

Lavorazione pignoni è una parte importante nei dispositivi industriali.
Nel meccanismo di trasmissione, il pignone ha l'intera responsabilità per il successo o il fallimento della trasmissione di potenza. Un piccolo errore nel profilo del dente provoca rumore, vibrazioni e talvolta un guasto precoce del sistema, mentre la sua eccellenza in termini di precisione garantisce un funzionamento fluido e silenzioso con una durata molto prolungata.
Che si tratti del comune accoppiamento di pignone e ingranaggio cilindrico o del sistema di ingranaggi a cremagliera e pignone che converte il movimento rotatorio in lineare, la qualità del pignone è la pietra angolare delle prestazioni. JS Precision comprende che l'arte della lavorazione dei pignoni va ben oltre la semplice replica del profilo del dente nel materiale, nella produzione di precisione e nel trattamento termico.
Riepilogo delle risposte chiave
| Dimensioni fondamentali della considerazione | Sfide e soluzioni tecniche | Servizi a valore aggiunto di JS Precision |
| Precisione e prestazioni | Le sfide principali sono l’errore del profilo del dente, la levigatezza della superficie del dente e la deformazione del trattamento termico. Utilizziamo processi come la lavorazione del pignone rotante, la raschiatura degli ingranaggi CNC e la rettifica per garantire la qualità. | Fornire un'ottimizzazione completa dalla selezione dei materiali, dall'analisi DFM al processo di trattamento termico per garantire precisione e durata del profilo del dente. |
| Punti di progettazione | Chiarire le differenze di ruolo tra pignone e ingranaggio (gli ingranaggi piccoli sono generalmente più soggetti a usura), prestare attenzione ai parametri di accoppiamento di ingranaggio cilindrico e pignone e considerare le caratteristiche di ingranamento di cremagliera e pignone. | I nostri ingegneri partecipano alle revisioni della progettazione , ottimizzando i parametri per migliorare l'efficienza, ridurre il rumore e prolungare la durata. |
| Costo e tempi di consegna | Il costo di lavorazione del pignone è influenzato dai materiali, dalla precisione, dal trattamento termico e dalle dimensioni del lotto. I piccoli lotti possono essere ottimizzati attraverso processi standardizzati e una pianificazione intelligente. | Ti aiutiamo a trovare il miglior equilibrio tra costi e prestazioni, garantendo al tempo stesso la qualità attraverso l'innovazione dei processi come Spin Pinion Machining e prezzi trasparenti. |
Perché fidarsi di questa guida? JS Pignone Lavorazione Esperienza pratica
Prima di entrare nello specifico dei dettagli tecnici riguardanti la lavorazione dei pignoni, ci si potrebbe chiedere: perché questa guida è affidabile? La risposta sta nell'esperienza pratica maturata negli anni da JS Precision nella lavorazione degli ingranaggi.
La lavorazione di pignoni di precisione è stata il fulcro della nostra azienda sin dal suo inizio, con il completamento di oltre 5.000 progetti diversi per oltre 10 settori come quello automobilistico, della robotica e dei dispositivi medici. I progetti di lavorazione di precisione dei pignoni in acciaio rappresentano circa il 35% dei nostri progetti totali.
Ad esempio, abbiamo lavorato pignoni da 0,8 moduli per un produttore di robot industriali. Con l'ottimizzazione del processo di raschiatura e delle procedure di trattamento termico, siamo stati in grado di controllare l'errore di passo cumulativo entro 0,005 mm.
Questa precisione non solo supera di gran lunga il livello ISO 7 richiesto dal cliente, ma riflette anche la nostra profonda comprensione e applicazione delle migliori pratiche delineate dal Associazione americana dei produttori di ingranaggi (AGMA) nelle "Linee guida per la produzione di ingranaggi di precisione".
Inoltre, conosciamo le caratteristiche di lavorazione di vari acciai legati come 4140 e 8620. Ciò ci consente di abbreviare il ciclo di produzione dalla media del settore di 6 settimane a 3 settimane in caso di ordini di piccoli lotti (fino a 50 pezzi) per lavori personalizzati.
Questo manuale è una raccolta di casi di studio pratici, parametri di processo e soluzioni per la risoluzione dei problemi. Ogni suggerimento qui contenuto è stato verificato nella produzione reale , quindi puoi fare riferimento ad esso con piena fiducia.
Se il tuo progetto necessita di servizi di lavorazione meccanica di precisione con pignone rotante in acciaio o richiede maggiori informazioni sui casi di studio correlati, non esitare a contattare JS Precision per supporto tecnico individuale.
Quali sono le sfide nascoste IO n Lavorazione di precisione dei pignoni?
Dopo aver compreso l'affidabilità della guida, analizziamo le sfide facilmente trascurate nella lavorazione dei pignoni, che influiscono direttamente sull'efficacia della lavorazione degli ingranaggi. Al di là della fresatura convenzionale, la sfida di Pinion Machining inizia con l’acquisizione del controllo sul mondo microscopico.
La ricerca definitiva del profilo e della direzione dei denti
I problemi principali sono il profilo del dente, l'errore di passo cumulativo e la precisione dell'elica. Deviazioni a livello micrometrico possono causare rumore e vibrazioni. Ad esempio, il pignone di un cliente presentava un rumore eccessivo a causa di un errore nel profilo del dente di 0,02 mm, superiore allo standard ISO Classe 6.
I pignoni in acciaio, a causa dell'elevata durezza del materiale, sono ancora più difficili da controllare in termini di precisione della direzione dei denti, poiché richiedono percorsi utensile ottimizzati.
Perché la finitura superficiale determina la durata della vita?
La finitura superficiale del dente è direttamente correlata al processo di formazione del film d'olio . Nel caso in cui superi Ra 1,6μm, sono possibili il contatto diretto metallo-metallo e la corrosione per vaiolatura accelerata. Una volta, il pignone di un cliente ha subito corrosione da vaiolatura dopo aver funzionato per sole 300 ore a causa di una finitura superficiale scadente. Dopo averlo rilavorato a Ra 0,4μm, la sua durata ha superato ampiamente le 5000 ore.
Il trattamento termico: bilanciamento di durezza e stabilità dimensionale
Sebbene la cementazione e la tempra siano utili per migliorare la durezza e la resistenza all'usura, questi metodi portano facilmente alla distorsione, soprattutto nei pignoni in acciaio. Utilizziamo un forno di cementazione ad atmosfera controllata per ridurre la distorsione, con una fluttuazione di temperatura di ±5 ℃. Successivamente viene effettuata la rettifica degli ingranaggi per garantire che sia la durezza che la precisione soddisfino gli standard.
In caso di problemi nella lavorazione dei pignoni, come la deformazione del trattamento termico o la finitura superficiale, non esitate a contattare JS Precision per una soluzione di lavorazione degli ingranaggi personalizzata in base alle caratteristiche del pezzo.
Come garantire la precisione del profilo del dente e la levigatezza della lavorazione del pignone?
La precisione deriva dalla tecnologia avanzata e dal controllo rigido. Per garantire la precisione del profilo del dente e la finitura superficiale della lavorazione del pignone, è necessario tenere conto di diverse fasi, dalla lavorazione all'ispezione.
Lavorazione di pignoni rotanti: ridefinizione del taglio continuo
Processi come la raschiatura dei denti coinvolgono continuamente l'utensile e il pezzo, offrendo quindi un'efficienza superiore del 30%-50% rispetto alla formatura e alla dentatura di ingranaggi convenzionali. L'errore nel profilo del dente è ≤ 0,005 mm e Ra è pari a 0,8 μm. Abbiamo raggiunto la precisione a livello ISO 6 e migliorato l'efficienza del 40% per i clienti che operano nel settore delle trasmissioni automobilistiche.
Il tocco finale: molatura e levigatura per la superfinitura
La rettifica è molto importante per la finitura e svolge un ruolo indispensabile quando è richiesta una precisione al livello ISO 5-6 o una finitura a specchio. Applichiamo rettificatrici per ingranaggi ad alta precisione dotate di mole diamantate per ottenere Ra 0,2μm e un errore cumulativo del passo dei denti ≤0,003 mm, soddisfacendo i requisiti di bassa rumorosità dei dispositivi medici.
Il nostro sistema completo di monitoraggio della qualità
Utilizza il centro di misurazione degli ingranaggi e la CMM per ispezionare il materiale prima e dopo la lavorazione. Durante il processo, campionare il profilo del dente e il passo per la verifica. Il tasso di difetti nell'acciaio lavorazione del pignone di rotazione progetto è ≤0,1%.
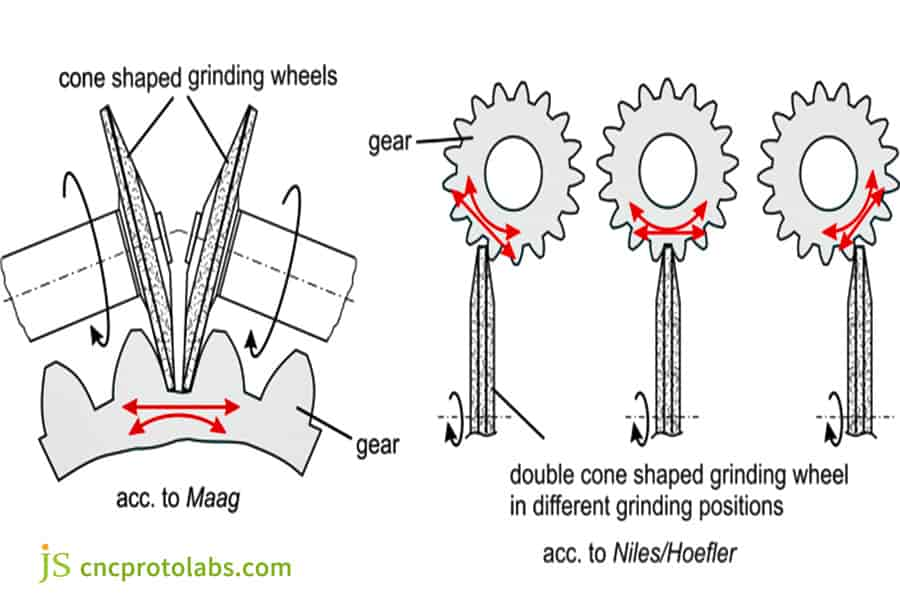
Figura 1: Rettifica di ingranaggi. La rettifica è la chiave per una lavorazione di precisione.
Pignone contro ingranaggio: una guida per il progettista su ruoli e responsabilità
Una chiara comprensione della differenza tra pignone e ingranaggio è il primo passo per ottimizzare la progettazione della trasmissione. Sebbene appartengano alla categoria della lavorazione degli ingranaggi, il loro design e il loro utilizzo sono molto diversi.
| Cose di confronto | Pignone | Ingranaggio |
| Numero di denti | Di solito meno, 10-20 denti. | Di solito di più, 30-100 denti. |
| Stress ciclico | Più alto , frequenza di rotazione più elevata. | Inferiore , frequenza di rotazione inferiore. |
| Requisiti materiali | Acciaio legato ad alta resistenza (ad esempio, 8620). | Acciaio legato convenzionale (ad esempio, 4140). |
| Rischio di fallimento | Più alto: incline alla vaiolatura, alla frattura dei denti. | Inferiore: usura più lenta. |
| Focus sul design | Forza della radice del dente, durezza della superficie. | Capacità portante in generale. |
Perché il pignone è tipicamente il fulcro del design?
Il pignone ha meno denti e una frequenza di rotazione più elevata, fino a 2-3 volte quella dell'ingranaggio di grandi dimensioni nello stesso sistema, con maggiore stress ciclico e oltre il 50% di usura in più. Per prolungarne la durata sono necessari materiali e trattamenti termici di qualità superiore.
Le dimensioni contano: come trovare il rapporto di trasmissione e l'interasse ottimali?
Calcolare il rapporto di trasmissione (rapporto di trasmissione) in base alla velocità di rotazione e alla coppia. Quindi, dalla formula " Interasse = (Numero di denti del pignone + Numero di denti dell'ingranaggio grande) × Modulo ÷ 2 ", calcolare l'interasse. Ad esempio, quando il rapporto di trasmissione è 1: 3, il modulo è 2, il numero di denti per il pignone è 15, per l'ingranaggio è 45 e l'interasse è 60 mm.
Quando è necessario utilizzare un pignone speciale?
- I pignoni elicoidali sono adatti per trasmissioni fluide e con carichi elevati, come nei cambi automobilistici.
- I pignoni conici sono adatti per trasmissioni ad alberi intersecanti, come lo sterzo di macchine utensili.
- I pignoni a vite senza fine sono adatti per occasioni con rapporto di riduzione elevato, come il sollevamento di ascensori.
Se non sei sicuro di come specificare il tipo di pignone nel tuo progetto o hai bisogno di confrontare i parametri particolari del pignone contro ingranaggio, contattare JS Precision. I nostri ingegneri ti forniranno consulenza professionale sulla progettazione.
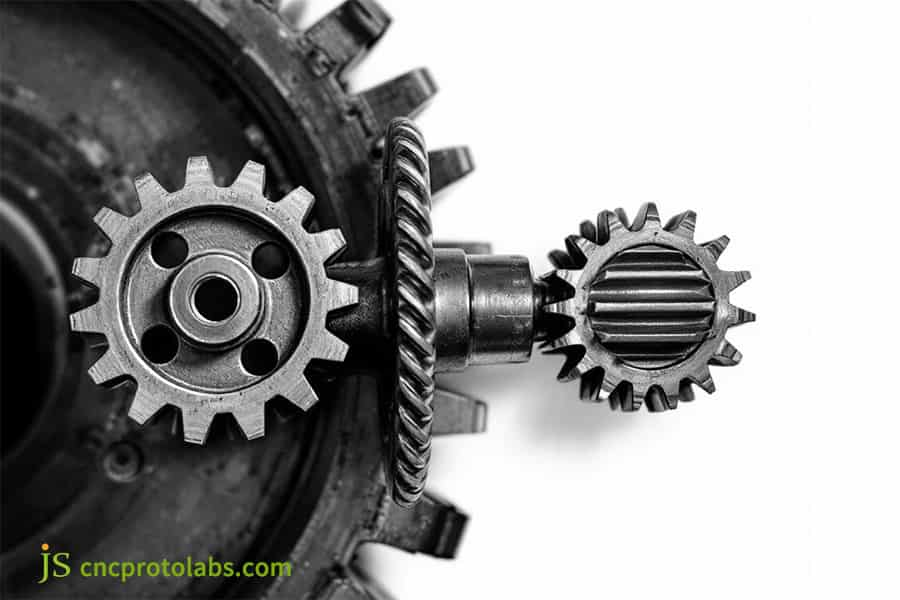
Figura 2: Pignone e ingranaggio. Presentano alcune differenze chiave in termini di funzionalità, dimensioni e forma, numero di denti, velocità e applicazione.
Perché è necessaria la lavorazione del pignone di rotazione UN Cambio di gioco F o produzione di ingranaggi moderni?
Questa sezione mostra la tecnologia avanzata vantata da JS Precision. Nella lavorazione degli ingranaggi moderni, la lavorazione dei pignoni di rotazione sta rivoluzionando il settore con vantaggi ecologici, efficienti e flessibili , in particolare quelli della lavorazione di precisione dei pignoni di rotazione in acciaio.
Lavorazione a secco e alta efficienza:
Senza la necessità di fluido da taglio, il costo di smaltimento dei rifiuti del fluido da taglio può essere risparmiato a $ 1.000-$ 2.000 dollari al mese, riducendo contemporaneamente i tempi di lavorazione del 20% -30%. Abbiamo lavorato molti lotti di pignoni in acciaio per le nuove aziende energetiche, aumentando la produzione giornaliera da 50 a 70 pezzi.
Flessibilità nella produzione di piccoli lotti:
Cambio rapido e programmazione flessibile , il passaggio da un pignone all'altro richiede solo 1-2 ore (rispetto alle 4-6 ore dei processi tradizionali). Abbiamo completato la produzione di 30 diverse specifiche di pignoni in acciaio entro 5 giorni.
Controllo truciolo e durata utensile:
Il taglio continuo garantisce un'eccellente rottura del truciolo e una maggiore durata dell'utensile, estendendo la durata dell'utensile di oltre il 50% rispetto alla dentatura convenzionale e riducendo il costo unitario da $ 2 a $ 1,30.
Se la tua azienda ha piccoli lotti lavorazione di precisione del pignone di rotazione in acciaio ha bisogno o desidera ridurre i costi attraverso la lavorazione dei pignoni, contattare JS Precision. Svilupperemo per te una soluzione produttiva personalizzata.
Progettare per l'armonia: considerazioni chiave sulle coppie di ingranaggi e pignoni
Una progettazione di successo si basa sul raggiungimento di una mesh perfetta. Nella progettazione delle coppie di ingranaggi cilindrici e pignoni è necessario tenere conto di diversi parametri, mentre anche i sistemi di ingranaggi a cremagliera e pignone hanno le loro particolari considerazioni progettuali.
Selezione dell'angolo di pressione e del modulo: la base della trasmissione di potenza
La selezione dell'angolo e del modulo di pressione influisce direttamente sulla capacità portante, sul rumore e sulle dimensioni dell'ingranaggio cilindrico e del pignone.
Esistono due angoli di pressione comunemente usati: 20° (elevata capacità di carico, adatto per macchinari di ingegneria) e 14,5° (ingranamento stabile, silenzioso, adatto per attrezzature di precisione).
Il modulo determina la dimensione dell'ingranaggio. Più grande è il modulo, maggiore sarà la capacità di carico. Prendendo come esempio il modulo 3, lo spessore dei denti è aumentato del 50% e la capacità di carico è aumentata di oltre il 40% rispetto ai denti del modulo 2.
Quindi, nelle fasi successive, dovremmo scegliere i parametri in base alle esigenze dei clienti per garantire una trasmissione di potenza stabile.
L'arte dello spostamento del profilo: evitare il sottosquadro e ottimizzare la resistenza
Lo spostamento del profilo è ampiamente utilizzato negli accoppiamenti di ingranaggi cilindrici e pignoni per evitare tagli inferiori e ottimizzare la resistenza.
Quando il pignone ha meno di 17 denti, il design standard è soggetto a sottosquadri: un taglio eccessivo alla radice del dente riduce la resistenza, cosa che può essere evitata aumentando lo spessore della radice del dente in un design con spostamento del profilo positivo.
Allo stesso tempo, lo spostamento del profilo può bilanciare la resistenza alla flessione dei due ingranaggi , ad esempio, lo spostamento del profilo positivo sul pignone e lo spostamento del profilo negativo sull'ingranaggio possono far convergere lo stress di base di entrambi gli ingranaggi.
In un progetto per un cliente di macchine utensili, lo spostamento del profilo ha aumentato la durata utile del pignone del 30%.
Controllo del gioco: il delicato equilibrio tra morbidezza e precisione
Nel ingranaggio a cremagliera e pignone sistema di trasmissione, il controllo del gioco è molto importante. La precisione della trasmissione e il rumore d'impatto sono generati a causa della quantità inappropriata di gioco, rappresentata dalle superfici dei denti che ingranano.
I controlli del gioco vengono eseguiti in tre modi: il valore impostato in base a uno scenario particolare durante la fase di progettazione, come nella trasmissione di precisione utilizzando 0,01-0,03 mm , regolazione dell'utensile da taglio durante la lavorazione per mantenere la precisione nello spessore del dente , e la regolazione fine dell'interasse durante il montaggio.
Se si riscontrano difficoltà nella selezione dei parametri durante la progettazione di ingranaggi cilindrici e pignoni o di ingranaggi a cremagliera e pignone, non esitate a contattare JS Precision per soluzioni di progettazione dettagliate e supporto nel calcolo dei parametri.
Cosa determina veramente i costi di lavorazione dei pignoni?
Costruiamo la fiducia dei nostri clienti fornendo analisi trasparenti sulla ripartizione dei costi. Sono tre i fattori principali che determinano il costo di lavorazione del pignone: materiale, requisiti di precisione e post-elaborazione. Conoscerli ti aiuterà a controllare meglio i costi.
Grado del materiale e lavorabilità: compromessi in termini di costi-efficacia da 4140 a 8620
| Tipo materiale | Prezzo/tonnellata (USD) | Lavorabilità | Prestazioni del trattamento termico | Scenari applicabili |
| 4140 | 1200-1500 | Bene | Medio | Lavorazione generale del pignone di carico. |
| 4340 | 1800-2200 | Medio | Eccellente | Carico elevato, requisiti di elevata resistenza. |
| 8620 | 1800-2200 | Bene | Eccellente | Lavorazione di precisione di pignoni che richiedono cementazione e tempra. |
La qualità del materiale e la lavorabilità sono entrambi fattori fondamentali nei costi di lavorazione dei pignoni. Promuoveremo materiali convenienti in base alle esigenze del cliente.
La corda tesa della tolleranza: perché una maggiore precisione porta ad aumenti esponenziali dei costi?
Pertanto, gli aumenti dei costi riguardano esclusivamente i requisiti di precisione.
Aumentare la qualità da ISO 8 a 6 aumenta drasticamente i costi: ISO 8 si basa sulla dentatura degli ingranaggi al costo di 10-15 dollari al pezzo , ISO 7 prevede la dentatura di ingranaggi + rettifica di semifinitura per $ 18-25 , mentre l'ISO 6 prevede la dentatura degli ingranaggi + il trattamento termico + la rettifica, che costa $ 30-45.
Una maggiore precisione aumenta anche i costi dei test , il tempo di test per ISO 6 è 3-4 volte quello di ISO 8.
Il costo nascosto del trattamento termico e della finitura
Molte volte, il trattamento termico e i processi di finitura sono considerati costi "nascosti" , come la cementazione e la tempra, che vanno da 5-10 dollari al pezzo a seconda delle dimensioni del pezzo, la pallinatura per migliorare la resistenza della radice del dente a 2-3 dollari al pezzo e la fosfatazione per aggiungere resistenza alla ruggine a 1-2 dollari al pezzo.
Pur aggiungendo costi, questi miglioreranno notevolmente le prestazioni complessive e la durata del pignone. Offriremo un'analisi completa ai nostri clienti affinché possano capire dove la gestione della qualità totale aggiunge valore.
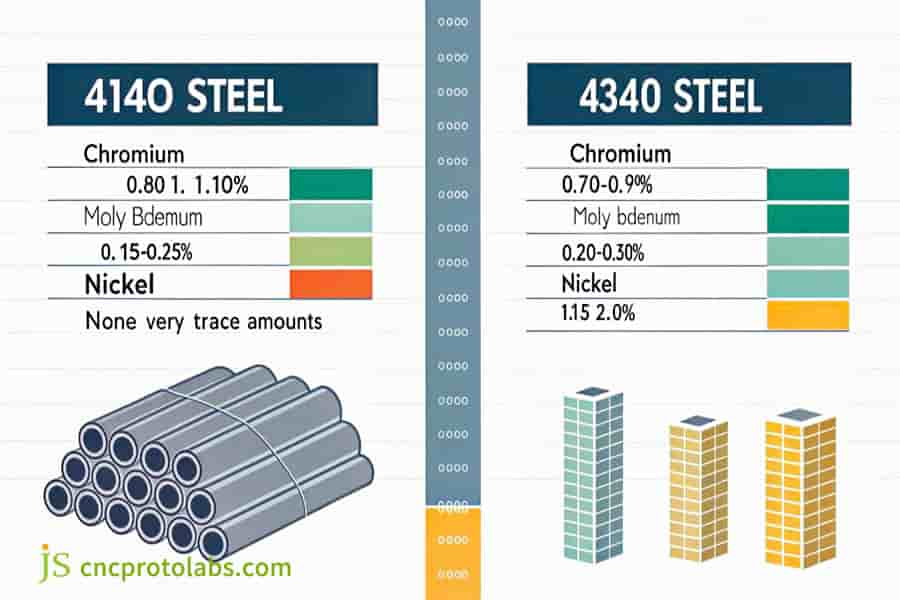
Figura 3: Composizione dei costi dell'acciaio 4140 e 4340
Ottimizzazione per una produzione agile: semplificazione dei tempi di consegna e dei prezzi per gli ordini personalizzati
La sezione affronta le preoccupazioni relative all'efficienza e ai prezzi relative agli ordini personalizzati di piccoli lotti. Nella lavorazione dei pignoni, i processi e i flussi di lavoro possono essere ottimizzati in modo tale che i tempi di consegna per piccoli lotti siano effettivamente brevi mantenendo i costi a livelli bassi.
Sfruttare strumenti e processi standardizzati: bilanciare velocità e costi
Riduciamo i tempi di configurazione e abbassiamo i costi di avvio per piccoli lotti utilizzando una libreria di strumenti standard e parametri di processo maturi.
Una libreria di utensili standard con moduli da 0,5-10 elimina la necessità di creare uno strumento personalizzato per pignoni normali, risparmiando 3-5 giorni , inserendo parametri maturi nel sistema, i nuovi ordini richiedono solo piccole modifiche , riducendo il tempo di configurazione da 2 giorni a mezza giornata.
Una volta abbiamo elaborato 20 pignoni modulo 3 per un cliente e abbiamo ridotto il tempo di ciclo da 10 giorni a 7 giorni, riducendo al contempo i costi di avvio del 20%.
Prototipazione digitale e DFM virtuale: risolvere tutti i problemi prima della produzione
Tutti i nostri preventivi sono supportati dal lavoro digitale DFM, senza costi aggiuntivi, per aiutare a prevedere ed evitare problemi di lavorazione. Una volta che il cliente fornisce i disegni, vengono creati prototipi digitali tramite modellazione 3D, viene simulata la lavorazione e vengono identificati i problemi di progettazione, come un raccordo della radice del dente troppo piccolo o una mancata corrispondenza tra il diametro del foro e il numero dei denti.
Il recente raccordo della radice del dente del pignone di 0,1 mm di un cliente era suscettibile alla concentrazione di stress. Consigliamo di aumentarlo a 0,3 mm per evitare rilavorazioni, risparmiando 5 giorni e $ 2000 in costi.
Pianificazione flessibile della produzione per esigenze urgenti
Riserviamo il canale di produzione accelerato ai clienti chiave. È possibile supportare consegne urgenti per qualsiasi quantità, senza compromettere la qualità. Considerati gli ordini urgenti dei clienti, diamo priorità alla programmazione della produzione:
Un cliente aveva bisogno urgente di 15 pignoni e voleva la consegna in 3 giorni. Abbiamo attivato la corsia preferenziale e completato l'ordine in 2,5 giorni per ridurre al minimo le perdite causate dai tempi di inattività. La corsia preferenziale aggiunge solo una tariffa urgente del 10%-15% al prezzo normale, offrendo un eccellente rapporto qualità-prezzo.
Caso di studio: Da 95 dB a 68 dB: dotare i giunti di robot ad alta velocità di ingranaggi "silenziosi"
Il caso studio rappresenta un classico esempio di Precisione JS Il lavoro di Steel Spin Pinion Precision Machining risolve problemi difficili riguardanti la lavorazione dei pignoni e consente di fare riferimento a come ottimizzare l'accoppiamento di ingranaggi cilindrici e pignoni.
Dilemma del cliente
Nel test di un nuovo braccio articolato di un produttore di robot industriali di fascia alta, i livelli di rumore hanno raggiunto i 95 dB, ben oltre i 75 dB standard delle macchine di fascia alta. Pertanto, non soddisfaceva i requisiti di funzionamento silenzioso delle applicazioni mediche, elettroniche e di altro tipo.
I pignoni hanno mostrato corrosione per vaiolatura sulla superficie dei denti dopo 500 ore di test di carico, quindi hanno avuto una durata di sole 800 ore invece di 3000 ore come previsto, incidendo sulla competitività del prodotto.
Analisi Fondamentale
Utilizzando un centro di misura per ingranaggi e un rugosimetro per l'ispezione di un pignone esistente, abbiamo riscontrato i seguenti tre problemi fondamentali:
- La precisione del profilo del dente era solo ISO 8, mentre con un errore del profilo del dente di 0,02 mm era richiesta ISO 6.
- La superficie del dente Ra era di 1,6 μm, che è troppo ruvida per formare una pellicola d'olio stabile .
- Il controllo non uniforme della temperatura del trattamento termico ha provocato una differenza di 0,2 mm nello strato indurito tra i denti e una durezza inadeguata in alcuni punti ha accelerato l'usura.
Soluzione di precisione JS
1. Aggiornamento del materiale: si consiglia l'acciaio 8620 fuso sotto vuoto poiché ha una purezza superiore del 40% rispetto all'acciaio 4140 fornito dal cliente, il che riduce il rischio di deformazione e vaiolatura durante il trattamento termico.
2. Lavorazione di precisione: utilizzare la lavorazione di precisione con pignone rotante in acciaio per la lavorazione di sgrossatura per garantire la consistenza della superficie del dente e lasciare un margine uniforme per la lavorazione di precisione.
3. Trattamento termico ottimizzato: viene utilizzato un forno di cementazione ad atmosfera controllata e la fluttuazione della temperatura del forno è controllata entro ± 5 ℃. La profondità dello strato indurente è controllata in tempo reale per garantire che l'uniformità sia entro 0,05 mm e raggiunga una durezza di HRC58-62.
4. Massima raffinatezza: la combinazione della rettifica di ingranaggi ad alta precisione con mole diamantate aumenta la precisione ingranaggio cilindrico e pignone considerevolmente a ISO 5, con un errore di passo cumulativo totale ≤ 0,003 mm e finitura superficiale del dente Ra 0,4 μm .
I nostri risultati
Il test di carico di 2.000 ore del cliente indica che il rumore del giunto del robot è mantenuto a 68 dB, soddisfacendo i requisiti di funzionamento silenzioso di fascia alta , non appare alcuna usura sulla superficie del dente e la durata prevista è di oltre 5000 ore, superando le aspettative di 1,7 volte, aiutando i clienti a lanciare prodotti robotici di fascia alta e a conquistare il mercato di nicchia.

Figura 4: Piccolo ingranaggio con braccio articolato per robot industriale
Domande frequenti
D1: Quali sono le modalità di guasto più comuni nella lavorazione dei pignoni?
Vaiolatura della superficie del dente e frattura della radice sono le modalità di guasto più comuni nella lavorazione dei pignoni. Vaiolatura e rottura della radice del dente. La vaiolatura è causata dalla fatica da contatto sulla superficie del dente, mentre la rottura del dente deriva dal sovraccarico di fatica da flessione nella radice del dente, entrambi legati alla precisione della lavorazione.
Q2: In quali circostanze è necessaria la rettifica per la lavorazione dei pignoni?
Nei casi in cui la precisione della lavorazione del pignone è superiore alla classe ISO 7, la durezza della superficie del dente è superiore a 45 HRC o sono richieste un'elevata scorrevolezza e silenziosità operativa, è necessario utilizzare la rettifica.
Q3: La lavorazione del pignone rotante sostituisce la rettifica?
La sola lavorazione dei pignoni non può sostituire la rettifica. Il processo di semifinitura/finitura più efficiente è la lavorazione del pignone, ma mediante la rettifica è possibile ottenere una precisione e una finitura superficiale più elevate . La scelta di uno dei due processi dipenderà dai requisiti di qualità.
Q4: Quali sono le caratteristiche progettuali speciali del pignone in un sistema di ingranaggi a pignone e cremagliera?
Nella progettazione di un pignone in sistemi a pignone e cremagliera, la resistenza della radice del dente dovrebbe essere migliorata per resistere all'impatto dell'ingranamento, considerando il miglioramento della resistenza all'usura sulla superficie del dente. Di solito sono necessarie cementazioni e tempre profonde.
Q5: Qual è il pignone del modulo più piccolo che tratti normalmente?
JS Precision si impegna comunemente ordini per la lavorazione dei pignoni di moduli da 0,5 a 10. Inoltre, per i microingranaggi con moduli inferiori a 0,5 sono necessarie lavorazioni particolari.
Q6: Quanto tempo occorre solitamente per realizzare piccoli lotti, diciamo 50 pezzi con personalizzazione e pignoni?
Poiché le diverse lavorazioni richiedono tempi diversi, il ciclo generale di lavorazione del pignone per piccoli lotti di 50 pezzi richiede 2-4 settimane. Questi possono essere accelerati con il servizio accelerato.
Q7: Quali sono i trattamenti superficiali applicati per la resistenza alla ruggine e all'usura?
Il trattamento superficiale nella lavorazione dei pignoni comprende annerimento, fosfatazione, zincatura, nichelatura e DLC per soddisfare i requisiti di prevenzione della ruggine e resistenza all'usura in vari ambienti.
Q8: Perché scegliere JS Precision invece di altri impianti di lavorazione di ingranaggi?
Per quanto riguarda il motivo per cui è stata scelta JS Precision, ci concentriamo sulla lavorazione personalizzata di pignoni di alta precisione e in piccoli lotti e forniamo servizi end-to-end e processi avanzati, fornendo soluzioni tecniche anziché parti.
Riepilogo
La qualità del pignone nella trasmissione della potenza rappresenta il limite superiore delle prestazioni dell'intero sistema. È l'arte di modellare i metalli, ma, tutto sommato, è una ricerca finale di precisione, durata ed efficienza.
Non esiste la necessità di brancolare nella nebbia della tecnologia per la lavorazione di precisione dei pignoni alla ricerca di tolleranze strette e di una produzione personalizzata. Invece, JS Precision potrebbe bilanciare precisione, costi e tempi di consegna soddisfacendo le vostre esigenze con una ricca esperienza pratica, processi avanzati come la lavorazione dei pignoni e il controllo di qualità end-to-end.
I componenti critici non dovrebbero costituire un collo di bottiglia nell’intero progetto. Inviaci subito le tue sfide di progettazione!
Visitare il sito Web ufficiale di JS Precision, carica i disegni dei tuoi ingranaggi o requisiti tecnici e ottieni feedback completo entro 24 ore, inclusi piani di processo dettagliati, preventivi trasparenti e analisi DFM professionale. Cerchiamo di essere il partner più affidabile per la produzione di componenti di trasmissione!

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di precisione JS ,non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite JS Precision Network. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Precisione JS Squadra
JS Precision è un'azienda leader del settore , concentrarsi su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione , Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Scegliere Precisione JS questo significa efficienza nella selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

