

Serviços de fresagem CNC pode representar um elemento crítico da fabricação de precisão.
Quando o sucesso ou o fracasso do seu projeto depende da seleção da cadeia de abastecimento, uma decisão errada pode levar a perdas significativas. Escolher o fornecedor certo de fresagem CNC para o seu projeto crítico é um passo decisivo para garantir o sucesso final, seja na entrega urgente de componentes essenciais para drones dentro de 72 horas, peças de precisão para equipamentos médicos que exigem tolerâncias extremamente altas de ± 0,005 mm ou controle de custos e garantia de qualidade para grandes quantidades de componentes de carcaça.
Com muitos fabricantes de fresamento CNC disponíveis no mercado, como você seria capaz de determinar sua capacidade real e garantir que suas peças de fresamento CNC atendam à precisão e ao desempenho necessários?

Este guia examinará todo o processo, desde a análise técnica até a tomada de decisões, para ver por que um verdadeiro fornecedor de soluções pode ser sua extensão de fabricação confiável.
Resumo da resposta principal
| Dimensões de consideração principais | Desafios Comuns Equívocos | Soluções profissionais da JS Precision |
| Avaliação de capacidade técnica | Concentrando-se exclusivamente na quantidade de máquinas, sem levar em consideração a tecnologia de processo e conhecimentos de engenharia. | Equipado com máquinas-ferramentas avançadas com capacidade de 3 a 5 eixos. Emparelhado com os melhores processos possíveis para garantir a produção bem-sucedida de peças complexas na primeira tentativa. |
| Precisão e garantia de qualidade | Confundir a capacidade e as especificações da máquina-ferramenta com a capacidade real de usinagem e deixar de considerar o controle geral de qualidade do início ao fim. | Com nossa simulação CAM e alta rigidez fresamento CNC de precisão para coordenar a inspeção de máquinas de medição, podemos garantir tolerâncias previsíveis e qualidade rastreada. |
| Eficiência de custos e respostas | Compare apenas a cotação inicial, ignorando custos ocultos e riscos de atraso | Temos uma análise completa do detalhamento dos custos da fresadora CNC com um link de resposta rápida para consultas urgentes. |
| Profundidade do valor da colaboração | Tratar os fornecedores como executores de pedidos e deixar de utilizar seu potencial de otimização de engenharia. | Envolvimento precoce na análise de DFM, otimizando o projeto para melhorar a capacidade de fabricação, reduzir custos totais e fornecer valor geral além do processamento. |
Principais conclusões
- A capacidade real é encontrada no conhecimento de processos ou na experiência em engenharia, em vez de simplesmente observar as máquinas.
- A alta precisão estável se deve a um processo metódico que envolve CAM de alta tecnologia, máquinas-ferramentas de alta qualidade e inspeção.
- A otimização do custo total precisa levar em consideração fatores como eficiência da produção, qualidade e resposta do fornecedor.
- A melhor maneira de gerenciar riscos e custos da fresadora CNC seria a colaboração entre projeto e fabricação nos estágios iniciais.
Como escolher serviços de fresamento CNC? Análise completa da experiência prática de precisão JS
Como uma empresa com 15 anos de experiência em fresamento CNC, a JS Precision atendeu mais de 5.000 clientes em 12 setores principais, incluindo aeroespacial, equipamentos médicos e eletrônicos de consumo.
Nossos padrões de serviço seguem rigorosamente os requisitos de ISO 9001:2015 sistema de gestão de qualidade, que é uma especificação oficial reconhecida internacionalmente para controle de qualidade de fabricação.
Agora, concluímos o processamento de peças aeroespaciais feitas de liga de titânio complexa com uma precisão de processamento de ± 0,008 mm e superamos as dificuldades na usinagem de alta eficiência de carcaças de liga de alumínio para um cliente de automóveis de nova energia, reduzindo o tempo de processamento em 30%.
Todas essas experiências também nos permitiram obter uma compreensão profunda dos requisitos e pontos problemáticos de cada setor. Este tutorial é fruto do nosso conhecimento acumulado em mais de mil projetos de sucesso.
Tudo o que foi mencionado aqui, seja avaliação técnica ou gerenciamento de orçamento, ou entrega pontual ou colaboração de longo prazo, pode ser comprovado em projetos reais. Se você estiver tendo problemas para selecionar os serviços de fresamento CNC, então este guia, repleto de conselhos prudentes, é definitivamente confiável.
Você está procurando uma combinação rápida para seus serviços de fresamento CNC? Agora você pode compartilhar a peça e as especificações técnicas da peça, e a equipe da JS Precision fará uma análise gratuita e lhe dará o orçamento necessário.
Quais áreas principais devem ser focadas ao avaliar serviços de fresamento CNC?
Ao avaliar ou considerar uma parceria, o equipamento é essencial, mas o fator de sucesso está no sistema tecnológico subjacente. Enquanto você está considerando os fabricantes de fresadores CNC, leia as especificações do equipamento nos folhetos, mas vá além e aprofunde-se na tecnologia.
Verdadeira manifestação de profundidade tecnológica: capacidade de suporte à engenharia de processos
Capacidades de engenharia de processos: Os engenheiros da JS Precision serão capazes de fornecer soluções para ferramentas, fixações e condições de corte, dependendo do material e da geometria da peça a ser fabricada.
Podemos fornecer condições de usinagem que serão otimizadas dependendo do material a ser usinado, como aço inoxidável, variando a velocidade de usinagem e o avanço usando ferramentas com revestimento adequado.
Experiência em programação e simulação multieixos: Para peças complexas, usamos software CAM avançado, como Mastercam e HyperMill, para realizar planejamento de caminho eficiente e livre de colisões e simulação totalmente realista, a fim de evitar riscos de usinagem antecipadamente.
Apoio Sistemático à Cultura de Qualidade
- Recursos de metrologia e testes: Nossa empresa está equipada com equipamentos de teste, como máquinas de medição por coordenadas e interferômetros a laser, porque temos um processo de inspeção da primeira à última peça que garante a Peças de fresamento CNC atenderá aos padrões exigidos em relação à qualidade.
- Padronização e Documentação: Os processos e procedimentos de inspeção de qualidade são bem especificados e rastreáveis. Isso é possível para produção em massa.
Conquistando a geometria complexa: como os serviços profissionais de fresamento CNC podem lidar com a usinagem complexa de vários eixos?
Variando de impulsores a carcaças totalmente integradas, a produção de peças complexas é onde as habilidades do fornecedor são realmente postas à prova para transformar máquinas de alta qualidade em produtos finais reais. Os serviços especializados de fresamento CNC são capazes de neutralizar as dificuldades de usinagem em peças de geometria complexa.
Uma cadeia de precisão da programação à execução
1. Técnicas CAM aprimoradas e caminhos de ferramentas otimizados: Através de métodos como conexão contínua de cinco eixos e fresamento trocoidal, mantemos a suavidade das superfícies e garantimos a remoção eficiente de materiais.
2. Acessórios para peças irregulares e dicas na máquina: Usamos acessórios dedicados para peças irregulares e dicas na máquina para verificação da localização da peça antes da usinagem, garantindo que as dimensões estejam corretas.
Lidando com desafios de materiais e vibrações
1. Processamento especial para materiais difíceis de usinar: Para materiais difíceis de usinar, como ligas de titânio e ligas de alta temperatura, usamos resfriamento de alta pressão e processos de corte de velocidade variável para controlar o calor e a força de corte, evitando assim a deformação do material.
2. Controle de estabilidade dinâmica: Usamos compensação de profundidade de corte axial e porta-ferramentas com propriedades de amortecimento de vibração para eliminar vibrações durante a usinagem de componentes de paredes finas.

Figura 1 As fresadoras CNC podem operar em vários eixos, possibilitando usinar peças com formatos e recursos complexos.
Que nível de tolerância suas peças de fresamento CNC normalmente podem atingir?
As tolerâncias representam uma espécie de contrato entre projeto e fabricação. Para projetar de forma eficaz com um entendimento razoável, é uma boa ideia conhecer essas faixas típicas de recursos. Várias peças de fresamento CNC, juntamente com opções precisas de fresamento CNC, podem diferir consideravelmente em termos de tolerância.
O ASME Y14.5-2009 padrão, que é uma publicação da Sociedade Americana de Engenheiros Mecânicos (ASME) e estabelece padrões específicos para rotulagem de tolerâncias de peças mecânicas e tolerâncias de inspeção, é totalmente respeitado em nosso processo de controle de tolerância.
Faixa de tolerância padrão e alcançável
| Tipo de usinagem | Material Usado | Faixa típica de tolerância | Recurso de tolerância especial |
| Fresagem Geral | Liga de alumínio | ±0,025mm | ±0,0125mm |
| Fresamento de alta precisão | Vários metais/plásticos | ±0,005 mm | ±0,003mm |
Fatores importantes que influenciam os níveis finais de tolerância
- Propriedades dos materiais e gerenciamento de calor: A deformação durante o corte difere significativamente de um tipo de material para outro. A tolerância de corte do aço inoxidável é maior do que a da liga de alumínio, uma vez que o aço inoxidável apresenta alto atrito de corte e baixa dissipação de calor.
- Geometria de recursos e acessibilidade da ferramenta: É mais difícil controlar com precisão as paredes internas de furos profundos e cavidades em comparação com as paredes externas porque os comprimentos maiores da ferramenta tornam a ferramenta mais flexível e suscetível a vibrações.
Você quer saber se o design da sua peça pode alcançar usinagem de alta precisão? Carregue os desenhos de suas peças para JS Precision, e eles oferecerão um plano de ação completo quanto à aplicação de tolerâncias relacionadas ao tipo de materiais e estruturas utilizadas nas peças fresadas CNC.
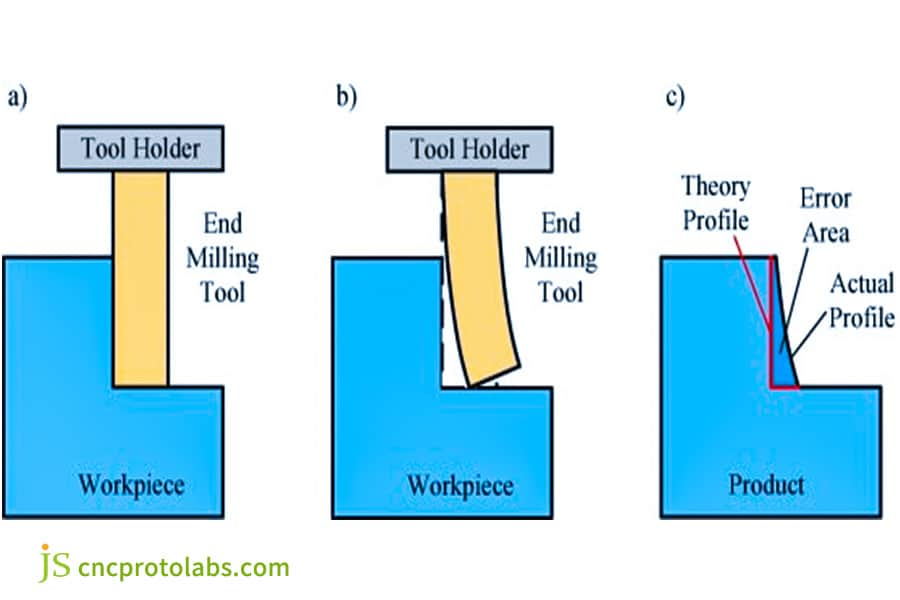
Figura 2 Quando a força de corte causa leve flexão da ferramenta ou peça, ocorrerão erros dimensionais.
Quais são as tecnologias de bastidores para obter fresamento CNC de precisão confiável?
A qualidade não é um acidente, mas requer uma série de intervenções tecnológicas deliberadas. Uma boa fresagem CNC de precisão não requer apenas ajuda tecnológica, mas também está ligada ao Custo da fresadora CNC .
O papel central do desempenho da máquina-ferramenta
- Estrutura de Alta Rigidez e Estabilidade Térmica: Estas são as bases físicas para estabelecer estabilidade de precisão. A usinagem de alta rigidez reduz as vibrações de corte, enquanto a estabilidade térmica evita a degradação da precisão com mudanças de temperatura. Isso tem relevância para o valor que a máquina pode oferecer no longo prazo e para o custo da fresadora CNC.
- CNC avançado e sistema de feedback: O sistema CNC de resposta altamente dinâmica, motores lineares e grade óptica de circuito totalmente fechado são combinados no "sistema nervoso" que garante a precisão do contorno em uma resposta rápida aos comandos de programação.
Gestão Avançada da Cadeia de Processos
- Ciclo de vida completo do gerenciamento de ferramentas: desde a escolha de ferramentas de qualidade e a execução do balanceamento dinâmico até o monitoramento do desgaste da ferramenta, cada processo é meticulosamente regulado para garantir que o processo de corte permaneça sempre ideal.
- Simulação Digital de Processo Completo: Verificação de um processo completo, desde a programação até o movimento da máquina e forças de corte em um ambiente de simulação virtual, mitigando riscos como colisões e sobrecortes de forma proativa.
Quer saber como obter serviços de fresagem CNC de precisão estáveis por meio da otimização tecnológica? Organizamos uma demonstração técnica pela JS Precision. Iremos informá-lo sobre o efeito real da aplicação de nossas principais tecnologias, bem como oferecer consultoria especializada sobre redução de custos e aumento de eficiência.

Figura 3 Manter e atualizar regularmente as ferramentas de corte para garantir sua nitidez e eficiência e reduzir erros causados pelo desgaste da ferramenta.
Correndo contra o tempo: como os fabricantes confiáveis de fresamento CNC podem responder às necessidades urgentes?
Existe um mercado em constante evolução, o que significa que a procura por prototipagem rápida ou reposição de produção é uma necessidade crescente. A flexibilidade de um fornecedor é crucial para a sustentabilidade da cadeia de abastecimento, uma boa Fabricantes de fresadoras CNC pode prometer entrega durante um desastre.
Mecanismo sistemático de resposta rápida para garantir necessidades emergenciais de usinagem CNC
- Capacidade reservada de Fast Track: A capacidade da máquina-ferramenta e as janelas de engenharia são reservadas especificamente para pedidos de alta prioridade em pequenos lotes, permitindo o rastreamento rápido de pedidos de alta prioridade.
- Biblioteca de processos e materiais padronizados: soluções prontas para uso para materiais padronizados e processos padronizados reduzem o tempo necessário para a preparação do processo, pois os processos para materiais padronizados não precisam mais ser projetados.
Colaboração interna e externa feita de forma eficaz
- Comunicação plana do projeto: Designe um gerente de projeto de pedido urgente que se comunique diretamente com as respectivas unidades de produção e controle de qualidade da empresa e, portanto, exija menos níveis de tomada de decisão.
- Rede de cadeia de suprimentos estável: redes de aquisição rápidas e parcerias com fornecedores de materiais e ferramentas de alta qualidade permitem a entrega eficiente de materiais e evitam atrasos na produção.
Por trás da cotação: como comparar propostas de diferentes fabricantes de fresamento CNC?
Uma cotação de especialista abrange uma visão geral de conhecimento técnico e integridade comercial. Dominar a análise de cotações é essencial para tomar decisões bem informadas dentro de vários fabricantes de fresamento CNC e descobrir os serviços de fresamento CNC com melhor custo-benefício.
Compreendendo informações detalhadas apresentadas em citações
- Detalhamento de custos: O detalhamento claro de materiais, programação, processamento, pós-processamento e taxas de gerenciamento reflete o modelo operacional padronizado dos fornecedores e permite que você entenda claramente a direção de cada despesa.
- Descrições detalhadas do processo: Está diretamente relacionado ao nível de excelência tecnológica do fornecedor se uma cotação descreve estratégias de máquinas de poço, técnicas de fixação e técnicas de inspeção.
Avaliação de valor além dos números
- Compromisso com o Controle de Riscos: Um fator indicativo do otimismo de um fornecedor em relação às suas capacidades é o seu nível de comprometimento com o controle de riscos, expresso por suas promessas ou garantias de taxas de sucesso e entrega no prazo.
- Valor agregado do serviço: Gratuito Análise DFM , atualizações de progresso e suporte técnico são elementos-chave do valor de um serviço de fresamento CNC.
Comparando cotações de vários fabricantes de fresamento CNC? Depois de obter cotações competitivas, a equipe de análise de custos da JS Precision pode fornecer serviços de interpretação gratuitos para ajudá-lo a identificar valores ocultos e riscos potenciais na cotação.
Estudo de caso: Entrega extrema em 72 horas: como JS Precision salva nós importantes de P&D por meio de fresamento CNC de 5 eixos
No setor de serviços de fresagem CNC, a capacidade de entrega emergencial é um critério essencial para medir a competitividade de cada fornecedor. A JS Precision, com a ajuda de tecnologia profissional e feedback imediato, alcançou com sucesso a missão de entrega ilimitada de 72 horas, protegendo assim um importante marco de P&D para um de seus clientes.
Crise: danos ao componente crítico de teste, projeto à beira de semanas de atraso
Um dos clientes do drone danificou inadvertidamente uma inserção de metal para o molde básico da fuselagem composta de fibra de carbono antes do teste de voo final. Esta pastilha de metal tinha uma geometria complexa com superfícies curvas irregulares e furos de posição precisa que incluíam muitos furos profundos.
Originalmente, o tempo para este processo de fabricação era de duas semanas. No entanto, a oportunidade de teste foi de apenas três dias, caso contrário o projeto seria adiado por várias semanas.
Resposta rápida e execução precisa do JS Precision
Após o recebimento do pedido do cliente, a JS Precision iniciou sua resposta de alerta. A equipe de produção e programação conseguiu proteger os dados CAD do cliente em duas horas . A equipe também conseguiu otimizar rotas por meio de um procedimento padronizado e verificar todo o processo produtivo.
Confiamos o trabalho ao nosso centro de fresagem CNC de precisão de cinco eixos com alto desempenho, estabelecendo turnos para manter as máquinas-ferramentas funcionando continuamente, ou seja, as máquinas-ferramentas funcionariam 24 horas por dia, 7 dias por semana.
O departamento de controle de qualidade foi responsável por realizar verificações de amostragem após cada processo chave para garantir que a precisão da usinagem fosse alcançada.
Resultados: Não apenas dentro do prazo, mas superando as expectativas
O tempo que a JS Precision levou para realizar a tarefa, desde o recebimento dos dados até a entrega das peças de fresamento CNC de precisão, foi de 72 horas, o que correspondeu perfeitamente ao prazo de teste do cliente. As pastilhas fornecidas a eles estavam de acordo com suas tolerâncias dimensionais e geométricas, e os testes de voo de componentes de fibra de carbono também foram um sucesso.
Precisa de suporte urgente para serviços de fresamento CNC? Deixe a JS Precision desenvolver um plano de entrega exclusivo para o seu projeto e utilize nossa experiência profissional para garantir o bom andamento do seu projeto. Por favor, envie sua solicitação urgente.

Figura 4 Molde de metal personalizado para corpo de drone
Por que a JS Precision deve ser sua primeira escolha para seu próximo projeto de peças de fresamento CNC?
Nós não apenas fornecemos soluções de fresagem, mas também de fabricação baseadas em profundo conhecimento de engenharia, garantindo que cada projeto que você realizar se torne uma história de sucesso confiável. Em peças fresadas CNC e Serviço de fresagem CNC , os principais pontos fortes da JS Precision residem em seus compromissos gerais com tecnologia, qualidade e serviços.
Tecnologia e engenharia altamente integradas
- Equipe de especialistas em processos orientada para aplicações: Os engenheiros da JS Precision possuem conhecimento orientado para aplicações nas áreas aeroespacial, médica e outras áreas, possibilitando-nos entender adequadamente os requisitos de sua aplicação e oferecer consultoria especializada desde a fase de projeto.
- Ecossistema de fabricação avançada com investimento contínuo: Nossa célula de usinagem varia de fresamento de alta velocidade e usinagem de cinco eixos até usinagem de compósitos e é desenvolvida para enfrentar os desafios mais complexos de fabricação com base em diferentes requisitos de precisão e capacidade.
Qualidade centrada no cliente e cultura de entrega
- Ciclo de qualidade orientado a zero defeitos: Consideramos a qualidade a nossa tábua de salvação em nossa organização. Nosso forte controle em cada nível, seja na fase do material, no nível do processamento ou no nível do produto acabado, garante o fornecimento de zero defeitos em nossas peças fresadas CNC.
- Gerenciamento de ciclo de vida completo baseado em projeto: Do ponto de consulta até a conclusão, o gerente de conta designado acompanhará todas as etapas do processo para garantir o fluxo adequado de informações, a progressão controlável e os resultados adequados.
Perguntas frequentes
Q1. Qual é a diferença entre fresamento e torneamento CNC?
O processo de usinagem em fresamento CNC faz com que a fresa gire para o corte, com o objeto estacionário, ideal para usinar peças cubóides e em forma de concha . O processo de usinagem em torneamento CNC envolve o giro do objeto para corte, com a fresa em movimento, ideal para usinagem de eixos e peças em formato de disco .
Q2: Qual é a faixa de rugosidade superficial que pode ser esperada?
A rugosidade superficial do processo de acabamento convencional é normalmente limitada a Ra 0,8μm . Através da otimização da fresagem de alta velocidade e de outros processos, alguns componentes são capazes de atingir um acabamento superficial de Ra 0,4 μm ou melhor.
P3: Existem diferenças significativas nos preços unitários para protótipos de peça única e produção em massa?
A diferença de preço unitário é substancial. Produzir em massa é distribuir custos únicos, como programação e preparação de fixação. Com o aumento do volume de produção, os custos de processamento por unidade são substancialmente reduzidos.
Q4: Quais são as diferenças nos custos e tempos de processamento para materiais de alumínio, aço e plástico?
O aço tem um processo de corte mais difícil em comparação ao alumínio, exigindo velocidades de corte mais baixas. O aço também apresenta taxas de desgaste de ferramenta mais altas, portanto, custos de processamento mais elevados. O plástico tem tendência a ser facilmente deformado. São necessários parâmetros de processamento especiais. O custo do processamento depende do tipo de material.
P5: Como posso garantir a segurança da minha propriedade intelectual?
Em nossa empresa, firmaremos um contrato legal e vinculativo de Acordo de Não Divulgação com nossos clientes. Além disso, nossa empresa usa transferência de arquivos criptografados. Isso garante a confidencialidade das informações de projeto de nossos clientes. Este compromisso faz parte do nosso sistema de gestão de certificação ISO 9001.
Q6: Qual é o procedimento quando o design é alterado?
Por favor, forneça o desenhos completos atualizados e podemos reavaliar sua avaliação de fluxo de projeto e cotação de custos com base em desenhos completos e retornar a você sobre alterações em nosso cronograma de entrega e cotação.
Q7: Em que devo me concentrar ao marcar as tolerâncias nos desenhos?
Padrões internacionais como ISO devem ser seguidos em relação à marcação de tolerância, especificação de superfícies de referência e eixos de referência e especificação de requisitos de tolerância de recursos críticos e secundários. Isso também é essencial para otimizar o custo do processo. Anotações de desenho claras nos ajudam a fornecer cotações precisas e análises DFM mais rapidamente.
Q8: Você pode fornecer assistência na verificação da montagem?
Podemos oferecer serviços de usinagem para componentes correspondentes adjacentes, incluindo testes de compatibilidade da montagem, a fim de facilitar um processo tranquilo durante a montagem.
Resumo
O cerne da escolha dos serviços de fresamento CNC nunca é simplesmente comparar equipamentos ou preços, mas encontrar o melhor equilíbrio entre tecnologia, qualidade, eficiência e custo.
Um colaborador de manufatura com tecnologia avançada, qualidade e agilidade é um ativo comercial inestimável. A JS Precision, com o empenho dos nossos engenheiros e a honestidade dos nossos colaboradores, dedica-se a transformar cada ideia de design sua numa verdade precisa, uma verdade que leva ao sucesso do produto.
Comece uma colaboração eficiente e confiável agora:
→【 Faça upload de desenhos e obtenha soluções exatas 】Carregue seus arquivos 3D para uma análise precisa do orçamento em 24 horas, que inclui análise DFM, análise do custo da fresadora CNC e tempo de envio.
→ 【Agende uma reunião técnica】 Para abordar projetos complicados, participe de conversas diretas sobre as soluções técnicas e estratégias de parceria mais adequadas com nossos engenheiros de aplicação. Compartilhe suas dificuldades de processamento e ganhe análise DFM gratuita.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de precisão JS ,não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da JS Precision Network. É responsabilidade do comprador Exigir cotação de peças Identifique requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Precisão JS Equipe
JS Precision é uma empresa líder do setor , concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção , Carimbo de metal, e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolher Precisão JS isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.cncprotolabs.com
Recurso

