

Blechherstellungist ein Prozess, bei dem man manuell betriebene Geräte zum Schneiden, Biegen und Schweißen von Metallblättern verwendet. Arbeiter können weiche Metalle verwenden, um Dekorationen oder harte Metalle zur Herstellung von Gebäudeklammern herzustellen, und diese fertigen Produkte werden im industriellen Bereich weit verbreitet. Aluminiumblech ist eines der häufig verwendeten Materialien. Es ist korrosionsbeständig und leicht zu verarbeiten, während verzinktes Stahlmetall eine Anti-Rust-Beschichtung auf der Oberfläche hat.
Der gesamte Produktionsprozess umfasst drei Hauptlinks: Zeichnungsdesign, Formstempel und Schweißbaugruppe. Die Arbeitnehmer verwenden genaue Messungen, um sicherzustellen, dass jede Komponente der Standardgröße entspricht. Diese Technologie kann große Komponenten wie LKW -Chassis sowie Präzisionsteile wie Mobiltelefon -Metallhüllen produzieren.
Was ist Blechherstellung?
Wir verwenden verschiedene Verarbeitungsmethoden, um Metallblätter in bestimmte Größen zu formen und zu schneiden, und das gesamte Prozess umfasst vier Hauptstufen, Formteile, Schneiden, Biegeblech und Montage. In der realen Anwendung haben wir festgestellt, dass die Genauigkeit des Biegeprozesses direkt den Montageeffekt und die Lebensdauer der Teile beeinflusst.
Wir können verschiedene Arten von Metallblättern mit einer Dicke von 0,5 mm und 6 mm verarbeiten, basierend auf den Bedürfnissen verschiedener Szenen. Diese Art von Flexibilität kann den Bedürfnissen der meisten Industriesektoren erfüllenPräzisionsstrukturkomponenten.
Was sind die Kernprozesse der Blechherstellung?
1. Bestätigungsstadium zur Erfordernis
Wir werden zunächst die Kernanforderungen beim Kunden bestätigen. Zum Beispiel gab es letzte Woche ein elektronisches Geräte -Gehäuseprojekt, bei dem der Kunde speziell die Verwendung von 1,2 mm dickem Aluminiumblech forderte und 8 rechte Winkelblech -Biegung benötigte. Wir haben benutzt3D -ModellierungSoftware zum Zeichnen eines Strukturmodells mit Positionierungslöchern und Verstärkungsrippen.
2. Umwandlungsprozess
Nachdem die Modellierung abgeschlossen ist, werden wir professionelle Entwurfssoftware verwenden, um Produktionszeichnungen zu zeichnen. Das kürzlich abgeschlossene medizinische Instrumentengehäuseprojekt verfügt über 6 Laserschneidpositionierungspunkte und in den Zeichnungen angegebene Oberflächensandstrahlanforderungen.
3. Machbarkeitsprüfung für Produktion
Unsere Ingenieure werden die Zeichnungen zweimal überprüft. Im vergangenen Monat gab es ein Projekt für industrielle Kontrollkasten, das 4 Teile reduzierte und durch optimiertes Design 15% der Materialkosten sparte. Gleichzeitig werden wichtige Parameter berechnet, z. B. die Belüftungsklammer, die einem kontinuierlichen Druck von 30 kg standhalten muss.
4. Produktionsprozess
Der Workshop verwendet Laserschneidgeräte mit einer Genauigkeit von ± 0,1 mm. Letzte Woche haben wir bei der Erstellung von Komponenten der Kommunikationsbasisstation zum ersten Mal verwendetLaserschnittUm die Grundplatte auszuschneiden, dann 6 Biegeprozesse mit einer hydraulischen Biegermaschine abgeschlossen und schließlich mit einer Spot -Schweißmaschine zusammengebaut. Der gesamte Vorgang wird innerhalb von 48 Stunden gesteuert.
5. Wirksamer Test- und Überprüfungsprozess
Im vergangenen Jahr haben wir 100 Lade- und Entladen von Tests und tragenden Tests an den Haltestichen durchgeführt, die für Logistikunternehmen durchgeführt wurden. Nach den tatsächlichen Testergebnissen wurde die Stützstruktur angepasst und die tragende Kapazität letztendlich von 200 kg auf 350 kg erhöht.
6.Batch -Produktionsvorbereitung
Produkte, die den Test bestehen, werden in den Massenproduktionsprozess übertragen. Gegenwärtig verwenden wir einen modularen Produktionsmodus mit einer täglichen Produktionskapazität von bis zu 1.500 Teilen für herkömmliche Blechenteile und eine stabile Produktionskapazität von 300 Teilen pro Tag für spezielle individuelle Teile.
Wie entwerfe ich Blechenteile?
1. Key Points of Hole Design
Beim Entwerfen von Löchern müssen wir besondere Aufmerksamkeit auf die Größe und Positionsbeziehung achten. Es wird empfohlen, dass der Durchmesser des Lochs mit der Dicke des Materials selbst übereinstimmt, z. Der Abstand zwischen benachbarten Löchern sollte mindestens das Sechsfache der Dicke des Materials betragen.
Es ist auch wichtig zu beachten, dass die Löcher nicht zu nahe am Rand sein sollten. Wir empfehlen, einen sicheren Abstand von mindestens dreifachen Dicke des Materials zu halten.
2. Thickness Control -Prinzip
Wir haben festgestellt, dass die Aufrechterhaltung der Uniform aufrechterhalten wirdWandstärkeist entscheidend für die Produktqualität. Wenn im Design unterschiedliche Dickstrukturen verwendet werden müssen, wird empfohlen, die Stapelauftrags- und Verarbeitungsroute der Platten im Voraus zu planen. Nach unserer Erfahrung müssen strukturelle Teile mit einer Dickdifferenz von mehr als 20% dem Positionierungsproblem während der Verarbeitung besondere Aufmerksamkeit schenken, was leicht zu einer dimensionalen Abweichung des fertigen Produkts führen kann.
3. Blatt Metall Bend Radius Spezifikation
Beim Biegeprozess halten wir uns immer an das Grundprinzip des "Radius gleich Dicke". Bei der Verarbeitung einer 1,5 -mm -dicken Platte sollte beispielsweise der Lichtbogenradius in der Biegung ebenfalls bei 1,5 mm gehalten werden. Diese einfache Korrespondenz kann effektiv Probleme wie Faltenrisse oder Oberflächenverformung vermeiden. Bei der Begegnung mit speziellen Formen, die eine Radius -Einstellung erfordern, wird empfohlen, dass Sie im Voraus Probentests durchführen.
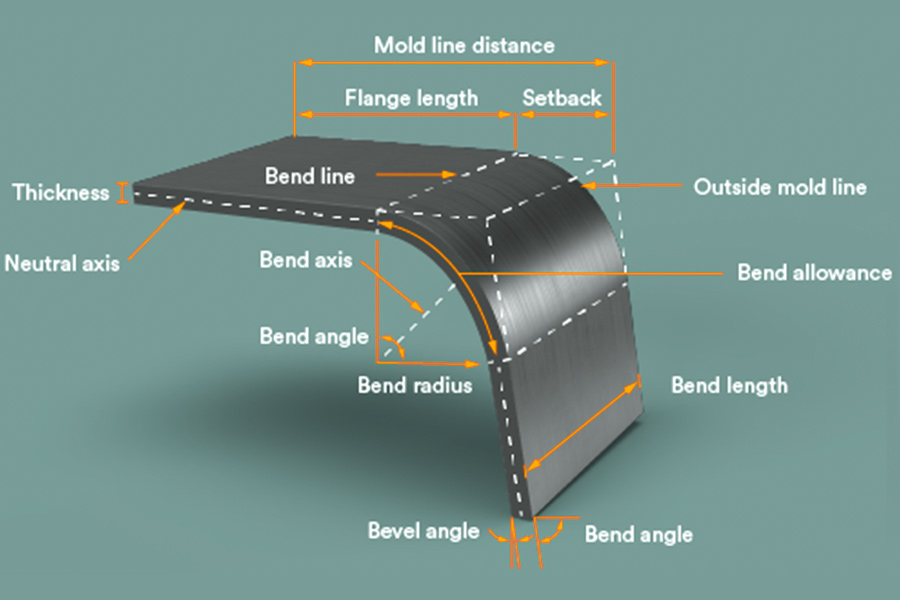
4. Berechnungsmethode
Wenn Sie ein Ebenenerweiterungsdiagramm zeichnen, ist es am besten, einen Abschnitt reserviertes Material basierend auf der tatsächlichen Größe hinzuzufügen. Dieses zusätzliche Material heißtBiegezulage. Die elastischen Eigenschaften des Materials müssen in der spezifischen Berechnung berücksichtigt werden, und die Versuchs- und Fehlermethode wird normalerweise verwendet, um den besten Wert zu bestimmen. Für herkömmliche Stahl sind wir es gewohnt, das 1,5 -fache der Materialdicke von der Flanschlänge als Kompensation abzunehmen. Dieser empirische Wert kann die Genauigkeit und die Verarbeitungseffizienz besser ausgleichen.
Welche Arten von Blechherstellung gibt es?
1. Nachdruckprozess
Schneiden ist der erste Schritt in der Blechverarbeitung. Arbeiter verwenden Scheren- oder Laserschneider, um Blech in bestimmte Formen zu schneiden. Das Scheren umfasst drei grundlegende Operationen: Schneidematerialien, Stanzlöcher und Trennung von Teilen. Bei Industrieaufträgen mit hohen Präzisionsanforderungen bevorzugen Unternehmen nicht kontaktische Schnitttechnologie. Bei der Verarbeitung von 2 mm dicken Edelstahlplatten kann die Inzisionsbreite des Laserschnitts innerhalb von 0,15 mm gesteuert werden.
Die Laserschneidetechnologie ist derzeit die am häufigsten verwendete. Der Prozess kann eine Verarbeitungsgenauigkeit von ± 0,1 mm erreichen, was mehr als 50% effizienter ist als herkömmliche Scherung. Das Laserschneiden kann nicht nur Materialabfälle reduzieren, sondern auch die Abgabezyklen verkürzen und ist besonders für die Massenproduktion von Präzisionsteilen geeignet.
2. Verschiebungsprozess
Das Schweißen verbindet Metalle durch Erhitzen oder Druck. Gemeinsame Schweißmethoden umfassen:
MIG/Mag -Schweißen: Dies ist die am häufigsten verwendete Methode zum Anschließen von Stahlteilen. Durch kontinuierliche Drahtverfügung und Argonschutz kann die Stärke einer einzelnen Schweißnaht 90% des Elternmaterials erreichen. Bei der Verarbeitung von Regalen im letzten Jahr haben wir diese Methode verwendet, um 80% der zu vervollständigenSchweißarbeit.
TIG -Schweißen: Bei der Bearbeitung von Wassertanks aus rostfreiem Stahl bevorzugen wir diese kontrollierbarere Methode. Während des Betriebs muss die Wolframelektrode 3-5 mm vom Werkstück entfernt und der Wärmeeingang über das Fußpedal genau gesteuert werden.
Laserschweißen: Das Fokussieren des Laserstrahls erzeugt eine hohe Temperatur, um schnelles Schweißen zu erreichen. Die wärmegerandete Zone ist klein und zum Schweißen präzise elektronischer Komponenten geeignet.
3. Biegen und Bildung
Der Biegeblech -Prozess verändert die Form des Blattes durch externe Kraft. Während des Betriebs verformt der Arbeiter das Metallblech entlang einer linearen Achse, um einen bestimmten Winkel zu bilden. Gemeinsame Geräte umfassen:
V-Typ-Biegermaschine: Basic-Biegung mit einer dreieckigen Form.
U-Typ-Formmaschine: Röhren- oder Kastenstrukturen herstellen.
Rollgeräte: Verarbeitungsbogen-förmige Teile.
Die Materialdicke beeinflusst direkt den Biegeeffekt. Der Biegeradius einer 0,5 -mm -dünnen Platte beträgt normalerweise die 1 -fache der Dicke der Platte, während eine 5 -mm -dicke Platte einen Radius von mehr als dreimal benötigt. Der Bediener muss die Formparameter entsprechend den Materialmerkmalen einstellen.
4. Stempelprozess
Die Stempelmaschine kooperiert mit der Form, um ein schnelles Prototyping zu erreichen. Dieser Vorgang vervollständigt das Schneiden und Formen bei Raumtemperatur gleichzeitig und kann 600-800 Teile pro Stunde verarbeiten. Grundlegende Prozesse umfassen:
Stanzen: Montagelöcher oder Wärmeissipationslöcher machen.
Blanken: Trennung der Form der Teile.
Zeichnung: Becher Teile bilden.
Geprägt: Oberflächen Texturen machen.
Einfaches Stanzen und Blanking eignen sich für die frühzeitige Verarbeitung, und komplexe Zeichnungsverfahren können direkt das Endprodukt bilden. Teile wie Autotüren und Chassis -Muscheln werden alle gebildet vonMulti-Process-Stempeln.

Wie können Sie Stärke und Kosten durch ein Blechmessdiagramm ausbalancieren?
Bei der Herstellung von Bleche ist der Schlüssel zum Gleichgewicht zwischen Stärke und Kosten durch Blechmessdiagramme ist die wissenschaftliche Auswahl und die Prozessoptimierung:
1.Verstehen Sie die Beziehung zwischen Blechdicke und Leistung
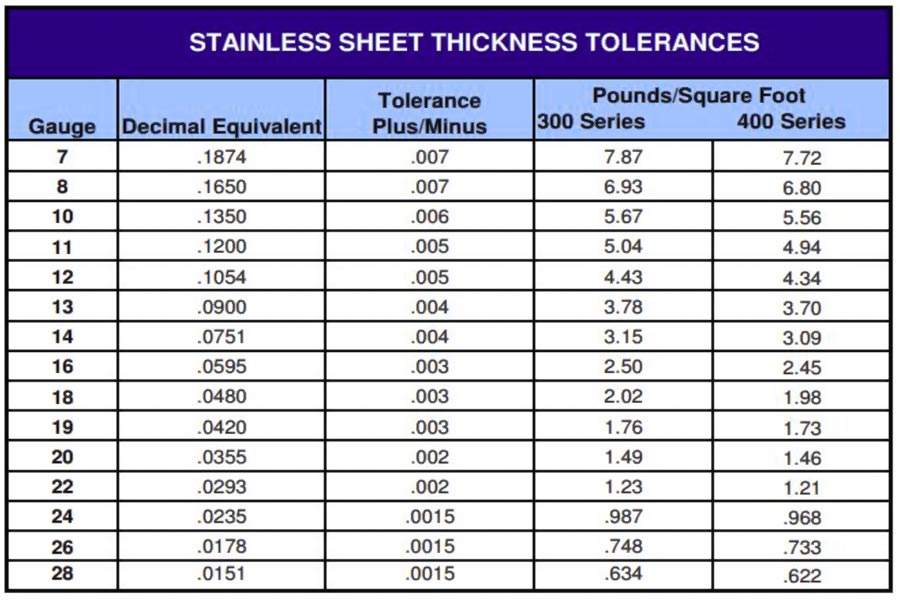
Die Dicke des Blattes entspricht der tatsächlichen Dicke (mm/Zoll), die der US -amerikanischen Standardnummer (Anzeige) entspricht, zum Beispiel:
- 16 Gauge → ≈ 1,588 mm (hohe Festigkeit, geeignet für tragende Strukturen).
- 22 Gauge → ≈ 0,711 mm (leicht, geeignet für Tragschalen geeignet).
- JS -Unternehmenstechnologie: Dicke sollte nach Materialtyp ausgewählt werden (z. B. Edelstahl 304/316, Aluminium 6061).Zum Beispiel sind während des Biegens dünne Platten (<0,5 mm) anfällig für Risse und müssen durch Pressing oder Einstellung des Biegeradius kompensiert werden.
2.Kostoptimierungsstrategie
Genau die Menge der Materialien steuern:
Während der Entwurfsphase werden wir FEA -Software verwenden, um die Spannungsbedingungen zu analysieren und herauszufinden, wo die Dicke reduziert werden kann. Letztes Jahr, als wir einer Waschmaschinenfabrik zu einem Innenfass aus Edelstahl halfen, stellten wir durch Simulation fest, dass die Seitenwand weniger gestresst war. Schließlich wurde die Dicke auf 1,0 mm reduziert, und das Material wurde durch kaltgewaltige Stahlplatte ersetzt, was die Gesamtkosten um 25%senkte. Im tatsächlichen Betrieb sollte besondere Aufmerksamkeit auf die Tatsache gelegt werden, dass der Ausdünnungbereich die Festigkeit der Montagelochs nicht beeinflussen kann.
Flexible Auswahl alternativer Materialien:
Für nicht ladung tragende Strukturteile wird empfohlen, Aluminiumlegierung anstelle von Edelstahl zu verwenden. Zum Beispiel wurde das Gewicht um 30% reduziert, nachdem die Schale des Kontrollkastens in 6063 Aluminiumlegierung geändert worden war und die Materialkosten um 20% eingespart wurden. Die Oberflächenbehandlungverwendet Anodisierung, was sowohl rostsicher als auch schön ist. Eine Menge von Außengeräteschalen, die letztes Jahr verarbeitet wurden, wurde bisher nicht verrostet. Es ist jedoch zu beachten, dass die Aluminiumlegierung Biegung einen größeren Lichtbogenradius erfordert, der im Voraus bestätigt werden muss.
3. Strukturdesignoptimierung
Dünne Plattenverstärkungslösung:
Designer können erhöhte Verstärkungsrippen auf der Oberfläche dünner Platten (z. B. 1,0 mm) herstellen. Diese Methode kann den Biegewiderstand der Platte auf das Dreifache des Originals erhöhen, indem die Materialverteilung geändert wird. Diese Daten sind das tatsächliche Testergebnis des JS -Labors.
Kombinierte Strukturanwendung:
Wenn die Festigkeit einer einzelnen Plattenschicht nicht ausreicht, können mehrere dünne Platten durch Schweißen oder Nieten kombiniert werden. Beispielsweise kann die Verwendung von drei 1 mm-Platten anstelle von 3 mm dicken Platten das Gewicht um 10% -15% verringern und gleichzeitig eine ähnliche Kapazität tragend aufrechterhalten.
Biegeprozesspunkte:
JS Company hat durch gefundenMassenproduktionÜberprüfung, ob der Lichtbogenradius der Biegeform mindestens der Materialstärke entspricht. Für die gemeinsame 2 mm -Aluminiumplatte muss eine Form mit einem Radius von 2 mm verwendet werden. Dies gibt zwei Vorteile. Erstens ist der Winkel des Teils nach der Bildung genauer und die Abprallerbetrag wird um mehr als 30%reduziert. Zweitens wird der Formverlust verringert und die durchschnittliche Lebensdauer um 50 Verarbeitungsstapel verlängert.
Es ist zu beachten, dass, wenn eine kleine Radiusform gewaltsam zur Verarbeitung dicker Platten verwendet wird, nicht nur Risse auf der Oberfläche der Teile verursacht, sondern auch den Verschleiß der Form beschleunigt. Es wurden fehlgeschlagene Fälle von Verarbeitung von 2 mm -Platten mit R1.5 -Formen auf der Produktionslinie gegeben, wodurch schließlich die gesamte Charge von Teilen verschrottet wurde.
Welche Faktoren sollten bei der Auswahl geeigneter Blechhersteller berücksichtigt werden?
1. Technische und Prozessfunktionen:Stellen Sie sicher, dass die erforderlichen Verarbeitungstechniken (z. B. Laserschneiden, CNC -Biege, Schweißen, Oberflächenbehandlung usw.) beherrschen und die Genauigkeits- und Komplexitätsanforderungen erfüllen.
2. Ausgleich und materielle Qualität:Überprüfen Sie die Raffinesse von Geräten (z. B. CNC -Biegermaschine, automatisierte Produktionslinie usw.) und Zuverlässigkeit von Materialquellen (z. B. Toleranz der Plattendicke, Oberflächenbehandlungsstandards usw.).
3. Quality -Zertifizierung und Standards:Bestätigung von ISO, IATF -Zertifizierung und Einhaltung der Branchenstandards (z. B. Sonderstandards in den Bereichen Automobil- und Luftfahrt).
4. Produktionsgröße und Lieferzeit:Bewerten Sie die Produktionskapazität, um die Bestellmenge zu erfüllen und sicherzustellenrechtzeitige Lieferunginsbesondere für Notfallprojekte, die flexible Reaktionsfunktionen erfordern.
5.Cost Transparenz:Vergleichen Sie Angebote, um versteckte Kosten zu vermeiden, indem die vollständigen Prozesskosten (z. B. Entwurf, Verarbeitung und Wiederaufbereitung) einbezogen werden.
6. Nach dem Service und Support: Support:Verstehen Sie den technischen Support -Reaktionsgeschwindigkeit, die Garantierichtlinie und die Fähigkeit zur Problemlösung.
7. Umweltschutz und Sicherheitsvorschriften:Produktionsunternehmen, die Recycling sind, die Emissionsstandards entsprechen und den sicheren Produktionsstandards entsprechen.
8. Ruf und Fallstudien der Industrie:Verweisen Sie frühere Kundenbewertungen und Erfolgsgeschichten, um die tatsächlichen Lieferfunktionen und die technische Stabilität zu überprüfen.
Bei der Auswahl von Blechherstellern ist eine umfassende Bewertung seiner technischen Fähigkeiten, der Qualitätskontrolle, der Branchenerfahrung und der Kostenwirksamkeit erforderlich. Als branchenführende Blechverarbeitungsdienstleistungsanbieter erweiterte Geräte, digitale Prozessoptimierungsprozessoptimierung Green Manufacturing Concept, bietet JS Company ein hohes Präzisions-Aluminium und bietet ein hohes Präzisionsaluminium undverzinktes BlechVerarbeitungsdienste für mehr als 2000 Kunden weltweit.
Zusammenfassung
Die Blechverarbeitung ist eine Grundtechnologie für die industrielle Produktion und spielt eine Schlüsselrolle bei der Herstellung von Geräten und der Produktentwicklung. Unser Unternehmen hat auf dem Gebiet der Aluminiumblattverarbeitung und der Stahlblech viel Erfahrung durch Integration gesammeltVollprozessdienstevon Biegeblech bis zu Laserschneidsystemen.
Die durchschnittliche Lebensdauer der Produkte wird im Vergleich zu herkömmlichen Prozessen um mehr als 15% erhöht. Diese neuen Technologien machen Blechenteile leichter, dünner und langlebiger und gewährleisten eine stabile und zuverlässige Produktqualität.

Haftungsausschluss
Der Inhalt dieser Seite dient nur zu Informationszwecken.JS -SerieIn Bezug auf die Genauigkeit, Vollständigkeit oder Gültigkeit der Informationen gibt es keine Darstellungen oder Garantien. Es sollte nicht geschlossen werden, dass ein Lieferant oder Hersteller von Drittanbietern Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionseigenschaften, materielle Qualität und Art oder Verarbeitung über das Longsheng-Netzwerk bereitstellt. Es liegt in der Verantwortung des KäufersErfordern TeileangeboteIdentifizieren Sie spezifische Anforderungen für diese Abschnitte.Bitte kontaktieren Sie uns für weitere Informationen.
JS -Team
JS ist ein branchenführendes UnternehmenKonzentrieren Sie sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und konzentrieren uns auf hohe PräzisionCNC -BearbeitungAnwesendBlechherstellungAnwesend3D -DruckAnwesendInjektionsformungAnwesendMetallstempel,und andere One-Stop-Produktionsdienste.
Unsere Fabrik ist mit über 100 modernsten 5-Achsen-Bearbeitungszentren ausgestattet, ISO 9001: 2015 Certified. Wir bieten Kunden in mehr als 150 Ländern auf der ganzen Welt schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Unabhängig davon, ob es sich um eine kleine Volumenproduktion oder eine große Anpassung an die Anpassung, können wir Ihre Bedürfnisse innerhalb von 24 Stunden mit der schnellsten Lieferung erfüllen. wählenJS -TechnologieDies bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website:www.cncprotolabs.com
FAQs
1. Can Can Sheet Metal Processing -Teile mit komplexen Strukturen?
Mithilfe von Laserschneid- und CNC-Biegertechnologie können komplexe Strukturteile hergestellt werden, und das hochpräziige Schnitt und die Fähigkeit zum Multi-Winkel-Biegemittel können mit der Schweißtechnologie kombiniert werden, um eine komplexe Geometrie von kleiner Lücke bis zu großer Größe zu erreichen.
2. wird dickere Bretter stärker sein?
Durch Erhöhen der Dicke der Platte kann die Druckfestigkeit der Platte verbessert werden, aber die Platte ist zu dick (wie> 10 mm) und erfordert aufgrund ihrer Steifheit eine spezielle Verarbeitung (z. B. heiße Formung oder hydraulische Presse), was es schwierig macht, sich zum Knacken zu biegen und zu biegen.
3.Ist Aluminiumlegierung für Gießen oder Blech geeignetHerstellung?
Beide sind akzeptabel.Das Gießen ist für komplexe interne Struktur und Massenproduktion mit geringen Kosten und Präzision geeignet.Die Blechverarbeitung eignet sich für eine hochpräziige gekrümmte Oberfläche oder eine kleine Chargenanpassung durch Laserschnitt und Biegung, um eine leichte und hohe Festigkeit zu erreichen.
4.Wie umweltfreundlich ist die Blechverarbeitung?
Die Verarbeitung von Bleche kann den Energieverbrauch und die Verschmutzung durch Abfallrecycling (über 90% Metallnutzung), Umweltschutzprozesse (wie Sprühen auf Wasserbasis, Pulvermetallurgie) und energieeffiziente Geräte 50% Energieeinsparungen aus dem Faserlaserschnitt erheblich verringern.
Ressourcen
Elektrisches Widerstandsschweißen

