

3Dプリンティング技術は、デジタル製造によって生産ロジックを変革しています。 産業用ギアや医療用カスタムスケルトンのラピッドプロトタイピングから、レーシングエンジンの軽量部品まで、3Dプリンティング技術は製造の限界を押し広げ続けています。
3Dプリントモデルは、デザインと生産をつなぐツールとして、創造性を検証するための効果的なツールとなっています。JS は、FDM、SLA、SLS、金属印刷プロセスをカバーするプロフェッショナルな3Dプリントサービスを提供しており、プロトタイプ開発から小ロット生産まであらゆるニーズに対応し、イノベーションの実現を支援します。
このガイドを信頼する理由とは?JSの3Dプリンティングにおけるプロフェッショナルな遺伝子
JSは3Dプリンティング分野において10年以上の実務経験を有し、航空宇宙、医療、自動車業界において5,000件以上のプロジェクトを成功裏に完了させてきました。 当社のチームは、材料科学と機械工学の専門家で構成されており、ISO 9001認証を取得し、複数の印刷技術特許を取得しています。
たとえば、インクジェット印刷パラメータを最適化することで、お客様の医療用モデルの精度を ± 0.01mm まで向上させ、3D 印刷サービスのコストを 20% 削減しました。
この深い専門知識と権威ある機関の承認により、このガイドのすべての提案は実践的な経験に基づいて検証されています。私たちは、印刷会社向けに標準化されたサービスを提供するだけでなく、3Dプリントモデルソリューションをカスタマイズすることで、お客様が3Dプリントサービスにおける効率的なイノベーションを実現できるよう支援しています。
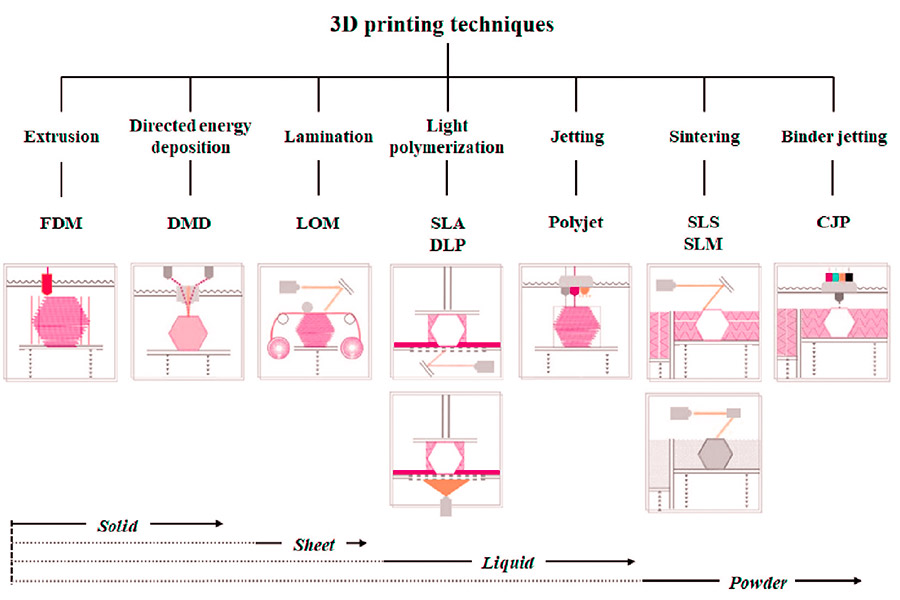
3D プリント技術にはどのような種類がありますか?
1.熱溶解積層法(FDM)
- 原理:溶融堆積成形、プラスチック繊維を加熱して層ごとに押し出します。
- 特徴: 低コスト、ラピッドプロトタイピングに適しており、JS の効率的な製造プロセスにより速度を最適化できます。
- 用途: 印刷サービスにおける経済的なプロトタイピングに適しています。
2.光造形(SLA)
- 原理:UV硬化技術、UV硬化によって液体樹脂が形成されます。
- 特徴: 高精度 (±0.05mm)、滑らかな表面、複雑な構造に適しており、JS 精密製造要件を満たしています。
- 用途: 3D プリント モデルの高精細プロジェクトによく使用されます。
3. 選択的レーザー焼結(SLS)
- 仕組み: レーザー焼結ナイロン粉末にはサポート構造は必要ありません。
- 特徴: 強度が高く、機能部品に適しており、JS の金属/複合材料の互換性により、その応用範囲が広がります。
- 用途: 印刷工場での機能部品の大量生産に最適です。
4. マルチジェット核融合(MJF)
- 仕組み: インクジェット粉末ベッド融合、溶融と赤外線加熱によりナイロン粉末を層ごとに固めます。
- 特徴:高速 (SLS の 3 倍)、高精度 (±0.08 mm)、機能部品の大量生産をサポート、JS に適応して迅速な生産とコストの最適化が可能。
- 用途: 3D 印刷サービスを通じて迅速な納品を実現します。
5. 選択的レーザー溶融(SLM)
- 仕組み: ハイエンド製造のための金属粉末レーザー溶融。
- 特徴: 高精度 (±0.02mm)、耐高温性、JS の精密加工技術により製品品質がさらに向上します。
- 用途: 航空宇宙、医療分野の3Dプリントに使用されます。
3Dプリント技術の比較
| テクニックの種類 | スピード | 料金 | 材質の種類 | 複雑性処理能力 | JS社の関連する利点 |
| FDM | 中くらい | 低い | PLAやABSなどのプラスチック。 | ★★★☆ | 効率的な生産プロセスの最適化速度。 |
| サービスレベル保証 | 高速(DLP) | 中心 | 感光性樹脂。 | ★★★★☆ | JS±0.005mm規格の高精度マッチング。 |
| SLS | 中くらい | 中心 | ナイロン、TPU、その他のパウダー。 | ★★★★☆ | 金属・複合材用途の拡大をサポートします。 |
| MJF | 非常に速い | 中高 | ナイロン(PA12/PA11)。 | ★★★★★ | バッチ生産効率の向上により迅速な納品を実現します。 |
| SLM | 遅い | 高い | 金属粉末(チタン、ステンレス)。 | ★★★★★ | 精密機械加工技術により、部品の高度な複雑性を実現します。 |
- MJF技術により、従来のSLSに比べて生産効率が最大3倍向上し、1~2週間での迅速な納品が可能です。
- MJF、SLA、およびJSの±0.005mmの精密機械加工能力を組み合わせることで、航空宇宙、医療、その他の分野の厳しい基準を満たすコンポーネントを実現できます。
- MJF テクノロジーはバッチ焼結により材料の無駄を削減し、JS のプロセス最適化と組み合わせることで、顧客のコストが平均 20% 削減されます。
FDM 印刷層の厚さは強度にどのような影響を与えますか?
層の厚さと機械的強度の関係
1.層が厚くなるほど、層間の接着力が弱くなります
- FDMプリントでは、溶融プラスチックの各層が前の層と完全に接着する必要があります。 層が厚い場合(例:0.3mm以上)、層と前の層との接触面積が減少し、特に力の方向が層のパターンと平行な場合(例:引張試験)に接着力が低下する可能性があります。
- 最適化の提案: JS 社は、高耐荷重コンポーネントの印刷サービスにおいて、デフォルトで 0.1 ~ 0.2 mm の薄い層厚を採用し、層間の接触面積を増やすことで全体的な強度を向上させています。
2. 層が厚くなるほど、構造が緻密になる
- 0.05mmといった薄い層の厚さは、層間の隙間を減らし、表面をより滑らかにし、内部構造をより均一にします。 この密度は応力を分散させ、局所的な弱点を回避し、耐衝撃性を向上させます。
- JS の事例: 航空宇宙部品の印刷サービスにおいて、JS は印刷層の厚さをマイクロメートルレベルで制御し、部品が航空宇宙の強度基準を満たすことを保証します。
層厚が印刷方向に与える影響
- FDM部品の強度は異方性があり、通常、印刷方向(Z軸)に沿った強度は垂直方向(XY軸)よりも強くなります。 荷重方向が層に垂直な場合、薄層印刷では積層リスクが低減しますが、厚層印刷では薄層間の接続が弱いため破損する可能性があります。
- 解決策: JS の専門エンジニアリング チームは、製品設計要件に基づいて構造強度を最大化するために、印刷方向と厚さの最適な組み合わせを推奨します。
層の厚さと材料特性のバランス
1. 厚い層は材料を節約するが、強度を犠牲にする
- 厚膜は印刷速度が速く、消耗品の使用量も少ないため、ラピッドプロトタイピングに適していますが、層間欠陥により強度が不足する場合があります。例えば、ABS樹脂を0.3mmの層厚で印刷した場合、引張強度は0.1mmの層厚で印刷した場合よりも15~20%低下する可能性があります。
- コスト最適化: JS の印刷サービスはインテリジェントなアルゴリズムを使用して、強度を確保しながら最も経済的な層厚ソリューションを自動的に推奨し、顧客の材料コストを 30% 以上節約します。
2. 薄い層は強度を高めるが、印刷に時間がかかる
- 薄層印刷は強度を向上させることができますが、印刷時間は明らかに長くなります。 例えば、0.05mmの層では、0.3mmの層の6倍の長さが必要になります。
- 印刷サービス時間の保証:JS は産業用マルチノズルプリンター クラスターを使用しているため、超薄層を選択した場合でも、約束の 1 ~ 2 週間以内に出荷できます。
実際のアプリケーションにおける層厚の選択
1.機能部品と表示部品
- 機能部品(工具のハンドル、機械部品など):強度と効率の両方を考慮して、0.1~0.2mmの層厚が推奨されます。
- 表示部品(外観モデルなど):0.3mmの層厚を選択でき、コスト削減と納期短縮を実現。
- カスタマイズされたサービス: JS は無料の技術コンサルティングを提供し、顧客のニーズに応じて層の厚さのパラメータを動的に調整します。
2.材料特性の適応
- PLA/ABS: 従来の層の厚さは 0.1 ~ 0.3 mm であり、薄い層により詳細なパフォーマンスが向上します。
- ナイロン/複合材料: 強度を高めるために 0.05 ~ 0.15 mm の層厚が推奨されます。
- 印刷サービス材料ライブラリ: JS の印刷サービス材料ライブラリは 50 種類以上の材料をサポートしており、各材料は最適な強度性能を確保するために層の厚さがテストされています。

SLA 印刷解像度を決定するパラメータは何ですか?
SLA印刷解像度に影響を与えるコアパラメータ
1. 光源の種類とスペックルサイズ
- レーザー光源: スポット径は通常10~100ミクロンで、ジュエリー、歯科、その他の高精度3Dプリントに適しています。 モデル。
- DLP 光源: 光の点がデジタル プロジェクターを通して投影され、ピクセル サイズによって解像度が決まります (例: 2K/4K 投影の場合は 50 ~ 100 ミクロン)。
- 影響: スペックルのサイズが小さいほど、X/Y 軸の詳細度は向上しますが、印刷時間が長くなる可能性があります。
2. スキャン速度と露光時間
- スキャン速度が遅いほど、単位面積あたりの露光エネルギーが高くなり、硬化が深くなります。スキャンが速すぎると、硬化が不完全になる可能性があります。
- 最適化の方向: モデルの複雑さに基づいてスキャン速度を動的に調整します (例: 詳細スキャン速度の低下)。
3. 層の厚さ(Z軸解像度)
- 層厚は25~100ミクロンの範囲です。 層厚が薄いほどZ軸のディテールは鮮明になりますが、印刷時間は直線的に増加します。
- たとえば、ラピッドプロトタイピングの場合は 50 ミクロン、精密部品の場合は 25 ミクロンです。
4. 樹脂の特性
- 粘度: 低粘度樹脂は流動性が良く、小さな構造に充填しやすいですが、硬化速度のバランスを取る必要があります。
- 光感度: 高光感度樹脂は光に敏感で、低エネルギーで固化できるため、熱変形のリスクが軽減されます。
5. モデル形状の複雑さ
- 張り出した構造や穴には追加のサポートや階層化された戦略の調整が必要となり、ローカル解像度が犠牲になる可能性があります。
- 最適化方法: モデルスライス ソフトウェアによって適応サポート構造が生成されます。
パラメータの組み合わせを適切に選択することで、3Dプリントモデルはコンセプト検証から機能プロトタイプまで、精密な製造を実現します。JSの3Dプリントサービスは、パラメータ最適化サポートを提供し、お客様がプリントショップで最適な解像度を実現できるよう支援します。
パラメータ比較と最適化提案表
| パラメータ | 解像度への影響 | 最適化の方向 | 標準値 |
| 光源の種類 | レーザー > DLP (同じ解像度ではレーザーの方が精度が高くなります)。 | 精密モデルにはレーザーを選択し、大量生産には DLP を選択します。 | レーザー:50μm / DLP:100μm |
| スポットサイズ | 点が小さいほど、細部が鮮明になります。 | 高精度レーザーヘッドまたは 4K DLP プロジェクションを使用します。 | 50μm(レーザー) |
| スキャン速度 | 速度が遅いほど、硬化はより完全になります。 | 細かい部分(例:0.1mm/s)では速度を落とし、広い部分では速度を上げます。 | 50~200mm/秒 |
| 層の厚さ | 層の厚さは半分になり、Z軸解像度は4倍に増加します。 | 精密部品には薄い層(25μm)を使用し、速度向上には厚い層(100μm)を使用します。 | 50μm(標準) |
| 樹脂粘度 | 低粘度により流動性が向上し、細部の充填能力が向上します。 | 特殊な樹脂(例:粘度≤1500cPの透明樹脂)を使用します。 | 500~2000cP |
| モデルのオーバーハング角度 | 角度が小さすぎると、密なサポートが必要になり、光が遮られて硬化に影響が出ます。 | 45° 未満のオーバーハングを避けるか、設計に補助サポートを追加します。 | ≥60°(サポートなし) |
パラメータの組み合わせを適切に選択することで、 3D プリントモデルはコンセプト検証から機能プロトタイプまで精密な製造を実現できます。
高温環境でより安定した印刷技術はどれですか?
1. 金属材料の3Dプリント(高温環境が望ましい)
SLM/DMLS(選択的レーザー溶融/焼結)
- 耐熱性: チタン合金 (Ti6Al4V、融点 1668°C) やニッケル基超合金 (インコネル 718、融点 1390°C) などの材料は、600°C を超える高温に耐えることができます。
- 安定性: レーザーは金属粉末を層ごとに溶かし、組織は緻密になり、クリープに対する耐性が強くなります。
- 3D 印刷サービスのサポート: 印刷ショップでは、レーザー出力、スキャン速度、冷却戦略を最適化することで残留応力を軽減し、熱変形を防止します。
2. セラミック3Dプリント技術(超高温耐性の可能性)
SLA/DLP(光硬化セラミックス)
- 耐熱性: アルミナ (Al2O3、融点 2050°C) および酸化ジルコニウム (ZrO2、融点 2700°C) セラミックは、1500°C を超える温度に耐えることができます。
- 安定性: セラミックブランクは高温焼結 (1600°C 以上) を必要とし、密度は理論値に近く、熱膨張係数は低くなります。
- 3D 印刷サービス サポート: プリンターは、印刷から脱脂、焼結まで包括的なサービスを提供し、セラミック部品に亀裂がなく、サイズが安定していることを保証します。
3. 高性能エンジニアリングプラスチック3Dプリント
FDM(溶融堆積モデリング)
- 耐熱材料:PEEK(融点343℃)、ULTEM(融点335℃)などの特殊エンジニアリングプラスチック。
- 安定性: PEEK は 260°C で長時間使用しても強度を維持しますが、印刷温度 (280 ~ 320°C) と冷却条件を最適化する必要があります。
- 3D 印刷サービスのサポート: 印刷ショップでは、反りを減らすためにサーモスタットを備えた産業グレードのFDM 装置(Stratasys Fortus シリーズなど) を使用しています。
SLS(選択的レーザー焼結)
- 耐熱性: 短期耐熱性が最大 180°C のナイロン + グラスファイバー/カーボンファイバー複合材。
- 安定性: レーザー焼結はコンパクトですが、高温で長時間酸化されやすいため、表面コーティングによる保護が必要です。
- 3D 印刷サービスのサポート: 印刷ショップでは、耐熱性を向上させるための材料変更サービス (難燃剤の追加など) を提供しています。
- 利点: プラスチック 3D プリントはコストが低く、サイクル時間が短く、中・高温環境に適しています (自動車の吸気マニホールド、電子ラジエーターなど)。
高温シナリオにおける技術選択の推奨事項
| シーン温度 | 推奨テクノロジー | コアとなる利点 | 印刷会社の主な機能 |
| 600~1000℃ | 金属SLM/DMLS。 | 高い強度と耐クリープ性。 | レーザー装置、真空環境、熱処理。 |
| 1000~1500℃ | セラミック SLA/DLP。 | 超高温耐性と耐腐食性。 | 特殊なセラミック材料と高温焼結プロセス。 |
| 200~600℃ | PEEK FDM、ナイロン SLS。 | 経済的で軽量。 | 工業グレードの機器および材料の改造。 |
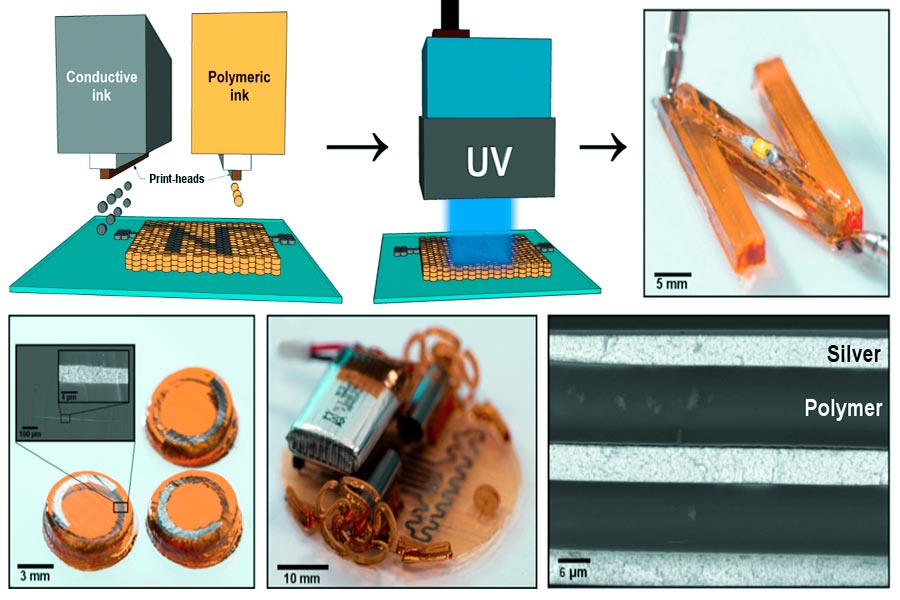
3D インクジェット印刷で階層化スタッキングを実現するにはどうすればよいでしょうか?
インクジェット印刷技術は、液体材料を層状に塗布することで立体的な造形物を形成する技術です。 その核となるのは、高精度な噴射と硬化制御です。 具体的な実現手順と主要技術は以下の通りです。
1. 材料の準備:液体培地の適応
- 感光性樹脂: 高速硬化と高粘度安定性が求められる最も一般的に使用される材料です。
- サポート材料: 複雑な構造を一時的にサポートするために使用される水溶性または可溶性の材料。
- インクジェット印刷の最適化: 材料の粘度や表面張力などのパラメータを調整して、ノズルの注入精度 (通常は直径 20 ~ 100 ミクロンなど) を調整する必要があります。
2. インクジェットプリントヘッド:精密液滴噴射
圧電駆動または熱発泡技術:
- 圧電セラミック: 電圧の変化によって変形する圧電セラミックとインクキャビティが圧縮され、小さな液滴が生成されます。
- 熱発泡: インクを局所的に加熱して泡を形成し、液滴の噴霧を促進します。
- マルチノズルコラボレーション: 産業グレードのインクジェットプリントヘッドは、数百個のノズルを統合し、広い領域を 1 回のスキャンで印刷します。
- 階層化パス プランニング: ソフトウェアが 3D モデルを 2D セグメントにスライスし、インクジェット ヘッドがパスに沿って材料の層をスプレーします。
3. 層ごとに積み重ねる:液滴固化成形
- 光硬化(UV/LED):
- 液体樹脂を各層スプレーした後、すぐに紫外線または LED ライトで固めて、固体の薄い層を形成します。
- 正確な制御: 光の強度と露出時間は、材料の凝固特性に合わせて調整する必要があります (例: SLA/DLP テクノロジー)。
- 熱硬化: 一部の材料 (一部のナイロン粉末バインダーなど) は加熱されて架橋反応を開始します。
- 多層積層:三次元構造が完成するまでスプレー硬化プロセスを繰り返します(層の厚さは通常 20 ~ 100 ミクロンです)。
4. 後処理:強化と表面最適化
- サポート構造の除去: 一時的なサポート材料を溶解または溶融します。
- 表面処理: 段差効果を排除するための研削、研磨、または化学研磨。
- 後期メンテナンス: 一部の材料では、機械的性能を向上させるために二次硬化が必要です。
複雑な 3D プリントモデルのサポート材料を選択するにはどうすればよいですか?
1. 構造適応原理
オーバーハング構造(>45°):
- PVA/HIPS: 水溶性または溶媒除去用の可溶性足場。
- 例: 傾斜した橋の 3D モデル印刷では、水溶性により PVA サポートを除去して、ツールによる細部の損傷を防ぐことができます。
橋梁構造(長径間)
- ABS/ナイロン サポート ロッド: 印刷中に破損する恐れのある高温耐性 (ロボット アーム モデルなど)。
- たとえば、HIPS サポートは、3D モデル印刷でグリッドを印刷するときに高温に耐えることができ、印刷中の破損を防止します。
2. 材料のマッチングと分離
簡単に剥がせる組み合わせ:
- PLA+PVA: 接着力が低く、滑らかな仕上がり。
- 例: 透明樹脂モデルを印刷した 3D モデルはPVA サポートと一致し、残留物なしで水に溶解しました。
化学溶解組み合わせ:
ABS+HIPS: 足場を溶解するにはレモニンが必要であり、ギア部品などの複雑な内部部品に適しています。
3. 実際のパフォーマンス要件
- 熱シナリオ: セラミック/金属サポート: 機械的な剥離を必要とする高温耐性 (例: チタン合金印刷)。
- 収縮制御: サポート材料の材料収縮率はモデル材料の収縮率に近くなります (例: PETG + PETG サポート)。
4. 後処理効率
クイック削除:
- 水溶性(PVA):中型および小型の印刷に適しており、後処理時間を短縮します(中型および小型が推奨されます)。
- 手作業による剥離(TPU):コストは低いが、細かい作業が必要。
環境保護計画: 廃液処理コストを削減するために、生分解性足場(PBDE ベースの生分解性材料など)を選択することをお勧めします。
5. プリンターの適応
FDM装置:
- 共同サポート: PLA/PVA/HIPS、分離効果を最適化、ノズル温度を調整することで分離を最適化。
- 例: HIPS サポート、アセトン蒸気の滑らかな表面を備えた中空球を印刷する 3D モデル。
SLA/DLP 機器:
- 可溶性樹脂で支えられ、紫外線で硬化し、その後浸して直接除去します。
- たとえば、 3D モデルで精密ギアを印刷する場合、樹脂サポートにより微細なディテールが保持されます。
JS は、マルチマテリアル 3D プリントを通じて機能的にグレード化されたコンポーネントを実現できますか?
1. マルチマテリアル印刷技術のサポート
JS の 3D 印刷サービスには、MJF および複合金属/セラミック印刷テクノロジーが含まれており、同じ印刷プロセス中に異なる材料 (金属セラミック、炭化物ポリマーなど) を切り替えて、材料構成の連続的またはセグメント化された勾配変化を実現できます。
2. 材料の適合性とグラデーションデザイン
JS の 3D プリント サービスを通じて、お客様は金属、セラミック、複合材料など、さまざまな材料の組み合わせから選択し、機能傾斜コンポーネント (耐摩耗性 + 基板層など) の微細構造を自由に設計できます。
3. プロセスの最適化とパフォーマンスの保証
JS の産業グレードの装置は、厚さ制御 (±0.005mm) と温度管理をサポートし、さまざまな材料間で均一なインターフェース結合強度と勾配遷移を保証し、高温や高圧などの過酷な作業条件に対応します。
4. カスタマイズされたソリューション
航空宇宙や医療機器などの分野では、 JS のチームは、材料の選択や傾斜構造の設計から再処理まで、次のような包括的なサービスを提供できます。
- 航空宇宙エンジン部品:チタン合金基板傾斜構造+セラミック遮熱コーティング。
- 整形外科用インプラント:金属骨格の生体模倣設計 + 生体活性セラミックコーティング。
まとめ
破壊的技術である 3D プリンティングは、多様なプロセス タイプ (FDM、SLA、金属印刷など) と幅広いアプリケーション シナリオ (工業製造から医療イノベーションまで) により、製造業の変化を推進し続けています。
複雑な機能勾配部品の効率的な生産からカスタムモデルの迅速な反復まで、3Dプリントサービスは比類のない柔軟性と経済性を発揮します。JS に代表されるテクノロジーサービスプロバイダーは、マルチマテリアルプリント、精密プロセス制御、業界全体にわたるチェーンサポートを統合することで、技術の敷居をさらに下げ、企業が設計革新と価値創造に集中できるようにしています。

免責事項
このページの内容は情報提供のみを目的としています。JSシリーズ情報の正確性、完全性、または有効性について、明示的または黙示的を問わず、いかなる表明または保証も行いません。第三者サプライヤーまたはメーカーが、Longshengネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質および種類、または製造技術を提供すると推測しないでください。これは購入者の責任です。部品の見積もりが必要です。これらのセクションに関する具体的な要件をお知らせください。詳細については、お問い合わせください。
JSチーム
JSは、カスタム製造ソリューションに重点を置く業界をリードする企業です。20年以上にわたり5,000社以上のお客様と実績を誇り、高精度CNC加工、板金加工、 3Dプリント、射出成形、金属プレス加工、その他ワンストップ製造サービスに注力しています。
当社の工場には、ISO 9001:2015認証を取得した最先端の5軸加工センターが100台以上あります。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに最速24時間以内の納品で対応いたします。JSテクノロジーをお選びいただくことは、効率性、品質、そしてプロフェッショナリズムの選択を意味します。
詳細については、当社のウェブサイトをご覧ください: www.cncprotolabs.com
よくある質問
1.SLS 印刷にはサポートが必要ですか?
SLSプリントは通常、サポートを必要としません。 焼結されていないナイロン粉末が自然にモデルを包み込み、空気中での崩壊を防ぎます。 複雑なデザインの場合のみ、少量のサポートが必要になりますが、これにより再処理プロセスが大幅に簡素化されます。
2.透明部品の印刷に適した技術はどれですか?
SLA技術は透明部品の印刷に適しています。 紫外線で硬化する感光性樹脂を使用します。 表面は滑らかで透明です。 光学部品などの高精度な透明モデルの作成に適しています。
3.FDMの層の厚さは何に影響しますか?
FDM層の厚さは、表面の滑らかさ、印刷時間、印刷強度に影響します。 層が厚いほど、パターンが鮮明になり、印刷速度は速くなりますが、強度は低下する可能性があります。
4.3Dプリントではどれくらいの大きさの部品を作れますか?
産業グレードの 3D プリント デバイスは数メートルにも及ぶ大型部品 (航空宇宙部品など) を製造できますが、デスクトップ デバイスは通常数十センチメートルに制限されており、小型モデルやプロトタイプに適しています。
リソース

