

Parti di lavorazione CNC sono ampiamente utilizzati nell'elettronica automobilistica, nei componenti aerospaziali e nelle apparecchiature industriali, come svasatori di precisione che fissano gli alloggiamenti dei sensori automobilistici o viti a testa svasata che fissano i pannelli aerospaziali.
Nel campo della produzione, quando vengono prodotti migliaia di pezzi meccanici CNC, quello che sembra essere un difetto minore in una svasatura o in una lamatura, come deviazione dell'angolo, incoerenza in profondità o bave, può portare a interruzioni della catena di montaggio, a un calo dell'affidabilità del prodotto e generare costi nascosti.
È una cartina di tornasole della profondità del processo e della capacità di controllo per un produttore quando il suo progetto passa dalla prototipazione alla lavorazione CNC ad alto volume, essendo quindi in grado di garantire la perfetta coerenza di queste caratteristiche critiche.
Di seguito è riportato un articolo che esplora le cause profonde più comuni dei difetti di svasatura/svasatura nella produzione di massa, che fornisce soluzioni dalla progettazione all'utensileria, al controllo dei costi e alla coerenza della qualità. Di seguito sono riportati i motivi per cui aziende leader a livello mondiale collaborano con JS Precision per l'eccellenza scalabile nella lavorazione CNC di precisione.
Riepilogo delle risposte chiave
| Sfide comuni | Cause profonde | La soluzione integrata di JS Precision |
| Incoerenza angolo/profondità della svasatura | Usura dell'utensile, errore di bloccaggio e/o mancanza di monitoraggio del processo. | Una libreria di utensili dedicata basata su materiali e parametri, la gestione della durata dell'utensile in tempo reale e il campionamento di ispezione online garantiscono insieme una qualità costante per diverse migliaia di parti. |
| Bave e residui sull'orifizio | Bordi affilati dell'utensile, scarsa asportazione dei trucioli e strategia inappropriata. | Utilizzando utensili di smussatura ad alta precisione e parametri di taglio ottimizzati, combinati con processi di sbavatura specifici, si ottiene la qualità superficiale di "lavorazione completata" . |
| Spese incontrollate nella produzione di massa | Concentratevi solo sul tempo di lavorazione per pezzo e ignorate il consumo degli utensili, il tasso di scarto e i costi di ispezione. | Fornisci l'ottimizzazione DFM per semplificare la funzionalità, consiglia una strategia di strumenti efficace ed esegui analisi dei costi in modo trasparente per individuare la migliore soluzione di costo totale. |
| Efficienza di lavorazione indotta dalla progettazione | Angolo non standard, tolleranza eccessiva o struttura che limita la rimozione dei trucioli. | La consultazione anticipata di DFM guida l'adozione di strumenti standard, una tolleranza ragionevole e l'ottimizzazione del layout delle funzionalità per migliorare l'efficienza di lavorazione CNC di pezzi . |
Punti chiave:
- La coerenza è garantita dal sistema: il successo della produzione di massa dipende dalla stabilità di un sistema di processo piuttosto che dalla perfezione di una singola operazione di lavorazione.
- La progettazione determina la base dei costi: l'uso di angoli utensile standard e tolleranze ragionevoli è in genere il miglior inizio per il controllo dei costi nella lavorazione CNC di parti metalliche.
- L'attrezzatura specializzata è un investimento, non un costo: l'attrezzatura specializzata per determinati materiali e caratteristiche può migliorare notevolmente la qualità e ridurre gli sprechi complessivi.
- Massimizzare il valore attraverso una collaborazione tempestiva: comunicare con il produttore su DFM prima che i disegni vengano finalizzati spesso può aiutare a evitare la maggior parte dei problemi di producibilità.
Affidati a JS Precision: soluzione di precisione per fori svasati in pezzi meccanici CNC
La lavorazione CNC di fori svasati e fori inversi richiede non solo attrezzature avanzate ma anche una profonda competenza ingegneristica, capacità mature di controllo del processo ed esperienza pratica nella risoluzione di complesse sfide di lavorazione ad alto volume.
In qualità di partner affidabile per la lavorazione CNC di precisione, JS Precision si dedica da oltre dieci anni a fornire un'intera gamma di parti metalliche per lavorazione CNC e prodotti per lavorazione CNC al servizio dei clienti nei settori automobilistico, aerospaziale ed elettronico globale.
Il nostro team, composto da oltre 50 ingegneri certificati, va oltre il semplice seguire i disegni per ottimizzare in modo proattivo progetti e processi, eliminando potenziali rischi anche prima dell'inizio della produzione.
Abbiamo consegnato con successo più di 500 progetti di lavorazione CNC ad alto volume, incluso un ordine di un milione di pezzi per alloggiamenti elettronici automobilistici, riducendo il tasso di scarto dal 15% allo 0,2%.
Nel nostro laboratorio interno disponiamo di uno strumento di misurazione 3D e di un sistema di monitoraggio SPC per garantire che ogni pezzo di svasatore possa soddisfare requisiti di tolleranza di alta precisione fino a ±0,01 mm. Il nostro sistema di controllo end-to-end è pienamente conforme allo standard del sistema di gestione della qualità ISO9001:2015 .
Ciò che ci differenzia veramente, tuttavia, è la nostra trasparenza : forniamo dati di produzione in tempo reale, eseguiamo revisioni congiunte dei progetti e offriamo report DFM approfonditi per fornire ai clienti le informazioni giuste per prendere decisioni informate.
Se uno qualsiasi dei problemi sopra elencati, come qualità incoerente del foro, elevati costi di rilavorazione o ritardi nella consegna, costituisce una grande preoccupazione per te nella lavorazione CNC di grandi volumi, è tempo di contattare JS Precision. Basta inviare i disegni e i requisiti delle parti e i nostri ingegneri ti offriranno analisi DFM gratuite e soluzioni di lavorazione di precisione su misura per mitigare i rischi e aumentare l'efficienza.
Difetti comuni negli svasatori/fori svasati per lavorazioni CNC ad alto volume, come prevenirli?
Nella lavorazione CNC di grandi volumi, la svasatura/svasatura delle parti lavorate CNC è soggetta a difetti ripetitivi e i problemi nascosti in piccoli lotti possono essere amplificati su larga scala. Dobbiamo controllare rigorosamente la progettazione, gli utensili da taglio e i processi di produzione. Di seguito sono riportati i problemi principali e le strategie di prevenzione.
Problemi tipici legati alla progettazione
Una cattiva progettazione è una delle cause più critiche di difetti. Ad esempio, la specifica di angoli di svasatura diversi da quelli standard come 82 aumenterà i costi degli utensili personalizzati di oltre tre volte e aumenterà i termini di consegna.
Una tenuta esorbitante nella corrispondenza tra la profondità della svasatura e l'altezza della testa della vite, annotazioni di disegno poco chiare come specificare solo la profondità senza angolo possono portare a un cattivo assemblaggio e a bassi tassi di rendimento.
Deformazione nei processi di produzione ed esecuzione
Anche le deviazioni del processo di produzione hanno un impatto sulla qualità. La produzione di massa a lungo termine può comportare l'usura degli utensili, che provoca diametri dei fori più piccoli e angoli distorti, parametri di taglio errati causare vibrazioni, con conseguenti pareti irregolari del foro, una scarsa quantità di refrigerante o un'insufficiente rimozione dei trucioli provocano l'apertura graffiata del foro.
Come evitare questi problemi dal punto di vista della progettazione e della produzione?
| Tipi di difetti | Casi ad alta incidenza | Metodi di giudizio rapido | Misure di trattamento di emergenza |
| Distorsione angolare del controforo | Lavorazione angolare non standard, usura dell'utensile a lungo termine. | Il controllo a campione deve essere eseguito utilizzando un misuratore d'angolo e confrontandolo con la deviazione dell'angolo standard. | Sostituire l'utensile con uno nuovo e reimpostare i parametri angolari della macchina utensile. |
| Residuo di bava nel foro | Lavorazione di acciaio inossidabile, scarsa asportazione di truciolo. | Ispezione visiva e tattile , oppure osservazione dei bordi al microscopio. | Ispezione visiva e tattile oppure osservazione dei bordi al microscopio. |
| Scarsa consistenza della profondità | Grandi volumi e lavorazione continua, bloccaggio allentato. | Utilizzare un misuratore di profondità per ispezionare casualmente 10 pezzi per verificare la dispersione dei dati. | Lavorazione angolare non standard, usura dell'utensile a lungo termine. |
La prevenzione dovrebbe essere un duplice approccio: progettazione e processo.
- Design: dovrebbero essere adottati angoli standard, come 90°, che dovrebbero essere chiaramente etichettati, sotto forma di "diametro × angolo / profondità" . ASME Y14.5-2009 dovrebbero essere seguiti standard per ridurre al minimo gli errori di comunicazione.
- Processo: dovrebbe essere previsto un sistema regolare di ispezione e sostituzione degli utensili, ottimizzazione dei parametri di taglio e fornitura di refrigerante. Ogni 200 pezzi , ispeziona in modo casuale le dimensioni chiave per individuare tempestivamente le deviazioni.
Fattori chiave nella produzione di massa di parti metalliche lavorate a CNC
I fattori di costo espliciti e impliciti sono tra le principali preoccupazioni da tenere in considerazione durante il controllo dei costi di produzione di massa Parti metalliche con lavorazione CNC . L'ottimizzazione del sistema è necessaria per ottenere la riduzione dei costi nel ciclo di vita dell'intero sistema. I fattori principali che influenzano questo possono essere spiegati come:
Costi espliciti: consumo di materiali, manodopera e strumenti
I costi fissi comprendono tre parti: il prezzo delle materie prime come alluminio e acciaio, che fluttua, l'ammortamento delle macchine e i costi della manodopera durante il periodo di occupazione o il ciclo di lavorazione, e il costo totale dell'usura degli utensili e della frequente sostituzione nella produzione di massa.
Costi impliciti: consumo di qualità e perdita di efficienza
E, cosa ancora più importante, i costi impliciti che vengono facilmente trascurati includono i costi di garanzia della qualità costituiti dal primo articolo, processo e ispezione finale, costi di scarto e rilavorazione in conseguenza di problemi di progettazione o processo e perdita di efficienza dovuta a modifiche della linea di produzione e debug della programmazione.
Vuoi analizzare la struttura dei costi della lavorazione CNC di parti metalliche per trovare una svolta nella riduzione dei costi? Compila il modulo e contatta gli esperti di contabilità dei costi di JS Precision con le tue esigenze su materiale, lotto e precisione per ottenere un rapporto gratuito di analisi dei costi.
Progettare per l'eccellenza: migliori pratiche per pezzi meccanici CNC con caratteristiche di fissaggio impeccabili
Un design eccellente è il fondamento stesso di caratteristiche di fissaggio perfette nelle parti lavorate a CNC. I principi di progettazione fondamentali, dimostrati nella pratica, sono i seguenti, che possono garantire la qualità e la producibilità fin dalla fonte.
Seguire gli standard e abbracciare l'efficienza
Dai la priorità all'uso di angoli utensile standard, come 82° e 90° , e dimensioni di punta a gradino standard per ridurre i costi degli utensili e i tempi di consegna. Etichettare chiaramente i disegni in base a "diametro × angolo/profondità" per evitare ambiguità che potrebbero portare a errori di produzione.
Design per la produzione: la saggezza dietro di esso
Tecniche di progettazione DFM: la svasatura dovrebbe lasciare una piccola superficie piana sul fondo per ridurre l'usura dell'utensile. Nella progettazione di parti a parete sottile è necessario considerare lo spessore della parete, il suo supporto e la prevenzione della deformazione. Lavorazione di fori profondi dovrebbe inoltre riservare spazio per la rimozione dei trucioli per evitare l'accumulo di trucioli nel foro.
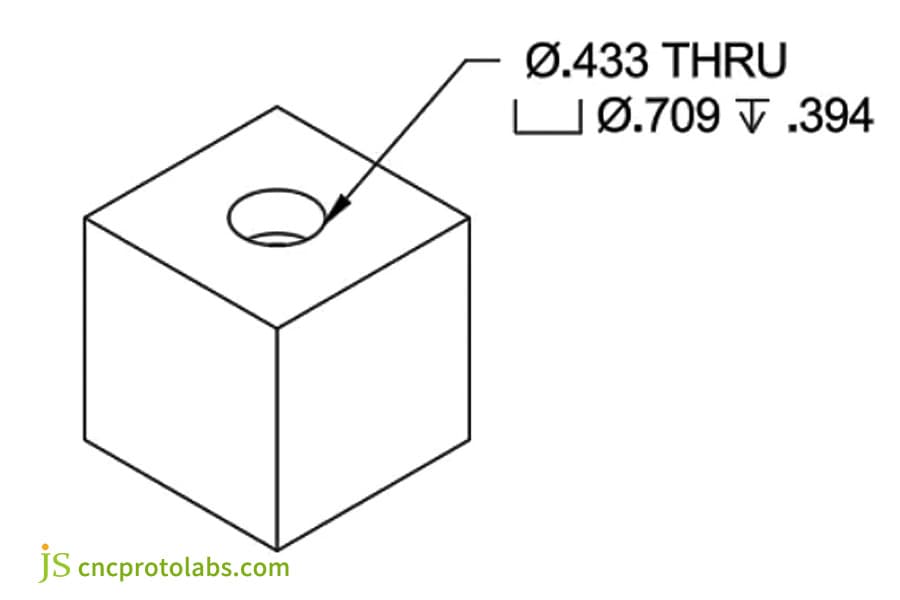
Figura 1 Il produttore avrà bisogno di dettagli quali tolleranze, dimensioni e specifiche per caratteristiche come le filettature.
Come mantenere la precisione nella lavorazione CNC di componenti su migliaia di unità?
Raggiungere la coerenza su 10.000 parti con lavorazione CNC è la sfida principale della lavorazione CNC di precisione, che richiede un rigoroso controllo del processo. Di seguito sono riportati alcuni metodi chiave di controllo del processo e di gestione degli strumenti.
I pilastri del controllo di processo: standardizzazione e monitoraggio
Ottenere parametri di riferimento di lavorazione stabili è la chiave per la perfezione.
- Formulare POS dettagliate per specificare chiaramente i requisiti per gli elementi chiave, compreso l'ordine delle fasi di lavorazione, il metodo di taglio e il bloccaggio.
- Vengono applicati schemi di bloccaggio fissi per ridurre al minimo l'influenza delle deviazioni di bloccaggio sulla precisione della lavorazione.
- Eseguire regolarmente la calibrazione di precisione sulle macchine utensili per garantire che l'attrezzatura sia in uno stato di precisione stabile.
- Per il monitoraggio, utilizzare i grafici SPC per monitorare le dimensioni critiche in tempo reale, consentendo il rilevamento tempestivo di piccole fluttuazioni del processo e prevenendo il verificarsi di derive o spostamenti.
Gestione degli strumenti e compensazione con intelligenza
La gestione professionale degli utensili può compensare la deriva della precisione: preimpostare la durata dell'utensile e forzare la sostituzione temporizzata, utilizzare la funzione di compensazione dell'usura a livello di micron della macchina utensile per regolare la posizione dell'utensile, stabilire una scheda utensili per monitorare l'intero processo di emissione e sostituzione.
Desideri stabilizzare la precisione dei lotti nella lavorazione CNC dei pezzi? Per il controllo dei processi e la gestione degli utensili a valore aggiunto, contatta JS Precision. Utilizzando lavorazione CNC di precisione tecnologia, ci assicuriamo che i lotti siano costantemente prodotti entro le specifiche o meglio.
Scelta degli strumenti ottimali per diverse parti metalliche lavorate a CNC
Uno strumento buono o cattivo selezionato determinerà direttamente la qualità, l'efficienza e il costo della lavorazione CNC di parti metalliche meccaniche. Di seguito sono riportati i punti chiave per la selezione logica in base alla proprietà e alle caratteristiche del materiale.
Logica di selezione basata sulle proprietà dei materiali
I diversi materiali metallici hanno proprietà molto diverse in termini di difficoltà di lavorazione, il che richiede una selezione mirata degli utensili.
- Leghe di alluminio: è necessario selezionare un angolo di spoglia elevato e un tagliente affilato. Il materiale dell'utensile può essere carburo e un rivestimento può migliorare la resistenza all'usura.
- Acciaio inossidabile: è necessario selezionare utensili con elevata durezza e buon design della scanalatura truciolo , poiché questo materiale ha una tenacità molto elevata e tende ad attaccarsi all'utensile. Sono preferiti rivestimenti resistenti alle alte temperature come TiAlN.
- Leghe di titanio: utensili specifici in metallo duro devono essere utilizzati con velocità di taglio inferiori e metodi di raffreddamento adeguati a causa della scarsa conduttività termica e delle elevate temperature di taglio.
Soluzioni specializzate per tipi di funzionalità
| Caratteristica di lavorazione | Materiali compatibili | Parametri strumento consigliati | Considerazioni sulla lavorazione |
| Svasatura del foro passante | Lega di alluminio, acciaio al carbonio | Metallo duro integrale, angolo di spoglia 15°-20° | Avanzamento ad alta velocità per garantire che l'uscita sia priva di bave |
| Svasatura di fori ciechi | Acciaio inossidabile, acciaio legato | Inserti indicizzabili, angolo di spoglia 8°-12° | Controllare la velocità di avanzamento, consentire uno spazio di evacuazione del truciolo di 0,2 mm |
| Smussatura dei bordi a parete sottile | Lega di alluminio-magnesio, acciaio a parete sottile | Utensile di formatura speciale, raggio tagliente R0,5 mm | Avanzamento progressivo per ridurre la deformazione della forza di taglio |
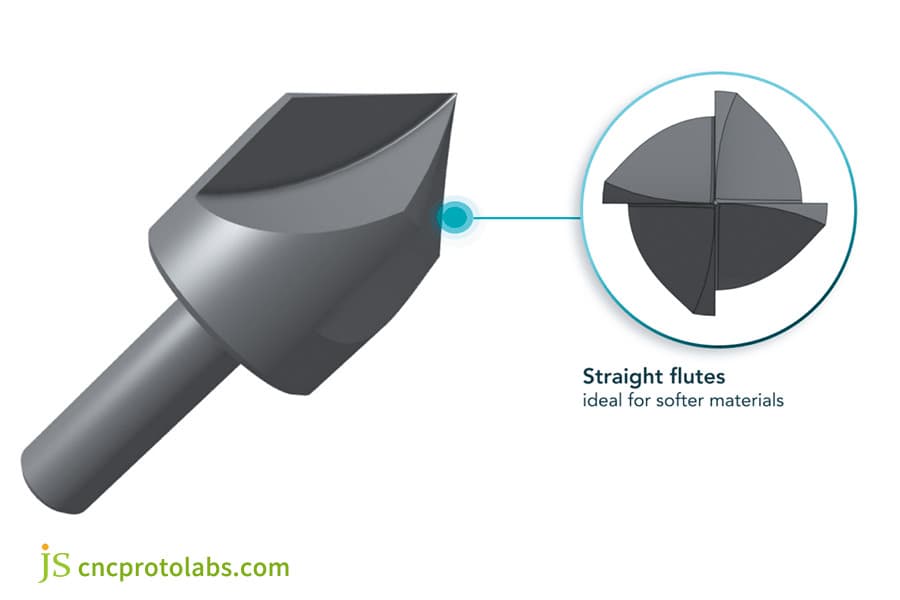
Figura 2 Questo è un trapano a mano generico per scopi di svasatura. Ha scanalature dritte, ideali per materiali più morbidi.
Oltre il prezzo unitario: suggerimenti strategici per il risparmio dei costi per la lavorazione CNC di grandi volumi
Riduzione dei costi lavorazione CNC ad alto volume dovrebbe considerare il ciclo di vita di un prodotto. Le seguenti tecniche strategiche fondamentali per il risparmio dei costi contribuiranno a ottenere importanti riduzioni dei costi senza compromettere la qualità.
Ottimizzazione della progettazione e integrazione dei processi
Ottimizzazione della progettazione di base: ridurre il numero di assemblaggi e fori svasati integrando più parti tramite DFM, ridurre i costi degli utensili e i tempi di cambio utensile adottando progetti di adattamento degli utensili standard, semplificare la struttura delle parti per migliorare l'efficienza della lavorazione.
Ottimizzazione della catena di fornitura e del processo produttivo
Ottimizzazione della catena di fornitura e dei processi: riduci l'inventario work-in-process attraverso la divisione razionale dei lotti, elimina gli sprechi come le attese e il flusso di materiali introducendo una produzione snella e ottieni il vantaggio di prezzi preferenziali per i servizi di post-elaborazione attraverso l'acquisto all'ingrosso.
Desideri perseguire la riduzione dei costi nell'intero ciclo di vita della lavorazione CNC di grandi volumi? Contatta il team di progetto di JS Precision per elaborare una soluzione strategica multidimensionale per migliorare la competitività dei tuoi prodotti di lavorazione CNC.
Dal 15% di scarto alla resa del 99,8%: come JS Precision ha superato una sfida da milioni di fori di fissaggio
Il seguente caso di studio dimostra la forza tecnica di JS Precision nel risolvere le sfide di lavorazione CNC di grandi volumi legate alla lavorazione di fori svasati.
Cliente e sfida
Un europeo elettronica automobilistica il cliente aveva bisogno di montare coperture schermanti su un alloggiamento in lega di alluminio con quattro fori svasati di precisione.
Sfortunatamente, il fornitore originale produceva ogni mese 100.000 pezzi meccanici CNC ad alto volume con profondità dei fori svasati irregolari, che causavano una pressione di assemblaggio irregolare. Pertanto, ha riscontrato un tasso di scarto mensile del 15% con perdite per oltre $ 250.000 all'anno, che hanno influenzato direttamente i programmi della catena di montaggio.
Dopo aver preso in carico il progetto, il team di JS Precision ha innanzitutto condotto un'analisi completa delle cause profonde. Abbiamo identificato tre problemi fondamentali nel processo originale:
- Si è verificata anche un'usura molto rapida dell'utensile applicando un utensile di smussatura generico, senza utilizzare un meccanismo efficace per monitorare l'usura.
- Le microvibrazioni dovute alla mancanza di rigidità dell'attrezzatura durante la lavorazione hanno influito sulla precisione della posizione del foro.
- Il lotto si basava sul campionamento alla fine del lotto, quindi il rilevamento dei problemi avveniva solitamente molto tardi e un gran numero di prodotti erano difettosi.
Soluzione di JS Precision
Per risolvere questi problemi abbiamo dovuto adottare un piano di ottimizzazione globale.
- Per questa parte, abbiamo personalizzato un utensile di svasatura in metallo duro con rivestimento PVD per migliorarne la resistenza all'usura e la stabilità di taglio.
- Abbiamo riprogettato l'attrezzatura idraulica per aumentare la rigidità ed evitare microvibrazioni durante la lavorazione.
- Abbiamo ottimizzato la strategia di avanzamento dell'utensile nella programmazione CAM utilizzando l'avanzamento progressivo per ridurre l'impatto delle forze di taglio sul pezzo.
- Contemporaneamente è stato aggiornato il sistema di controllo del processo. È stata eseguita un'ispezione approfondita online automatica ogni 200 pezzi, con i dati di ispezione collegati al sistema SPC in tempo reale per realizzare il monitoraggio dinamico del processo di lavorazione.
- Fissiamo la soglia per la sostituzione degli strumenti come misura preventiva. Quando l'utensile raggiunge una quantità prestabilita, viene cambiato forzatamente, prevenendo problemi di qualità causati dall'usura all'origine.
Risultati
Dopo che il progetto è stato consegnato alla JS Precision per la produzione, il valore CPK della profondità di svasatura del primo ordine di un milione di pezzi ha superato l'1,67, mentre la resa al primo passaggio è balzata al 99,8%.
Questa ottimizzazione non solo ha risolto completamente il problema dei tempi di fermo della catena di montaggio del cliente, ma ha anche consentito al cliente di risparmiare oltre 250.000 dollari all'anno . Il cliente ha apprezzato molto la nostra capacità tecnica e la qualità del servizio, quindi ha firmato con noi un accordo di cooperazione strategica a lungo termine.
Stai affrontando problemi simili di qualità dell'elaborazione batch? clicca qui per visualizzare altri casi di studio JS Precision, invia le tue sfide di elaborazione e i nostri ingegneri forniranno soluzioni mirate per migliorare la resa.

Figura 3 Fori svasati di precisione
Perché JS Precision? Il tuo partner per una precisione scalabile nei prodotti di lavorazione CNC
Scegliere un partner di lavorazione CNC significa scegliere un sistema affidabile di qualità, costo e consegna . JS Precision fornisce una garanzia di precisione scalabile per la produzione su larga scala, rendendolo un partner premium per i prodotti di lavorazione CNC.
Approfondite capacità ingegneristiche di produzione e DFM proattivo
Competenze principali in ingegneria: gli ingegneri sviluppano esperienza di programmazione e produzione, fornendo attivamente analisi DFM all'inizio del progetto, poiché l'individuazione e l'ottimizzazione dei problemi di progettazione riduce il costo di Prodotti di lavorazione CNC sia funzionalmente che economicamente.
Hardware e processi specificatamente configurati per la produzione su larga scala
Configurazione di produzione su larga scala: capacità di essere equipaggiati con macchine utensili CNC ad alta precisione e trasporto automatico dei materiali per migliorare l'efficienza e ridurre l'errore umano. Un sistema MES sarà in grado di introdurre la visualizzazione dell'intero processo nella produzione, inoltre, l'esecuzione regolare della calibrazione delle apparecchiature può garantire la precisione delle parti prodotte.
Collaborazione trasparente ed esperienza di servizio globale
Vantaggi del servizio globale: la stessa piattaforma digitale si interfaccia con clienti in più paesi nella visualizzazione della produzione in tempo reale. Project manager dedicati coordinano l'intero processo e forniscono un coordinamento interculturale e tra fusi orari diversi per i clienti esteri, portando esperienze locali ai clienti esteri.
Domande frequenti
Q1: Qual è la differenza principale tra svasatori e svasatori?
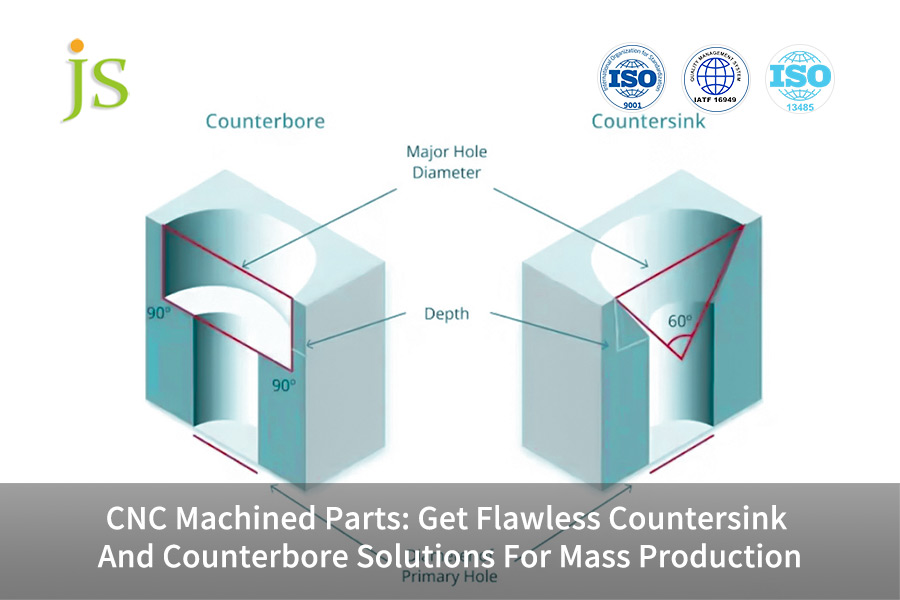
- Gli svasatori sono un foro di forma conica la cui funzione principale è consentire alla testa di una vite a testa piatta o a testa svasata di rimanere a filo con la superficie della parte.
- Le lamature sono fori cilindrici a gradini utilizzati principalmente per accogliere teste di viti o dadi, consentendo loro di essere più bassi rispetto alla superficie della parte.
D2: Nella produzione di massa e ad un costo economico, come possiamo garantire che la tolleranza della profondità di svasatura non superi ±0,1 mm?
Inoltre, per soddisfare economicamente questo requisito di precisione, è necessario utilizzare una combinazione di utensili da taglio specializzati e attrezzature rigide, insieme a frequenti ispezioni del processo e compensazione dell'utensile. Non è sufficiente fare affidamento semplicemente sulla precisione intrinseca della macchina utensile per garantire prestazioni stabili durante la produzione a lungo termine e in grandi volumi.
D3: Durante la lavorazione dell'acciaio inossidabile, le svasature sono generalmente soggette a bave. Quali sono alcune possibili soluzioni?
Il problema delle bave con le svasatori in acciaio inossidabile può essere risolto utilizzando utensili da taglio affilati in carburo , una velocità di avanzamento inferiore e un raffreddamento sufficiente per ridurre l'incollamento dell'utensile. Se il problema della bava persiste, se necessario è possibile aggiungere un processo di sbavatura dedicato.
D4: Il mio progetto richiede svasature con angoli non specifici. Questa unità costerà molto?
Per un angolo non standard, le svasature svolgeranno un ruolo importante nel costo. A causa degli angoli non standard, è necessario realizzare utensili da taglio personalizzati , il che significa costi elevati di realizzazione degli stampi e cicli di consegna degli utensili più lunghi, con conseguenti maggiori costi di gestione delle scorte.
D5: Durante la fornitura dei campioni, i fori di affondamento erano buoni, ma si sono verificati problemi durante la produzione di massa. Quale potrebbe essere la ragione?
I motivi più comuni sono due. Uno dei motivi è che durante la produzione in serie non si è tenuto conto delle variazioni di precisione causate dall’usura degli utensili e non è stato istituito alcun meccanismo di compensazione corrispondente. In secondo luogo, ci sono lievi differenze tra i dispositivi utilizzati nella produzione di massa e quelli campione, che determinano una diversa rigidità dei dispositivi.
D6: I miei pezzi hanno fori svasati di diverse dimensioni e frequenti cambi di utensile possono influire sull'efficienza. Come posso ottimizzare?
Esistono principalmente due direzioni di ottimizzazione. In primo luogo, attraverso la valutazione del DFM, standardizzare o ridurre il più possibile il numero di specifiche dei fori svasati e diminuire il numero di cambi utensile dal punto di vista della progettazione. Quindi ottimizzare la sequenza del percorso utensile nella programmazione e raggruppare insieme la stessa operazione di lavorazione dell'utensile.
D7: In che modo JS Precision garantisce la consegna tempestiva di ordini di grandi volumi?
Disponiamo di una capacità completa di pianificazione e gestione dei materiali attraverso il nostro sistema ERP/MES, assegnando un determinato project manager a ciascun ordine di grandi volumi per monitorare l'intero processo di produzione . Inoltre, manteniamo una certa capacità di sicurezza per far fronte a situazioni impreviste.
D8: Qual è il più grande vantaggio di scegliere JS Precision rispetto ai fornitori locali?
Possiamo fornire qualità di lavorazione CNC di precisione e supporto tecnico professionale paragonabile ai principali fornitori locali , sfruttando al tempo stesso i vantaggi della produzione cinese per avere vantaggi in termini di costi più competitivi e capacità flessibili di adeguamento della capacità, fornendo ai clienti il miglior valore completo.
Riepilogo
La perfetta realizzazione di svasature e barenature inverse è un ottimo esempio e rappresentazione della maturità finora raggiunta per quanto riguarda i processi di lavorazione CNC di grande produzione. Fornisce una profonda prova di competenza sotto ogni aspetto, dalla comprensione del design e della scienza degli strumenti al controllo dei processi e all'ottimizzazione continua.
Sotto la duplice pressione di costi e qualità, la chiave per il successo del progetto è la scelta di un partner in grado di convertire la precisione in risultati su scala stabile.
Trasforma subito i tuoi svantaggi in vantaggi!
Visitare il sito Web JS Precision per caricare i disegni delle parti contenenti requisiti di svasatura/alesatura inversa. Riceverai non solo un preventivo di lavorazione CNC di grandi volumi altamente competitivo, ma anche una "proposta gratuita di producibilità e ottimizzazione di svasatura/alesatura inversa" preparata dai nostri ingegneri di produzione. Permettici di rendere più agevole il tuo percorso di produzione.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di precisione JS ,non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite JS Precision Network. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Precisione JS Squadra
JS Precision è un'azienda leader del settore , concentrarsi su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione , Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Scegliere Precisione JS questo significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com

