

Peças de usinagem CNC são amplamente utilizados em eletrônicos automotivos, componentes aeroespaciais e equipamentos industriais, como escareadores de precisão que fixam caixas de sensores automotivos ou parafusos escareados que fixam painéis aeroespaciais.
No campo da fabricação, quando são produzidas milhares de peças de usinagem CNC, o que parece ser um pequeno defeito em um escareador ou escareador - como desvio de ângulo, inconsistência em profundidade ou rebarbas - pode levar a paradas na linha de montagem, um declínio na confiabilidade do produto e gerar custos ocultos.
É um teste decisivo da profundidade do processo e da capacidade de controle para um fabricante quando seu projeto passa da prototipagem para a usinagem CNC de alto volume, sendo assim capaz de garantir a consistência perfeita desses recursos críticos.
Abaixo está um artigo que explora as causas comuns de defeitos de escareamento/rebaixamento na produção em massa, que fornece soluções desde o projeto até o ferramental, controle de custos e consistência de qualidade. A seguir estão os motivos pelos quais empresas líderes globais fazem parceria com a JS Precision para excelência escalonável em usinagem CNC de precisão.
Resumo da resposta principal
| Desafios Comuns | Causas Raiz | Solução integrada da JS Precision |
| Inconsistência de ângulo/profundidade do escareador | Desgaste da ferramenta, erro de fixação e/ou falta de monitoramento do processo. | Uma biblioteca de ferramentas dedicada baseada em materiais e parâmetros, gerenciamento da vida útil da ferramenta em tempo real e amostragem de inspeção on-line garantem qualidade consistente para vários milhares de peças. |
| Rebarbas e resíduos no orifício | Arestas afiadas da ferramenta, má remoção de cavacos e estratégia inadequada. | Usando ferramentas de chanframento de alta precisão e parâmetros de corte otimizados, combinados com processos de rebarbação específicos, a qualidade da superfície de "usinagem concluída" é alcançada. |
| Despesas não controladas na produção em massa | Concentre-se apenas no tempo de usinagem por peça e ignore o consumo de ferramentas, a taxa de refugo e os custos de inspeção. | Forneça otimização de DFM para simplificar o recurso, recomende uma estratégia de ferramentas eficaz e execute análises de custos de forma transparente para garantir a melhor solução de custo total. |
| Eficiência de usinagem induzida pelo projeto | Ângulo fora do padrão, tolerância excessivamente apertada ou estrutura que restringe a remoção de cavacos. | A consulta antecipada do DFM orienta a adoção de ferramentas padrão, tolerância razoável e otimização do layout dos recursos para aumentar a eficiência do usinagem CNC de peças . |
Principais vantagens:
- A consistência é fornecida pelo sistema: O sucesso da produção em massa depende da estabilidade de um sistema de processo, e não da perfeição de uma única operação de usinagem.
- O projeto determina a linha de base dos custos: O uso de ângulos de ferramenta padrão e tolerâncias razoáveis é normalmente o melhor começo para o controle de custos na usinagem CNC de peças metálicas.
- Ferramentas especializadas são um investimento, não um custo: ferramentas especializadas para determinados materiais e recursos podem melhorar muito a qualidade e reduzir o desperdício geral.
- Maximize o valor por meio da colaboração antecipada: a comunicação frequente com o fabricante no DFM antes da finalização dos desenhos pode ajudar a evitar a maioria dos problemas de fabricação.
Trust JS Precision: solução de precisão para furos escareados em peças de usinagem CNC
A usinagem CNC de furos escareados e reversos requer não apenas equipamentos avançados, mas também profundo conhecimento de engenharia, capacidades maduras de controle de processo e experiência prática na solução de desafios complexos de usinagem de alto volume.
Como um parceiro confiável de usinagem CNC de precisão, a JS Precision tem se dedicado a fornecer uma ampla gama de peças metálicas para usinagem CNC e produtos de usinagem CNC para atender clientes nas indústrias automotiva, aeroespacial e eletrônica globais há mais de dez anos.
Nossa equipe, composta por mais de 50 engenheiros certificados, vai além de apenas seguir desenhos para otimizar proativamente projetos e processos, erradicando riscos potenciais antes mesmo do início da produção.
Entregamos com sucesso mais de 500 projetos de usinagem CNC de alto volume, incluindo um pedido de um milhão de peças para caixas eletrônicas automotivas, reduzindo a taxa de refugo de 15% para 0,2%.
Em nosso laboratório interno, temos uma ferramenta de medição 3D e um sistema de monitoramento SPC para garantir que cada peça de escareador possa atender aos requisitos de tolerância de alta precisão de até ±0,01 mm. Nosso sistema de controle ponta a ponta está em total conformidade com o padrão do sistema de gestão da qualidade ISO 9001:2015 .
O que realmente nos diferencia, no entanto, é a nossa transparência - fornecemos dados de produção em tempo real, realizamos revisões conjuntas de projetos e oferecemos relatórios DFM aprofundados para equipar os clientes com as informações corretas para tomar decisões informadas.
Se algum dos problemas listados acima, como qualidade inconsistente do furo, altos custos de retrabalho ou atrasos na entrega, for uma grande preocupação para você na usinagem CNC de alto volume, é hora de entrar em contato com a JS Precision. Basta enviar os desenhos e requisitos das peças e nossos engenheiros oferecerão análises DFM gratuitas e soluções de usinagem de precisão personalizadas para mitigar riscos e aumentar a eficiência.
Falhas comuns em escareadores/rebaixamentos para usinagem CNC de alto volume, como prevenir?
Na usinagem CNC de alto volume, o escareamento/escareamento de peças de usinagem CNC é propenso a defeitos repetitivos, e problemas ocultos em pequenos lotes podem ser ampliados em grande escala. Precisamos controlar rigorosamente o design, as ferramentas de corte e os processos de fabricação. A seguir estão os principais problemas e estratégias de prevenção.
Problemas típicos relacionados ao design
Um design deficiente é uma das causas mais críticas de defeitos. Por exemplo, a especificação de ângulos de escareamento diferentes dos padrões, como 82, aumentará os custos de ferramentas personalizadas em mais de três vezes e aumentará os prazos de entrega.
A estanqueidade exorbitante na correspondência entre a profundidade do escareador e a altura da cabeça do parafuso, anotações de desenho pouco claras, como especificar apenas a profundidade sem ângulo, podem levar a uma montagem incorreta e a baixas taxas de rendimento.
Deformação em Processos de Fabricação e Execução
Desvios no processo de fabricação também impactam na qualidade. A produção em massa a longo prazo pode resultar em desgaste de ferramentas, o que causa diâmetros menores dos furos e ângulos distorcidos, parâmetros de corte inadequados causar vibração, resultando em paredes irregulares do furo, refrigeração insuficiente ou remoção insuficiente de cavacos, resultando em abertura riscada do furo.
Como evitar esses problemas do ponto de vista do projeto e da fabricação?
| Tipos de defeitos | Casos de alta incidência | Métodos de julgamento rápido | Medidas de tratamento de emergência |
| Distorção de ângulo de contrafuro | Usinagem de ângulo fora do padrão, desgaste da ferramenta a longo prazo. | A verificação da amostragem deve ser realizada utilizando um medidor de ângulo e comparando-o com o desvio do ângulo padrão. | Substitua a ferramenta por uma nova e redefina os parâmetros de ângulo da máquina-ferramenta. |
| Resíduos de rebarbas de furo | Usinagem de aço inoxidável, má remoção de cavacos. | Inspeção visual e tátil , ou observar as bordas com microscópio. | Inspeção visual e tátil ou observação das bordas com microscópio. |
| Fraca consistência de profundidade | Grande volume e usinagem contínua, fixação solta. | Use um medidor de profundidade para inspecionar aleatoriamente 10 peças para verificar a dispersão dos dados. | Usinagem de ângulo fora do padrão, desgaste da ferramenta a longo prazo. |
A prevenção deve ser uma abordagem dupla: concepção e processo.
- Projeto: devem ser adotados ângulos padrão, como 90°, que devem ser claramente rotulados, na forma de “diâmetro × ângulo / profundidade” . ASME Y14.5-2009 padrões devem ser seguidos para minimizar erros de comunicação.
- Processo: deve haver um sistema regular de inspeção e substituição de ferramentas, otimização dos parâmetros de corte e fornecimento de refrigerante. A cada 200 peças , inspecione aleatoriamente as principais dimensões para detectar desvios antecipadamente.
Fatores-chave na produção em massa de peças metálicas para usinagem CNC
Fatores de custo explícitos e implícitos estão entre as principais preocupações que precisam ser tomadas ao fazer o controle de custos de produção em massa para Usinagem CNC de peças metálicas . A otimização do sistema é necessária para a obtenção de redução de custos no ciclo de vida de todo o sistema. Os principais fatores que influenciam isso podem ser explicados como:
Custos explícitos: consumo de materiais, mão de obra e ferramentas
Os custos fixos incluem três partes: o preço das matérias-primas como o alumínio e o aço, que flutua, a depreciação da máquina e os custos de mão-de-obra durante o tempo de ocupação ou ciclo de processamento, e o custo total do desgaste da ferramenta e da substituição frequente na produção em massa.
Custos Implícitos: Consumo de Qualidade e Perda de Eficiência
E o mais importante, os custos implícitos que são facilmente ignorados incluem custos de garantia de qualidade compostos pelo primeiro artigo, processo e inspeção final, custos de sucata e retrabalho em consequência de problemas de projeto ou processo, e perda de eficiência devido a mudanças na linha de produção e depuração de programação.
Quer analisar a estrutura de custos da usinagem CNC de peças metálicas para encontrar um avanço na redução de custos? Preencha o formulário e entre em contato com os especialistas em contabilidade de custos da JS Precision com suas necessidades de material, lote e precisão para obter um relatório de análise de custos gratuito.
Projetando para excelência: melhores práticas para usinagem CNC de peças com recursos de fixação impecáveis
O excelente design é a base dos recursos de fixação perfeitos em peças de usinagem CNC. Os princípios básicos de design, comprovados na prática, são os seguintes, o que pode garantir a qualidade e a capacidade de fabricação desde sua fonte.
Seguindo Padrões, Adotando a Eficiência
Priorize o uso de ângulos de ferramenta padrão, como 82° e 90° , e dimensões de broca escalonada padrão para reduzir o custo do ferramental e o tempo de entrega. Rotule os desenhos claramente de acordo com "diâmetro × ângulo/profundidade" para evitar ambiguidades que levem a erros de produção.
Design para manufatura: a sabedoria por trás disso
Técnicas de projeto DFM: O escareamento deve deixar uma pequena superfície plana na parte inferior para reduzir o desgaste da ferramenta. Ao projetar peças de paredes finas, a espessura da parede, seu suporte e a prevenção de deformações devem ser considerados. Usinagem de furo profundo também deve reservar espaço para remoção de cavacos para evitar acúmulo de cavacos no furo.
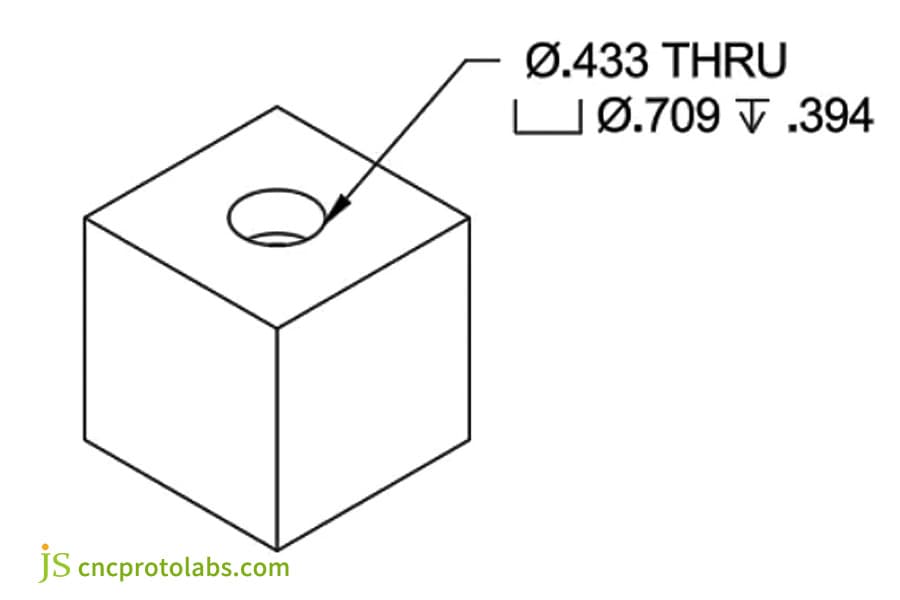
Figura 1 O fabricante precisará de detalhes como tolerâncias, dimensões e especificações para recursos como roscas.
Como manter a precisão na usinagem CNC de peças em milhares de unidades?
Alcançar consistência na usinagem CNC de 10.000 peças é o principal desafio da usinagem CNC de precisão, que requer controle rigoroso do processo. A seguir estão alguns métodos principais de controle de processos e gerenciamento de ferramentas.
Os Pilares do Controle de Processos: Padronização e Monitoramento
Obter benchmarks de usinagem estáveis é a chave para a perfeição.
- Formule POPs detalhados para especificar claramente os requisitos dos elementos-chave, incluindo a ordem das etapas de usinagem, método de corte e fixação.
- Esquemas de fixação fixos são aplicados para minimizar a influência dos desvios de fixação na precisão da usinagem.
- Execute regularmente calibração de precisão em máquinas-ferramentas para garantir que o equipamento esteja em um estado estável de precisão.
- Para monitoramento, utilize gráficos SPC para monitorar dimensões críticas em tempo real, permitindo a detecção imediata de pequenas flutuações no processo e evitando a ocorrência de desvios ou mudanças.
Gestão de Ferramentas e Remuneração com Inteligência
O gerenciamento profissional de ferramentas pode compensar o desvio de precisão: predefinir a vida útil da ferramenta e forçar a substituição cronometrada, usar a função de compensação de desgaste em nível de mícron da máquina-ferramenta para ajustar a posição da ferramenta, estabelecer um cartão de ferramenta para rastrear todo o processo de emissão e substituição.
Quer estabilizar a precisão do lote na usinagem CNC de peças? Para controle de processos e gerenciamento de ferramentas com valor agregado, entre em contato com a JS Precision. Usando usinagem CNC de precisão tecnologia, garantimos que os lotes sejam produzidos consistentemente dentro das especificações ou melhores.
Escolhendo ferramentas ideais para diversas peças metálicas de usinagem CNC
Uma ferramenta boa ou ruim selecionada determinará diretamente a qualidade, eficiência e custo da usinagem CNC de peças metálicas mecânicas. A seguir estão os pontos-chave para a seleção lógica com base nas propriedades e características do material.
Lógica de seleção baseada em propriedades de materiais
Diferentes materiais metálicos têm propriedades bastante diferentes nas dificuldades de usinagem, o que exige uma seleção direcionada de ferramentas.
- Ligas de alumínio: Um grande ângulo de inclinação e uma aresta de corte afiada devem ser selecionados. O material da ferramenta pode ser metal duro e um revestimento pode melhorar a resistência ao desgaste.
- Aço Inoxidável: Devem ser selecionadas ferramentas com alta dureza e bom desenho de canal de cavacos , pois este material possui tenacidade muito alta e há tendência de aderir à ferramenta. Revestimentos resistentes a altas temperaturas como TiAlN são preferidos.
- Ligas de titânio: Ferramentas específicas de metal duro devem ser usadas com velocidades de corte mais baixas e métodos de resfriamento adequados devido à baixa condutividade térmica e às altas temperaturas de corte.
Soluções especializadas para tipos de recursos
| Recurso de usinagem | Materiais Compatíveis | Parâmetros de ferramenta recomendados | Considerações sobre usinagem |
| Escareamento através de furo | Liga de alumínio, aço carbono | Metal duro sólido, ângulo de inclinação 15°-20° | Alimentação de alta velocidade para garantir que a saída esteja livre de rebarbas |
| Rebaixamento de furo cego | Aço inoxidável, liga de aço | Insertos intercambiáveis, ângulo de folga 8°-12° | Controle a velocidade de alimentação, permita espaço de evacuação de cavacos de 0,2 mm |
| Chanframento de borda de parede fina | Liga de alumínio-magnésio, aço de parede fina | Ferramenta de conformação especial, raio da aresta de corte R0,5mm | Avanço progressivo para reduzir a deformação da força de corte |
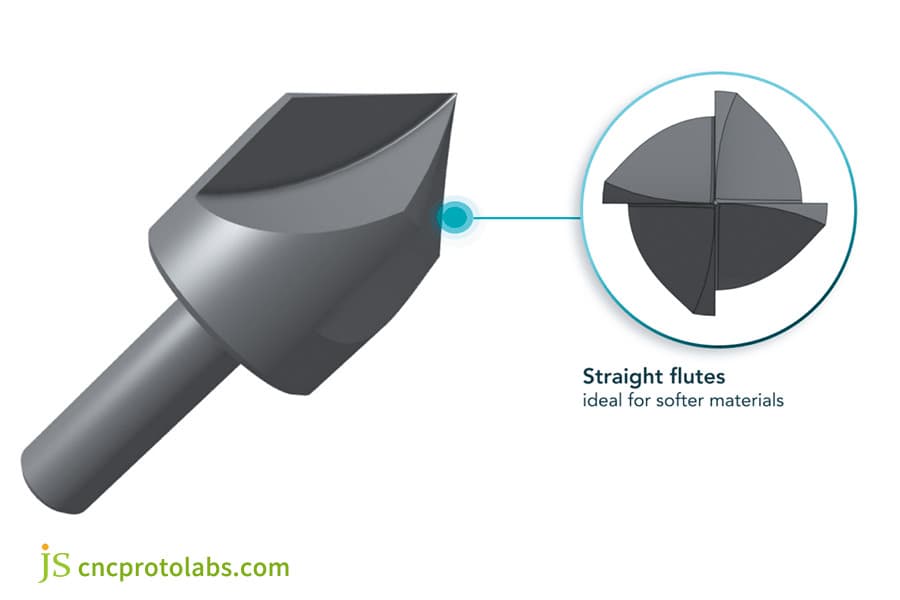
Figura 2 Esta é uma furadeira manual geral para escareamento. Possui canais retos, ideais para materiais mais macios.
Além do preço unitário: dicas estratégicas de economia de custos para usinagem CNC de alto volume
Redução de custos em usinagem CNC de alto volume deve considerar o ciclo de vida de um produto. As seguintes técnicas estratégicas básicas de redução de custos ajudarão a alcançar grandes reduções de custos sem comprometer a qualidade.
Otimização de Design e Integração de Processos
Otimização do projeto principal: Reduza o número de montagens e furos escareados integrando várias peças por meio do DFM, reduza os custos de ferramentas e o tempo de troca de ferramentas adotando projetos de adaptação de ferramentas padrão, simplifique a estrutura da peça para melhorar a eficiência da usinagem.
Otimização da Cadeia de Suprimentos e do Processo de Fabricação
Cadeia de suprimentos e otimização de processos: reduza o estoque em processo por meio da divisão racional de lotes, elimine desperdícios como espera e fluxo de materiais introduzindo a manufatura enxuta e obtenha o benefício de preços preferenciais para serviços de pós-processamento por meio de compras em massa.
Quer buscar a redução de custos em todo o ciclo de vida da usinagem CNC de alto volume? Entre em contato com a equipe de projeto da JS Precision para elaborar uma solução estratégica multidimensional para aumentar a competitividade de seus produtos de usinagem CNC.
Da rejeição de 15% ao rendimento de 99,8%: como a JS Precision superou o desafio de um milhão de furos para fixadores
O estudo de caso a seguir demonstra a força técnica da JS Precision na solução de desafios de usinagem CNC de alto volume relacionados à usinagem de furos escareados.
Cliente e Desafio
Um Europeu eletrônica automotiva o cliente precisava montar tampas de blindagem em uma carcaça de liga de alumínio com quatro furos escareados de precisão.
Infelizmente, o fornecedor original produzia 100.000 peças de usinagem CNC de alto volume todos os meses com profundidades irregulares de furos escareados, o que causava uma pressão de montagem irregular. Assim, ele encontrou uma taxa de sucata mensal de 15%, com mais de US$ 250.000 em perdas anuais, o que afetou diretamente os cronogramas da linha de montagem.
Depois de assumir o projeto, a equipe da JS Precision primeiro conduziu uma análise abrangente da causa raiz. Identificamos três problemas principais no processo original:
- Houve também um desgaste muito rápido da ferramenta ao aplicar uma ferramenta de chanframento de uso geral, sem utilizar um mecanismo eficaz para monitorar o desgaste.
- Microvibrações devido à falta de rigidez do acessório durante a usinagem afetaram a precisão da posição do furo.
- O lote baseava-se na amostragem no final do lote, portanto a detecção de problemas costumava ser muito tardia e um grande número de produtos apresentava defeitos.
Solução de JS Precision
Para resolver estes problemas, tivemos que adotar um plano de otimização abrangente.
- Para esta peça, personalizamos uma ferramenta de escareamento de metal duro com revestimento PVD para aumentar sua resistência ao desgaste e estabilidade de corte.
- Redesenhamos a fixação hidráulica para aumentar a rigidez e evitar microvibrações durante a usinagem.
- Otimizamos a estratégia de avanço da ferramenta na programação CAM usando avanço progressivo para diminuir o impacto das forças de corte na peça.
- Simultaneamente, o sistema de controle de processos foi atualizado. Foi realizada inspeção automática de profundidade online a cada 200 peças, com os dados de inspeção vinculados ao sistema SPC em tempo real para realizar o monitoramento dinâmico do processo de usinagem.
- Definimos o limite para a substituição de ferramentas como medida preventiva. Quando a ferramenta atinge uma quantidade predefinida, ela é trocada à força, evitando problemas de qualidade causados por desgaste na fonte.
Resultados
Depois que o projeto foi entregue para produção à JS Precision, o valor CPK da profundidade de escareamento do primeiro pedido de um milhão de peças atingiu mais de 1,67, enquanto o rendimento da primeira passagem saltou para 99,8%.
Essa otimização não apenas resolveu completamente o problema do tempo de inatividade da linha de montagem do cliente, mas também economizou para o cliente mais de US$ 250.000 anualmente . O cliente reconheceu altamente nossa capacidade técnica e qualidade de serviço e assinou conosco um acordo de cooperação estratégica de longo prazo.
Enfrentando problemas semelhantes de qualidade no processamento em lote? Clique aqui para ver mais estudos de caso da JS Precision, envie seus desafios de processamento e nossos engenheiros fornecerão soluções direcionadas para melhorar o rendimento.

Figura 3 Furos escareados de precisão
Por que precisão JS? Seu parceiro para precisão escalonável em produtos de usinagem CNC
Escolher um parceiro de usinagem CNC significa escolher um sistema confiável de qualidade, custo e entrega . A JS Precision oferece garantia de precisão escalonável para fabricação em larga escala, tornando-a um parceiro premium de produtos de usinagem CNC.
Capacidades profundas de engenharia de produção e DFM proativo
Competências essenciais em engenharia: Os engenheiros desenvolvem experiência em programação e fabricação, fornecendo ativamente análise DFM logo no início do projeto, uma vez que encontrar e otimizar problemas de projeto reduz o custo de Produtos de usinagem CNC tanto funcional quanto economicamente.
Hardware e processos configurados especificamente para fabricação em larga escala
Configuração de fabricação em grande escala: A capacidade de ser equipado com máquinas-ferramentas CNC de alta precisão e transporte automático de materiais para melhorar a eficiência e reduzir erros humanos. Um sistema MES será capaz de introduzir a visualização de todo o processo na produção, além disso, a calibração regular dos equipamentos pode garantir a precisão das peças produzidas.
Colaboração transparente e experiência de serviço global
Vantagens de serviço global: A mesma plataforma digital faz interface com clientes em vários países na visualização da produção em tempo real. Gerentes de projeto dedicados coordenam todo o processo e fornecem coordenação intercultural e de fuso horário para clientes estrangeiros, trazendo experiências locais para clientes estrangeiros.
Perguntas frequentes
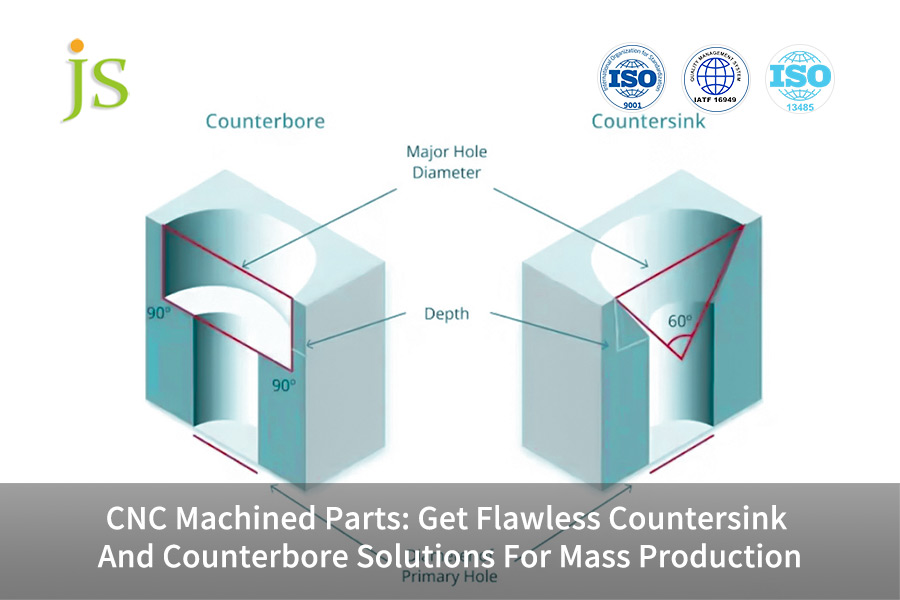
Q1: Qual é a principal diferença entre escareadores e escareadores?
- Escareadores são furos de formato cônico cuja função principal é permitir que a cabeça de um parafuso de cabeça chata ou escareada fique nivelada com a superfície da peça.
- Rebaixamentos são furos cilíndricos escalonados usados principalmente para acomodar cabeças de parafusos ou porcas, permitindo que fiquem mais baixos que a superfície da peça.
Q2: Na produção em massa e com um custo econômico, como podemos garantir que a tolerância da profundidade do escareador não exceda ± 0,1 mm?
Além disso, para atingir economicamente este requisito de precisão, deve ser utilizada uma combinação de ferramentas de corte especializadas e acessórios rígidos, juntamente com inspeções frequentes do processo e compensação da ferramenta. Não é adequado confiar simplesmente na precisão inerente da máquina-ferramenta para garantir um desempenho estável durante a produção de longo prazo e em grandes volumes.
Q3: Durante a usinagem de aço inoxidável, os escareadores geralmente estão sujeitos a rebarbas. Quais são algumas soluções possíveis?
O problema de rebarbas com escareadores de aço inoxidável pode ser resolvido com o uso de ferramentas de corte afiadas de metal duro , uma taxa de avanço mais baixa e resfriamento suficiente para diminuir o emperramento da ferramenta. Se o problema de rebarbas persistir, um processo de rebarbação dedicado poderá ser adicionado, se necessário.
Q4: Meu projeto exige escareadores com ângulos não especificados. Esta unidade custará muito?
Para um ângulo fora do padrão, os escareadores desempenharão um papel importante no custo. Devido aos seus ângulos não padronizados, é necessário fabricar ferramentas de corte personalizadas , o que significa altos custos de fabricação de moldes e ciclos de entrega de ferramentas mais longos, levando a maiores custos de gerenciamento de estoque.
Q5: Ao fornecer amostras, os furos eram bons, mas houve problemas durante a produção em massa. Qual poderia ser o motivo?
Os motivos mais comuns são dois. Uma razão é que as alterações de precisão causadas pelo desgaste da ferramenta não foram levadas em consideração durante a produção em massa e nenhum mecanismo de compensação correspondente foi estabelecido. Em segundo lugar, existem pequenas diferenças entre os acessórios utilizados na produção em massa e os acessórios de amostra, resultando em diferentes rigidez dos acessórios.
Q6: Minhas peças têm vários tamanhos de furos escareados e trocas frequentes de ferramentas podem afetar a eficiência. Como posso otimizar?
Existem basicamente duas direções de otimização. Em primeiro lugar, através da avaliação do DFM, padronize ou reduza ao máximo o número de especificações de furos escareados e diminua o número de trocas de ferramentas do ponto de vista do projeto. Em seguida, otimize a sequência do caminho da ferramenta na programação e agrupe a mesma operação de usinagem da ferramenta.
P7: Como a JS Precision garante a entrega pontual de pedidos de alto volume?
Temos uma gestão abrangente de planejamento de capacidade e materiais através de nosso sistema ERP/MES, atribuindo um determinado gerente de projeto a cada pedido de grande volume para monitorar todo o processo produtivo . Além disso, mantemos alguma capacidade de segurança para lidar com situações inesperadas.
Q8: Qual é a maior vantagem de escolher a JS Precision em comparação com fornecedores locais?
Pudermos fornecer qualidade de usinagem CNC de precisão e suporte de engenharia profissional comparável aos principais fornecedores locais , aproveitando ao mesmo tempo as vantagens da fabricação chinesa para ter vantagens de custos mais competitivas e capacidades flexíveis de ajuste de capacidade, fornecendo aos clientes o melhor valor abrangente.
Resumo
A realização perfeita de escareamento e mandrilamento reverso é um grande epítome e representação da maturidade alcançada até agora no que diz respeito aos processos de usinagem CNC de produção em grande escala. Ele fornece um teste profundo de conhecimento em todos os aspectos, desde a compreensão do projeto e da ciência das ferramentas até o controle de processos e a otimização contínua.
Sob a dupla pressão de custo e qualidade, escolher um parceiro que possa converter a precisão em resultados estáveis em escala é a chave para o sucesso do projeto.
Transforme suas desvantagens em vantagens agora!
Por favor, visite o site da JS Precision para carregar desenhos de peças contendo requisitos de escareamento/mandrilamento reverso. Você não apenas obterá uma cotação de usinagem CNC de alto volume que é altamente competitiva, mas também uma "Proposta de otimização e capacidade de fabricação de escareamento/mandrilamento reverso" gratuita preparada por nossos engenheiros de fabricação. Permita-nos tornar sua jornada de fabricação mais tranquila.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de precisão JS ,não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da JS Precision Network. É responsabilidade do comprador Exigir cotação de peças Identifique requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Precisão JS Equipe
JS Precision é uma empresa líder do setor , concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção , Carimbo de metal, e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolher Precisão JS isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.cncprotolabs.com

