

خدمات الطحن باستخدام الحاسب الآلي يمكن أن يمثل عنصرا حاسما في التصنيع الدقيق.
عندما يعتمد نجاح أو فشل مشروعك على اختيار سلسلة التوريد، فإن القرار الخاطئ يمكن أن يؤدي إلى خسائر كبيرة. يعد اختيار مورد الطحن CNC المناسب لمشروعك المهم خطوة حاسمة في ضمان النجاح النهائي، سواء كان ذلك تسليمًا عاجلاً للمكونات الرئيسية للطائرات بدون طيار في غضون 72 ساعة، أو الأجزاء الدقيقة للمعدات الطبية التي تتطلب تفاوتات عالية للغاية تبلغ ± 0.005 مم، أو التحكم في التكاليف مع ضمان الجودة لكميات كبيرة من مكونات الغلاف.
مع توفر العديد من الشركات المصنعة للتفريز CNC في السوق، كيف يمكنك تحديد قدراتهم الفعلية والتأكد من أن أجزاء التفريز CNC الخاصة بك تلبي الدقة والأداء المطلوبين؟

سيفحص هذا الدليل العملية برمتها بدءًا من التحليل الفني ووصولاً إلى اتخاذ القرار لمعرفة السبب الذي يجعل موفر الحلول الحقيقي هو امتداد التصنيع الموثوق به.
ملخص الإجابة الرئيسية
| أبعاد الاعتبار الأساسية | التحديات الشائعة المفاهيم الخاطئة | الحلول الاحترافية لشركة JS Precision |
| تقييم القدرات الفنية | التركيز حصريًا على كمية الماكينة، دون النظر إلى تكنولوجيا العمليات والخبرة الهندسية. | مجهزة بأدوات آلية متقدمة ذات قدرة من 3 إلى 5 محاور. مقترنًا بأفضل العمليات الممكنة لضمان نجاح إنتاج الأجزاء المعقدة من المحاولة الأولى. |
| الدقة وضمان الجودة | الخلط بين قدرة ومواصفات الأدوات الآلية مع براعة التصنيع الفعلية، والفشل في مراعاة مراقبة الجودة الشاملة من البداية إلى النهاية. | مع محاكاة CAM لدينا والصلابة العالية الطحن باستخدام الحاسب الآلي الدقة لتنسيق فحص آلة القياس، يمكننا ضمان التفاوتات المتوقعة والجودة التي يمكن تتبعها. |
| كفاءة التكلفة والاستجابة | قم فقط بمقارنة عرض الأسعار الأولي، متجاهلاً التكاليف الخفية ومخاطر التأخير | لدينا تحليل كامل لتوزيع تكلفة آلة الطحن CNC مع رابط استجابة سريع للاستفسارات العاجلة. |
| عمق قيمة التعاون | معاملة الموردين كمنفذي الأوامر والفشل في الاستفادة من إمكاناتهم في التحسين الهندسي. | المشاركة المبكرة في تحليل سوق دبي المالي، وتحسين التصميم لتعزيز قابلية التصنيع، وتقليل التكاليف الإجمالية، وتوفير القيمة الإجمالية بعد المعالجة. |
الوجبات السريعة الرئيسية
- يتم العثور على القدرة الفعلية في المعرفة العملية، أو الخبرة في الهندسة، بدلاً من مجرد النظر إلى الآلات.
- ترجع الدقة العالية المستقرة إلى عملية منهجية تتضمن CAM عالية التقنية وأدوات آلية عالية الجودة والفحص.
- يجب أن يأخذ تحسين التكلفة الإجمالية في الاعتبار عوامل مثل كفاءة الإنتاج والجودة واستجابة الموردين.
- أفضل طريقة لإدارة المخاطر وتكلفة آلة الطحن CNC هي التعاون بين التصميم والتصنيع في المراحل المبكرة.
كيفية اختيار خدمات الطحن باستخدام الحاسب الآلي؟ التحليل الكامل للخبرة العملية لدقة JS
باعتبارها شركة تتمتع بخبرة 15 عامًا في مجال الطحن باستخدام الحاسب الآلي، فقد خدمت JS Precision أكثر من 5000 عميل في 12 صناعة أساسية بما في ذلك الطيران والمعدات الطبية والإلكترونيات الاستهلاكية.
معايير الخدمة لدينا تتبع بدقة متطلبات الأيزو 9001:2015 نظام إدارة الجودة، وهو عبارة عن مواصفات رسمية معترف بها دوليًا لمراقبة جودة التصنيع.
الآن، انتهينا من معالجة أجزاء الفضاء الجوي المصنوعة من سبائك التيتانيوم المعقدة بدقة معالجة تبلغ ±0.008 مم، وتغلبنا على الصعوبات في التصنيع عالي الكفاءة لقذائف سبائك الألومنيوم لعملاء سيارات الطاقة الجديدة، مما أدى إلى تقصير أوقات المعالجة بنسبة 30%.
لقد أتاحت لنا كل هذه التجارب أيضًا اكتساب فهم عميق للمتطلبات ونقاط الضعف الخاصة بكل صناعة. هذا البرنامج التعليمي هو ثمرة معرفتنا المتراكمة على مدى ألف مشروع ناجح.
كل ما هو مذكور هنا، سواء كان ذلك التقييم الفني أو إدارة الميزانية، أو التسليم في الوقت المناسب أو التعاون طويل الأمد، يمكن إثباته في مشاريع فعلية. إذا كنت تواجه مشكلة في اختيار خدمات الطحن باستخدام الحاسب الآلي، فمن المؤكد أن هذا الدليل، المليء بالنصائح الحكيمة، يستحق الوثوق به.
هل تبحث عن تطابق سريع لخدمات الطحن CNC الخاصة بك؟ الآن، يمكنك مشاركة القطعة والمواصفات الفنية للقطعة، وسيقوم فريق JS Precision بإجراء تحليل مجاني وتقديم السعر المطلوب لك.
ما هي المجالات الأساسية التي يجب التركيز عليها عند تقييم خدمات الطحن باستخدام الحاسب الآلي؟
أثناء تقييم الشراكة أو النظر فيها، تعد المعدات أمرًا ضروريًا، ولكن عامل النجاح يكمن في النظام الأساسي للتكنولوجيا. بينما تفكر في الشركات المصنعة للطحن باستخدام الحاسب الآلي، اقرأ مواصفات المعدات في الكتيبات، ولكن اذهب إلى أبعد من ذلك في عمق التكنولوجيا.
المظهر الحقيقي للعمق التكنولوجي: القدرة على دعم هندسة العمليات
قدرات هندسة العمليات: سيكون مهندسو JS Precision قادرين على توفير حلول للأدوات والتركيب وظروف القطع اعتمادًا على المادة والهندسة الخاصة بالجزء الذي سيتم تصنيعه.
يمكننا توفير ظروف التصنيع التي سيتم تحسينها اعتمادًا على المواد التي سيتم تصنيعها، مثل الفولاذ المقاوم للصدأ، عن طريق تغيير سرعة المعالجة ومعدل التغذية باستخدام أدوات مطلية بشكل مناسب.
خبرة في البرمجة والمحاكاة متعددة المحاور: بالنسبة للأجزاء المعقدة، نستخدم برامج CAM المتقدمة مثل Mastercam وHyperMill لإجراء تخطيط مسار فعال وخالي من التصادم ومحاكاة واقعية تمامًا لتجنب مخاطر المعالجة مقدمًا.
الدعم المنهجي لثقافة الجودة
- موارد القياس والاختبار: شركتنا مجهزة بمعدات الاختبار مثل آلات القياس الإحداثي ومقاييس التداخل بالليزر لأن لدينا قطعة أولى من خلال عملية فحص القطعة الأخيرة التي تضمن أجزاء الطحن باستخدام الحاسب الآلي سوف تلبي المعايير المطلوبة فيما يتعلق بالجودة.
- التقييس والتوثيق: إن العمليات والإجراءات الخاصة بفحص الجودة محددة بشكل جيد ويمكن تتبعها. هذا ممكن للإنتاج الضخم.
التغلب على الهندسة المعقدة: كيف يمكن لخدمات الطحن CNC الاحترافية التعامل مع الآلات المعقدة متعددة المحاور؟
بدءًا من الدفاعات إلى العلب المتكاملة تمامًا، فإن إنتاج الأجزاء المعقدة هو المكان الذي يتم فيه اختبار مهارات المورد حقًا لتحويل الآلات المتطورة إلى منتجات نهائية فعلية. خدمات الطحن CNC المتخصصة قادرة على مواجهة صعوبات المعالجة في الأجزاء الهندسية المعقدة.
سلسلة الدقة من البرمجة إلى التنفيذ
1. تقنيات CAM المحسنة ومسارات الأدوات المحسنة: من خلال طرق مثل الاتصال المستمر بخمسة محاور والطحن المدوري، نحافظ على نعومة الأسطح ونضمن إزالة المواد بكفاءة.
2. تركيبات قطع العمل غير المنتظمة والإشارات داخل الماكينة: نحن نستخدم تركيبات مخصصة لقطع العمل غير المنتظمة والإشارات داخل الماكينة للتحقق من موقع قطعة العمل قبل التشغيل الآلي، مما يضمن صحة الأبعاد.
التعامل مع تحديات المواد والاهتزازات
1. المعالجة الخاصة للمواد التي يصعب تصنيعها بالآلة: للمواد التي يصعب تصنيعها بالآلة مثل سبائك التيتانيوم والسبائك ذات درجة الحرارة العالية، نستخدم عمليات التبريد بالضغط العالي والقطع المتغيرة السرعة للتحكم في حرارة القطع وقوة القطع، وبالتالي منع تشوه المادة.
2. التحكم الديناميكي في الاستقرار: نحن نستخدم تعويض عمق القطع المحوري وحاملات الأدوات ذات خصائص تخميد الاهتزاز للتخلص من الثرثرة أثناء معالجة المكونات ذات الجدران الرقيقة.

الشكل 1 يمكن لآلات الطحن CNC أن تعمل على محاور متعددة، مما يجعل من الممكن تصنيع أجزاء ذات أشكال وميزات معقدة.
ما هو مستوى التسامح الذي يمكن أن تحققه أجزاء الطحن CNC الخاصة بك عادةً؟
تمثل التفاوتات نوعًا من العقد بين التصميم والتصنيع. للتصميم بفعالية مع فهم معقول، من الجيد معرفة هذه النطاقات النموذجية من القدرات. يمكن أن تختلف أجزاء الطحن CNC المختلفة، إلى جانب خيارات الطحن CNC الدقيقة، بشكل كبير من حيث التسامح.
ال ASME Y14.5-2009 المعيار، وهو أحد منشورات الجمعية الأمريكية للمهندسين الميكانيكيين (ASME) ويضع معايير محددة لتحمل الأجزاء الميكانيكية ووضع العلامات وتحمل الفحص، يتم الالتزام به بالكامل في عمليتنا للتحكم في التسامح.
نطاق التسامح القياسي والقابل للتحقيق
| نوع التصنيع | المواد المستخدمة | النطاق النموذجي للتسامح | ميزة التسامح الخاصة |
| الطحن العام | سبائك الألومنيوم | ± 0.025 مم | ± 0.0125 ملم |
| طحن عالي الدقة | مختلف المعادن / البلاستيك | ± 0.005 مم | ± 0.003 مم |
العوامل الهامة المؤثرة على مستويات التسامح النهائية
- خصائص المواد وإدارة الحرارة: يختلف التشوه أثناء القطع بشكل كبير من نوع مادة إلى آخر. إن تحمل القطع للفولاذ المقاوم للصدأ أوسع من سبائك الألومنيوم نظرًا لأن الفولاذ المقاوم للصدأ لديه احتكاك قطع عالي وتبديد حرارة منخفض.
- الخصائص الهندسية وإمكانية الوصول إلى الأداة: من الصعب التحكم بدقة في الجدران الداخلية للثقوب العميقة والتجاويف مقارنة بالجدران الخارجية لأن أطوال الأداة الأطول تجعل الأداة أكثر مرونة وعرضة للاهتزازات.
هل تريد معرفة ما إذا كان تصميم الجزء الخاص بك يمكن أن يحقق تصنيعًا عالي الدقة؟ قم بتحميل رسومات الأجزاء الخاصة بك إلى JS Precision، وسوف يقدمون لك خطة عمل كاملة فيما يتعلق بتطبيق التفاوتات المتعلقة بنوع المواد والهياكل المستخدمة في أجزاء الطحن CNC.
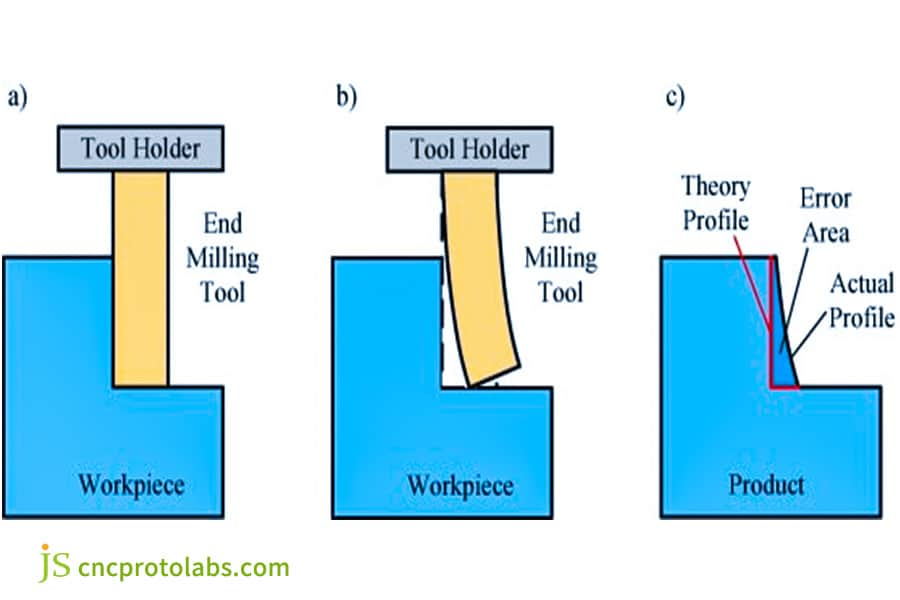
الشكل 2 عندما تتسبب قوة القطع في انحناء بسيط للأداة أو قطعة العمل، ستحدث أخطاء في الأبعاد.
ما هي تقنيات ما وراء الكواليس لتحقيق دقة موثوقة في عملية الطحن باستخدام الحاسب الآلي؟
الجودة ليست صدفة ولكنها تتطلب عددًا من التدخلات التكنولوجية المتعمدة. إن الطحن باستخدام الحاسب الآلي عالي الدقة لا يتطلب مساعدة تكنولوجية فحسب، بل يرتبط أيضًا بالتكنولوجيا تكلفة آلة الطحن باستخدام الحاسب الآلي .
الدور الأساسي لأداء أداة الآلة
- هيكل عالي الصلابة والاستقرار الحراري: هذه هي الأسس المادية لتحقيق الاستقرار الدقيق. تعمل الآلات ذات الصلابة العالية على تقليل اهتزازات القطع، بينما يمنع استقرار الحرارة تدهور الدقة مع التغيرات في درجة الحرارة. وهذا له صلة بالقيمة التي قد تقدمها الآلة على المدى الطويل وتكلفة آلة الطحن CNC.
- نظام CNC ونظام ردود الفعل المتقدم: يتم دمج نظام CNC للاستجابة الديناميكية للغاية والمحركات الخطية والشبك البصري ذو الحلقة المغلقة بالكامل في "النظام العصبي" الذي يضمن دقة الكفاف في الاستجابة السريعة لأوامر البرمجة.
الإدارة المتقدمة لسلسلة العمليات
- دورة الحياة الكاملة لإدارة الأدوات: بدءًا من اختيار أدوات الجودة وتنفيذ التوازن الديناميكي وحتى مراقبة تآكل الأدوات، يتم تنظيم كل عملية بدقة للتأكد من أن عملية القطع تظل مثالية على الإطلاق.
- المحاكاة الرقمية للعملية الكاملة: التحقق من عملية كاملة، تتراوح من البرمجة إلى حركة الآلة وقوى القطع في بيئة محاكاة افتراضية، وتخفيف المخاطر مثل الاصطدامات والقطع الزائد بطريقة استباقية.
هل تريد معرفة كيفية الحصول على خدمات طحن CNC دقيقة ومستقرة من خلال التحسين التكنولوجي؟ ننظم عرضًا تقنيًا بواسطة JS Precision. سنطلعك على تأثير التطبيق الفعلي لتقنياتنا الأساسية، بالإضافة إلى تقديم مشورة الخبراء بشأن توفير التكاليف وتعزيز الكفاءة.

الشكل 3 قم بصيانة أدوات القطع وترقيتها بانتظام لضمان حدتها وكفاءتها وتقليل الأخطاء الناجمة عن تآكل الأداة.
السباق مع الزمن: كيف يمكن لمصنعي المطاحن CNC الموثوقين الاستجابة للاحتياجات العاجلة؟
هناك سوق يتطور باستمرار، مما يعني أن الطلب على النماذج الأولية السريعة أو تجديد الإنتاج يعد مطلبًا متزايدًا. إن مرونة المورد أمر بالغ الأهمية لاستدامة سلسلة التوريد، وهي سلعة الشركات المصنعة للطحن باستخدام الحاسب الآلي يمكن أن يعد بالتسليم أثناء وقوع الكارثة.
آلية الاستجابة السريعة المنهجية لضمان احتياجات التصنيع باستخدام الحاسب الآلي في حالات الطوارئ
- سعة المسار السريع المحجوزة: يتم تخصيص سعة الأدوات الآلية والنوافذ الهندسية خصيصًا للطلبات الصغيرة ذات الأولوية العالية، مما يتيح التتبع السريع للطلبات ذات الأولوية العالية.
- مكتبة المواد والعمليات الموحدة: تعمل الحلول الجاهزة للمواد الموحدة والعمليات الموحدة على تقليل الوقت اللازم لإعداد العملية، حيث لم يعد من الضروري تصميم عمليات المواد الموحدة.
تم التعاون الداخلي والخارجي بشكل فعال
- اتصالات المشروع المسطحة: قم بتعيين مدير مشروع ذو طلب عاجل يتواصل مباشرة مع وحدات الإنتاج ومراقبة الجودة المعنية بالشركة وبالتالي يتطلب مستويات أقل من اتخاذ القرار.
- شبكة سلسلة التوريد المستقرة: تتيح شبكات الشراء السريعة والشراكات مع الموردين للمواد عالية الجودة وموردي الأدوات إمكانية تسليم المواد بكفاءة ومنع تأخير الإنتاج.
ما وراء عرض الأسعار: كيفية مقارنة المقترحات المقدمة من مختلف الشركات المصنعة للطحن باستخدام الحاسب الآلي؟
يشمل اقتباس الخبراء رؤية شاملة للخبرة الفنية ونزاهة العمل. يعد إتقان تحليل الأسعار أمرًا ضروريًا لاتخاذ قرارات مستنيرة داخل العديد من الشركات المصنعة للطحن باستخدام الحاسب الآلي واكتشاف خدمات الطحن باستخدام الحاسب الآلي الأكثر فعالية من حيث التكلفة.
فهم المعلومات المتعمقة المقدمة في الاقتباسات
- توزيعات التكلفة: يعكس التوزيع الواضح للمواد والبرمجة والمعالجة وما بعد المعالجة ورسوم الإدارة نموذج التشغيل الموحد للموردين ويسمح لك بفهم اتجاه كل نفقات بوضوح.
- الأوصاف التفصيلية للعملية: تتعلق بشكل مباشر بمستوى التميز التكنولوجي للمورد سواء كان عرض الأسعار يصف استراتيجيات الماكينة بشكل جيد، وتقنيات التثبيت، وتقنيات الفحص.
تقييم القيمة بما يتجاوز الأرقام
- الالتزام بالتحكم في المخاطر: أحد العوامل التي تدل على تفاؤل المورد بشأن قدراته هو مستوى التزامه بالتحكم في المخاطر، كما يتم التعبير عنه من خلال وعوده أو ضماناته بمعدلات النجاح والتسليم في الوقت المحدد.
- قيمة الخدمة المضافة: مجانية تحليل سوق دبي المالي تعد تحديثات التقدم والدعم الفني كلها عناصر أساسية لقيمة خدمة الطحن باستخدام الحاسب الآلي.
مقارنة عروض الأسعار من العديد من الشركات المصنعة للطحن باستخدام الحاسب الآلي؟ بعد الحصول على عروض أسعار تنافسية، يمكن لفريق تحليل التكاليف التابع لشركة JS Precision أن يزودك بخدمات الترجمة الفورية المجانية لمساعدتك في تحديد القيم المخفية والمخاطر المحتملة في عرض الأسعار.
دراسة الحالة: التسليم الفائق خلال 72 ساعة: كيف توفر دقة JS عقد البحث والتطوير الرئيسية من خلال الطحن باستخدام الحاسب الآلي ذي 5 محاور
في قطاع خدمات الطحن باستخدام الحاسب الآلي، تعد القدرة على التسليم في حالات الطوارئ معيارًا أساسيًا لقياس القدرة التنافسية لكل مورد. نجحت شركة JS Precision، بمساعدة التكنولوجيا الاحترافية والتغذية الراجعة السريعة، في تحقيق مهمة التسليم غير المحدودة خلال 72 ساعة، وبالتالي حماية معلم مهم في مجال البحث والتطوير لأحد عملائها.
الأزمة: الأضرار التي لحقت بمكونات الاختبار الحاسمة، المشروع على حافة أسابيع من التأخير
قام أحد عملاء الطائرات بدون طيار بإتلاف قطعة معدنية لقالب هيكل الطائرة الأساسي المركب من ألياف الكربون عن غير قصد قبل اختبار الطيران النهائي. كان لهذا الملحق المعدني هندسة معقدة ذات أسطح منحنية غير منتظمة وفتحات موضعية دقيقة تتضمن العديد من الثقوب العميقة.
في الأصل، كان الوقت اللازم لعملية التصنيع هذه أسبوعين. ومع ذلك، كانت فرصة الاختبار ثلاثة أيام فقط، وإلا فسوف يتأخر المشروع لعدة أسابيع.
الاستجابة السريعة والتنفيذ الدقيق لشركة JS Precision
بعد استلام طلب العميل، بدأت JS Precision الاستجابة التنبيهية. تمكن فريق الإنتاج والبرمجة من تأمين بيانات CAD من العميل خلال ساعتين . وتمكن الفريق أيضًا من تحسين المسارات باستخدام إجراء موحد والتحقق من عملية الإنتاج بأكملها.
لقد أوكلنا المهمة إلينا مركز طحن CNC دقيق بخمسة محاور مع الأداء العالي، إعداد الورديات للحفاظ على تشغيل أدوات الماكينة بشكل مستمر، مما يعني أن أدوات الماكينة ستعمل على مدار الساعة طوال أيام الأسبوع.
كان قسم مراقبة الجودة مسؤولاً عن إجراء فحوصات العينات بعد كل عملية رئيسية لضمان الوصول إلى دقة المعالجة الدقيقة.
النتائج: ليس فقط في الوقت المحدد، ولكن تجاوز التوقعات
كان الوقت الذي استغرقته شركة JS Precision لإنجاز المهمة بدءًا من تلقي البيانات وحتى تسليم أجزاء الطحن الدقيقة CNC هو 72 ساعة، وهو ما يتوافق تمامًا مع الإطار الزمني للاختبار الخاص بالعميل. كانت الإدخالات المقدمة لهم متوافقة مع تفاوتات الأبعاد والهندسية، كما كان اختبار الطيران لمكونات ألياف الكربون ناجحًا أيضًا.
هل تحتاج إلى دعم عاجل في خدمة الطحن باستخدام الحاسب الآلي؟ اسمح لـ JS Precision بتطوير خطة تسليم حصرية لمشروعك واستخدام خبرتنا المهنية لضمان التقدم السلس لمشروعك. يرجى تقديم طلبك العاجل.

الشكل 4: قالب معدني مخصص لجسم الطائرة بدون طيار
لماذا يجب أن تكون دقة JS هي خيارك الأول لمشروع أجزاء الطحن CNC التالي؟
نحن لا نقدم حلول الطحن فحسب، بل نقدم أيضًا حلول التصنيع بناءً على الفهم الهندسي العميق، مما يضمن أن كل مشروع تقوم به يصبح قصة نجاح موثوقة. في أجزاء الطحن باستخدام الحاسب الآلي و خدمة الطحن باستخدام الحاسب الآلي ، تكمن نقاط القوة الأساسية لشركة JS Precision في التزاماتها الشاملة تجاه التكنولوجيا والجودة والخدمات.
تكنولوجيا وهندسة متكاملة للغاية
- فريق من خبراء العمليات موجه نحو التطبيقات: يتمتع المهندسون في JS Precision بالمعرفة التطبيقية في مجالات الطيران والطبية وغيرها من المجالات، مما يجعل من الممكن لنا أن نفهم بشكل مناسب متطلبات التطبيق الخاص بك وتقديم مشورة الخبراء مباشرة من مرحلة التصميم.
- النظام البيئي للتصنيع المتقدم المستثمر باستمرار: تتراوح خلية التصنيع لدينا من الطحن عالي السرعة والتصنيع خماسي المحاور إلى التصنيع المركب، وقد تم تطويرها لمواجهة التحديات الأكثر تعقيدًا في التصنيع بناءً على متطلبات مختلفة من الدقة والقدرة.
ثقافة الجودة والتسليم التي تركز على العملاء
- حلقة جودة خالية من العيوب: نحن نعتبر الجودة شريان حياتنا في مؤسستنا. إن سيطرتنا القوية على كل مستوى، سواء في مرحلة المواد، أو على مستوى المعالجة، أو على مستوى المنتج النهائي، تضمن عدم وجود أي عيوب في أجزاء الطحن CNC الخاصة بنا.
- إدارة دورة الحياة الكاملة القائمة على المشروع: بدءًا من نقطة الاستفسار وحتى الإكمال، سيتابع مدير الحساب المعين لديك كل مرحلة من مراحل العملية لضمان التدفق المناسب للمعلومات والتقدم الذي يمكن التحكم فيه والنتائج الكافية.
الأسئلة الشائعة
س1. ما هو الفرق بين الطحن CNC والخراطة؟
تستلزم عملية التصنيع في الطحن باستخدام الحاسب الآلي أداة القطع الدوارة للقطع، مع بقاء الجسم ثابتًا، وهو مثالي لتصنيع الأجزاء المكعبة والأجزاء على شكل صدفة . تستلزم عملية التصنيع في الخراطة باستخدام الحاسب الآلي تدوير الجسم للقطع، مع تحريك القاطع، مما يجعله مثاليًا لتصنيع الأعمدة والأجزاء على شكل قرص .
س2: ما مدى خشونة السطح التي يمكن توقعها؟
عادة ما تقتصر خشونة السطح لعملية التشطيب التقليدية على Ra 0.8μm . من خلال تحسين الطحن عالي السرعة والعمليات الأخرى، تكون بعض المكونات قادرة على تحقيق تشطيب سطحي يبلغ Ra 0.4μm أو أفضل.
س 3: هل هناك اختلافات كبيرة في أسعار الوحدات للنماذج الأولية ذات القطعة الواحدة والإنتاج الضخم؟
الفرق في سعر الوحدة كبير. الإنتاج الضخم يعني توزيع التكاليف لمرة واحدة مثل البرمجة وإعداد التثبيت. ومع زيادة حجم الإنتاج، تنخفض تكاليف المعالجة بشكل كبير لكل وحدة.
س 4: ما هي الاختلافات في تكاليف وأوقات المعالجة للمواد الألومنيوم والصلب والبلاستيك؟
يتميز الفولاذ بعملية قطع أكثر صعوبة مقارنة بالألمنيوم، وبالتالي يتطلب سرعات قطع أقل. يتميز الفولاذ أيضًا بمعدلات تآكل أعلى للأدوات، وبالتالي ارتفاع تكاليف المعالجة. يميل البلاستيك إلى التشوه بسهولة. معلمات المعالجة الخاصة مطلوبة. تعتمد تكلفة المعالجة على نوع المادة.
س5: كيف يمكنني ضمان أمن الملكية الفكرية الخاصة بي؟
في شركتنا، يجب علينا إبرام عقد قانوني وملزم لعدم الإفصاح مع عملائنا. علاوة على ذلك، تستخدم شركتنا نقل الملفات المشفرة. وهذا يضمن سرية معلومات التصميم الخاصة بعملائنا. ويعد هذا الالتزام جزءًا من نظام إدارة شهادات ISO 9001 الخاص بنا.
س6: ما هو الإجراء عند تغيير التصميم؟
يرجى تقديم تحديث الرسومات الكاملة ويمكننا إعادة تقييم تقييم تدفق التصميم الخاص بك وعرض أسعار التكلفة بناءً على الرسومات الكاملة والرجوع إليك فيما يتعلق بالتغييرات التي طرأت على جدول التسليم وعروض الأسعار.
س7: ما الذي يجب أن أركز عليه أثناء وضع علامة على التفاوتات في الرسومات؟
وينبغي اتباع المعايير الدولية مثل ISO فيما يتعلق بوضع علامات التسامح، ومواصفات أسطح المسند ومحاور المسند، ومواصفات متطلبات التسامح للميزات الحرجة والثانوية. يعد هذا أيضًا ضروريًا لتحسين تكلفة العملية. تساعدنا التعليقات التوضيحية الواضحة في الرسم على تقديم عروض أسعار دقيقة وتحليل سوق دبي المالي بسرعة أكبر.
س8: هل أنت قادر على تقديم المساعدة في التحقق من التجميع؟
يمكننا تقديم خدمات التصنيع لمكونات التزاوج المجاورة، بما في ذلك اختبار توافق التجميع من أجل تسهيل عملية سلسة عند التجميع.
ملخص
جوهر اختيار خدمات الطحن باستخدام الحاسب الآلي لا يقتصر أبدًا على مقارنة المعدات أو الأسعار، بل إيجاد أفضل توازن بين التكنولوجيا والجودة والكفاءة والتكلفة.
يعد المتعاون في التصنيع الذي يتمتع بالتكنولوجيا المتقدمة والجودة وسرعة الحركة أحد الأصول التجارية التي لا تقدر بثمن. إن شركة JS Precision، بفضل اجتهاد مهندسينا وأمانة متعاونينا، مكرسة لتحويل كل فكرة تصميم خاصة بك إلى حقيقة دقيقة، حقيقة تؤدي إلى نجاح المنتج.
ابدأ التعاون الفعال والموثوق الآن:
→ 【 قم بتحميل الرسومات، واحصل على الحلول الدقيقة 】قم بتحميل ملفاتك ثلاثية الأبعاد للحصول على تحليل دقيق لعروض الأسعار خلال 24 ساعة، والذي يتضمن تحليل سوق دبي المالي، وتحليل تكلفة آلة الطحن باستخدام الحاسب الآلي، ووقت الشحن.
→ 【حدد موعدًا لاجتماع فني】 لمعالجة المشاريع المعقدة، انخرط في محادثات مباشرة حول الحلول التقنية الأكثر ملاءمة واستراتيجية الشراكة مع مهندسي التطبيقات لدينا. شارك صعوبات المعالجة التي تواجهها واربح تحليل سوق دبي المالي مجانًا.

تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط. خدمات JS الدقيقة ، لا توجد أي تعهدات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة JS Precision Network. إنها مسؤولية المشتري تتطلب اقتباس أجزاء تحديد المتطلبات المحددة لهذه الأقسام. يرجى الاتصال بنا للحصول على مزيد من المعلومات .
الدقة شبيبة فريق
JS Precision هي شركة رائدة في الصناعة ، التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على الدقة العالية التصنيع باستخدام الحاسب الآلي , تصنيع الصفائح المعدنية , الطباعة ثلاثية الأبعاد , صب الحقن , ختم المعادن، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. يختار الدقة شبيبة وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا: www.cncprotolabs.com
الموارد

