

Pièces d'usinage CNC sont largement utilisés dans l'électronique automobile, les composants aérospatiaux et les équipements industriels, tels que les fraises de précision qui fixent les boîtiers de capteurs automobiles ou les vis à tête fraisée qui fixent les panneaux aérospatiaux.
Dans le domaine de la fabrication, lorsque des milliers de pièces d'usinage CNC sont produites, ce qui semble être un défaut mineur dans une fraisure ou un lamage - tel qu'un écart d'angle, une incohérence en profondeur ou des bavures - peut entraîner des arrêts de la chaîne d'assemblage, une baisse de la fiabilité du produit et engendrer des coûts cachés.
Il s'agit d'un test décisif de la profondeur du processus et de la capacité de contrôle pour un fabricant lorsque votre projet passe du prototypage à l'usinage CNC à grand volume, pouvant ainsi garantir une parfaite cohérence de ces caractéristiques critiques.
Vous trouverez ci-dessous un article qui explore les causes profondes courantes des défauts de fraisage/lamage dans la production de masse, qui propose des solutions depuis la conception jusqu'à l'outillage, en passant par le contrôle des coûts et la cohérence de la qualité. Voici les raisons pour lesquelles de grandes entreprises mondiales s'associent à JS Precision pour une excellence évolutive en matière d'usinage CNC de précision.
Résumé des réponses clés
| Défis communs | Causes profondes | La solution intégrée de JS Precision |
| Incohérence angle/profondeur de fraisage | Usure des outils, erreur de serrage et/ou manque de surveillance du processus. | Une bibliothèque d'outils dédiée basée sur les matériaux et les paramètres, la gestion de la durée de vie des outils en temps réel et l'échantillonnage d'inspection en ligne garantissent une qualité constante pour plusieurs milliers de pièces. |
| Bavures et résidus à l'orifice | Arêtes d'outil tranchantes, mauvaise évacuation des copeaux et stratégie inappropriée. | En utilisant des outils de chanfreinage de haute précision et des paramètres de coupe optimisés, combinés à des processus d'ébavurage spécifiques, la qualité de surface « l'usinage est terminé » est obtenue. |
| Dépenses incontrôlées dans la production de masse | Concentrez-vous uniquement sur le temps d'usinage par pièce et ignorez la consommation d'outils, le taux de rebut et les coûts d'inspection. | Fournissez une optimisation DFM pour simplifier la fonctionnalité, recommandez une stratégie d'outillage efficace et effectuez une analyse des coûts de manière transparente pour garantir la meilleure solution de coût total. |
| Efficacité d'usinage induite par la conception | Angle non standard, tolérance trop serrée ou structure qui restreint l'évacuation des copeaux. | La consultation précoce de DFM guide l'adoption d' outils standards, une tolérance raisonnable et l'optimisation de la disposition des fonctionnalités pour améliorer l'efficacité de usinage CNC de pièces . |
Points clés à retenir :
- La cohérence est assurée par le système : le succès de la production de masse repose sur la stabilité d'un système de processus plutôt que sur la perfection d'une seule opération d'usinage.
- La conception détermine le coût de base : l'utilisation d'angles d'outils standard et de tolérances raisonnables constitue généralement le meilleur point de départ pour contrôler les coûts dans l'usinage CNC de pièces métalliques.
- Un outillage spécialisé est un investissement, pas un coût : un outillage spécialisé pour certains matériaux et caractéristiques peut considérablement améliorer la qualité et réduire le gaspillage global.
- Maximisez la valeur grâce à une collaboration précoce : Communiquer avec le fabricant sur DFM avant que les dessins ne soient souvent finalisés peut aider à éviter la plupart des problèmes de fabricabilité.
Faites confiance à JS Precision : solution de précision pour les trous fraisés dans les pièces d'usinage CNC
L'usinage CNC de trous fraisés et de trous inversés nécessite non seulement un équipement de pointe, mais également une expertise approfondie en ingénierie, des capacités de contrôle de processus matures et une expérience pratique dans la résolution de défis complexes d'usinage à grand volume.
En tant que partenaire fiable de l'usinage CNC de précision, JS Precision se consacre depuis plus de dix ans à fournir toute une gamme de pièces métalliques d'usinage CNC et de produits d'usinage CNC au service des clients des industries mondiales de l'automobile, de l'aérospatiale et de l'électronique.
Notre équipe, composée de plus de 50 ingénieurs certifiés, va au-delà du simple suivi de dessins pour optimiser de manière proactive les conceptions et les processus, éliminant ainsi les risques potentiels avant même le début de la production.
Nous avons réalisé avec succès plus de 500 projets d'usinage CNC à grand volume, dont une commande d'un million de pièces pour des boîtiers électroniques automobiles, réduisant le taux de rebut de 15 % à 0,2 %.
Dans notre laboratoire interne, nous disposons d'un outil de mesure 3D et d'un système de surveillance SPC pour garantir que chaque pièce de fraisure peut répondre aux exigences de tolérance de haute précision jusqu'à ± 0,01 mm. Notre système de contrôle de bout en bout est entièrement conforme à la norme du système de gestion de la qualité ISO 9001:2015 .
Ce qui nous différencie vraiment, cependant, c'est notre transparence : nous fournissons des données de production en temps réel, effectuons des revues de conception conjointes et proposons des rapports DFM approfondis pour fournir aux clients les bonnes informations pour prendre des décisions éclairées.
Si l'un des problèmes répertoriés ci-dessus, tels qu'une qualité de trou incohérente, des coûts de reprise élevés ou des retards de livraison, constitue une préoccupation majeure pour vous dans l'usinage CNC à grand volume, il est temps de contacter JS Precision. Envoyez simplement vos dessins de pièces et vos exigences, et nos ingénieurs vous proposeront une analyse DFM gratuite et des solutions d'usinage de précision sur mesure pour atténuer les risques et augmenter l'efficacité.
Défauts courants dans les fraises/contre-alésages pour l'usinage CNC à grand volume, comment les prévenir ?
Dans l'usinage CNC à grand volume, le fraisage/fraisage des pièces d'usinage CNC est sujet à des défauts répétitifs, et les problèmes cachés dans les petits lots peuvent être amplifiés à grande échelle. Nous devons contrôler strictement la conception, les outils de coupe et les processus de fabrication. Voici les principaux problèmes et stratégies de prévention.
Problèmes typiques liés à la conception
Une mauvaise conception est l’une des causes les plus critiques de défauts. Par exemple, la spécification d'angles de fraisage autres que standard comme 82 augmentera les coûts d'outillage personnalisé de plus de trois fois et augmentera les conditions de livraison.
Une étanchéité exorbitante dans la correspondance entre la profondeur de fraisage et la hauteur de la tête de vis, des annotations de dessin peu claires comme spécifier uniquement la profondeur sans angle peuvent toutes conduire à un mauvais assemblage et à de faibles taux d'élasticité.
Déformation dans les processus de fabrication et d'exécution
Les écarts dans les processus de fabrication ont également un impact sur la qualité. La production de masse à long terme peut entraîner une usure des outils, ce qui entraîne des diamètres de trous plus petits et des angles déformés, paramètres de coupe inappropriés provoquer des vibrations, entraînant des parois de trou irrégulières, un mauvais liquide de refroidissement ou une élimination insuffisante des copeaux, ce qui entraîne des rayures sur l'ouverture du trou.
Comment éviter ces problèmes du point de vue de la conception et de la fabrication ?
| Types de défauts | Cas à forte incidence | Méthodes de jugement rapide | Mesures de traitement d'urgence |
| Distorsion angulaire du contre-trou | Usinage d'angle non standard, usure des outils à long terme. | Le contrôle par échantillonnage doit être effectué à l’aide d’une jauge d’angle et en le comparant à l’écart de l’angle standard. | Remplacez l'outil par un neuf et réinitialisez les paramètres d'angle de la machine-outil. |
| Résidus de bavures dans les trous | Usinage de l'acier inoxydable, mauvaise évacuation des copeaux. | Inspection visuelle et tactile , ou observation des bords au microscope. | Inspection visuelle et tactile, ou observation des bords au microscope. |
| Mauvaise cohérence de la profondeur | Grand volume et usinage continu, serrage lâche. | Utilisez une jauge de profondeur pour inspecter au hasard 10 pièces afin de vérifier la dispersion des données. | Usinage d'angle non standard, usure des outils à long terme. |
La prévention doit être une approche à deux volets : la conception et le processus.
- Conception : des angles standards, tels que 90°, doivent être adoptés, ceux-ci doivent être clairement étiquetés, sous la forme "diamètre × angle / profondeur" . ASME Y14.5-2009 les normes doivent être respectées afin de minimiser les erreurs de communication.
- Processus : il doit y avoir un système régulier d’inspection et de remplacement des outils, une optimisation des paramètres de coupe et un approvisionnement en liquide de refroidissement. Toutes les 200 pièces , inspectez au hasard les dimensions clés pour détecter rapidement les écarts.
Facteurs clés dans la production de masse de pièces métalliques d’usinage CNC
Les facteurs de coûts explicites et implicites font partie des principales préoccupations à prendre en compte lors du contrôle des coûts de production de masse pour Usinage CNC de pièces métalliques . L'optimisation du système est nécessaire pour parvenir à une réduction des coûts tout au long du cycle de vie de l'ensemble du système. Les principaux facteurs qui influencent cela peuvent être expliqués comme suit :
Coûts explicites : consommation de matériaux, de main-d'œuvre et d'outils
Les coûts fixes comprennent trois parties : le prix des matières premières comme l'aluminium et l'acier, qui fluctue, la dépréciation des machines et les coûts de main-d'œuvre pendant la période d'occupation ou le cycle de traitement, et le coût total de l'usure des outils et de leur remplacement fréquent dans la production de masse.
Coûts implicites : consommation de qualité et perte d’efficacité
Et plus important encore, les coûts implicites qui sont facilement négligés comprennent les coûts d'assurance qualité comprenant le premier article, le processus et l'inspection finale, les coûts de rebut et de reprise en raison de problèmes de conception ou de processus, et la perte d'efficacité due aux modifications de la chaîne de production et au débogage de la programmation.
Vous souhaitez analyser la structure des coûts de l’usinage CNC de pièces métalliques pour trouver une percée en matière de réduction des coûts ? Remplissez le formulaire et contactez les experts en comptabilité analytique de JS Precision avec vos exigences en matière de matériaux, de lots et de précision pour obtenir un rapport d'analyse des coûts gratuit.
Concevoir pour l'excellence : meilleures pratiques pour l'usinage de pièces CNC avec des fonctionnalités de fixation impeccables
Une excellente conception est la base même des caractéristiques de fixation parfaites dans les pièces d'usinage CNC. Les principes de conception de base, prouvés dans la pratique, sont les suivants, qui peuvent garantir la qualité et la fabricabilité à partir de leur source.
Suivre les normes, adopter l’efficacité
Donnez la priorité à l'utilisation d' angles d'outils standard, tels que 82° et 90° , et de dimensions de forets étagés standard pour réduire les coûts d'outillage et les délais de livraison. Étiquetez clairement les dessins selon « diamètre × angle/profondeur » pour éviter toute ambiguïté conduisant à des erreurs de production.
Conception pour la fabrication : la sagesse derrière tout cela
Techniques de conception DFM : Le fraisage doit laisser une petite surface plane au fond pour réduire l'usure de l'outil. Lors de la conception de pièces à paroi mince, l'épaisseur de la paroi, son support et la prévention de la déformation doivent être pris en compte. Usinage de trous profonds doit également réserver un espace d'évacuation des copeaux pour éviter l'accumulation de copeaux dans le trou.
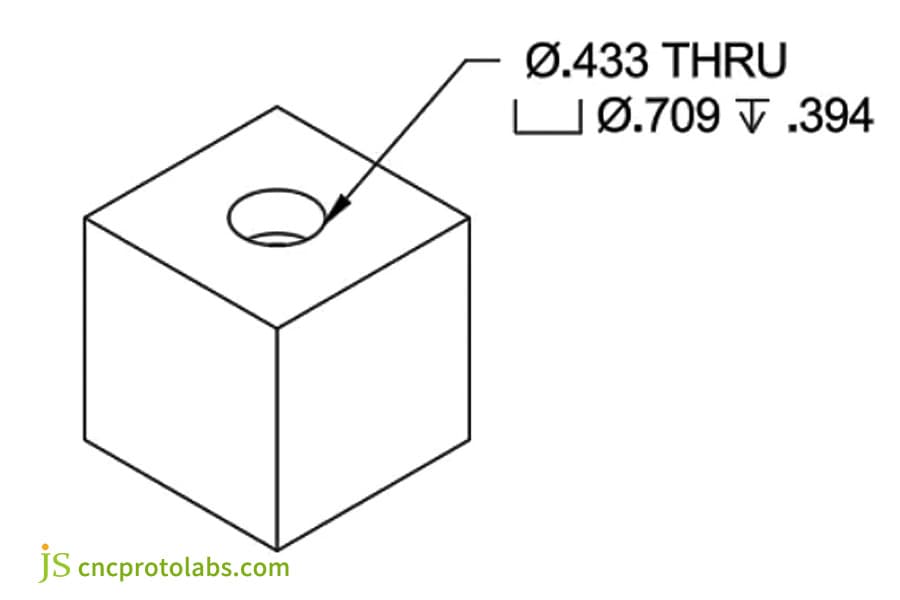
Figure 1 Le fabricant aura besoin de détails tels que les tolérances, les dimensions et les spécifications pour des caractéristiques telles que les filetages.
Comment maintenir la précision dans l'usinage CNC de pièces sur des milliers d'unités ?
Atteindre la cohérence sur 10 000 pièces L'usinage CNC est le principal défi de l'usinage CNC de précision, qui nécessite un contrôle strict du processus. Voici quelques méthodes clés de contrôle des processus et de gestion des outils.
Les piliers du contrôle des processus : normalisation et surveillance
Obtenir des repères d’usinage stables est la clé de la perfection.
- Formulez des SOP détaillées pour spécifier clairement les exigences relatives aux éléments clés, y compris l'ordre des étapes d'usinage, la méthode de coupe et le serrage.
- Des schémas de serrage fixes sont appliqués pour minimiser l'influence des écarts de serrage sur la précision de l'usinage.
- Effectuez régulièrement un étalonnage de précision sur les machines-outils pour garantir que l'équipement est dans un état de précision stable.
- Pour la surveillance, utilisez les graphiques SPC pour surveiller les dimensions critiques en temps réel, permettant une détection rapide des petites fluctuations du processus et empêchant les dérives ou les changements de se produire.
Gestion des outils et rémunération avec intelligence
La gestion professionnelle des outils peut compenser la dérive de précision : durée de vie de l'outil prédéfinie et remplacement chronométré de force, utilisation de la fonction de compensation d'usure au niveau du micron de la machine-outil pour ajuster la position de l'outil, établissement d'une carte à outils pour suivre l'ensemble du processus d'émission et de remplacement.
Vous souhaitez stabiliser la précision des lots dans l’usinage CNC de pièces ? Pour un contrôle de processus et une gestion des outils à valeur ajoutée, contactez JS Precision. En utilisant Usinage CNC de précision technologie, nous veillons à ce que les lots soient systématiquement produits conformément aux spécifications ou mieux.
Choisir les outils optimaux pour diverses pièces métalliques d'usinage CNC
Un bon ou un mauvais outil sélectionné déterminera directement la qualité, l’efficacité et le coût de l’usinage CNC de pièces métalliques mécaniques. Voici les points clés pour la sélection logique basée sur la propriété et les caractéristiques du matériau.
Logique de sélection basée sur les propriétés des matériaux
Différents matériaux métalliques ont des propriétés très différentes en termes de difficultés d'usinage, ce qui nécessite une sélection d'outils ciblée.
- Alliages d'aluminium : un grand angle de coupe et un tranchant tranchant doivent être sélectionnés. Le matériau de l'outil peut être du carbure et un revêtement peut améliorer la résistance à l'usure.
- Acier inoxydable : des outils avec une dureté élevée et une bonne conception de cannelure à copeaux doivent être sélectionnés, car ce matériau a une ténacité très élevée et a tendance à coller à l'outil. Les revêtements résistants aux hautes températures comme le TiAlN sont préférés.
- Alliages de titane : des outils en carbure spécifiques doivent être utilisés avec des vitesses de coupe inférieures et des méthodes de refroidissement appropriées en raison de la mauvaise conductivité thermique et des températures de coupe élevées.
Solutions spécialisées pour les types de fonctionnalités
| Caractéristique d'usinage | Matériaux compatibles | Paramètres d'outils recommandés | Considérations d'usinage |
| Fraisage de trou traversant | Alliage d'aluminium, acier au carbone | Carbure monobloc, angle de coupe 15°-20° | Avance à grande vitesse pour garantir une sortie sans bavure |
| Fraisage de trous borgnes | Acier inoxydable, acier allié | Plaquettes indexables, angle de dépouille 8°-12° | Contrôler la vitesse d'alimentation, permettre un espace d'évacuation des copeaux de 0,2 mm |
| Chanfreinage des bords à paroi mince | Alliage aluminium-magnésium, acier à paroi mince | Outil de formage spécial, rayon de coupe R0,5 mm | Avance progressive pour réduire la déformation due à la force de coupe |
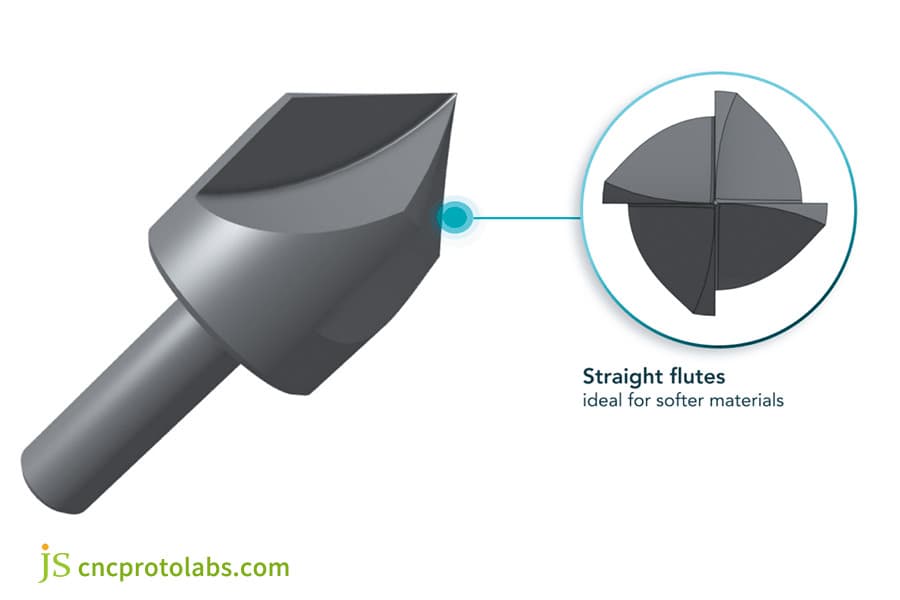
Figure 2 Il s'agit d'une perceuse à main générale utilisée à des fins de fraisage. Il possède des cannelures droites, idéales pour les matériaux plus souples.
Au-delà du prix unitaire : conseils stratégiques pour réduire les coûts pour l'usinage CNC à grand volume
Réduction des coûts dans usinage CNC à grand volume Il faut tenir compte du cycle de vie d'un produit. Les techniques stratégiques de réduction des coûts suivantes aideront à réaliser des réductions de coûts importantes sans compromettre la qualité.
Optimisation de la conception et intégration des processus
Optimisation de la conception de base : réduisez le nombre d'assemblages et de trous fraisés en intégrant plusieurs pièces via DFM, réduisez les coûts d'outillage et le temps de changement d'outils en adoptant des conceptions d'adaptation d'outillage standard, simplifiez la structure des pièces pour améliorer l'efficacité de l'usinage.
Optimisation de la Supply Chain et du Processus de Fabrication
Optimisation de la chaîne d'approvisionnement et des processus : réduisez les stocks d'en-cours grâce à une division rationnelle des lots, éliminez les gaspillages tels que les attentes et les flux de matériaux en introduisant une fabrication allégée, et bénéficiez de prix préférentiels pour les services de post-traitement grâce aux achats en gros.
Vous souhaitez poursuivre la réduction des coûts tout au long du cycle de vie de l’usinage CNC à grand volume ? Veuillez contacter l'équipe de projet de JS Precision pour élaborer une solution stratégique multidimensionnelle afin d'améliorer la compétitivité de vos produits d'usinage CNC.
De 15 % de rejet à 99,8 % de rendement : comment JS Precision a relevé un défi de plusieurs millions de trous de fixation
L'étude de cas suivante démontre la force technique de JS Precision dans la résolution des défis d'usinage CNC à grand volume liés à l'usinage de trous fraisés.
Client et défi
Un Européen électronique automobile le client avait besoin de monter des couvercles de blindage sur un boîtier en alliage d'aluminium avec quatre trous fraisés de précision.
Malheureusement, le fournisseur d'origine produisait chaque mois 100 000 pièces d'usinage CNC en grand volume avec des profondeurs de trous fraisées irrégulières, ce qui provoquait une pression d'assemblage inégale. Ainsi, il a été confronté à un taux de rebut mensuel de 15 % avec plus de 250 000 $ de pertes annuelles, ce qui a directement affecté les plannings des chaînes de montage.
Après avoir repris le projet, l'équipe de JS Precision a d'abord procédé à une analyse complète des causes profondes. Nous avons identifié trois problèmes fondamentaux dans le processus initial :
- Il y avait également une usure très rapide de l'outil en appliquant un outil de chanfreinage à usage général, sans utiliser un mécanisme efficace de contrôle de l'usure.
- Les micro-vibrations dues au manque de rigidité du montage pendant l'usinage ont affecté la précision de la position du trou.
- Le lot était basé sur un échantillonnage en fin de lot, la détection des problèmes était donc généralement très tardive et un grand nombre de produits étaient défectueux.
Solution de JS Précision
Pour résoudre ces problèmes, nous avons dû adopter un plan d’optimisation global.
- Pour cette pièce, nous avons personnalisé un outil de fraisage en carbure revêtu de PVD pour améliorer sa résistance à l'usure et sa stabilité de coupe.
- Nous avons repensé la fixation hydraulique pour augmenter la rigidité et éviter les micro-vibrations lors de l'usinage.
- Nous avons optimisé la stratégie d'avance de l'outil dans la programmation FAO en utilisant une avance progressive pour diminuer l'impact des forces de coupe sur la pièce.
- Simultanément, le système de contrôle des processus a été mis à niveau. Une inspection automatique en profondeur en ligne toutes les 200 pièces a été réalisée, les données d'inspection étant liées au système SPC en temps réel pour réaliser la surveillance dynamique du processus d'usinage.
- Nous fixons le seuil de remplacement des outils à titre préventif. Lorsque l'outil atteint une quantité prédéfinie, il est modifié de force, évitant ainsi les problèmes de qualité causés par l'usure à la source.
Résultats
Après que le projet ait été confié à JS Precision pour la production, la valeur CPK de la profondeur de fraisage de la première commande d'un million de pièces a atteint plus de 1,67, tandis que le rendement au premier passage a grimpé à 99,8 %.
Cette optimisation a non seulement résolu complètement le problème des temps d'arrêt de la chaîne de montage du client, mais a également permis au client d'économiser plus de 250 000 $ par an . Le client a hautement reconnu notre capacité technique et la qualité de notre service, puis a signé un accord de coopération stratégique à long terme avec nous.
Vous êtes confronté à des problèmes de qualité de traitement par lots similaires ? Cliquez ici pour voir plus d'études de cas JS Precision, soumettez vos défis de traitement et nos ingénieurs vous proposeront des solutions ciblées pour améliorer le rendement.

Figure 3 Trous fraisés de précision
Pourquoi JS Précision ? Votre partenaire pour une précision évolutive dans les produits d'usinage CNC
Choisir un partenaire d'usinage CNC, c'est choisir un système fiable en matière de qualité, de coût et de livraison . JS Precision offre une assurance de précision évolutive pour la fabrication à grande échelle, ce qui en fait un partenaire haut de gamme en matière de produits d'usinage CNC.
Capacités approfondies d’ingénierie de fabrication et DFM proactif
Compétences de base en ingénierie : les ingénieurs développent une expérience en programmation et en fabrication, en fournissant activement une analyse DFM dès le début du projet, car la détection et l'optimisation des problèmes de conception réduisent le coût de Produits d'usinage CNC tant sur le plan fonctionnel qu'économique.
Matériel et processus spécialement configurés pour la fabrication à grande échelle
Configuration de fabrication à grande échelle : la capacité d'être équipé de machines-outils CNC de haute précision et d'un transport automatique des matériaux pour améliorer l'efficacité et réduire les erreurs humaines. Un système MES sera en mesure d'introduire la visualisation complète du processus dans la production. De plus, un étalonnage régulier des équipements peut garantir la précision des pièces produites.
Collaboration transparente et expérience de service mondiale
Avantages du service mondial : La même plate-forme numérique s'interface avec les clients de plusieurs pays pour une visualisation de la production en temps réel. Des chefs de projet dédiés coordonnent l’ensemble du processus et assurent une coordination interculturelle et multi-fuseaux horaires pour les clients étrangers, apportant ainsi des expériences locales aux clients étrangers.
FAQ
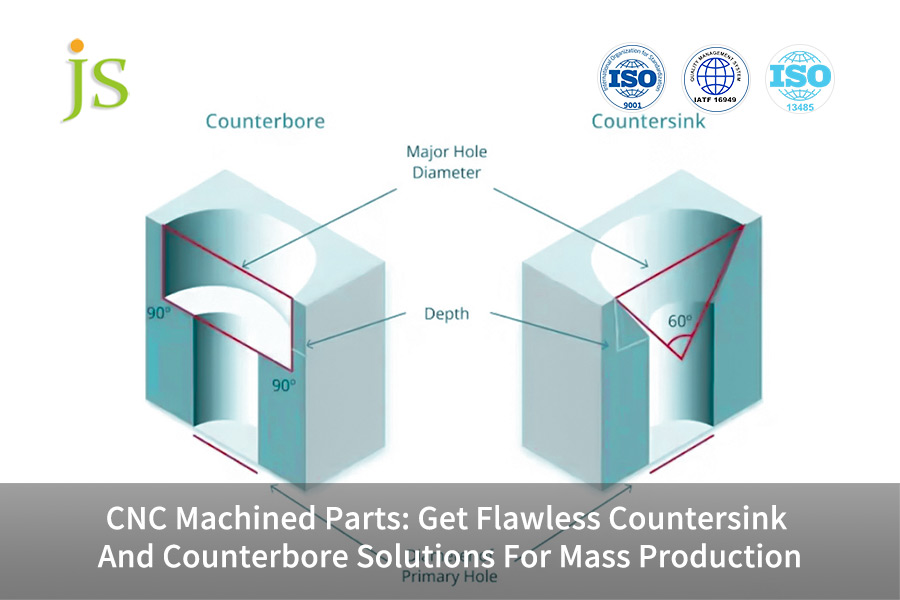
Q1 : Quelle est la principale différence entre les fraises et les contre-alésages ?
- Les fraises sont un trou de forme conique dont la fonction principale est de permettre à la tête d'une vis à tête plate ou à tête fraisée de rester au ras de la surface de la pièce.
- Les lamages sont des trous cylindriques étagés principalement utilisés pour accueillir des têtes de vis ou des écrous, leur permettant d'être plus bas que la surface de la pièce.
Q2 : Dans la production de masse et à un coût économique, comment pouvons-nous garantir que la tolérance de profondeur de fraisage ne dépasse pas ±0,1 mm ?
De plus, pour répondre de manière économique à cette exigence de précision, une combinaison d'outils de coupe spécialisés et de fixations rigides doit être utilisée, ainsi que des inspections fréquentes des processus et une compensation des outils. Il ne suffit pas de se fier simplement à la précision inhérente à la machine-outil pour garantir des performances stables lors d'une production à long terme et en grand volume.
Q3 : Lors de l'usinage de l'acier inoxydable, les fraises sont généralement sujettes à des bavures. Quelles sont les solutions possibles ?
Le problème des bavures avec les fraises en acier inoxydable peut être résolu en utilisant des outils de coupe en carbure tranchants , une vitesse d'avance plus faible et un refroidissement suffisant pour réduire le collage de l'outil. Si le problème de bavure persiste, un processus d'ébavurage dédié peut être ajouté si nécessaire.
Q4 : Ma conception nécessite des fraisages avec des angles non spécifiés. Ce trajet coûtera-t-il très cher ?
Pour un angle non standard, les fraises joueront un rôle important dans le coût. En raison de leurs angles non standard, des outils de coupe personnalisés doivent être fabriqués, ce qui entraîne des coûts de fabrication de moules élevés et des cycles de livraison d'outils plus longs, entraînant une augmentation des coûts de gestion des stocks.
Q5 : Lors de la fourniture d'échantillons, les trous d'enfoncement étaient bons, mais il y a eu des problèmes lors de la production en série. Quelle pourrait en être la raison ?
Les raisons les plus courantes sont au nombre de deux. L'une des raisons est que les changements de précision provoqués par l'usure des outils n'ont pas été pris en compte lors de la production en série et qu'aucun mécanisme de compensation correspondant n'a été établi. Deuxièmement, il existe de légères différences entre les fixations utilisées dans la production de masse et les exemples de fixations, ce qui entraîne une rigidité différente des fixations.
Q6 : Mes pièces comportent des trous fraisés de plusieurs tailles et des changements d'outils fréquents peuvent affecter l'efficacité. Comment puis-je optimiser ?
Il existe principalement deux directions d’optimisation. Premièrement, grâce à l'évaluation du DFM, standardisez ou réduisez autant que possible le nombre de spécifications de trous fraisés et réduisez le nombre de changements d'outils du point de vue de la conception. Optimisez ensuite la séquence du parcours d'outil dans la programmation et regroupez la même opération d'usinage d'outil.
Q7 : Comment JS Precision garantit-il la livraison dans les délais des commandes à volume élevé ?
Nous disposons d'une gestion complète de la planification des capacités et du matériel via notre système ERP/MES, attribuant un chef de projet donné à chaque commande de gros volume pour surveiller l'ensemble du processus de production . De plus, nous conservons une certaine capacité de sécurité pour faire face aux situations inattendues.
Q8 : Quel est le plus grand avantage du choix de JS Precision par rapport aux fournisseurs locaux ?
Nous pouvons fournir une qualité d'usinage CNC de précision et un support technique professionnel comparable à celui des principaux fournisseurs locaux , tout en tirant parti des avantages de la fabrication chinoise pour bénéficier d'avantages de coûts plus compétitifs et de capacités d'ajustement de capacité flexibles, offrant ainsi aux clients la meilleure valeur globale.
Résumé
La réalisation parfaite du fraisage et de l'alésage inversé est un excellent exemple et représentation de la maturité atteinte jusqu'à présent en matière de processus d'usinage CNC de production à grande échelle. Il fournit un test approfondi d'expertise à tous égards, depuis la compréhension de la conception et la science des outils jusqu'au contrôle des processus et à l'optimisation continue.
Sous la double pression du coût et de la qualité, choisir un partenaire capable de convertir la précision en un résultat à échelle stable est la clé du succès du projet.
Transformez vos inconvénients en avantages dès maintenant !
Veuillez visiter le site Web de JS Precision pour télécharger des dessins de pièces contenant des exigences de fraisage/alésage inversé. Vous obtiendrez non seulement un devis d'usinage CNC à grand volume et très compétitif, mais également une « Proposition de fabrication et d'optimisation de fraisage/alésage inversé » gratuite préparée par nos ingénieurs de fabrication. Permettez-nous de rendre votre parcours de fabrication plus fluide.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Précision JS Équipe
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com

