

Services de fraisage et d'usinage CNC sont des solutions centrales dans la fabrication d'assemblages complexes dans la fabrication d'assemblages. Lors de la conception d'un module de poignet robotique industriel, élément crucial d'un dispositif médical, et de composants aérospatiaux, les assemblages complexes deviennent souvent une contrainte dans l'ensemble du processus du système de fabrication.
Dans le modèle traditionnel d'approvisionnement en composants, l'assemblage des 12 pièces nécessiterait 4 heures et, en raison des tolérances accumulées, il y aurait un désalignement des boîtiers de roulements, entraînant des coûts cachés supérieurs à 30 %.
Comme le montrera cet article, la manière dont l’intégration de solutions de fraisage et d’usinage CNC de haute technologie – une approche particulièrement globale de la fabrication d’assemblages complexes – peut systématiquement résoudre ces problèmes et transformer les assemblages du « centre de coûts » en « avantages concurrentiels ».
Nous examinerons comment JS Precision, basée en Chine, utilise les solides capacités de ses partenaires d'ingénierie et sa grande capacité de fabrication de précision pour offrir aux clients internationaux des solutions axées sur les économies, qui vont bien au-delà des capacités d'usinage générique dans leur région.
Résumé des réponses clés
| Noyau de décision | Les pièges des solutions génériques | La valeur d'intégration de JS Precision |
| Contrôle des coûts | Alors que d'autres comparent uniquement les prix des pièces détachées Produits de fraisage CNC sans tenir compte de l’ augmentation spectaculaire des coûts totaux requis pour le débogage des assemblages, la mise au rebut et la gestion de la chaîne d’approvisionnement. | Nos solutions couvrent l'analyse DFA/DFM jusqu'à la fabrication intégrée des pièces, minimisant ainsi les composants et les séquences d'assemblage pour optimiser les coûts totaux . |
| Précision et cohérence | Le fait que plusieurs fournisseurs gèrent le traitement couplé à des tolérances cumulées incontrôlées conduit à un référentiel incohérent, donc à une tolérance cumulée incontrôlée, qui affecte la précision de l'assemblage. | Dans une chaîne d'approvisionnement fragmentée, il est moins possible de coordonner les dates de livraison et un retard dans un processus arrête complètement chaque projet. |
| Résilience de la chaîne d’approvisionnement | Dans une chaîne d'approvisionnement fragmentée, il est moins possible de coordonner les dates de livraison et un retard dans un processus arrête complètement chaque projet . | En tant que fournisseur unique de services de fraisage et d'usinage CNC, nous coordonnons tous les processus en interne, fournissons des engagements de livraison et des responsabilités de qualité unifiés, simplifions considérablement la gestion et réduisons les risques. |
| Adaptabilité technologique | La machine à usage général ne répond pas aux exigences de coordination du traitement de divers matériaux et formes complexes, et il existe de grandes différences de qualité lors de la production en série. | Intégration de plusieurs processus tels que le fraisage, le tournage et la fabrication additive , adaptés au traitement de plusieurs matériaux tels que l'aluminium, l'acier et les plastiques techniques, garantissant une qualité stable tout au long du processus, du prototype à la production de masse. |
Points clés à retenir :
1. Le véritable coût réside dans l’assemblage : minimiser les composants et les étapes d’assemblage est plus efficace pour réduire les coûts des systèmes complexes.
2. La fabrication intégrée est supérieure à la sous-traitance car l'usinage de composants critiques sur la même machine-outil de haute qualité dans le même système de coordonnées représente la seule voie viable pour garantir la précision de l'assemblage.
3. Le retour sur investissement est le plus élevé dès le début de la collaboration : le potentiel d'économies de coûts, grâce à l'analyse DFM/A, lors de la phase de conception de l'intervention, dépasse généralement 20 %.
4. Une solution double en termes de coût technologique pour l’industrie chinoise : Principaux fabricants chinois , JS Precision par exemple, sont capables d'offrir un service de fraisage CNC avec le niveau technologique des meilleures entreprises mondiales d'Europe et des États-Unis, mais avec des prix et des délais de réponse plus compétitifs.
Solutions de fraisage CNC JS Precision : réduire le fardeau de la fabrication complexe
Pour résoudre les problèmes de fabrication liés aux assemblages complexes, il est essentiel de choisir un partenaire doté des capacités EEAT.
JS Precision est activement associé au secteur du fraisage CNC depuis 20 ans, ayant traité avec plus de 500 clients à travers le monde dans des secteurs haut de gamme comme l'automobile, l'aéronautique et le biomédical, expérimentant ainsi son importance dans la fabrication combinée et le savoir-faire associé avec ses prouesses technologiques et son expérience.
JS Precision dispose de plus de 30 centres d'usinage haut de gamme , y compris des centres d'usinage de type portique à 5 axes et des tours de fraisage, avec une capacité de traitement maximale de 2 000 mm × 800 mm × 700 mm et une exigence de positionnement de haute précision à ± 0,005 mm, enrichissant les capacités de traitement pour les pièces grandes et complexes.
Notre équipe d'ingénierie est composée de plus de 15 ingénieurs DFM senior, totalisant en moyenne 8 ans d'expérience dans l'industrie , ce qui leur permet d'identifier d'éventuels problèmes de fabrication et d'assemblage dès la phase de conception.
À partir de maintenant, JS Precision a réduit le nombre moyen de pièces pour les clients de 75 %, réduit les coûts totaux de 30 à 57 % et maintenu un taux de livraison à temps de 99,5 %. Notre entreprise a obtenu la norme ISO 9001:2015 et Certifications aérospatiales AS9100D , et notre système qualité couvre l'ensemble du processus, depuis l'approvisionnement en matières premières jusqu'à la vérification de l'assemblage final.
Vous souhaitez vérifier si votre assemblage complexe peut générer des réductions de coûts de plus de 50 % ? Contactez un ingénieur JS Precision dès maintenant, fournissez des informations sur l'assemblage et recevez une solution gratuite de services de fraisage et d'usinage CNC personnalisés pour comprendre clairement le potentiel d'économies d'espace et d'amélioration de la précision.
Comment les services intégrés de fraisage et d'usinage CNC peuvent-ils réduire vos coûts d'assemblage ?
Après avoir connu les capacités de JS Precision, vous vous demandez peut-être comment exactement le service intégré de fraisage et d'usinage CNC peut réduire les coûts d'assemblage. La solution implique une analyse complète de la structure globale des coûts. Les services de fraisage et d'usinage CNC peuvent éliminer les coûts invisibles ou cachés au niveau du système.
L'iceberg des coûts : coûts d'assemblage et de débogage invisibles
Dans de nombreuses organisations, le prix des composants individuels est évalué, ignorant les effets significatifs des coûts cachés associés à un modèle de composants.
Dans un modèle de composants traditionnel, les coûts associés au temps d'assemblage, aux retouches lors du débogage, aux accessoires supplémentaires et à la coordination de la gestion représentent plus de 30 % des coûts totaux impliqués dans un tel modèle.
Par exemple, les composants provenant de différents fournisseurs peuvent nécessiter encore 2 à 3 jours de débogage en raison de l'incompatibilité des interfaces. Un tel coût d’effort peut souvent être facilement sous-estimé.
Soustraction dans la fabrication intégrée : de plusieurs pièces à une seule pièce
JS Precision utilise le fraisage et l'usinage CNC pour effectuer l'intégration de pièces et l'intégration fonctionnelle, éliminant ainsi directement les coûts associés au processus d'assemblage et aux connecteurs.
Par exemple, intégrer 12 pièces indépendantes en aluminium et en acier en 3 composants principaux grâce à fraisage à cinq axes non seulement réduit le coût de traitement de 9 pièces, mais élimine également complètement les étapes d'assemblage telles que la fixation par vis et le positionnement des broches.
| Type de coût | Pourcentage du modèle de composant traditionnel | Pourcentage du modèle intégré JS Precision | Pourcentage d'économies | Économies annuelles moyennes (production de masse de 100 000 unités) |
| Coût de traitement des pièces | 25% | 30% | -20% | -50 000 $ |
| Coût d’assemblage et de débogage | 35% | 5% | 85,7% | 300 000 $ |
| Coût de gestion et de coordination | 20% | 3% | 85% | 170 000 $ |
| Coût des pertes de ferraille | 10% | 1% | 90% | 90 000 $ |
| Autres coûts cachés | 10% | 1% | 90% | 90 000 $ |
| Coût total | 100% | 40% | 60% | 600 000 $ |
Vous souhaitez calculer avec précision le coût total de votre assemblage ? Soumettez vos dessins de pièces et vos exigences d'assemblage, et JS Precision vous fournira une comparaison gratuite des différences de coûts entre les méthodes traditionnelles et les services intégrés de fraisage et d'usinage CNC, vous permettant de voir les dépenses cachées et de trouver la voie optimale de réduction des coûts.
Pourquoi l'usinage général échoue dans les assemblages complexes : la triade des défis
Ces assemblages nécessitent des normes très élevées de précision de fabrication, de coordination et d’évolutivité . Les méthodes d'usinage générales et décentralisées ne peuvent pas répondre de manière adéquate à ces exigences, Services de fraisage CNC doivent être intégrés pour relever de tels défis.
Tolérances accumulées et problèmes de correspondance d'interface
Lorsque plusieurs pièces proviennent de fournisseurs différents, chaque fournisseur a des référentiels d'usinage différents . Même si les pièces individuelles répondent aux exigences du dessin, les tolérances s’accumuleront et s’amplifieront.
Par exemple, pour un assemblage composé de 5 pièces, bien que la tolérance soit de ±0,02 mm, la tolérance finale accumulée peut atteindre ±0,1 mm ou plus , entraînant un désalignement des roulements, une interférence de l'assemblage ou une défaillance fonctionnelle.
Collaboration multi-matériaux et processus
Les assemblages incluent souvent la participation de plusieurs matériaux, notamment l'aluminium, l'acier et les plastiques techniques. Cela implique un certain nombre de processus, tels que le fraisage, le tournage et la fabrication additive. Les fournisseurs dispersés ne peuvent pas optimiser les séquences de processus.
Par exemple, la distorsion des pièces après le traitement thermique ne peut pas être compensée avec précision lors du fraisage ultérieur, et les problèmes de compatibilité avec le traitement de surface peuvent ne pas être résolus, ce qui entraîne un taux d'échec de collaboration supérieur à 30 % environ.
Mise à l’échelle et fragilité de la chaîne d’approvisionnement
Les inconvénients d’une chaîne d’approvisionnement dans une zone dispersée sont aggravés depuis le développement de prototypes jusqu’à la production de masse. Les différents fournisseurs auront des cycles de production variés et il sera difficile d'aligner les dates de livraison. La défaillance d’une pièce mettra un terme au projet. L'ajout, la modification ou l'extension de fournisseurs prendront un délai de recertification de 1 à 2 mois.
Les piliers techniques des économies de coûts : une plongée approfondie dans l'usinage CNC avancé
Les piliers du soutien technique en matière de rentabilité sont au nombre de quatre. Ils permettent d'atteindre une plus grande précision et efficacité dans les services de fraisage CNC ainsi que Fraisage CNC pour grandes pièces .
DFA/DFM : votre plan d'économies
Les ingénieurs de JS Precision sont impliqués dans la phase de conception , analysant et optimisant la disposition des pièces grâce à une conception orientée assemblage (DFA) pour réduire l'utilisation de fixations. Réduisez les difficultés de traitement grâce aux commentaires sur la conception pour la fabricabilité (DFM).
Par exemple, lorsque des trous profonds sont transformés en trous étagés, les économies sur les coûts d'outillage peuvent atteindre 30 % et les risques de casse d'outil sont également réduits. Un coin aiguisé peut être modifié en coin arrondi pour améliorer les temps de fraisage de 25 % . Une telle analyse DFA/DFM génère normalement une fourchette d’économies moyenne comprise entre 20 % et 35 %.
Programmation de haut niveau et intelligence des parcours d'outils
Nous avons appliqué les stratégies d'usinage les plus avancées, telles que la programmation simultanée sur cinq axes, avec pour résultat une efficacité d'usinage et une durée de vie des outils accrues de plus de 40 % lors du traitement de cavités profondes et de matériaux durs.
Lors du fraisage CNC de grandes pièces, le personnel de programmation contrôle avec précision la déformation et les contraintes pendant l'usinage ainsi que la précision d'usinage des composants de la machine à grand châssis.
Processus spécialisés pour des tâches monumentales
JS Précision dispose également d'un atelier d'usinage de grandes pièces . Les fraiseuses à portique de JS Precision ont des courses d'usinage de 2 000 mm x 800 mm x 700 mm.
De plus, après avoir adopté des joints chimiques conçus sur mesure, il est garanti que les grandes pièces restent stables pendant l'usinage. De plus, des équipements de mesure à grande échelle tels que des laser trackers sont utilisés dans les fraiseuses à portique pour suivre la précision de l'usinage.
La qualité en tant que système et non comme point de contrôle
Notre société a développé un système qualité en boucle fermée, entièrement conforme aux ISO 9001:2015 . Toutes les procédures, depuis le rapport sur les dimensions du premier article (FAIR) et le contrôle statistique des processus (SPC) jusqu'à la vérification de l'assemblage final, sont basées sur des données.
Grâce à l'intégration de la chaîne d'approvisionnement, assurez la cohérence des lots de matières premières, garantissez la qualité à la source et contrôlez l'erreur de cohérence des pièces produites en série à ± 0,008 mm.
Vous souhaitez dès le départ une conception à un prix compétitif ? Entrez en contact avec l'équipe d'ingénierie de JS Precision, partagez les exigences de vos produits de fraisage CNC et vous bénéficierez d'une analyse DFA/DFM gratuite. Cela rendra nos services de fraisage CNC adaptés à votre conception préalable.
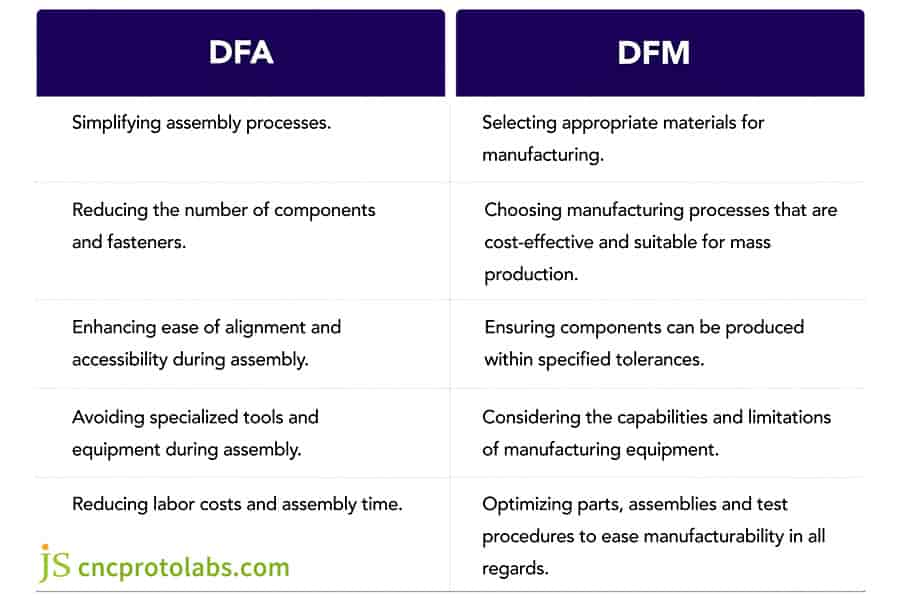
Figure 1 Les principaux objectifs de DFA et DFM
Cohérence à grande échelle : comment garantir que chaque pièce fraisée CNC s'adapte parfaitement ?
Dans la production de masse, des milliers de produits de fraisage CNC doivent maintenir une précision constante afin de réaliser un assemblage instantané sans avoir besoin de pièces en option. Cela nécessite une garantie conjointe sous trois aspects : les équipements, les référentiels et les processus.
La précision des machines-outils n’est qu’un début : compensation thermique et surveillance des processus
Utilisations de JS Precision machines-outils haut de gamme qui intègrent un retour d'encodeur linéaire et des commandes logicielles pour la correction des erreurs de dilatation thermique.
Cela lui permet de compenser entièrement les erreurs pouvant résulter des changements de température dans son environnement, garantissant une précision de ±0,003 mm. Il dispose également d'un système de palpage en ligne qui lui permet de détecter et de corriger automatiquement les erreurs pouvant résulter de l'usure des outils.
Système de référence unifié : système de coordonnées absolues de l'usinage à l'inspection
La réalisation des caractéristiques d'accouplement critiques sur une machine en un seul serrage est d'une importance fondamentale pour garantir la précision. JS Precision utilise un système de coordonnées absolues pour la programmation et l'usinage.
Le système de coordonnées de mesure de la machine à mesurer tridimensionnelle (MMT) de JS Precision est idéalement aligné sur le système de coordonnées d'usinage pour garantir que des mesures directes sont effectuées en production pour atteindre une précision de répétabilité de ± 0,002 mm .
Étude de cas : Réduction des coûts de 57 % – Transformation d'un ensemble de bras de robot industriel
Un fabricant d’équipements d’automatisation a dû relever le défi de fabriquer un module de poignet robot à six axes. La conception originale se composait de 12 pièces distinctes en aluminium et en acier assemblées avec des vis et des broches. Cela entraînait non seulement des prix élevés pour les services de fraisage CNC , mais présentait également de sérieux problèmes de précision et d'efficacité.
Défis
L'impossibilité d'autoriser une erreur coaxiale du boîtier de roulement de 0,08 mm, ce qui a entraîné un dysfonctionnement du robot, et le débogage sur site a atteint en moyenne un taux de réussite de seulement 85 % en 4 heures en moyenne par unité, 12 pièces provenaient de seulement 3 fournisseurs, ce qui a rendu la coordination de la livraison difficile et a entraîné des retards allant jusqu'à 15 jours , et le coût total de la production en série était de 120 $ par unité.
Solution de précision JS
1. Reconfiguration DFA/DFM : Subdivision des 12 composants en 3 , qui impliquent l'incorporation d'un châssis principal en aluminium et de deux composants de transmission liés à l'acier, dans lesquels sont intégrés tous les boîtiers de roulements.
2. Intégration du processus : Le cadre en aluminium intégré est traité sur une seule configuration via un centre d'usinage à portique à 5 axes de sorte que la coaxialité des trous dans le boîtier de roulement ait une tolérance de φ0,03 mm . Les pièces en acier sont traitées sur un fraiseuse et tourneuse dans la même usine avec le même objectif d’intégration des processus.
3. Contrôle qualité : L'ensemble du cadre est mesuré avec précision à l'aide d'une MMT, fournissant ainsi un chromatogramme d'écart 3D précis. L'ensemble du processus de production est contrôlé à l'aide du système SPC, qui facilite l'ajustement des paramètres.
Résultats
Le nombre de pièces a diminué de 75 %, le temps d'assemblage est désormais de 30 minutes contre 4 heures, le taux de mise en service est désormais de 99,9 % par rapport aux niveaux précédents et les coûts de fabrication par unité sont tombés à 51,6 $, soit une réduction de 57 %.
Les délais de livraison sont passés de 45 à 25 jours, mais la livraison à temps est désormais de 99,5 % par rapport aux ratios précédents. La conception des modules rigides a désormais augmenté de 30 % et la durée de vie est plus longue de 2 ans.
Commentaires des clients : « Le processus combiné de fraisage et d'usinage CNC de JS Precision a éliminé l'intégralité de notre problème d'assemblage, ce qui nous a apporté un énorme avantage en termes de coûts et nous a aidés à acquérir un avantage concurrentiel sur le marché. »
Avez-vous des défis similaires en matière de fabrication d'assemblages complexes ? Contactez les ingénieurs de JS Precision pour fournir une explication détaillée des points faibles de votre produit, et vous recevrez une consultation individuelle sur la solution, permettant à une équipe de professionnels d'adapter une solution de fabrication intégrée pour vous.
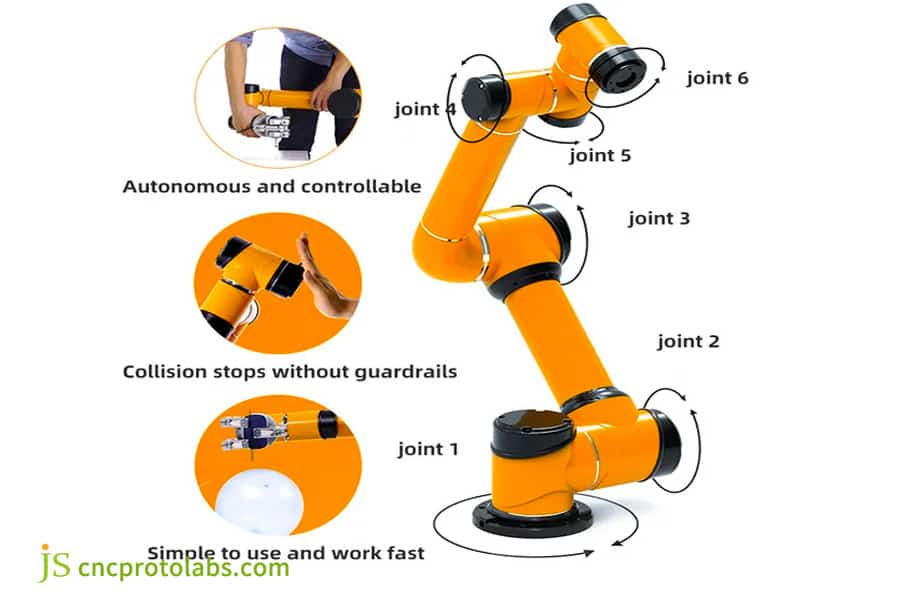
Figure 2 Les robots à bras articulés à six axes tirent leur nom des six rotations distinctes qui leur permettent de saisir un objet sous presque n'importe quel angle et à presque n'importe quel point à leur portée.
Quels facteurs déterminent réellement le coût de la fraiseuse CNC et le devis de votre projet ?
De nombreux clients posent des questions sur le Coût de la fraiseuse CNC . En réalité, la répartition des prix dépend essentiellement de plusieurs facteurs tels que les capacités de la machine et la conception de la pièce elle-même. Cela vous aidera à prendre la meilleure décision possible.
Capacité Premium : machines-outils à cinq axes, multicanaux et grandes
Les machines-outils à cinq axes, de fraisage et de tournage composites et à mouvement de grande course entraînent des dépenses d'investissement et d'exploitation plus élevées.
Par exemple, le coût d’investissement d’un centre d’usinage à portique à cinq axes est 3 à 5 fois plus élevé que celui d’une machine-outil à trois axes typique. Cependant, le centre d'usinage à cinq axes peut effectuer l'usinage de pièces complexes en un seul passage, entraînant ainsi des coûts unitaires inférieurs.
| Type de machine-outil | Coefficient de coût d'achat | Coefficient de coût d'exploitation | Précision d'usinage | Type de pièce applicable | Coefficient de coût unitaire (pièces complexes) |
| Fraiseuse ordinaire à trois axes | 1 | 1 | ±0,01mm | Structure simple, pièces monoplan | 1 |
| Fraiseuse à liaison à cinq axes | 3.5 | 1.8 | ±0,005mm | Surfaces courbes complexes, pièces d'usinage à multiples facettes | 0,6 |
| Centre de tournage-fraisage | 4 | 2 | ±0,003mm | Pièces multifonctionnelles de type arbre | 0,5 |
| Grande fraiseuse à portique | 5 | 2.5 | ±0,01mm | Grandes pièces de châssis de plus de 2000 mm | 0,7 |
Votre géométrie : temps de programmation et utilisation du matériau
La présence de surfaces complexes, de caractéristiques détaillées et de composants à parois minces augmentera de façon exponentielle le temps de programmation et d'usinage . Par exemple, les composants aux surfaces complexes prendront 2 à 3 fois plus de temps de programmation que les autres composants, tandis que les composants à paroi mince réduiront l'efficacité de l'usinage de 50 %.
L'optimisation de la disposition a permis d'augmenter l'utilisation des matériaux de 60 à 85 % et, par conséquent, le coût du fraisage CNC pour les grandes pièces a diminué de 15 à 20 % .
Besoin d'une ventilation des prix ? Envoyez simplement à JS Precision le modèle 3D de votre pièce et une ventilation gratuite des coûts de la fraiseuse CNC vous sera fournie, indiquant le pourcentage du coût pour chaque étape impliquée dans le processus.

Figure 3 Les formes simples comme les rectangles ou les cylindres peuvent être traitées plus rapidement et à moindre coût.
Votre feuille de route pour réaliser des économies : comment démarrer avec une solution d'usinage CNC personnalisée ?
Il existe une meilleure façon de travailler ensemble. JS Precision présente une méthode de collaboration en trois étapes qui peut facilement s'adapter Service de fraisage CNC conformément à vos exigences.
Étape 1 : Remettez votre « défi », pas seulement des dessins
Nous aimerions vous encourager à contribuer à des modèles d'assemblage, à des besoins de performances et à des descriptions de points sensibles , et pas seulement à des diagrammes de pièces situées à des endroits aléatoires. À leur tour, les ingénieurs de JS Precision peuvent acquérir une compréhension complète des exigences et lancer une analyse DFA systématique pour identifier les régions clés à optimiser.
Étape 2 : Participation à une réunion d’examen technique approfondi
JS Precision mettra en place une équipe interdépartementale d'ingénieurs qui communiqueront directement avec votre équipe de conception par vidéoconférence. Les ingénieurs proposeront des solutions pour l'intégration des pièces et l'optimisation des processus , ainsi que l'itinéraire de processus le plus optimal et répondront à toutes vos demandes techniques.
Étape 3 : Obtenez un devis transparent et un plan de prototype
Un devis et un plan transparents permettront d'identifier spécifiquement les économies globales réalisées grâce à la solution de fabrication intégrée par rapport au travail à la pièce traditionnel, y compris la réduction des pièces et de l'assemblage . Il y aura un plan de prototypage rapide, généralement réalisé en 2 à 3 semaines, pour vérifier la viabilité de la conception.
FAQ
Q1 : Dans la conception intégrée, les pièces individuelles sont plus grandes et plus complexes, cela ne ferait-il pas augmenter les coûts du fraisage CNC ?
Même si le coût d'usinage d'une seule pièce peut être plus élevé, JS Precision élimine les coûts d'usinage, de manipulation, d'assemblage et d'inspection qualité de plusieurs pièces, réduisant ainsi considérablement le coût total tout en garantissant une qualité plus constante. Cet avantage est encore plus dramatisé lorsqu’il s’agit de production de masse.
Q2 : Quelle taille de pièces intégrées pouvez-vous traiter ?
Le grand centre de fraisage à portique de JS Precision peut traiter une pièce en alliage d'aluminium mesurant jusqu'à 2 000 mm × 800 mm × 700 mm , ce qui peut répondre aux exigences d'usinage du grand cadre et de la structure dans la plupart des industries.
Q3 : Pouvez-vous gérer tous les assemblages multi-matériaux ?
Oui, JS Precision assure le fraisage et le tournage de précision de matériaux tels que l'aluminium, l'acier, l'acier inoxydable, le laiton et les plastiques techniques. Il est possible de coordonner la séquence de processus et le traitement de surface pour chaque pièce afin d'assurer la compatibilité.
Q4 : Comment garantir la précision d’usinage des grandes pièces intégrées ? Par exemple, la planéité sur toute la longueur ?
Dans le cas de JS Precision, il adopte une stratégie de découpe légère à grande vitesse afin de contrôler la déformation sous contrainte. Un atelier à température contrôlée est adopté pour l'usinage et l'inspection. Pour une pièce en aluminium de longueur 1 m, sa planéité est contrôlable à ±0,1 mm/m près.
Q5 : Est-il difficile de communiquer et de gérer des projets avec des fournisseurs étrangers ?
Pas du tout. JS Precision fait appel à des chefs de projet et des équipes d'ingénierie anglophones, et l'entreprise utilise une plate-forme de collaboration en ligne, où les mises à jour et les données sont fournies en ligne en temps réel, etc.
Q6 : Le traitement de surface et le traitement thermique font-ils partie des services proposés ?
Oui. Il fournit également solutions de post-traitement uniques comme les processus d'anodisation, de sablage, de peinture et de traitement thermique comme le vieillissement de la solution, garantissant le contrôle et minimisant les risques liés à l'intégration avec d'autres fournisseurs.
Q7 : Combien de temps prend normalement la livraison ?
Pour les assemblages impliquant des niveaux de complexité standards, le développement du prototype prend 2 à 3 semaines . La production à grande échelle, selon le volume, prend 4 à 8 semaines . Pour répondre aux exigences de livraison, JS Precision a accéléré les processus de traitement des demandes urgentes.
Q8 : Qu'en est-il de JS Precision en Chine par rapport à une source chinoise ?
JS Precision, tout en offrant des capacités technologiques égales, voire supérieures (en particulier dans le traitement de pièces complexes et volumineuses), peut offrir des coûts totaux plus compétitifs et des temps de réponse plus rapides grâce aux avantages de sa chaîne d'approvisionnement et de son écosystème de fabrication.
Résumé
La problématique liée à l’assemblage et à la fabrication complexes ne concernerait jamais l’usinage individuel , mais impliquerait plutôt une problématique de collaboration au sein du système global. Les capacités globales liées aux services de fraisage et d'usinage CNC aideraient donc à répondre à tous les problèmes liés au soudage, à la précision et à l'approvisionnement.
JS Precision éliminerait toutes les limitations grâce à une intégration appropriée et à l’expérience accumulée, transformant ainsi un assemblage complexe en un avantage concurrentiel.
Il est temps de repenser votre plan de fabrication.
Merci de nous envoyer votre modèle de montage ou le composant le plus difficile. Nos ingénieurs peuvent vous proposer un « Rapport gratuit d'analyse du potentiel de fabrication intégrée et d'économies de coûts » pour illustrer clairement les économies potentielles et les gains de performances dont vous pouvez bénéficier grâce à une collaboration approfondie.
Travaillons ensemble pour transformer votre assemblage d'un fardeau financier en un avantage sur le marché.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Précision JS Équipe
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

