

Фрезерные услуги с ЧПУ может представлять собой критический элемент точного производства.
Когда успех или провал вашего проекта зависит от выбора цепочки поставок, неправильное решение может привести к значительным потерям. Выбор подходящего поставщика фрезерных станков с ЧПУ для вашего важного проекта является решающим шагом в обеспечении окончательного успеха, будь то срочная поставка ключевых компонентов для дронов в течение 72 часов, прецизионные детали для медицинского оборудования, требующие чрезвычайно высоких допусков ± 0,005 мм, или контроль затрат при обеспечении качества для больших партий компонентов корпуса.
Учитывая, что на рынке представлено множество производителей фрезерных станков с ЧПУ, как вы сможете определить их фактические возможности и убедиться, что ваши фрезерные детали с ЧПУ соответствуют требуемой точности и производительности?

В этом руководстве будет рассмотрен весь процесс от технического анализа до принятия решений, чтобы понять, почему настоящий поставщик решений может стать вашим надежным производственным подразделением.
Ключевое резюме ответов
| Основные аспекты рассмотрения | Распространенные проблемы, заблуждения | Профессиональные решения JS Precision |
| Оценка технических возможностей | Сосредоточение внимания исключительно на количестве машин, без учета технологии процесса и инженерного опыта. | Оснащен современными станками с возможностью обработки от 3 до 5 осей. В сочетании с лучшими процессами для обеспечения успешного производства сложных деталей с первой попытки. |
| Точность и гарантия качества | Путаница возможностей и технических характеристик станка с фактическим мастерством обработки, а также неспособность учитывать общий контроль качества от начала до конца. | Благодаря нашему CAM-моделированию и высокой жесткости прецизионное фрезерование с ЧПУ Чтобы координировать проверку измерительных машин, мы можем гарантировать предсказуемые допуски и отслеживаемое качество. |
| Стоимость и эффективность реагирования | Сравнивайте только первоначальное предложение, игнорируя скрытые затраты и риски задержки. | У нас есть полный анализ стоимости фрезерных станков с ЧПУ и ссылка для быстрого ответа на срочные запросы. |
| Глубина сотрудничества | Отношение к поставщикам как к исполнителям заказов и неспособность использовать их потенциал инженерной оптимизации. | Раннее участие в анализе DFM, оптимизация конструкции для повышения технологичности, снижения общих затрат и обеспечения общей ценности, выходящей за рамки обработки. |
Ключевые выводы
- Реальные возможности можно найти в ноу-хау процесса или опыте в области проектирования, а не просто в осмотре машин.
- Стабильно высокая точность достигается благодаря методическому процессу с использованием высокотехнологичного CAM, высококачественных станков и контроля.
- Оптимизация общих затрат должна учитывать такие факторы, как эффективность производства, качество и реакция поставщиков.
- Лучшим способом управления рисками и стоимостью фрезерных станков с ЧПУ является сотрудничество между проектированием и производством на ранних этапах.
Как выбрать услуги фрезерования с ЧПУ? Полный анализ практического опыта JS Precision
Как компания с 15-летним опытом фрезерования на станках с ЧПУ, JS Precision обслуживает более 5000 клиентов в 12 основных отраслях, включая аэрокосмическую промышленность, медицинское оборудование и бытовую электронику.
Наши стандарты обслуживания строго соответствуют требованиям ИСО 9001:2015 система управления качеством, которая является международно признанной авторитетной спецификацией контроля качества производства.
Теперь мы завершили обработку аэрокосмических деталей из сложного титанового сплава с точностью обработки ±0,008 мм и преодолели трудности высокоэффективной обработки корпусов из алюминиевых сплавов для заказчика новых энергетических автомобилей, сократив время обработки на 30%.
Весь этот опыт также позволил нам получить глубокое понимание требований и болевых точек каждой отрасли. Это руководство является плодом наших знаний, накопленных в более чем тысяче успешных проектов.
Все, упомянутое здесь, будь то техническая оценка или управление бюджетом, своевременная доставка или долгосрочное сотрудничество, может быть подтверждено на реальных проектах. Если у вас возникли проблемы с выбором услуг фрезерования с ЧПУ, то этому руководству, наполненному разумными советами, определенно стоит доверять.
Вы ищете быстрого партнера для ваших услуг по фрезерованию с ЧПУ? Теперь вы можете поделиться деталью и ее техническими характеристиками, и команда JS Precision проведет бесплатный анализ и предоставит вам необходимое ценовое предложение.
На каких основных областях следует сосредоточиться при оценке услуг фрезерования с ЧПУ?
При оценке или рассмотрении партнерства оборудование имеет важное значение, но фактор успеха заключается в базовой технологической системе. Рассматривая производителей фрезерных станков с ЧПУ, прочтите характеристики оборудования в брошюрах, но не ограничивайтесь этим и углубляйтесь в технологию.
Настоящее проявление технологической глубины: возможности технической поддержки технологических процессов
Возможности технологического проектирования: инженеры JS Precision смогут предоставить решения для инструментов, креплений и условий резки в зависимости от материала и геометрии изготавливаемой детали.
Мы можем обеспечить условия обработки, которые будут оптимизированы в зависимости от обрабатываемого материала, например нержавеющей стали, путем изменения скорости обработки и подачи с использованием инструментов с соответствующим покрытием.
Опыт многоосевого программирования и моделирования: для сложных деталей мы используем передовое программное обеспечение CAM, такое как Mastercam и HyperMill, для эффективного планирования траектории без столкновений и полностью реалистичного моделирования, чтобы заранее избежать рисков обработки.
Систематическая поддержка культуры качества
- Ресурсы для метрологии и тестирования: Наша компания оснащена испытательным оборудованием, таким как координатно-измерительные машины и лазерные интерферометры, поскольку у нас есть процесс проверки от первой до последней детали , который обеспечивает фрезерные детали с ЧПУ будет соответствовать требуемым стандартам качества.
- Стандартизация и документация. Процессы и процедуры проверки качества четко определены и отслеживаются. Это возможно при массовом производстве.
Преодоление сложной геометрии: как профессиональные фрезерные службы с ЧПУ могут справиться со сложной многоосевой обработкой?
Производство сложных деталей, от крыльчаток до полностью интегрированных корпусов, — это то место, где навыки поставщика по-настоящему подвергаются испытанию, чтобы превратить высокотехнологичное оборудование в настоящую конечную продукцию. Экспертные услуги фрезерования с ЧПУ способны решить проблемы обработки деталей сложной геометрии.
Точная цепочка от программирования до исполнения
1. Усовершенствованные методы CAM и оптимизированные траектории инструментов: с помощью таких методов, как непрерывное пятиосное соединение и трохоидальное фрезерование, мы поддерживаем гладкость поверхностей и обеспечиваем эффективное удаление материалов.
2. Приспособления для нестандартных заготовок и внутристаночные указатели: мы используем специальные приспособления для нестандартных заготовок и внутримашинные указатели для проверки местоположения заготовки перед обработкой, обеспечивая правильность размеров.
Решение проблем, связанных с материалами и вибрацией
1. Специальная обработка труднообрабатываемых материалов: для труднообрабатываемых материалов, таких как титановые сплавы и жаропрочных сплавов, мы используем охлаждение под высоким давлением и процессы резки с регулируемой скоростью, чтобы контролировать теплоту резки и силу резания, тем самым предотвращая деформацию материала.
2. Динамический контроль устойчивости: мы используем осевую компенсацию глубины резания и держатели инструмента с виброгасящими свойствами для устранения вибраций при обработке тонкостенных деталей.

Рисунок 1. Фрезерные станки с ЧПУ могут работать на нескольких осях, что позволяет обрабатывать детали сложной формы и характеристик.
Какого уровня допуска обычно достигают ваши фрезерные детали с ЧПУ?
Допуски представляют собой своего рода контракт между проектированием и производством. Чтобы эффективно проектировать с разумным пониманием, полезно знать эти типичные диапазоны возможностей. Различные детали для фрезерования с ЧПУ, а также варианты точного фрезерования с ЧПУ могут значительно различаться по допускам.
АСМЭ Y14.5-2009 Стандарт, который является публикацией Американского общества инженеров-механиков (ASME) и устанавливает конкретные стандарты для маркировки допусков механических деталей и допусков проверки, полностью соблюдается в нашем процессе контроля допусков.
Стандартный и достижимый диапазон допусков
| Тип обработки | Используемый материал | Типичный диапазон допуска | Специальная функция допуска |
| Генерал Миллинг | Алюминиевый сплав | ±0,025 мм | ±0,0125 мм |
| Высокоточное фрезерование | Различные металлы/пластики | ±0,005 мм | ±0,003 мм |
Важные факторы, влияющие на окончательные уровни толерантности
- Свойства материалов и управление теплом. Деформация во время резки существенно различается в зависимости от типа материала. Допуск на резание нержавеющей стали шире, чем у алюминиевого сплава , поскольку нержавеющая сталь имеет высокое трение при резании и низкую теплоотдачу.
- Геометрия элемента и доступность инструмента. Труднее точно контролировать внутренние стенки глубоких отверстий и полостей по сравнению с внешними стенками, поскольку большая длина инструмента делает инструмент более гибким и восприимчивым к вибрациям.
Вы хотите знать, может ли ваша конструкция детали обеспечить высокоточную обработку? Загрузите чертежи своих деталей в JS Precision, и они предложат вам полный план действий по применению допусков, связанных с типом материалов и конструкций, используемых при фрезеровании деталей с ЧПУ.
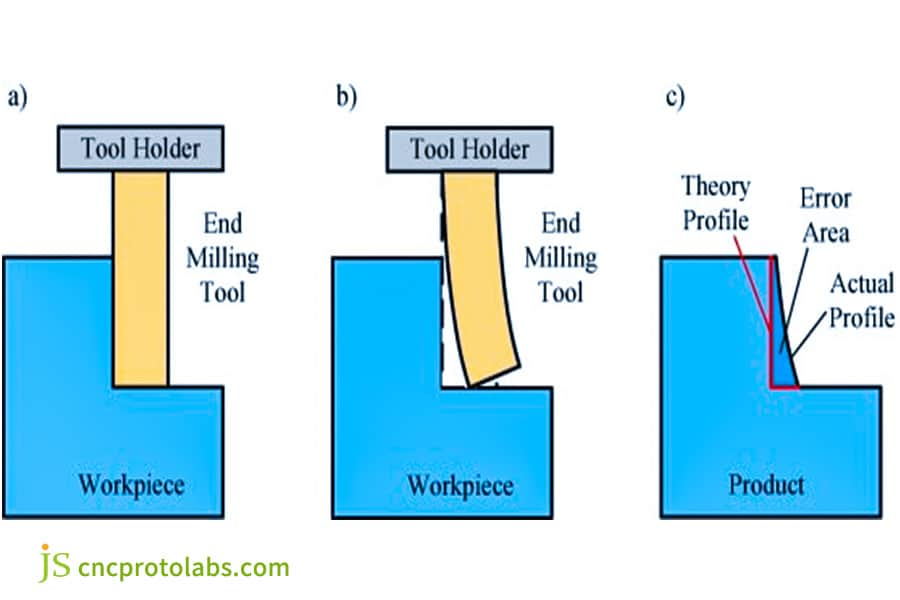
Рисунок 2. Когда сила резания вызывает небольшой изгиб инструмента или заготовки, возникают ошибки размеров.
Каковы скрытые технологии для достижения надежного прецизионного фрезерования с ЧПУ?
Качество – это не случайность, оно требует ряда целенаправленных технологических вмешательств. Хорошая точность фрезерования с ЧПУ не только требует технологической помощи, но также связана с Стоимость фрезерного станка с ЧПУ .
Основная роль производительности станков
- Высокая жесткость конструкции и термическая стабильность: это физическая основа для обеспечения прецизионной стабильности. Обработка с высокой жесткостью снижает вибрацию при резании, а термостабильность предотвращает ухудшение точности при изменении температуры. Это имеет отношение к ценности, которую станок может предложить в долгосрочной перспективе , и к стоимости фрезерного станка с ЧПУ.
- Усовершенствованная система ЧПУ и обратной связи: высокодинамичная система ЧПУ, линейные двигатели и оптическая решетка с полностью замкнутым контуром объединены в «нервную систему», которая обеспечивает точность контура при быстром реагировании на команды программирования.
Расширенное управление технологической цепочкой
- Полный жизненный цикл управления инструментом: начиная с выбора качественных инструментов и выполнения динамической балансировки и заканчивая контролем износа инструмента, каждый процесс тщательно регулируется, чтобы гарантировать, что процесс резки остается всегда оптимальным.
- Полномасштабное цифровое моделирование: проверка всего процесса, начиная от программирования и заканчивая движением станка и силами резания в виртуальной среде моделирования, заблаговременно снижая риски, такие как столкновения и перерезы.
Хотите знать, как получить стабильно-точные услуги фрезерования с ЧПУ за счет технологической оптимизации? Организуем техническую демонстрацию от JS Precision. Мы проинформируем вас о фактическом эффекте применения наших основных технологий, а также предложим экспертные рекомендации по экономии затрат и повышению эффективности.

Рисунок 3. Регулярно обслуживайте и модернизируйте режущие инструменты, чтобы обеспечить их остроту и эффективность, а также уменьшить количество ошибок, вызванных износом инструментов.
Гонки со временем: как надежные производители фрезерных станков с ЧПУ могут реагировать на насущные потребности?
Рынок постоянно развивается, а это означает, что спрос на быстрое прототипирование или пополнение производства становится растущим требованием. Гибкость поставщика имеет решающее значение для устойчивости цепочки поставок. производители фрезерных станков с ЧПУ может пообещать доставку во время стихийного бедствия.
Систематический механизм быстрого реагирования для обеспечения экстренных потребностей в обработке с ЧПУ.
- Зарезервированная мощность ускоренного режима: мощности станков и инженерные окна зарезервированы специально для мелкосерийных высокоприоритетных заказов, что позволяет быстро отслеживать высокоприоритетные заказы.
- Библиотека стандартизированных процессов и материалов: готовые решения для стандартизированных материалов и стандартизированных процессов сокращают время, необходимое для подготовки процесса, поскольку больше не нужно разрабатывать процессы для стандартизированных материалов.
Внутреннее и внешнее сотрудничество осуществляется эффективно
- Плоская коммуникация проекта: назначьте менеджера проекта по срочным заказам , который напрямую общается с соответствующими подразделениями производства и контроля качества компании и, следовательно, требует меньшего количества уровней принятия решений.
- Стабильная сеть цепочки поставок. Быстрые сети закупок и партнерские отношения с поставщиками высококачественных материалов и инструментов обеспечивают эффективную доставку материалов и предотвращение задержек производства.
За цитатой: как сравнить предложения от разных производителей фрезерных станков с ЧПУ?
Экспертное предложение отражает общее видение технических знаний и деловой этики. Освоение анализа цен важно для принятия обоснованных решений среди различных производителей фрезерных станков с ЧПУ и поиска наиболее экономически эффективных услуг фрезерования с ЧПУ.
Понимание подробной информации, представленной в кавычках
- Разбивка затрат: Четкая разбивка материалов, программирования, обработки, постобработки и управленческих сборов отражает стандартизированную операционную модель поставщиков и позволяет четко понимать направление каждого расхода.
- Подробные описания процессов. От уровня технологического совершенства поставщика напрямую зависит, хорошо ли в предложении описаны стратегии станков, методы зажима и методы контроля.
Оценка ценности за пределами цифр
- Обязательства по контролю рисков. Фактором, который указывает на оптимизм поставщика в отношении своих возможностей, является уровень его приверженности контролю рисков, что выражается в его обещаниях или гарантиях успеха и своевременной доставки.
- Добавленная стоимость услуги: бесплатно DFM-анализ , обновления о ходе работы и техническая поддержка — все это ключевые элементы ценности услуг фрезерования с ЧПУ.
Сравниваете предложения от нескольких производителей фрезерных станков с ЧПУ? После получения конкурентных предложений группа анализа затрат JS Precision может предоставить вам бесплатные услуги по интерпретации, которые помогут вам выявить скрытые ценности и потенциальные риски в предложении.
Практический пример: 72-часовая экстремальная доставка: как JS Precision экономит ключевые узлы исследований и разработок с помощью 5-осевого фрезерования с ЧПУ
В секторе фрезерных услуг с ЧПУ возможность экстренной доставки является важным критерием оценки конкурентоспособности каждого поставщика. JS Precision, с помощью профессиональных технологий и оперативной обратной связи, успешно выполнила задачу по безграничной доставке в течение 72 часов, тем самым защитив важный этап исследований и разработок для одного из своих клиентов.
Кризис: ущерб критически важному тестовому компоненту, проект на грани задержки на несколько недель
Один из клиентов дрона случайно повредил металлическую вставку базовой формы планера из углеродного волокна перед окончательными летными испытаниями. Эта металлическая вставка имела сложную геометрию с неровными изогнутыми поверхностями и отверстиями с точным расположением , включающими множество глубоких отверстий.
Первоначально время этого производственного процесса составляло две недели. Однако возможность тестирования была всего три дня, иначе проект задержался бы на несколько недель.
Быстрое реагирование и точное исполнение JS Precision
После получения заказа клиента компания JS Precision инициировала ответное оповещение. Команда производства и программирования смогла получить данные САПР от клиента в течение двух часов . Команда также смогла оптимизировать маршруты, используя стандартизированную процедуру, и проверить весь производственный процесс.
Мы доверили эту работу нашему пятиосевой прецизионный фрезерный центр с ЧПУ с высокой производительностью, настраивая смены, чтобы станки работали непрерывно, то есть станки работали 24 часа в сутки, 7 дней в неделю.
Отдел контроля качества отвечал за проведение выборочных проверок после каждого ключевого процесса, чтобы гарантировать достижение точности механической обработки.
Результаты: не только вовремя, но и превосходят ожидания
Время, затраченное JS Precision на выполнение задачи от получения данных до доставки прецизионных фрезерных деталей с ЧПУ, составило 72 часа, что идеально соответствовало временным рамкам тестирования клиента. Поставленные им вставки соответствовали размерным и геометрическим допускам, летные испытания компонентов из углеродного волокна также прошли успешно.
Нужна срочная сервисная поддержка по фрезеровке с ЧПУ? Позвольте JS Precision разработать эксклюзивный план реализации вашего проекта и используйте наш профессиональный опыт для обеспечения бесперебойной реализации вашего проекта. Пожалуйста, отправьте срочный запрос.

Рисунок 4. Индивидуальная металлическая форма для корпуса дрона.
Почему JS Precision должен быть вашим первым выбором для вашего следующего проекта фрезерования деталей с ЧПУ?
Мы предоставляем не только фрезерные, но и производственные решения, основанные на глубоком инженерном понимании, гарантируя, что каждый ваш проект станет надежной историей успеха. В фрезерных деталях с ЧПУ и Фрезерные услуги с ЧПУ Основные сильные стороны JS Precision заключаются в ее общей приверженности технологиям, качеству и услугам.
Высокоинтегрированные технологии и инженерия
- Команда экспертов по процессам, ориентированная на применение: инженеры JS Precision обладают ноу-хау, ориентированными на применение в аэрокосмической, медицинской и других областях, что позволяет нам точно понимать ваши требования к применению и предлагать экспертные консультации прямо на этапе проектирования.
- Постоянно инвестируемая передовая производственная экосистема: наши обрабатывающие центры варьируются от высокоскоростного фрезерования и пятиосной обработки до обработки композитов и разработаны для решения самых сложных задач в производстве с учетом различных требований к точности и производительности.
Клиентоориентированное качество и культура доставки
- Цикл обеспечения качества, ориентированный на нулевой дефект: Мы считаем качество нашей жизненной линией в нашей организации. Наш строгий контроль на каждом уровне, будь то на этапе изготовления материала, на уровне обработки или на уровне готовой продукции, гарантирует поставку наших фрезерных деталей с ЧПУ без дефектов .
- Управление полным жизненным циклом проекта на основе проекта: от момента запроса до завершения назначенный вами менеджер по работе с клиентами будет следить за каждым этапом процесса, чтобы обеспечить правильный поток информации, контролируемое продвижение и адекватные результаты.
Часто задаваемые вопросы
Вопрос 1. В чем разница между фрезерной и токарной обработкой на станке с ЧПУ?
Процесс обработки при фрезеровании с ЧПУ предполагает вращение фрезы при резке, при этом объект неподвижен, что идеально подходит для обработки кубовидных и ракушечных деталей. Процесс обработки при токарной обработке с ЧПУ включает в себя обточку объекта для резки при движении фрезы, что идеально подходит для обработки валов и деталей в форме диска .
Вопрос 2: Каков диапазон ожидаемой шероховатости поверхности?
Шероховатость поверхности при традиционном процессе отделки обычно ограничивается Ra 0,8 мкм . За счет оптимизации высокоскоростного фрезерования и других процессов некоторые компоненты могут достичь чистоты поверхности Ra 0,4 мкм или выше.
Вопрос 3: Существуют ли существенные различия в ценах за единицу продукции для единичных прототипов и серийного производства?
Разница в цене за единицу существенная. Массовое производство означает распределение единовременных затрат, таких как программирование и подготовка зажима. При увеличении объема производства затраты на переработку существенно снижаются на единицу продукции.
Вопрос 4: Каковы различия в стоимости и времени обработки алюминия, стали и пластика?
Сталь имеет более сложный процесс резки по сравнению с алюминием, поэтому требует более низких скоростей резки. Сталь также имеет более высокую степень износа инструмента, что приводит к более высоким затратам на обработку. Пластик имеет тенденцию легко деформироваться. Требуются специальные параметры обработки. Стоимость обработки зависит от типа материала.
В5: Как я могу обеспечить безопасность моей интеллектуальной собственности?
В нашей компании мы заключаем с нашими клиентами юридический и обязательный договор о неразглашении информации. Кроме того, наша компания использует зашифрованную передачу файлов. Это обеспечивает конфиденциальность проектной информации наших клиентов. Это обязательство является частью нашей системы управления сертификацией ISO 9001.
В6: Какова процедура изменения дизайна?
Пожалуйста, предоставьте обновлены полные чертежи и мы можем провести повторную оценку вашей оценки процесса проектирования и ценового предложения на основе полных чертежей и сообщить вам об изменениях в нашем графике поставок и ценовом предложении.
Вопрос 7: На что мне следует обратить внимание при обозначении допусков на чертежах?
Следует соблюдать международные стандарты, такие как ISO, в отношении маркировки допусков, спецификации базовых поверхностей и базовых осей, а также спецификации требований к допускам для критических и второстепенных элементов. Это также важно для оптимизации затрат на процесс. Четкие аннотации к чертежам помогают нам быстрее предоставлять точные расценки и анализ DFM.
В8: Можете ли вы оказать помощь в проверке сборки?
Мы можем предложить услуги по механической обработке соседних сопрягаемых компонентов, включая проверку совместимости сборки, чтобы облегчить процесс сборки.
Краткое содержание
В основе выбора услуг фрезерования с ЧПУ лежит не просто сравнение оборудования или цен, а поиск наилучшего баланса между технологией, качеством, эффективностью и стоимостью.
Сотрудник производства, обладающий передовыми технологиями, качеством и гибкостью, является бесценным активом для бизнеса. JS Precision, благодаря усердию наших инженеров и честности наших сотрудников, стремится превратить каждую вашу дизайнерскую идею в точную истину, истину, которая ведет к успеху продукта.
Начните эффективное и надежное сотрудничество прямо сейчас:
→【 Загрузите чертежи и получите точные решения 】Загрузите свои 3D-файлы для точного анализа цен в течение 24 часов, который включает анализ DFM, анализ стоимости фрезерного станка с ЧПУ и времени доставки.
→ 【Запланируйте техническую встречу】 Для решения сложных проектов участвуйте в прямых переговорах о наиболее подходящих технических решениях и стратегии партнерства с нашими инженерами по применению. Поделитесь своими трудностями при обработке и выиграйте бесплатный анализ DFM.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
JS Точность Команда
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

