

Progettazione per la produzione è fondamentale per risolvere questo tipo di problemi: quando si passano settimane a progettare una staffa aerospaziale, solo per scoprire che è impossibile lavorarla durante la lavorazione CNC a causa di raggi degli angoli interni insufficienti o di costi di lavorazione che superano il budget del 40% e così via.
I progetti più ingegnosi nella produzione di precisione non sono quelli che vincono premi nei software CAD, ma quelli che possono essere trasformati in prodotti di alta qualità al costo più basso e alla massima velocità. Le statistiche mostrano che oltre il 60% dei costi di prodotto vengono determinati durante la fase di progettazione.

La guida analizzerà i principi e le pratiche chiave del Design for Manufacturing, mostrando come JS Precision aiuta i clienti a raggiungere il triplice obiettivo di ottimizzazione dei costi, miglioramento della qualità e riduzione dei tempi di consegna. Servizi di lavorazione CNC attraverso la prima collaborazione DFM.
Riepilogo delle risposte chiave
| Dimensioni principali DFM | Problemi comuni nel design tradizionale | Soluzione DFM di JS Precision |
| Producibilità | Funzionalità non realizzabili, complessità non necessaria o negligenza nell'accessibilità degli strumenti. | Le prime revisioni della progettazione per la producibilità eliminano le barriere produttive garantendo che i progetti possano essere prodotti in modo efficiente entro i limiti delle attuali capacità dei servizi di lavorazione CNC. |
| Ottimizzazione dei costi | Tolleranze troppo strette , selezione inappropriata dei materiali e percorsi di lavorazione inefficienti sono solo alcuni dei motivi. | Analizziamo sistematicamente l'influenza di ogni caratteristica di progettazione sul costo di produzione di parti personalizzate e forniamo suggerimenti di ottimizzazione basati sui dati che possono ridurre i costi fino al 40%. |
| Miglioramento dell'efficienza | I problemi legati alla progettazione comportano lavorazioni in più fasi , percorsi utensile più lunghi, cambi utensile e bloccaggio più frequenti. | Ottimizziamo la geometria delle parti per la lavorazione CNC di grandi volumi per semplificare i percorsi utensile, ridurre i tempi di lavorazione e migliorare la produttività e la coerenza. |
Principio JS Precision Core DFM: basato sull'esperienza del mondo reale, aiuta i tuoi progetti ad avere successo al primo tentativo
Negli ultimi 15 anni, JS Precision è stata fortemente coinvolta nella lavorazione CNC, offrendo servizi di progettazione per la produzione a oltre 2000 clienti in settori quali quello aerospaziale, dei dispositivi medici e delle parti automobilistiche.
Ad esempio, abbiamo ottimizzato il progetto di una staffa in lega di alluminio per un'azienda aerospaziale e la soluzione di ottimizzazione della topologia è conforme alle linee guida di progettazione semplificate per dimensioni e tolleranze geometriche (GD&T) nella ASME Y14.5-2018 standard dell'American Society of Mechanical Engineers (ASME), riducendo i tempi di lavorazione da 4,5 ore a 2,2 ore, aiutando il cliente a ridurre i costi del 42%.
Abbiamo anche risolto il problema della lavorazione di fori non standard per un cliente di dispositivi medici, riducendo i cambi utensile e migliorando l'efficienza produttiva del 30% standardizzando le dimensioni dei fori.
Abbiamo inoltre intrapreso in modo indipendente più di 100 progetti impegnativi nella produzione di parti personalizzate, come la progettazione di parti strutturali integrate per i nuovi clienti del settore energetico per evitare errori di assemblaggio tra più componenti. Questi esempi pratici ci hanno insegnato una lezione importante: il DFM è indispensabile per raggiungere gli obiettivi del tuo progetto.
Questa guida è un riepilogo sistematico dei nostri anni di esperienza di servizio. Ogni principio e suggerimento in esso contenuto è stato verificato in progetti reali. Puoi fare pieno affidamento su di esso per guidare le tue pratiche di progettazione per la producibilità e aiutare i tuoi progetti di lavorazione CNC a essere implementati con successo.
Desideri altri casi di studio DFM da JS Precision? Invia il tuo tipo di settore e ti invieremo casi di studio di successo sulla progettazione per la producibilità dello stesso settore per aiutarti a comprendere in modo intuitivo il valore di DFM.
Il framework DFM: quali sono i passaggi e i principi fondamentali della lavorazione CNC?
Il primo passo verso una produzione di successo è creare un quadro di progettazione sistematico e orientato alla produzione. Nella lavorazione CNC, questo framework DFM ti aiuterà a mitigare i rischi fin dalle prime fasi di progettazione. Di seguito, analizziamo in dettaglio i passaggi e i principi fondamentali.
Coinvolgimento iniziale: portare le conoscenze sulla produzione fino alla fase di progettazione
Presentare esperti di produzione durante la fase di progettazione concettuale è la proposta di valore fondamentale del Design for Manufacturing.
Gli ingegneri di JS Precision intervengono a questo punto per aiutare a determinare se il progetto soddisfa i requisiti di processo Servizi di lavorazione CNC , se le proporzioni del pezzo superano l'intervallo di lavorazione dell'utensile, evitando così enormi modifiche nelle fasi successive.
Cinque principi fondamentali: semplificazione, standardizzazione, modularizzazione, accessibilità e conformità
1. Semplifica la geometria: prova a eliminare sporgenze o scanalature complesse non necessarie che possono ridurre i tempi e le difficoltà di programmazione, come la modifica della superficie irregolare in una regolare.
2. Standardizzazione delle dimensioni del foro/raggio: standardizzare vari fori non standard in dimensioni standard del settore , ad esempio ridurre 6 tipi di fori a 2, riducendo quindi i cambi utensile.
3. Progettazione in componenti modulari: dividere parti complicate in moduli lavorabili individualmente , ad esempio dividendo un guscio integrato in una copertura superiore e una base per semplificare la lavorazione e l'assemblaggio.
4. Accessibilità dell'utensile: concessione di spazio adeguato durante la progettazione per l'utensileria per evitare aree di lavorazione irraggiungibili dall'utensile, come garantire raggi sufficienti per angoli di cavità profonde.
5. Soddisfare le capacità di produzione: il progetto deve corrispondere al reale livello di lavorazione CNC, ad esempio non richiedere la fresatura ordinaria per raggiungere la precisione di rettifica per evitare requisiti non realistici o eccessivamente costosi.
Collaborazione iterativa: un ciclo chiuso dal feedback DFM all'ottimizzazione della progettazione
JS Precision fornisce ai clienti suggerimenti chiari e attuabili per il miglioramento della progettazione per la producibilità attraverso report strutturati. Elenchiamo i problemi, i piani di miglioramento e i risultati attesi in tale rapporto e adattiamo il piano in base al feedback del cliente, formando così un ciclo chiuso di ottimizzazione.

Figura 1: callout del threading di standardizzazione. Consente ai produttori di ottimizzare i propri processi garantendo al tempo stesso il rispetto dei requisiti funzionali.
La mentalità dell'ingegneria dei costi: in che modo il DFM influenza direttamente il costo totale del prodotto?
Enfatizzare la mentalità di "come progettare un prodotto per la produzione" in ogni decisione è fondamentale per il controllo dei costi. La maggior parte dei clienti spesso è interessata solo alla funzionalità in fase di progettazione e non considera affatto i costi di produzione. DFM può aiutare a ridurre i costi totali fin dall'inizio.
Selezione e utilizzo dei materiali: trasformazione intelligente dal pezzo grezzo alla parte
Ottimizzando il contorno e la disposizione delle parti e selezionando grezzi di dimensioni standard, è possibile aumentare l'utilizzo del materiale dal 50% a oltre l'80%.
Ad esempio, abbiamo aiutato un cliente ad aumentare il numero di parti lavorate da pezzi grezzi da 100 mm x 100 mm da 2 a 4, riducendo così i costi dei materiali fino al 50% e abbiamo consigliato l'uso di pezzi grezzi in lega di alluminio standard per evitare costi di personalizzazione.
Tempi di lavorazione: ogni minuto costa denaro
Riducendo i cambi utensile, ottimizzando i percorsi utensile ed evitando inutili operazioni Lavorazione a 5 assi può ridurre direttamente i costi delle macchine utensili per i servizi di lavorazione CNC.
Un cliente, ad esempio, è riuscito a ridurre i cambi utensile da 8 a 3 e i tempi di lavorazione da 3 ore a 1,8 ore standardizzando le dimensioni del foro, risparmiando 96 dollari per pezzo a 80 dollari l'ora.
Costi di post-elaborazione e assemblaggio: spese nascoste facilmente trascurabili
La progettazione può ridurre il tempo necessario per la lucidatura, semplificare le fasi di assemblaggio ed eliminare requisiti speciali per l'imballaggio per controllare i costi di produzione di parti personalizzate da una prospettiva olistica.
Ad esempio, regolando il rugosità superficiale di superfici non combacianti da Ra0.8μm a Ra1.6μm riduce i tempi di lucidatura del 30%, la progettazione di dispositivi a scatto al posto delle viti facilita l'assemblaggio e riduce il costo della manodopera.
In che modo la progettazione del prodotto può ridurre i costi? Informa semplicemente JS Precision sul tipo di materiale e sui requisiti del volume di produzione e possiamo personalizzare per te un piano di ottimizzazione dei costi su come progettare un prodotto per la produzione, riducendo le spese nascoste.
Quali sono i limiti di progettazione non negoziabili nei servizi di lavorazione CNC?
Comprendere e rispettare i limiti fisici dei servizi di lavorazione CNC è la chiave per una progettazione di successo.
Queste limitazioni, come i vincoli geometrici degli utensili da taglio e le prestazioni dinamiche delle macchine utensili, sono chiaramente definite e limitate nel Specifiche dei materiali aerospaziali (AMS) e relative linee guida sulla lavorazione pubblicate da SAE International.
Molti disegni di progettazione sono teoricamente corretti ma non possono essere lavorati a causa di limitazioni che superano quelle dei servizi di lavorazione CNC. Di seguito elenchiamo le principali limitazioni.
Vincoli rigidi sulla geometria dell'utensile: raggio minimo, profondità e angolo
Diversi strumenti hanno limitazioni chiaramente definite sulle loro capacità di lavorazione. Di seguito sono riportati i dati di riferimento comuni riepilogati da JS Precision:
| Tipo di vincolo strumento | Limitazione particolare (valore di riferimento) | Scenari applicabili |
| Raggio minimo | Raggio minimo della fresa: 0,1 mm in acciaio, 0,05 mm in alluminio. | Angolo interno, design della scanalatura |
| Limite del rapporto profondità/diametro | Rapporto profondità/diametro della fresa ordinaria ≤ 5:1, utensili estesi ≤ 10:1. | Cavità profonde, lavorazione di fori profondi |
| Lavorazione interna ad angolo retto | Non è possibile lavorare direttamente angoli retti interni di 90°, è richiesto un raggio di raccordo ≥ raggio utensile. | Design dell'angolo della parte |
Confini fisici delle macchine utensili: corsa, interferenza e bloccaggio
Diverse specifiche delle apparecchiature di servizio di lavorazione CNC presentano alcune limitazioni nell'ambito della lavorazione, nel cerchio di interferenza del mandrino e nell'occupazione dello spazio delle attrezzature.
Ad esempio, la corsa massima del nostro centro di lavoro verticale è 1200 mm × 800 mm × 600 mm e il diametro del cerchio di interferenza del mandrino è 200 mm. Il progetto dovrebbe evitare queste limitazioni riservando allo stesso tempo lo spazio di bloccaggio.
Rischi di deformazione di pareti sottili e piccoli elementi
Per pareti sottili in lega di alluminio, si consiglia di impostare uno spessore ≥ 1 mm, pareti sottili di 0,8 mm necessitano di rinforzo, per bracci sottili, si consiglia di impostare un rapporto d'aspetto ≤ 5:1, superiore al quale causerà deformazione e richiederà supporto.
Preoccupato che il tuo progetto superi i limiti dei servizi di lavorazione CNC? Carica semplicemente i disegni delle parti su JS Precision, dove i nostri ingegneri ti forniranno una diagnosi gratuita, ti consentiranno di evitare problemi come la deformazione delle pareti sottili e garantiranno la conformità ai requisiti di servizi di lavorazione su misura .

Figura 2: raggio minimo. Raggi più grandi consentono l'uso di utensili da taglio più grandi e più rigidi che resistono alla deflessione e forniscono finiture superficiali superiori.
In che modo il DFM per la lavorazione CNC di grandi volumi differisce dalla prototipazione?
La logica di ottimizzazione del design per la lavorazione CNC di grandi volumi è completamente diversa da quella per i prototipi monopezzo. Mentre la lavorazione CNC di grandi volumi prende in considerazione fattori come efficienza, stabilità e costi, l’approccio alla prototipazione prevede una rapida convalida funzionale. Vediamo di seguito le principali differenze.
Durata e stabilità dell'utensile diventano considerazioni primarie
La durata dell'utensile può essere prolungata evitando percorsi utensile bruschi e bilanciando il carico sullo strumento da taglio. Ciò incide sul costo complessivo di a lavorazione CNC ad alto volume quantità. Ad esempio, l'ottimizzazione dei percorsi utensile per un cliente ha comportato un aumento della durata dell'utensile da 500 pezzi a 1.200 pezzi: un risparmio di 1.750 dollari per un lotto di 10.000 pezzi a 150 dollari per utensile.
Progettazione per l'automazione: bloccaggio e posizionamento semplificati
La progettazione di riferimenti di posizionamento unificati e geometria facilmente comprensibile per i robot per consentire linee di produzione automatizzate.
Ad esempio, la progettazione di due fori di posizionamento standard per una parte consente di posizionare e bloccare rapidamente un robot. A questo proposito il tempo di bloccaggio può essere ridotto da 3 minuti a 30 secondi . La progettazione di una superficie di presa piatta previene lo scivolamento e migliora la stabilità.
Analisi statistica della tolleranza: garantire l'intercambiabilità in mezzo alla variazione
Utilizzare metodi statistici per analizzare le catene di tolleranza, allentando opportunamente le tolleranze con l'ottica di garantire la funzionalità dell'assemblaggio per una migliore resa ed efficienza produttiva.
Ad esempio, un lotto di parti la cui tolleranza originale era di ±0,01 mm con una resa dell'85% potrebbe essere ridotta a ±0,015 mm, raggiungendo una resa del 99%, riducendo i costi di scarto.
Come progettare un prodotto per la produzione: errori comuni da evitare
Conoscere le insidie è il modo migliore per evitarle. Durante il processo "come progettare un prodotto per la produzione", molti clienti aumentano i costi o causano errori di lavorazione trascurando i dettagli. Di seguito elenchiamo gli errori più comuni.
Eccesso di ingegneria: quando la "perfezione" diventa nemica del costo
Contrassegniamo le superfici non accoppiate con ruvidità a specchio e specificando tolleranze a livello di micron per dimensioni non critiche.
Ad esempio, un cliente ha contrassegnato la rugosità superficiale Ra0,4μm su una superficie inferiore non accoppiata e ha dovuto aggiungere un processo di rettifica, con un costo aggiuntivo di 30 dollari. La tolleranza di marcatura di ±0,005 mm ha aggiunto un'ora di lavorazione in più e ha comportato un costo aggiuntivo di 80 dollari.
Ignorare l'orientamento del grezzo: porta a una lavorazione a 5 assi non necessaria
Esempio classico: inclinazione originale del pezzo richiesta dal cliente Lavorazione a 5 assi ($ 150/pezzo), abbiamo consigliato il riorientamento per la lavorazione a 3 assi a $ 80/pezzo, risparmiando $ 70 per pezzo e riducendo notevolmente i costi complessivi.
"Disegni corretti, fabbricazione sbagliata" - Omissioni nell'etichettatura
È importante indicare chiaramente informazioni come angoli di sformo, dimensioni critiche e direzione della trama. Ad esempio, le parti in plastica di un cliente non avevano angoli di sformo etichettati, con il risultato di 100 parti scartate con una perdita di $ 2000, tempo e costi aggiuntivi sono stati sprecati poiché mancavano anche i segni della direzione della trama e richiedevano una rilavorazione.
Vuoi evitare le trappole dei costi comuni nella progettazione? Richiedi l'elenco di controllo degli errori "Come progettare un prodotto per la produzione" di JS Precision per rivedere il tuo progetto e ridurre i costi di elaborazione non necessari.
Il filo del rasoio delle tolleranze: come specificare le tolleranze per la produzione di parti personalizzate?
Nella produzione di parti personalizzate, le tolleranze sono il fulcro che bilancia prestazioni e costi. Tolleranze eccessivamente strette aumentano i costi, mentre tolleranze eccessivamente larghe ostacolano la funzionalità. Di seguito ti insegniamo come specificare le tolleranze in modo appropriato.
Strategia di tolleranza basata sulla funzione: critica vs. non critica
Contrassegna le caratteristiche critiche, come le interfacce di assieme e le aree di accoppiamento cinematico, con tolleranze più strette, applicando al contempo tolleranze più economiche e più flessibili per le aree non funzionali. Ad esempio, contrassegna i fori di accoppiamento con una tolleranza di ± 0,01 mm e i contrassegni laterali con ± 0,1 mm, bilanciando funzionalità e costi.
Comprendere le capacità del processo: quale livello può raggiungere il tuo fornitore?
JS Precision ha capacità di tolleranza standard per diversi processi come Fresatura CNC e svolta, aiutando i clienti a fissare obiettivi stimolanti e realistici. Di seguito è riportato il nostro riferimento per le capacità di tolleranza del processo comune:
| Processo di lavorazione | Capacità di tolleranza standard (mm) | Tipo di parte applicabile |
| Fresatura CNC | ±0,01-±0,10 | Staffe, alloggiamenti, ecc. |
| Tornitura CNC | ±0,005-±0,05 | Alberi, dischi |
| Rettifica superficiale | ±0,001-±0,005 | Superfici di accoppiamento ad alta precisione |
Applicazione efficiente delle tolleranze geometriche
Le tolleranze geometriche come le tolleranze di posizione e di profilo vengono utilizzate per controllare in modo più efficace la funzionalità della parte e come questo sia spesso più economico e accurato rispetto alla specifica di tolleranze lineari multiple.
Ad esempio, φ0,02 mm specificato per la tolleranza di posizione di un foro è più preciso rispetto a specificare le tolleranze lineari X/Y e sarà anche più facile da misurare per ridurre i tempi di ispezione.
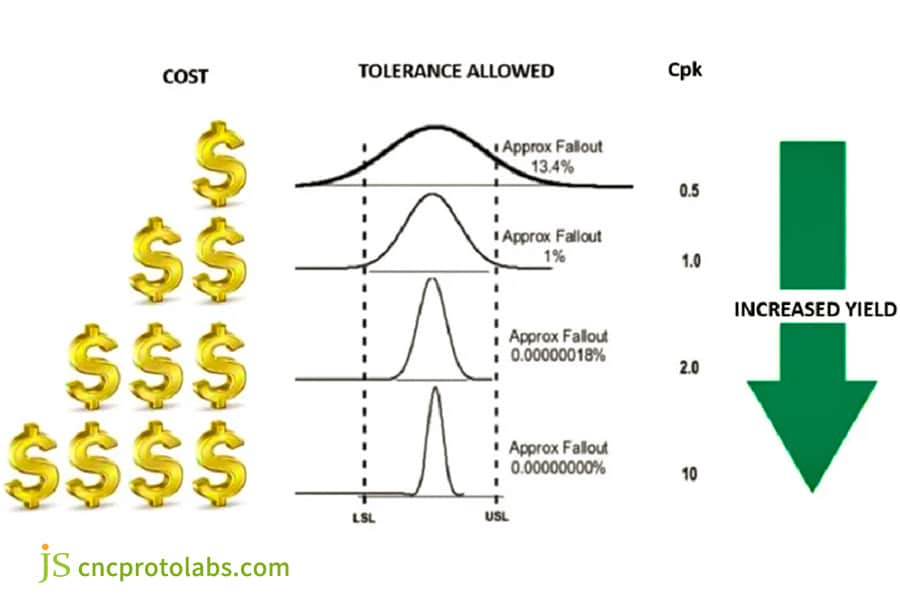
Figura 3: Il grafico mostra il calo del rendimento e l'aumento dei costi all'aumentare della tolleranza.
Cambio di paradigma: in che modo la progettazione per la produzione additiva riscrive le regole?
La progettazione per la produzione additiva costituisce un vero e proprio cambio di paradigma: dai “vincoli di produzione” alla “liberazione funzionale”. La progettazione per la produzione additiva abbatte i limiti geometrici della tradizionale lavorazione CNC, consentendo progetti più complessi.
Dal sottrattivo all'additivo: abbracciare la libertà geometrica
DFAM consente la creazione di progetti impossibili o molto costosi da realizzare con i tradizionali servizi di lavorazione CNC, inclusi reticoli cavi, complessi canali di flusso interno e strutture integrate.
Ad esempio, il CNC tradizionale non è in grado di realizzare canali di flusso interni complessi, mentre la produzione additiva può fornire tali caratteristiche con una riduzione di peso superiore al 30% e le strutture reticolari cave consentono di risparmiare il 40% di materiale.
Strutture di supporto: considerazioni sulla progettazione unica in DFAM
Le strutture di supporto possono essere ridotte al minimo durante la fase di progettazione o, in alternativa, progettate su superfici non critiche, riducendo i tempi e gli sprechi di postelaborazione. Ad esempio, se l'inclinazione nella superficie del progetto è ≥45°, ridurre i supporti, se sono necessari supporti, posizionarli su superfici non combacianti per evitare danni alle superfici critiche.
Produzione convergente: quando DFM incontra DFAM
Tendenza di frontiera: progettazione di interfacce ad alta precisione per la lavorazione CNC e corpi leggeri complessi per Stampa 3D per un prodotto. Ad esempio, la stampa 3D di un corpo aerospaziale riduce il peso, mentre la lavorazione CNC di precisione dell’interfaccia fornisce precisione a un costo inferiore del 25% rispetto alla pura lavorazione CNC.
Vuoi avere un assaggio del design per la produzione additiva e sbloccare il tuo potenziale di progettazione? Chiama oggi stesso la hotline JS Precision e il nostro team sarà in grado di aiutarti a progettare strutture come strutture reticolari cave e combinarle con la lavorazione CNC per un'efficienza ottimale.
Caso di studio: riduzione dei costi del 42% —— Produzione di massa di staffe aerospaziali tramite DFM
Sfide di progettazione iniziali
UN lega di alluminio di grado aerospaziale staffa di montaggio, originariamente progettata per essere molto
"robusto", utilizzava una struttura a blocchi solidi che comportava un notevole spreco di materiale. Inoltre, comprendeva 8 tipi di fori non standard e 14 tolleranze eccessivamente strette, ad esempio ±0,005 mm, che allungavano il tempo di lavorazione fino a 4,5 ore.
Con un costo così elevato, fino a 200 dollari per pezzo, non è in grado di soddisfare i requisiti di produzione di massa della lavorazione CNC ad alto volume. Il budget del cliente di 1000 pezzi al mese semplicemente non può coprire i costi.
Analisi approfondita DFM di JS Precision:
1. Ottimizzazione della topologia e alleggerimento: utilizzando il software CAE, la simulazione dello stress sulla struttura di supporto ha evidenziato tre aree a basso stress. Il materiale in eccesso è stato rimosso coraggiosamente e la parte è passata da un blocco solido a una struttura nervata altamente efficiente, pur mantenendo la resistenza per soddisfare i requisiti aerospaziali.
2. Standardizzazione delle caratteristiche: gli otto fori non standard sono stati standardizzati in tre dimensioni standard: φ5 mm, φ8 mm e φ10 mm. Tale passaggio riduce i cambi utensile e la complessità della lavorazione. Allo stesso modo, cinque diversi raggi degli angoli interni della parte sono stati standardizzati a 0,2 mm per adattarsi agli utensili da taglio standard.
3. Razionalizzazione delle tolleranze: sono state riviste 14 tolleranze strette e in base alle capacità di produzione di parti personalizzate , 9 di questi erano rilassati da ±0,005 mm a ±0,02 mm. I test hanno dimostrato che le tolleranze ridotte non hanno influito sull'assemblaggio e sulla funzionalità delle parti.
Risultati finali positivi
Le parti ottimizzate erano più leggere del 35% (500 g → 325 g), con un risparmio di 20 dollari sui costi dei materiali per pezzo, il tempo di lavorazione è stato ridotto a 2,2 ore, un risparmio di 26,4 dollari sui costi di manodopera, il costo totale è diminuito da 200 a 116 dollari, una riduzione del 42% e hanno superato i test di resistenza aerospaziale. Per il cliente che produceva 1.000 pezzi al mese, ciò ha comportato un risparmio di 84.000 dollari.

Figura 4: Staffa in alluminio con lavorazione di precisione CNC per l'industria aerospaziale
Domande frequenti
D1: A che punto del processo di progettazione dovrebbe essere avviato il DFM?
Prima è, meglio è. Idealmente, il pensiero DFM dovrebbe essere introdotto nella fase di progettazione concettuale di un prodotto, poiché in questo caso i costi di modifica del progetto sono più bassi, evitando problemi nelle successive fasi di lavorazione CNC. Ciò si basa sull'esperienza di JS Precision.
Q2: L'analisi DFM è gratuita?
Sì, forniamo report di analisi DFM professionali e gratuiti per tutti i potenziali progetti di servizi di lavorazione personalizzati. Questo è il nostro servizio standard per fornire suggerimenti di miglioramento specifici.
Q3: Quali sono i suggerimenti DFM più comuni?
Aumento dei raggi degli angoli interni alle dimensioni standard degli utensili, standardizzazione delle dimensioni dei fori, evitando cavità eccessivamente profonde e allentamento delle tolleranze non critiche. Questi suggerimenti possono risolvere l’80% dei problemi di producibilità e sono molto pratici.
Q4: DFM migliora i tempi di consegna per la produzione di parti personalizzate?
In modo significativo . Poiché DFM elimina le sfide della produzione e ottimizza i percorsi del processo, i tempi di programmazione e lavorazione possono essere ridotti direttamente. Abbiamo aiutato i clienti a ridurre i tempi di consegna del 30%.
D5: Parti complesse con diversi processi (ad esempio, lavorazione + Stampa 3D ), come si fa il DFM?
I nostri ingegneri hanno familiarità con diversi processi e possono valutare i pro e i contro delle varie strategie di produzione per offrirvi il meglio Soluzione DFM per la produzione ibrida , prendendo in considerazione sia l’efficacia che i costi.
Q6: potete fornire un'analisi DFM per l'intero assemblaggio?
Sì, forniamo analisi DFM a livello di componente per ottimizzare l'interfaccia tra le parti e semplificare il processo di assemblaggio complessivo per aiutarti a ridurre i tempi di assemblaggio e i costi di manodopera.
D7: In che modo DFM aiuta a ridurre i costi della lavorazione CNC ad alto volume?
I vantaggi dei progetti ottimizzati vengono amplificati nella produzione di massa. Con tempi di ciclo più brevi e una maggiore durata degli utensili, sono necessarie meno modifiche, con un notevole risparmio di denaro nella produzione di massa.
D8: Come posso sapere se le modifiche DFM proposte sono efficaci?
Quantificheremo i risparmi sui costi e le stime di riduzione dei tempi di ciclo per ciascuna delle modifiche nel rapporto DFM utilizzando casi di studio, come la riduzione dei costi del 42% in staffe aerospaziali .
Riepilogo
La progettazione per la produzione non è una teoria complessa, ma uno strumento pratico verificato attraverso numerosi progetti di lavorazione CNC di JS Precision. Conoscerlo significa che non solo puoi realizzare il tuo progetto correttamente al primo tentativo, ma anche ottimizzare costi, efficienza e qualità in modo che ogni parte personalizzata sia funzionale ed economica, che è il valore che questa guida intende fornire.
Vuoi approfondire argomenti legati alla progettazione manifatturiera? Ti consigliamo i seguenti contenuti selezionati:
Guida pratica al controllo della tolleranza
Guida completa alla lavorazione CNC a 5 assi
Caso di studio sulla stampa 3D e sulla produzione ibrida CNC
Scegliere Precisione JS e rendi ogni fase del processo di progettazione, dal progetto al prodotto, precisa e controllabile.
Inviaci la tua sfida di progettazione oggi stesso! Basta visitare il sito Web JS Precision e carica i tuoi file CAD . Riceverai, entro 24 ore, un rapporto di analisi DFM dettagliato e gratuito che delineerà chiaramente i suggerimenti di ottimizzazione insieme al loro impatto sui risparmi sui costi stimati e sui tempi di consegna. Partiamo dal primo passo e creiamo insieme fantastici prodotti.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di precisione JS ,non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite JS Precision Network. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Precisione JS Squadra
JS Precision è un'azienda leader del settore , concentrarsi su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione , Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Scegliere Precisione JS questo significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

