

CNC加工サービスでは、次のようなジレンマに直面することがよくあります。新製品の重要な部品の3D設計を何週間もかけて詳細に作成したにもかかわらず、製造の非効率性のために遅延が発生したり、あるいは公差が0.01ミリメートル以下の部品を入手したために、組立ライン全体が停止してしまったりするのです。
高速かつ高精度なCNC加工は、迅速な製品反復と最大限の性能が重視されるようになった現在、あらゆる製造業務の原動力となっている。
しかし、真の高速性と高精度は、単に主軸回転速度を上げるだけでは実現できません。設計、材料、プロセス、工具などを含む、精緻なシステムアプローチが必要となります。

このガイドでは、信頼できるCNC加工サービスプロバイダーと提携することで、設計アイデアを効率的かつ費用対効果が高く、確実に高品質なCNC加工部品に変換する方法をご紹介します。
主要解答の要約
| 重要な考慮事項 | よくある課題と誤解 | JS Precisionのソリューションの本質 |
| プロセスとデザイン | 製造不可能な設計は、複雑で非効率的な工程シーケンスにつながる。 | DFM(設計製造性)の事前連携:設計段階で機能特性と公差特性を最適化するために講じる措置は、高速かつ効率的な機械加工の基盤を築きます。 |
| 材料と費用 | 不適切な材料の選択や曖昧なコスト見積もりは、コスト超過または性能不足につながる。 | 材料科学ライブラリと透明性の高い価格設定:豊富なデータベースに基づき、費用対効果の高い最適な材料を推奨し、明確かつ体系的なCNC加工価格分析を提供します。 |
| 機器と精度 | 場合によっては、「速度」と「精度」の間にはトレードオフが存在すると想定されるが、高度な工作機械においてはそうではない。 | 高性能CNC加工センター複合施設:リニアモーターと熱補償方式を採用した高性能工作機械を使用し、動的精度安定性を実現しています。 |
| パートナーシップと価値 | サプライヤーを単なる委託製造業者としか見ておらず、彼らの持つエンジニアリング能力を見落としている。 | ソリューションパートナー:技術コンサルティングやプロセス最適化からプロジェクト管理まで、機械加工にとどまらない包括的なサポートを提供します。 |
主なポイント:
- 成功は共同設計から始まる:サプライヤーとのDFM分析を早期に実施すればするほど、CNC加工サービスの効率性とコストメリットを引き出すことができる。
- 精度はシステムエンジニアリングから生まれる。精度は、高い動的性能を持つCNC加工センターと、非常に信頼性の高いプロセスチェーンに依存する。
- 材料と加工方法の適切な選択は、 CNC加工の価格と部品の性能に直接影響するため、用途シナリオに基づいた総合的な意思決定が求められる。
- サプライヤーを選ぶということは、そのサプライヤーの技術力を選ぶことと同義であり、真のサプライヤーパートナーは、コンセプト段階から完成品に至るまで、プロセス全体を最適化するよう努めるだろう。
JSプレシジョンガイド:CNC加工サービスにおける精度と効率のバランスの取り方
JS Precisionは過去15年間、CNC加工サービスの信頼できるプロバイダーとして、 2,000社以上のお客様にサービスを提供してきた実績を誇ります。
当社は、医療用インプラント部品や高性能航空宇宙部品において、ミクロンレベルのサイズを持つ精密部品を50万個以上出荷しており、納品率は99.8%、品質合格率は99.5%です。作業はASME Y14.5-2009の形式で行われました。
国際的に権威のある規格であるASME Y14.5-2009 「寸法および公差に関する注記」では、精密加工の効率向上は設計と製造の早期連携なしには達成できないと強調されており、これは当社の実務経験と非常に一致しています。
当社は、複雑なプロジェクトにも対応できる優れた能力を有しており、例えば、大手航空宇宙企業向けにチタン合金部品を±0.005mmの公差レベルで加工したり、家電メーカー向けに生産プロセスを最適化し、CNC加工価格を30%削減しながら効率性を向上させたりといった実績があります。
このガイドは単なる理論書ではなく、私たちが既に実践で達成してきた成果をまとめたものです。このガイドで推奨されている内容はすべて、数千ものプロジェクトで徹底的に検証されており、設計上の困難を生産上の成功へと転換させた数百ものクライアントの成功に繋がっています。
プロジェクトの推進に当社の知識ベースをご活用いただくことにご興味をお持ちですか?お客様のCNC加工サービスニーズに最適なソリューションをご提案するため、部品要件と3Dモデルをご提供いただければ、当社のエンジニアが無料で精度と効率の分析を行います。
CNC加工サービスの一般的なプロセスフローとは?
プロフェッショナルなCNC加工における標準的な手順を理解することは、信頼関係を築き、効率的な協力関係を構築する上で不可欠です。これは単に工作機械に精通しているというレベルにとどまらず、原材料を精密部品へと加工する組織的かつ体系的な手順の一部としてCNC加工を行うという、エンジニアリングサイクル全体を理解することを含みます。
予備工学解析/設計準備の構築
DFMレビュー:ここでは、エンジニアがお客様の3次元モデルをレビューし、潜在的なエラーを検出し、設計の最適化や公差の合理化に関する改善策を提案することで、工具の破損や寸法誤差といった製造上の問題を未然に防ぎます。
工程計画とプログラミング:製作する部品の複雑さを考慮した、精密な加工計画を作成します。プログラマーは、加工速度を最大限に高めつつ精度を確保する、最適な、干渉のないCNCコードを作成します。これは、加工プロセスを制御する「頭脳」の役割を果たします。
生産実行と品質のクローズドループ
高精度クランプと機械内検証:加工工程では、最高品質の治具を用いてワークピースをしっかりと固定します。同時に、機械内測定を実施して正確な部品基準を確立することで、加工精度を向上させます。
マルチプロセス加工とリアルタイムモニタリング: CNCマシニングセンターは、プログラムを通してフライス加工、穴あけ加工、ねじ切り加工などを行うことができます。切削加工のリアルタイムモニタリングは当社のチームが行い、必要に応じて調整を行います。
全工程品質検査:最初のサンプル提出から最終ロット出荷まで、座標測定機などの精密測定機器を用いて、CNC加工部品のすべてを検査します。すべての部品は、図面仕様に基づき100%品質管理されています。
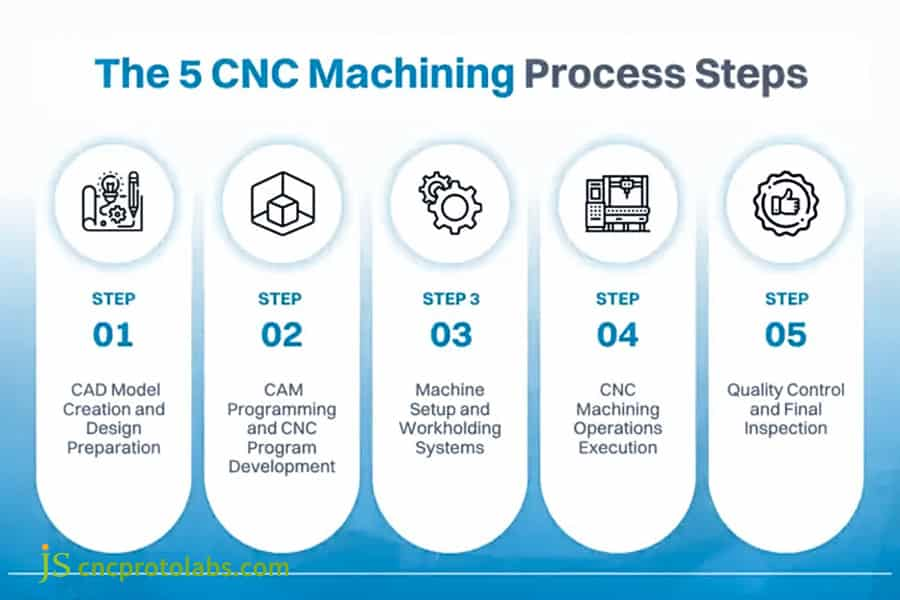
図1 CNC加工プロセスは、初期設計から最終検査までの体系的なワークフローから始まり、一貫した品質と寸法精度を保証します。
CNC加工部品に最適な金属を選ぶには?
材料は部品の「骨格と筋肉」にあたる部分です。金属CNC加工において、材料選定は機能的な考慮事項であることはもちろんですが、加工の複雑さ、ひいてはコストにも直接的に影響します。材料の選択はプロジェクトの成否を左右する鍵となるため、機能面と実用面の両方のニーズを満たす材料を選定する必要があります。
| 一般的な金属材料 | 主なメリット | 用途 |
| アルミニウム合金 | 軽量で加工しやすく、コストも手頃です。 | 電子機器筐体、自動車部品 |
| チタン合金 | 高い比強度、優れた生体適合性 | 航空宇宙部品、医療用インプラント |
| 316ステンレス鋼 | 耐腐食性と強度に優れている | 船舶用機器、医療機器 |
用途シナリオに基づいて資材要件を定義する
- 強度と重量に関する考慮事項:航空宇宙部品は強度と軽量性の両方が求められるため、チタン合金製の材料が使用される。一方、電子機器の筐体は強度と軽量性の両方が求められるため、アルミニウム合金で製造される場合もある。
- 環境耐性に関する要件:医療機器のインプラントには、チタンなどのステンレス鋼合金といった生体適合性材料が必要であり、海洋機器には、海洋環境が過酷であるため、316ステンレス鋼などの耐腐食性材料が必要である。
機械加工性能とコストに関する実務上の考慮事項
加工性の違い:アルミニウム合金は高速で容易に加工できるが、インコネル合金は低速かつ高出力で加工する必要があり、その結果、工具の摩耗と加工時間の増加につながる。
総コスト計算:材料1個あたりの単価だけを見るのではなく、総コストに着目しましょう。例えば、加工性の良い、やや高価な材料を使用することで、最終的なCNC加工価格を下げることができます。
どの金属が作業に適しているかお悩みですか?用途と要件をお知らせいただければ、金属CNC加工作業に最適な金属選定ガイドを無料でご提供いたします。
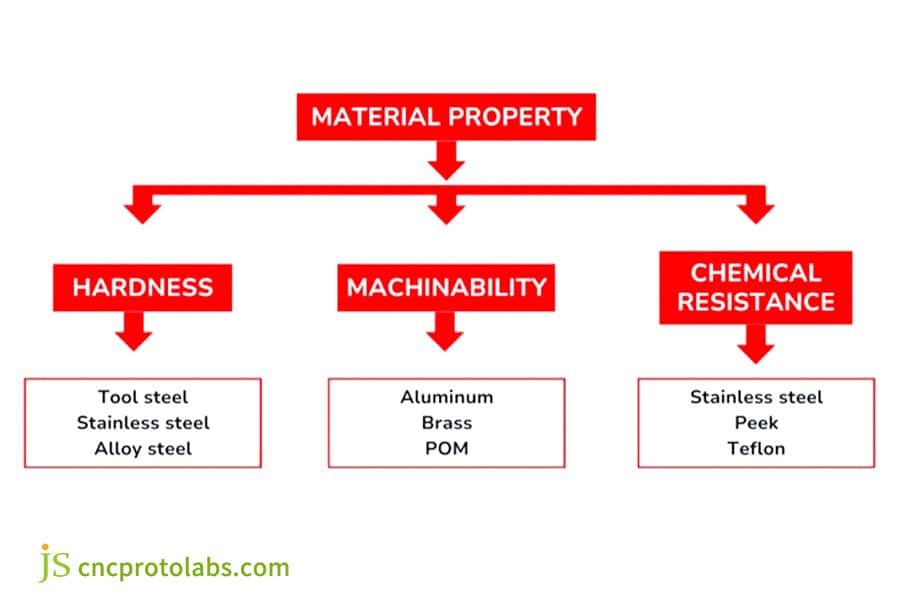
図2 CNC加工用金属材料の選択に影響を与える要因
CNC加工サービスの潜在能力を最大限に引き出すための設計最適化方法とは?
優れたデザイナーは、機能性と製造性を考慮して設計します。そして、DFM(製造性設計)の原則に従うことで、CNC加工サービスにおいて設計の真価が発揮されます。最適化された設計は、製造プロセスを簡素化するだけでなく、精度向上、コスト削減、納期短縮にもつながります。
幾何学デザインの黄金律
- 内角と工具の丸め加工:内角を小さくしすぎないようにしてください。小さな工具で切削する必要があり、剛性が低いため、うまく加工できません。角は工具の半径にできるだけ近い形状にすることが望ましいです。
- アスペクト比と剛性:深い穴や高い側面は剛性を損なう原因となり、表面形状の劣化や寸法誤差の増大につながります。良好な加工性能を得るためには、形状のアスペクト比が適切な範囲内にあることを確認する必要があります。
精密設計と組立性
- 明確な基準システム:設計段階では、加工プロセスを簡素化し、 CNC加工部品の適切な位置決めを保証するために、明確な加工および検査基準システムを確立する必要があります。
- 標準化/簡素化:ドリルビットのサイズを標準化することで、類似した形状の部品をまとめて固定できるようになります。固定箇所が減ることでエラー発生の可能性が低くなり、結果としてCNC加工サービスのコスト削減につながります。
プロのCNC加工サービスを利用して、大幅なコスト削減を実現するにはどうすればよいでしょうか?
CNC加工価格の管理とは、単に価格を盲目的に抑えることではなく、科学的な意思決定を通じてあらゆるコスト要因を最適化することです。そうすることで、品質を向上させたり、少なくとも同等のレベルを維持しながらコストを削減することが可能になります。
設計段階への悪影響
公差の合理化:過度に厳しい公差は、加工および検査コストを飛躍的に増加させます。重要な特性にのみ厳しい公差を指定してください。当グループは、重要な公差に関するニーズにお応えします。
部品統合設計: CNC加工能力を活用して様々な部品を1つの部品として統合することで、組み立ての必要性をなくし、CNC加工の全体的なコストを削減します。
プロセスおよび生産の最適化
インテリジェントなプロセススケジューリング:切削速度と精度の妥協点を提供する荒加工および細加工プロセスは、生産性と精度の良好なバランスを実現します。
バッチ処理とスケジューリングの最適化:よりスマートな注文数量と生産スケジューリングにより、単位あたりのコストを削減します。当社は、試作品製作から量産まで、柔軟なバッチ処理ソリューションを提供し、CNC加工価格の最適化を支援します。
プロジェクト予算の削減をお考えですか?お客様の予算と数量をお聞かせください。品質を損なうことなく、お客様のCNC加工サービスに合わせた予算削減ソリューションをご提案いたします。

図3 CNC加工の分野では、競争力を維持しようとする企業にとって、高品質な出力を確保しながらコスト効率を最適化することが極めて重要である。
プレシジョン・コア:高度なCNC加工センターは、どのようにしてマイクロメートルレベルの軌道制御を実現できるのか?
精度は偶然に得られるものではありません。むしろ、CNC加工センターにおけるすべての主要コンポーネントとシステムの連携によって成り立っています。
このことは、 ASME B5.54-2020のような権威ある国際規格にも裏付けられています。この規格では、CNC加工センターの精度に関するパラメータが具体的に規定されており、主要部品の連携によって精度において果たす重要な役割がまとめられています。ミクロンレベルの精度を実現するには、綿密なエンジニアリングと高品質な部品の連携が不可欠です。
機械構造と駆動システム
- 高剛性ベッドとリニアモーター:当社のCNC加工センターは、高品質の鋳鉄または花崗岩製のベッド構造を採用しており、高速移動時の変形に対する耐性を確保しています。リニアモーターを使用することで、ボールねじに見られるバックラッシュの問題を解消しています。
- 熱安定性制御:機械内部および加工対象物の温度変化を監視する高品質冷却システムを搭載しています。独自の補正技術により、熱膨張誤差の影響を排除します。
CNCシステムとフィードバック技術
- 高度なCNCコアと先読み制御: CNCコアシステムは、先読み制御により複雑なコーディングを高速で処理します。加工中に角で切削が停止したり、材料を過剰に切削したりすることはありません。
- 完全閉ループフィードバックシステム:リニアエンコーダにより、リアルタイムの位置決めフィードバックが可能になり、機械的な伝達による誤差を排除することで、CNC加工センターをすべての工程においてミクロン単位の精度で維持します。
お客様のプロジェクトには、ミクロン単位の高い精度が求められますか?当社の技術サポートチームが、お客様の厳しい精度仕様を満たすことができる高精度CNC加工センターの能力についてご説明いたします。
受け取ったCNC加工価格を正確に理解し、評価するにはどうすればよいでしょうか?
詳細な見積書は、サプライヤーのプロ意識を測る指標となります。詳細な見積書の読み方を学ぶことで、情報に基づいたビジネス上の意思決定が可能になります。明確で詳細な見積書は、不要な出費を避け、費用対効果を最大限に高めるのに役立ちます。
引用文の構成要素
- 費用の詳細な内訳:専門家による見積もりでは、費用を材料費、プログラミング費用、工作機械の人件費、陽極酸化処理や電気めっきなどの後処理サービスの料金にさらに細分化して記載することで、資金の流れを明確に把握できます。
- プロセスと前提条件の説明:見積書には、加工プロセスの仕様と、生産サイクルで想定されるバッチサイズなど、将来的に紛争の原因となる可能性のある前提条件をすべて記載する必要があります。これは、お客様とCNC加工サービスプロバイダーの間で前提条件の一貫性を確保するためです。
見積書を評価するための重要なポイント
- 価値と価格:最終的なコストを比較する際には、品質保証プロセスや提供される技術ソリューションも考慮に入れる必要があることを忘れてはなりません。場合によっては、少し高めの料金設定をしている企業の方が信頼性が高く、技術的な欠陥や品質に関するリスクを回避するために、そうした企業を選ぶべきかもしれません。
- 長期的なコスト要因:品質の一貫性が高く、不良品が少ないサプライヤーが優先されます。不良部品が少なければ、手直し作業が減り、材料の無駄も少なくなり、長期的にはCNC加工の全体的なコストを削減できます。
事例研究:トポロジー最適化と高速フライス加工により、ロボット関節の重量を40%削減し、速度を20%向上させる
チャレンジ:
ある大手ロボットメーカーから寄せられた課題の一つは、従来型の鋳造アルミニウム製関節アームは重すぎる傾向があり、結晶構造の不均一性から動的応答が遅く、強度も不安定になるというものでした。
彼らの目標は、剛性を損なうことなく大幅な軽量化を実現すると同時に、次世代ロボットにとって重要な要件である動作速度と精度を向上させることだった。
JSプレシジョンソリューション
JS Precisionチームは、設計と製造の両面におけるイノベーション計画を提案した。
まず、彼らは生成設計のためのアルゴリズムを用いて、生体模倣に着想を得た軽量設計を考案し、材料の最適な配置、余分な質量の削減、応力集中領域の最適化を実現した。
その後、高性能CNCマシニングセンターを用いて5軸高速精密加工を行った。材料には7075-T6航空機用アルミニウムビレットを使用し、複雑な内外軽量構造を1回の段取りで加工することで、鋳造時の問題を回避し、材料特性の一貫性を確保した。
定量的結果
その結果は非常に劇的でした。ロボットの関節重量が40%減少し、ロボットにかかる負荷が大幅に軽減され、エネルギー使用効率が向上しました。また、動的性能が20%向上し、軽量化されたロボットは速度と機敏性が向上しました。一体成形により鋳造の問題が完全に解消され、主要な組み立て面はIT7公差で仕上げられ、容易な組み立てと信頼性の高い性能が保証されました。
貴社のプロジェクトでも同様の成功を収めたいとお考えですか?それなら、部品の性能目標をぜひお聞かせください。最新のCNC加工センター技術を駆使し、貴社のCNC加工部品の設計をお手伝いいたします。

図4 アルミニウム合金製多関節協働ロボットアーム
JS Precisionが高速・高精度CNC加工サービスにおける理想的なパートナーである理由とは?
サプライヤーを選ぶ際、あなたは基本的に、技術的な約束を現実のものにする上での、そのサプライヤーの体系的な強みを選び取ることになります。JS Precisionでは、一般的な機械加工サプライヤーが提供できる以上のものを期待できます。JS Precisionのモットーは、コンセプト開発から完成まで、お客様の技術パートナーとして尽力することです。
技術的な専門知識とエンジニアリングサポート
- 設備投資とプロセスデータベース:当社は、最先端の加工ツールを備えた最高級のCNCマシニングセンターに多額の投資を行っています。また、難削材加工に関するプロセスパラメータの大規模なデータベースも保有しており、これにより安定した加工を実現しています。
- 専門エンジニアリングチーム:プロジェクト開始以来、専門エンジニアリングチームがお客様への技術サポートを提供しています。お客様のニーズと課題を熟知し、設計ソリューションを最適化された製造可能なソリューションへと導きます。
品質文化とプロジェクト保証
- デジタル品質クローズドループ:品質管理は完全にデジタル化されています。CAMシミュレーションから最終レポートまで、すべての工程を追跡できるため、CNC加工部品の品質を完全に信頼できます。
- プロジェクト管理:すべてのプロジェクトには特定のプロジェクトマネージャーが配置され、最も重要なのは、常に適切なコミュニケーションプロセスと成果物の納品を確保するための唯一の連絡担当者となることです。これにより、プロジェクトの状況を常に監視することが可能になります。
よくある質問
Q1:CNC加工はどの程度の精度を実現できますか?
従来のCNC加工でも、精度は±0.025mm程度です。最適化されたプロセスを備えた精密工作機械を使用すれば、主要部品の重要なパラメータの精度を±0.005mmまで高めることができ、これは要求される基準をはるかに上回ります。
Q2:最小注文数量(MOQ)はいくらですか?
当社では厳格な最低注文数量を設けておらず、単体試作品から量産まで、あらゆるニーズに対応可能です。これは研究開発プロジェクトにとって非常に柔軟性が高く、量産ニーズにも応えることができます。
Q3:書類を受け取ってから見積もりを受け取るまで、どれくらい時間がかかりますか?
通常、標準的なCNC加工部品の場合、詳細な見積もりには24時間から48時間程度かかり、製造前に設計を改善するための無料のDFM分析も含まれています。
Q4:表面処理にはどのようなものがありますか?
当社では、陽極酸化処理、サンドブラスト処理、ニッケルメッキ処理、不動態化処理、塗装など、様々な表面処理サービスを提供しています。お客様の外観に関するご希望や保護ニーズに基づき、最適な処理方法をご提案いたします。
Q5:設計図面の機密性を維持するにはどうすればよいでしょうか。
弊社はお客様と厳格な機密保持契約(NDA)を締結し、暗号化されたファイル転送および管理システムを使用して、お客様の設計図面が漏洩しないようにいたします。
Q6:一般的な処理サイクルはどのようなものですか?
納期は部品の複雑さと注文数量によって異なります。試作品の場合は通常3~7日かかりますが、量産品の場合は個々の注文数量に基づいて判断されます。納期と納期のご要望にお応えできるよう最大限努力いたします。
Q7:組み立てサービスはありますか?
はい、弊社ではCNC加工サービスだけでなく、CNC加工部品の組立テストも提供しており、お客様のご要望に応じたワンストップの製造ソリューションを実現しています。
Q8:費用を最小限に抑えるために、私のデザインを最適化できますか?
もちろん、無料のDFM解析は当社の標準サービスの一つです。当社のエンジニアが製造性を考慮して設計を最適化することで、部品の機能性を損なうことなくCNC加工コストを削減します。
結論
CNC加工は、技術であると同時に芸術の分野でもあります。そこでは、コスト効率や生産性だけでなく、精度も重視されます。適切な材料、効果的な設計、そして関連するプロセスに関する十分な知識を活用することで、CNC加工サービスを最大限に活用することができます。
今すぐ行動を起こし、プロフェッショナルな価値を実感してください。
→【無料のDFM解析を受けよう】3Dモデルをアップロードしてください。当社のエンジニアが24時間以内に専門的なDFMアドバイスとコスト最適化を提供します。
→【専門家にご相談ください】CNC加工サービスの費用対効果の高いソリューションの構成について、弊社の営業エンジニアにご相談ください。

免責事項
このページの内容は情報提供のみを目的としています。JS Precision Services は、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証を一切行いません。第三者のサプライヤーまたは製造業者が、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。部品の見積もりを依頼するには、購入者の責任で、これらのセクションの具体的な要件を特定してください。詳細については、お問い合わせください。
JSプレシジョンチーム
JS Precisionは、カスタム製造ソリューションに特化した業界をリードする企業です。20年以上の経験と5,000社を超える顧客実績を持ち、高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。JS Precisionをお選びいただくことは、効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.cncprotolabs.com )をご覧ください。

