенным режущим инструментом и видимой мелкой металлической стружкой.
Как контролировать деформацию и точность при токарной обработке с ЧПУ большого диаметра крупных авиационных компонентов?
Основной трудностью при токарной обработке на станках с ЧПУ большого диаметра является деформация тонкостенных деталей. В этой главе рассматриваются производственные проблемы, возникающие при обработке крупных деталей, и конкретные решения, которые предлагает JS Precision.
Проблемы изготовления тонкостенных деталей большого диаметра
При обработке корпуса, типовых деталей диаметром > 500 мм и толщиной стенки < 5 мм возникают две основные проблемы деформации, возникающие в результате механической обработки: деформация, возникающая в результате снятия остаточного напряжения в заготовке, и эллиптическая деформация более 0,1 мм, вызванная низкой жесткостью тонкостенных деталей при воздействии сил резания.
Конкретные решения и замкнутое управление
При деформировании больших тонкостенных деталей мы используем три метода регулирования:
- Контурная многослойная токарная обработка. Многослойная резка — это один из способов балансировки сил резания, поэтому ни один слой не оказывается слишком глубоким, что в противном случае могло бы привести к деформации.
- Онлайн-компенсация датчика: во время чистовой обработки датчик используется для определения размеров в реальном времени , а дефекты инструмента автоматически компенсируются, поэтому точность находится в пределах стандарта.
- Специальное расширяющее приспособление: на основе анализа конечных элементов напряжения, приспособление спроектировано таким образом, чтобы обеспечить стабильный зажим без повышения уровня напряжения .
Опыт — незаменимый актив
История данных процесса и опыт, полученный с помощью итеративного метода, – вот что является залогом успеха. токарная обработка на станке с ЧПУ большого диаметра проекты зависят от. JS Precision имеет более 50 тематических исследований по работе с крупными тонкостенными деталями и поэтому точно знает, как в кратчайшие сроки найти необходимые решения.
Практический пример: Превышение предела деформации 0,05 мм, обработка тонкостенной оболочки из титанового сплава диаметром 220 мм
Испытание
Обработка корпуса сервопривода из титанового сплава TC4 со следующими размерами: внешний диаметр 220 мм, высота 150 мм и минимальная толщина стенки 3 мм. Общая округлость должна составлять 0,05 мм, внутренняя полость включает сложные неровные изогнутые поверхности.
Предыдущая обработка той же детали поставщиком привела к деформации до 0,15 мм , что сделало сборку невозможной, а проект был задержан более чем на две недели . Клиент оказался в чрезвычайной ситуации, и ему требовалось, чтобы поставщик очень быстро устранил проблему деформации и был способен производить детали на уровне стандартов качества AS9100.
Прецизионное решение JS
JS Precision после получения запроса файла сразу сформировала многофункциональную группу и определила трехэтапное решение:
1. DFM и моделирование процессов:
Введение этапа разгрузочного отжига под напряжением при температуре 550–600 ℃ в течение 2–3 часов после этапа заготовки привело к снижению остаточного напряжения более чем на 40% .
С помощью программного обеспечения для моделирования резки DEFORM-3D также было смоделировано распределение напряжения, полученное в результате механической обработки, и траектория инструмента была отрегулирована так, чтобы «сначала снаружи, затем внутри симметричное наслоение» , изменения силы резания были ограничены в пределах 50 Н, а напряжение обработки было сбалансировано.
2. Специализированная оснастка и охлаждение под высоким давлением:
Сегментированная вакуумно-адсорбционная арматура имеет давление адсорбции 0,08-0,1 МПа, а деформация зажима составляет 0,005 мм, что означает, что удалось избежать повреждений при зажиме, вызванных недостаточной жесткостью.
В сочетании с охлаждающей жидкостью под высоким давлением 70 бар, которая впрыскивается непосредственно в зону резания , температура резания снижается с более чем 600 до 380, что уменьшает наросты на кромке и обеспечивает стабильный зажим.
3. Токарно-фрезерная композиция и онлайн-компенсация:
DMG MORI NT пятиосный токарно-фрезерный композитный центр обеспечивает несколько процессов, таких как точение, фрезерование и сверление, за один установ , погрешность зажима которого составляет 0,002 мм. Онлайн-щуп RENISHAW используется для измерения и компенсации деформации инструмента толщиной 0,02 мм в реальном времени, обеспечивая тем самым соответствие допусков круглости стандартам.
Результаты
10 корпусов поставлены с округлостью 0,038 мм, что соответствует стандартам точности поверхности внутренних полостей и с первой попытки проходит испытания на герметичность и усталость .
Это не только повысило уровень квалификации запчастей с 60% до 98%, но и сократило цикл поставки до 5 дней, тем самым компенсируя задержки. Позже заказчик делегировал все заказы на эту серию деталей компании JS Precision.
Хотите повторить этот успех? Отправьте свои сложные чертежи деталей, и JS Precision предоставит вам индивидуальные решения для DFM-анализа и обработки. Обратите внимание на «Справочник по тематическому исследованию», и вы также сможете получить субсидию на оптимизацию процесса для вашего первого заказа.
 Рисунок 4. Одиночный металлический аэрокосмический компонент, изготовленный на станке с ЧПУ, цилиндрической формы и внутренними канавками, изолированный на белом фоне.
Рисунок 4. Одиночный металлический аэрокосмический компонент, изготовленный на станке с ЧПУ, цилиндрической формы и внутренними канавками, изолированный на белом фоне.
Как отбирать и оценивать надежных поставщиков токарных услуг с ЧПУ в глобальной цепочке поставок?
Контрольный список оценки помимо цены
Поставщики токарных услуг с ЧПУ не могут полагаться исключительно на цену. Его необходимо оценивать с четырех точек зрения:
- Соответствие технических возможностей.
- Записи о сертификации и тестировании AS9100 .
- Устойчивость производственных мощностей.
- Возможности комплексной поддержки DFM и массового производства.
Ключи к построению успешного партнерства
Существует три ключевых элемента долгосрочного партнерства:
- На раннем этапе проектирования поставщикам необходимо вмешаться на этапе проектирования продукта и предоставить DFM предложения по оптимизации технологии обработки.
- Четкая техническая связь и управление проектами обеспечивают синхронизацию информации на протяжении всего процесса обработки.
- Долгосрочные соглашения и обязательства по постоянному совершенствованию , основанные на потребностях проекта , направлены на оптимизацию процессов и сокращение затрат.
Идеально поставщики токарных услуг с ЧПУ должны быть не просто процессором, а техническим партнером, способным решать производственные задачи, оптимизировать производительность продукта и обеспечивать безопасность цепочки поставок.
Хотите получить оценочный список поставщиков услуг токарной обработки с ЧПУ? Свяжитесь со специалистом по цепочке поставок JS Precision и отметьте «потребности в оценке», чтобы бесплатно получить подробную форму оценки и руководство по выбору.
Часто задаваемые вопросы
В1: В чем самая большая разница между сертификацией AS9100 и ISO9001?
AS9100 требует внедрения комплексной системы управления качеством, которая включает в себя управление рисками, безопасность продукции, отслеживаемость и, прежде всего, проверку изделий. AS9100 — это стандарт качества, разработанный специально для аэрокосмической промышленности , к которой предъявляются очень высокие требования к надежности, тогда как ISO9001 — это общий стандарт, который может использоваться в любой отрасли.
Вопрос 2: Какой тип режущего инструмента чаще всего используется для обработки титановых сплавов?
В основном это твердосплавные режущие инструменты с PVD-покрытием (типа AlTiN). Для черновой и чистовой обработки используются различные конструкции канавок и кромок для повышения износостойкости и защиты от прилипания инструментов.
В3: Каков максимальный диаметр и длина токарной обработки, которую вы можете обработать?
Наш максимальный диаметр точения составляет 1500 мм, и мы можем обрабатывать детали длиной до 3000 мм . Точные возможности обработки будут варьироваться в зависимости от структуры детали и требований к допускам. Мы сможем предоставить список оборудования для соответствующих целей.
В4: Какие конкретные технологические меры используются для предотвращения деформации тонкостенных деталей?
Подробные меры включают симметричную обработку, многопроходную прогрессивную резку, использование гидравлических расширительных приспособлений и интеграцию промежуточных напряжений и операций по снятию нагрузки для ограничения степени деформации детали во время обработки.
В5: Можете ли вы предоставить полную сертификацию материалов и отчеты о термообработке?
Да. Мы полностью совместимы со стандартом AS9100 и поставляем оригинальные сертификаты качества производителя на каждую партию материалов. Кроме того, все записи процессов термообработки и механической обработки полностью отслеживаются и соответствуют требованиям сертификации летной годности.
В6: Какие этапы обычно входят в срок поставки? Как это гарантируется?
Срок поставки включает в себя анализ процесса, программирование, производство, тестирование и выпуск отчета. Наши прозрачные и надежные сроки поставки являются результатом наших стандартизированных операций и процессов управления проектами, что позволяет отслеживать ход производства в режиме реального времени.
Вопрос 7: Как убедиться, что целостность поверхности деталей обеспечивает очень высокую усталостную прочность?
Мы гарантируем, что качество поверхности деталей остается на высоком уровне, и можем удовлетворить требования высокой усталостной прочности путем регулирования параметров резки, использования охлаждения под высоким давлением и определения окончательной обработки, улучшающей поверхность (например, дробеструйной обработки).
В8: Что вы делаете со стружкой, образовавшейся в результате механической обработки?
Мы строго сортируем и перерабатываем стружку, полученную из драгоценных материалов, таких как титановые сплавы, а также сотрудничаем с сертифицированными каналами переработки. Мы экономим ресурсы и поддерживаем устойчивое развитие обрабатывающей промышленности.
Вопрос 9: Как я могу получить расценки на услуги токарной обработки с ЧПУ для аэрокосмической отрасли от JS Precision?
Ты можешь отправьте чертежи своих деталей (2D или 3D файлы) и технические требования. Инженеры JS Precision проведут бесплатный анализ проектирования для технологичности (DFM) и предоставят подробный расчет стоимости, обычно в течение 24 часов. Для сложных деталей из титановых сплавов предоставление 2D- и 3D-чертежей вместе со спецификациями материалов (например, TC4, Ti-6Al-4V), требованиями к количеству, допускам и качеству поверхности поможет обеспечить точное и оперативное ценовое предложение.
Краткое содержание
Исключительное аэрокосмическое производство — это высокоточная токарная технология с ЧПУ, глубоко интегрированная с системой качества AS9100, поддерживаемая ведущими поставщиками, которые обладают глубокими знаниями требований аэрокосмической отрасли.
Выбирая JS Precision, вы получаете лучшее токарное оборудование, хорошо разработанные технологические решения и полностью отслеживаемую систему обеспечения качества, отвечающую требованиям обработки титановых сплавов и крупных сложных деталей.
Мы не только производим детали, но и защищаем ваши летные мечты. Немедленно отправьте нам свои чертежи или технические требования, и в течение 24 часов вы получите подробный план, содержащий предварительный анализ процесса и обязательства по соблюдению требований, что сделает первый шаг к успеху проекта.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
JS Точность Команда
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

