

L'impression 3D a dépassé les limites technologiques de la fabrication traditionnelle et est devenue une révolution qui remodèle le paradigme de l'industrie. Il utilise la logique de couche par couche par couche pour se transformerModèles d'impression 3Den entités fonctionnelles complexes, des structures de réseau dans le champ aérospatial aux canaux liquides biomédicaux. La nature perturbatrice de la technologie a longtemps dépassé les limites de la réplication de la forme. Cependant, les véritables perturbateurs de l'industrie sont bien conscients que le potentiel de l'impression 3D réside non seulement dans la complexité de la fabrication, mais aussi dans la conception basée sur les données pour reconstruire le comportement des matériaux.
Dans cet article, l'équipe JS analysera à partir de plusieurs dimensions et redéfinira la logique en chaîne complète de modèles complexes de la conception virtuelle à la formation physique.
Pourquoi de plus en plus d'industries ont-elles besoin d'une technologie d'impression 3D?
L'impression 3D a été initialement utilisée dans les dispositifs médicaux, les composants industriels et les prototypes de conception.Aujourd'hui, il s'est étendu à tous les aspects de la vie quotidienne, des jouets sur mesure aux bijoux fins en passant par les outils d'enseignement.Malgré la popularité croissante de l'empreinte 3, la rentabilité de l'achat d'équipement d'impression spécialisé à elle seule reste limitée.Étant donné que différents matériaux nécessitent un équipement spécialisé et que les modèles complexes nécessitent toujours des concepteurs spécialisés, ces facteurs augmentent considérablement les coûts d'impression globaux.En conséquence, de nombreuses entreprises travaillent avec des ateliers d'impression 3D spécialisés.
Js, comme l'un des professionnelsservice d'impressionFournisseurs, nous avons une variété d'imprimantes haut de gamme, une riche bibliothèque de matériaux et une équipe d'experts avec plus de 20 ans d'expérience pratique. Qu'il s'agisse de la vérification rapide des prototypes de produits ou de la création de modèles exquis pour des présentations éducatives, nous sommes en mesure de vous aider efficacement à créer une solution à pleine chaîne du concept au produit fini.

Comment concevoir un modèle 3D d'une structure en surplomb?
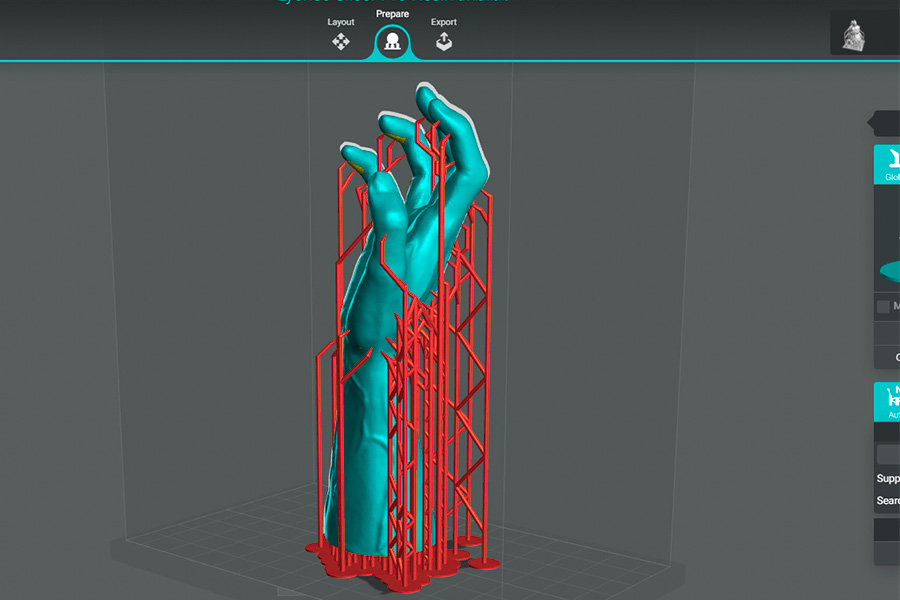
L'impression 3D est comme la construction d'une maison avec des blocs couche par couche, la nouvelle couche doit être placée en toute sécurité sur la couche ci-dessous et ne peut pas être déposée directement dans l'air, c'est pourquoi les structures en surplomb sont un peu un défi dans un modèle d'impression 3D.
La plupart des imprimantes ont un angle d'environ 45 degrés, en dessous duquel le modèle peut être empilé en couches. Mais au-delà de cet angle, l'imprimante a besoin d'un matériau de support pour maintenir le surplomb. Cependant, la structure de soutien est comme l'échafaudage, et le retirer laisse souvent des marques rugueuses qui affectent l'esthétique et la précision du produit fini.
Principe de 1,45 °
Essayez de faire l'angle d'inclinaison des parties en surplomb ≤45 °, afin qu'ils puissent naturellement soutenir la couche précédente et peuvent économiser des matériaux de support supplémentaires pour faire glisser les pièces en surplomb.
2.Conversion de grandes structures en surplomb aux assemblages
Si la conception doit avoir de grands surplombs (par exemple, ponts ou bras étendus), envisagez d'imprimer le modèle en plusieurs parties et de les assembler plus tard pour éviter les tracas de la tracas des tracasMatériaux de soutien.
3. Utiliser plutôt que les transitions arrondies
L'utilisation de transitions d'angle droit est souvent sujette à la formation de surplombs invisibles, même s'ils ne semblent pas être clairement saillants, l'impression réelle de chaque couche du bord sera légèrement évasée, ce qui peut facilement conduire à un curling ou à un effondrement du bord.
Les coins arrondis sont conçus pour répandre la force à travers la courbe, de sorte que l'impression est plus résistante à la chute, la déformation, tout en éliminant le risque de curling ou d'effondrement de ce risque, afin que chaque couche puisse être stable pour affronter la couche précédente.
4.Choosez le bon emplacement pour optimiser le support
- La zone où le support touche laisse généralement des marques rugueuses, et si le support est ajouté sur la surface d'apparence, il affecte beaucoup l'apparence du modèle.
- Solution JS: Nous définissons manuellement les supports dans le logiciel de tranchage afin que les supports soient concentrés sur les zones non critiques telles que le bas ou le dos.
- Les supports ont tendance à créer beaucoup de structure redondante, qui gaspille les consommables et prolonge le temps d'impression.
- Solution JS: nous ajoutons ou supprimons manuellement les supports de l'écran d'aperçu pour contrôler précisément les zones critiques. Ou passer àsupports d'arbres, générant des supports uniquement dans des endroits critiques, économisant plus de 30% du matériau et adapté aux géométries complexes.
Comment contrôler la rugosité de surface des pièces imprimées 3D à travers des paramètres de sable?
Le contrôle de la rugosité de surface des impressions 3D à travers les paramètres de sablage nécessite une combinaison des facteurs d'ingénierie clés suivants, combinés avec les services d'impression 3D de notre entreprise, pour des résultats optimaux:
1 et 1Sélection du milieu de sable
- Choisissez des milieux de sable appropriés (tels que l'alumine, les perles de verre ou les particules en plastique) en fonction des propriétés des matériaux de l'impression 3D (telles que les matériaux métalliques, plastique ou composite).
- Prise en charge de la société JSmatériel multipleLes expériences de traitement (y compris plus de 50 cas de traitement des matériaux) et peuvent correspondre au meilleur support pour différents matériaux pour garantir la rugosité de surface contrôlée tout en éliminant les modèles de couche d'impression.
2Réglage de la pression de sable
- La pression affecte directement la résistance du traitement de surface.La basse pression (généralement inférieure à 0,4 MPa) s'applique aux composants fins et conserve des caractéristiques fines, la haute pression (supérieure à 0,6 MPa) s'applique aux pièces de qualité industrielle.
- JS contrôle la plage de pression à travers des équipements de précision combinés avec sa précision d'usinage de ± 0,005 mm pour éviter une usure excessive.
3 et 3Distance et angle de buse
- La buse est entre 10 et 30 cm de la pièce et l'angle peut être contrôlé entre 30 ° et 60 ° pour égaliser la texture de la surface pour de meilleurs résultats.
- La ligne de production automatisée de JS Company est équipée d'un système de positionnement précis, qui garantit la stabilité des paramètres, réduit l'erreur humaine et améliore la cohérence du traitement par lots.
4Contrôle du temps de sable
La durée détermine la rugosité (valeur RA).JS Company utilise des tests pour déterminer le temps d'impression optimal, comme une surface de qualité médicale avec un alliage de titanesurface des composantsJusqu'à 0,8 μm de PR, tout en étant compatible avec les processus d'impression à jet d'encre ultérieurs (tels que des échelles de marquage ou des codes QR).
5Retraitement cooptimisé
Après le sablage, la technologie d'impression à jet d'encre peut être utilisée dans des zones spéciales de revêtements fonctionnels ou de traitement de prévention.Par exemple, dans les composants aérospatiaux, la résistance à la liaison est d'abord améliorée par le sable pour obtenir une rugosité uniforme, puis le traitement intégré est obtenu en imprimant les lignes conductrices par l'impression à jet d'encre.
Quelles sont les exigences différenciées pour l'épaisseur de la paroi des modèles imprimés en 3D pour différents matériaux?
1.WToutes les exigences d'épaisseur pour les matériaux couramment utilisés
Plastiques d'ingénierie (par exemple ABS, PLA, nylon)
- Épaisseur de paroi recommandée: 1,5-5 mm.
- Avantage JS: prend en charge la technologie d'impression multi-museau pour optimiser l'uniformité de l'épaisseur de la paroi.La tolérance est contrôlée à ± 0,05 mm pour réduire le risque de déformation de la chaîne.
Résine photosensible (résine transparente / résistante à la température)
- Épaisseur de paroi recommandée: 0,8-3 mm.
- Avantages: leTechnologie SLAPeut atteindre une épaisseur de couche de 0,025 mm, une finition de surface jusqu'à 0,8 μm de PR, répondre aux exigences de haute précision.
Métal (alliage en aluminium, acier inoxydable)
- Épaisseur de paroi recommandée: 0,5-3 mm.
- Avantage JS: L'équipement d'impression en métal prend en charge la fusion au laser, réduisant l'épaisseur de la paroi à 50%.
2.Analyse de l'adaptabilité technologique de JS
| Type de matériau | Technologie de base JS | Données d'amélioration de l'efficacité |
| Polymère | Impression hybride multi-matière, chambre à température contrôlée. | La vitesse de moulage a augmenté de 40%, le taux de ferraille <1%. |
| Matériaux métalliques | Réglage dynamique du laser, système de recyclage en poudre. | Le temps du cycle de production est raccourci de 50%, le coût réduit de 25%. |
| Matériaux composites | Algorithme de placement d'orientation des fibres, processus de frittage à haute température. | La durée de vie des composants prolongée par 2 fois, le taux de réussite de certification 98%. |
3 et 3Recommandations d'optimisation de conception
- Relation entre l'épaisseur et la résistance de la paroi: l'augmentation de l'épaisseur de la paroi peut améliorer la résistance à la flexion, mais une épaisseur excessive peut entraîner une concentration de stress.Le logiciel de simulation est utilisé pour déterminer les paramètres optimaux à l'avance pour les clients.
- Conception de la structure de support: La structure en porte-à-faux adopte le matériau de support soluble (tel que PVA) pour éviter les dommages post-traitement, et l'erreur d'épaisseur de paroi est contrôlée à ± 0,02 mm.
- Stratégie de contrôle des coûts: en utilisant la conception de l'épaisseur du gradient (par exemple, 3 mm inférieur → 1,5 mm supérieur), l'optimisation de l'algorithme de JS peut réduire la consommation de matériaux de 18% à 22%.
Quels sont les éléments d'ingénierie clés qui affectent le succès de l'impression 3D?
Dans le domaine du service d'impression 3D, les principaux facteurs d'ingénierie qui influencent le succès du projet peuvent être résumés dans les cinq points suivants:
1 et 1Force et conception structurelle
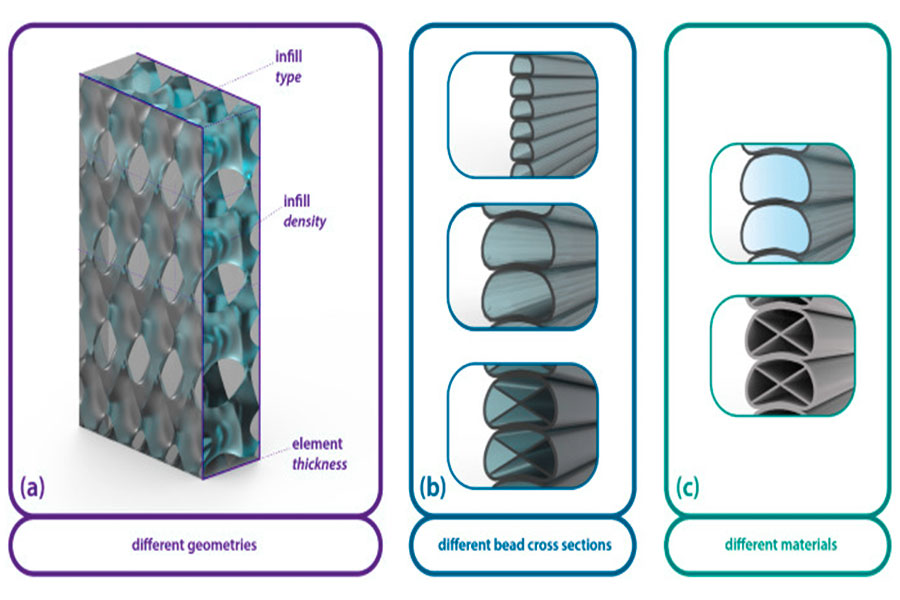
La performance finale de l'impression des modèles 3D dépend dans une large mesure sur l'optimisation de la topologie et la sélection des matériaux.JS Company adopte la technologie de simulation CAE pour guider les clients versOptimiser le modèleStructure en combinaison avec les scénarios d'utilisation du client.Par exemple, afin de répondre aux exigences légères, nos ingénieurs recommandent d'utiliser des structures en nid d'abeille ou un remplissage de réseau, ainsi que des propriétés de matériau des plastiques métalliques ou à haute résistance, pour garantir que l'impression répond aux exigences de résistance et au contrôle du poids.
2Coordination matérielle-loge
- Le centre de fabrication intelligent de JS est équipé d'imprimantes 3D de qualité industrielle (telles que des équipements de fusion en poudre en métal) et de l'équipement d'usinage CNC, formant une ligne d'impression et de retraitement complète.
- Pour les composants de grande taille ou de haute précision tels que des tolérances de ± 0,005 mm, le système correspond automatiquement aux meilleurs paramètres d'impression et optimise la conception de la structure de support pour éviter la déformation.Les clients aérospatiaux ont résolu le problème des canaux de refroidissement irréguliers qui est difficile à résoudre par la technologie traditionnelle via les services d'impression personnalisés de JS, et vérifié la forte compatibilité entre l'équipement et le processus.
3. technologie d'impression des postes
- Le post-traitement affecte directement la cohérence de l'apparence et de la fonction du produit. JS établit un processus de contrôle de la qualité numérique, y compris le dynamitage de sable, le polissage électrolytique,Revêtement PVD, etc.
- Ces derniers temps, parmi les clients automobiles, la résistance à la corrosion des supports en alliage en aluminium imprimé en 3D a été triplé par le traitement d'anodisation de notre entreprise, qui entre directement dans le stade de production de masse.
4. Gestion de la production de masse
Bien que l'impression 3D soit généralement considérée comme adaptée à la production de petits lots, JS a atteint une efficacité dans la production de lots moyens grâce à la conception de la ligne de production modulaire et à la normalisation du processus
- Personnalisation des petits lots: les modèles de simulation sont développés rapidement et le coût par pièce est inférieur à l'usinage CNC.
- Production à l'échelle: métalÉquipement SLSpeut produire la masse des pièces d'aviation, mais doit être optimisée pour faire correspondre les dispositions structurelles afin de réduire les déchets de matériaux (économisant 15-20%).
En fonctionnement en parallèle avec un système d'impression 3D multi-innocentes et équipé de dispositifs de chargement et de déchargement automatique, le cycle de livraison des pièces sur mesure pour une marque de sport est raccourcie de 4 semaines à 72 heures pour le moulage par injection traditionnel.
5. optimiser les coûts
- Optimisation de conception: en utilisant l'optimisation de la topologie pour réduire les déchets de matériaux, un client aérospatial a économisé 40% des coûts des matériaux par conception légère.
- Intégration de processus: l'impression 3D est intégrée de manière transparente avecUsinage CNC, traitement thermique et autres processus pour réduire l'externalisation.
- Recyclage des matériaux: Récupération de la poudre métallique non intellectuelle et des déchets avec un taux d'utilisation de plus de 90%.
Comment JS fournit-il des services personnalisés pour l'impression couleur?
1 et 1Capacité multi-matériaux et de traitement de surface
Nous proposons plus de 50 matériaux (métaux, plastiques, composites, etc.) ettraitement de surfacetechnologies (par exemple, peinture, oxydation anodique, impression d'écran, etc.).
Si des composants de couleur sont nécessaires, JS peut être réalisé de la manière suivante:
- Coloration directe des pièces en plastique: teinture ou teinture ultérieure avec des matériaux plastiques colorés.
- Revêtement de surface métallique: personnalisez les revêtements de couleurs en fonction des exigences de conception.
- Intégration des couleurs des composites: les fibres de couleur ou les particules sont intégrées dans le processus de moulage du matériau.
2Capacité de conception personnalisée
L'entreprise possède plus de 20 ans d'expérience dans l'industrie en tant qu'ingénieur, spécialisée dans les défis complexes et de précision de précision, et selon les besoins des clients, de la conception conceptuelle au support de production.
3 et 3Livraison et optimisation des coûts rapides
Fournir des commentaires techniques dans les 24 heures suivant le téléchargement des clientsFichiers de conception, raccourcissement du cycle d'itération.Grâce à des solutions de prédiction et de substitution des matériaux, nous économisons nos clients en moyenne 20% de leurs coûts tout en garantissant que 98% des commandes sont livrées dans un délai de 1 à 2 semaines.
4Durabilité environnementale
JS réduit les déchets de 20% et la consommation d'énergie de 15% pour cent en recyclant l'équipement et les matériaux économes en énergie.Nous proposons également des revêtements de couleurs respectueux de l'environnement ou des matériaux bio-basés pour répondre à la demande de fabrication verte.
Résumé
Dans la pratique d'ingénierie de l'impression 3D, chaque étape du processus, des caractéristiques des matériaux au réglage fin des paramètres de processus, détermine le succès ou la défaillance du produit final.Expérience d'ingénierieet l'innovation technologique sont toujours les principaux moteurs de la conception structurelle complexe, que ce soit la description précise des détails ou l'équilibre du soutien et de la suspension.
JS En tant que fournisseur de services d'impression 3D professionnel, il combine l'adaptabilité multi-matériaux, la capacité de production évolutive et l'optimisation de post-traitement pour transformer l'intention de conception en entités fiables.

Clause de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information.Série JSIl n'y a pas de représentations ou de garanties, expresses ou implicites, quant à l'exactitude, à l'exhaustivité ou à la validité des informations. Il ne faut pas déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, une qualité de matériau et un type ou une fabrication via le réseau Longsheng. C'est la responsabilité de l'acheteurExiger une citation de piècesIdentifiez les exigences spécifiques pour ces sections.Veuillez nous contacter pour plus d'informations.
Équipe JS
JS est une entreprise de pointeConcentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience avec plus de 5 000 clients, et nous nous concentrons sur une haute précisionUsinage CNC,Fabrication de tôles,Impression 3D,Moulage par injection,Estampage en métal,et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage à 5 axes de pointe, certifié ISO 9001: 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité aux clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de production à petit volume ou de personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisirTechnologie JSCela signifie l'efficacité de sélection, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site Web:www.cncprotolabs.com
FAQ
1. Quels sont les avantages de l'impression composite?
Il améliore en collaboration les propriétés structurelles (telles que la résistance et la ténacité) à travers une variété de matériaux, prend en charge le moulage intégré de structures complexes et irrégulières, réduit les processus d'assemblage traditionnels et convient aux champs de personnalisation de haute précision dans des domaines tels que l'aérospatiale et les implants médicaux.Il combine l'intégration légère et fonctionnelle.
2. Quel est le rôle de la structure de soutien?
Il s'agit d'une conception auxiliaire clé pour soutenir la suspension ou la géométrie complexe, empêcher de s'afficher et de déformation du matériau dans le processus d'impression, d'assurer la précision du modèle et l'intégrité structurelle et de réduire le risque de défaillance.
3. Qu'est-ce que la résolution d'impression?
Le niveau minimum de précision de détails des imprimantes 3D, horizontalement et verticalement, est généralement mesuré par épaisseur de couche (par exemple 0,1 mm) ou de densité de pixels XY (par exemple DPI).La haute résolution peut fournir une structure plus fine, mais peut ajouter au temps d'impression et au coût.
4.Comment évaluer la capacité technique du fournisseur de services?
Concentrez-vous sur l'aptitude des matériaux, la progressivité de l'équipement (par exemple, couvrant plusieurs modèles de technologie), le niveau d'optimisation des processus (précision / qualité de surface), la certification de l'industrie et les histoires de réussite, en mettant l'accent sur la capacité de solution et la réactivité de la technologie du marché secondaire.
Ressources
Liste des logiciels d'impression 3D

