

أدخل صبوالفكين في كل من فئات صب الحقن ، والتي غالبا ما يتم خلطها. ومع ذلك ، هناك اختلافات أساسية بين هاتين العمليتين من حيث مبادئ التنفيذ وحقول التطبيق.
نشير إلى إدراج صب هنا. العملية الأساسية هي إدراج أولاً ثم الإفراط في الإفراط. إنه يجد بشكل خاص ويسدد جزءًا تم إنتاجه بالفعل (يُعرف باسم إدراج) في تجويف القالب قبل ذلك. ثم ، يتم إدخال مادة البلاستيك الحراري المنصهر في القالب.
بعد تبريد البلاستيك وتوطيده ، يربط بإحكام الإدراج والأقواس حول الإدراج ، وأخيراً تتجنب لتشكيل جزء هيكلي مركب. هذه هي عملية تلتقط نقاط قوة المواد المختلفة عن طريق التشابك الميكانيكي ، وبالتالي عملية ذات قيمة فريدة.
سيقوم المحتوى أدناه بتحليل خطوات العملية ،التطبيقات العامةوالمعلمات الأساسية التي يجب أن تؤخذ في الاعتبار قبل استخدام إدراج صب بالتفصيل.
ما هو insert صب؟
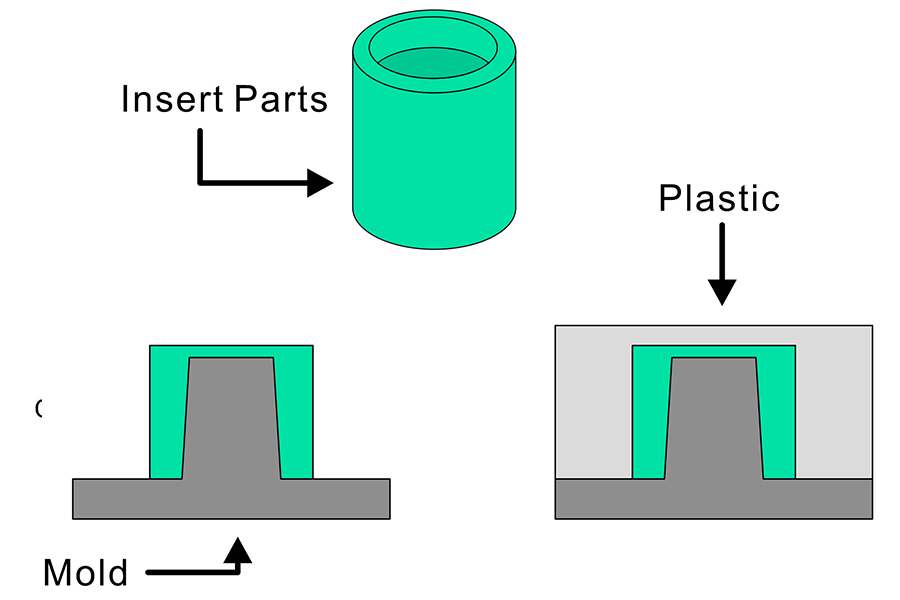
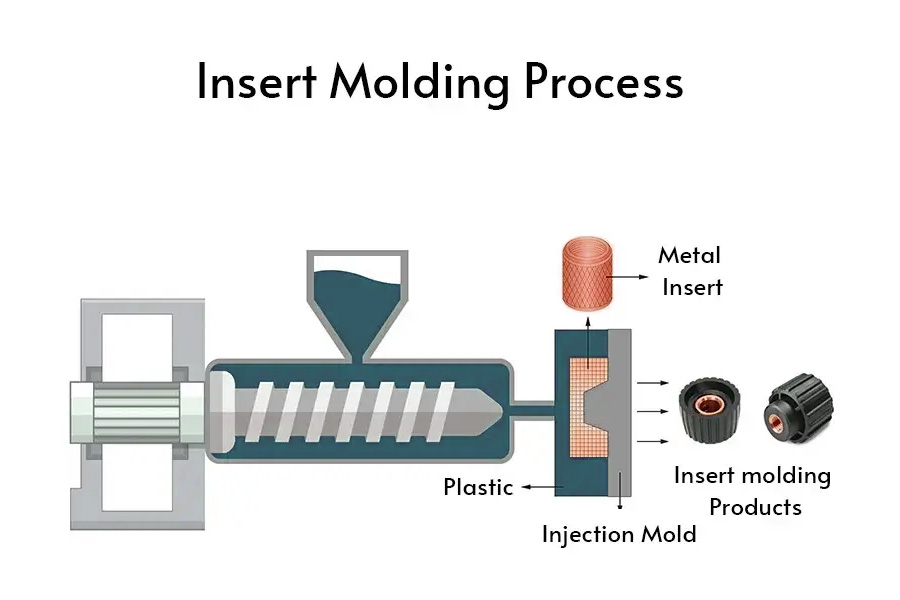
إدراج صب هو عمليةصب الحقن. تتمثل عمليةها الأساسية في وضع جزء تم تشكيله مسبقًا (نسميه إدراجًا ، وعادةً ما يكون إدراجًا معدنيًا) في القالب قبل وضع الذوبان البلاستيكي في القالب. بعد حقن البلاستيك ، يحيط بالإدراج. عندما يبرد ويصلب ، يتم دمج البلاستيك والإدراج بشكل وثيق كقطعة كاملة وتصبح جزءًا من الجزء الأخير.
يمكن أن تجمع المنتجات التي تم الحصول عليها من هذه العملية بين المتانة وقوة المعدن مع خفة البلاستيك ، وبالتالي إنشاء المنتج النهائي قوي ولكن خفيف. بالنسبة للسمة أعلاه ، إلى حد ما ، تم تطبيقه في العديد من الصناعات. من أجل البساطة ، يعد Insert Molding طريقة فعالة للغاية للاستفادة من الأجزاء المعدنية بحيث يمكن تحسين الأجزاء البلاستيكية لأدائها.
كيف تعمل عملية صب الإدراج؟
1. إعداد إدراج
قبل صب ، نحتاج إلى إعداد الإدراج لاستخدامه. يمكن أن تكون هذه الإدراج معدنية (مثل الصلب ، والألمنيوم) ، أو السيراميك ، أو حتى جزء بلاستيكي آخر ، بهدف جلب خصائصها الفريدة (مثل القوة ، الموصلية ، الشكل الخاص) إلى الجزء الأخير.
تصميم هذه الإدراج أمر بالغ الأهمية: يجب أن تكون قوية بما يكفي لتحمل الضغط ودرجة الحرارة العاليةأثناء الحقن. في الوقت نفسه ، يتعين علينا إيجاد طريقة لجعلها من البلاستيك اللاحق ، والتي يمكن القيام بها عن طريق صنع بعض القوام أو الأخاديد أو تصميمها في شكل معقد.
2. قم بتحميل الإدراج في القالب
تحدد هذه الخطوة كيفية وضع الإدراج في مكانها.
إنتاج واسع النطاقتفضل تحميل الماكينة: في هذا الوقت ، سيتم استخدام المعدات التلقائية لإدخال الإدراج بسرعة ودقة في الموضع المحدد للقالب. يحتوي الماكينة على سرعة تحميل سريعة وإخراج كبير من الأجزاء ، وهو مناسب لصنع العديد من الأجزاء. ومع ذلك ، فإن معدات الماكينة تكلف أيضًا الكثير من المال في البداية.
يتم تحميل الدفعات الصغيرة أو الإنتاج التجريبي يدويًا: إذا لم تكن الكمية كبيرة أو في مرحلة التدقيق ، فإن العمال المهرة سيضعون الملحق بعناية في القالب. تكلف هذه الطريقة أقل في المرحلة المبكرة ، لكنها بطيئة نسبيًا.
3. حقن البلاستيك في القالب
عندما يكون الإدراج في مكانه ويتم إغلاق القالب ، يتم حقن السائل البلاستيكي ذو درجة الحرارة العالية (أي المواد المرنة الحرارية) في القالب عند الضغط العالي. هذا الضغط مهم جدا. إنه يضمن أن السائل البلاستيكي يمكن أن يتدفق بالتساوي ، ولف كل ركن من أركان الإدراج ، وملء تجويف القالب بأكمله في نفس الوقت.
4. الضغط على الضغط والتبريد والتشكيل
لا يمكن فتح القالب مباشرة بعد ملء البلاستيك. من الضروري الحفاظ على ضغط معين لفترة من الزمن ، أولاً لمنع البلاستيك الذي لم يتشكل بعد من التدفق ، وثانياً لجعل البلاستيك أكثر إحكاما للتعويض عن الانكماش وتقليلهتشوه الانكماش. في الوقت نفسه ، يجب إبقاء القالب في درجة حرارة مناسبة بحيث يمكن للبلاستيك أن يبرد ويصلب بالتساوي والتصلب تمامًا.
5. افتح القالب لإخراج الجزء
بعد تبريد البلاستيك بالكامل وتصلبه وتشكيله ، يتم فتح القالب ، ويمكننا إخراج الجزء الجديد الذي تم تشكيله حديثًا مع الجمع بين الإدراج والبلاستيك.
6. تنظيف بقايا البوابة
أثناء عملية الحقن ، سيتم أيضًا ملء قناة السائل البلاستيكي للدخول والخروج من القالب (المسمى البوابة أو العداء)قطع الآلةلاستعادة الجزء إلى شكله الصحيح.
7. ما بعد المعالجة من الجزء
في بعض الأحيان ، تحتاج الأجزاء التي تم إجراؤها للتو إلى بعض الأعمال النهائية لإنجازها حقًا:
- أزل الفورس: قد تؤثر بعض الفلاش أو الأطراف الصغيرة من بعض المواد البلاستيكية على المظهر والشعور. عادةً ما يقوم JS بتنظيفهم بالأدوات اليدوية أو المعدات البسيطة.
- المعالجة الحرارية: قد يتم توليد الإجهاد الداخلي داخل الجزء أثناء القولبة ، مما سيؤثر على حياة الجزء أو حتى تشوهه. علاج التدفئة المناسب يمكن أن يرتاح المادة. يجب التحكم في درجة حرارة التدفئة بشكل جيد ، بشكل عام أعلى قليلاً من درجة الحرارة التي سيواجهها الجزء عند العمل لاحقًا ، أو أقل من درجة الحرارة التي سيبدأ فيها الجزء نفسه في التليين.
- المعالجة السطحية: يوفر JS أنواعًا مختلفة منالمعالجة السطحية. هذه الخطوة هي في الأساس جعل الأجزاء لا تبدو أفضل فحسب ، بل في بعض الأحيان أكثر متانة. من الطلاء إلى الطلاء الكهربائي ، يعتمد الاختيار النهائي للطريقة بالكامل على متطلباتك للوظيفة المحددة ومظهر المنتج النهائي. الأجزاء التي تتم معالجتها عن طريق صب البلاستيك سوف ترتب أيضًا هذه العملية وفقًا لاحتياجاتك الفعلية.
أدخل دليل تصميم القولبة النقاط الرئيسية
(1) أدخل التصميم والتوظيف
- الشكل والحجم المطابق: يجب أن يتطابق الإدراج مع شكل الجزء البلاستيكي ، ويجب أن يكون هناك مساحة كافية من حوله لتدفق البلاستيك ولفه تمامًا ، بحيث يمكن أن تلتصق بحزم.
- المعالجة السطحية: من الأفضل أن يكون سطح الإدراج خشنًا قليلاً ، بحيث يمكن للبلاستيك الاستيلاء عليها بسهولة أكبر واللصق بشكل أكثر راسخة. قد يسبب السطح الأملس المفرط سفك.
- تحديد المواقع والتثبيت الدقيق: يجب وضع الإدراج في الوضع الصحيح في القالب لتجنب النزوح بسبب ضغط الحقن. يمكن إصلاحه بحزم مع هياكل مثل دبابيس وضعية المواقع.
- التحكم في تحمل الأبعاد: يجب أن يضمن حجم الإدراج صارمًاالتسامح الأبعاد. إن التسامح الكبير جدًا سيؤدي إلى صعوبات في التجميع النهائية أو تشوه جزئي.
- تعزيز إدراج المعادن: إذا كان الإدراج معدنًا (مثل الصلب ، والألمنيوم ، والنحاس ، والفولاذ المقاوم للصدأ) ، يمكنك التفكير في علاج أو طلاء Surfaceso بحيث يمكن أن يلتزم بشكل أكثر إحكامًا بالبلاستيك ، مما يزيد من القوة الكلية للجزء.
(2) يجب أن تكون مطابقة المواد مناسبة
1. البلاستيك وإدراج مطابقة:
عند اختيار البلاستيك ، تأكد من أنه متوافق مع مادة الإدراج التي تستخدمها. خلاف ذلك ، لن يتم التمسك بشكل جيد ، أو سيتم تشويه الجزء بسهولة أو تشوهه بسبب درجات مختلفة من التمدد الحراري والانكماش.
2. معامل التمدد الحراري (CTE) مطابقة:
الفرق في التوسع والانكماش بين الإدراج والبلاستيك أثناء التدفئة أو التبريد هو العامل الأساسي الذي يؤثر على جودة الترابط ،أجزاء بلاستيكيةالتشوه والموثوقية طويلة الأجل. وفقًا لخصائص مواد إدراج مختلفة ، يركز التصميم على جوانب مختلفة:
| نوع المواد المدمجة | خصائص معامل التمدد الحراري (CTE) | التأثير الرئيسي على الأجزاء البلاستيكية | استراتيجيات التصميم الرئيسية |
| إدراج الصلب | منخفض (10-13 × 10 ⁻⁶/° C) |
الحد من انكماش البلاستيك المحيط أثناء التبريد.
|
اختر بلاستيك منخفض الانكماش. تصميم بعناية توزيع سمك الغلاف البلاستيكي. |
| إدراج الألومنيوم | أعلى (20-24 × 10 ⁻⁶/° C) | بعد التبريد ، يكون الانكماش غير متساوٍ بشكل كبير. |
تصميم حذر للغاية لمنطقة انتقال سماكة الجدار ، مع قضبان التعزيز المضافة محليا.
|
| سبيكة النحاس إدراج | مرتفعة بشكل معتدل (~ 17 × 10 ⁻⁶/° C) | الموصلية الحرارية العالية تؤثر على معدل التبريد المحلي. | انتبه إلى تصميم سماكة الجدار الإجمالي وإيلاء اهتمام خاص لترتيب قنوات مياه التبريد حول الأجزاء المدمجة. |
|
إدراج الفولاذ المقاوم للصدأ
|
منخفض (على غرار الصلب ، 10-18 × 10 ⁻⁶/° C) | على غرار تأثير إدراج الصلب. | مبادئ التصميم هي نفس إدراج الصلب. لمتطلبات قوة الترابط العالية ، يوصى بإضافة هياكل قفل ميكانيكية. |
3. مادة شفرة البوابة:
يحتاج النصل المستخدمة لقطع قناة أو بوابة التدفق البلاستيكي في القالب (وتسمى أيضًا شفرة البوابة) ، ويحتاج اختيارها (الفولاذ الشائع ، والألمنيوم ، والنحاس ، والفولاذ المقاوم للصدأ) إلى النظر بشكل شامل في المتطلبات الرئيسية للمكون:
- صلابة/ارتداء المقاومة: القدرة على تحمل التآكل البلاستيكي وارتداءه.
- الموصلية الحرارية: يؤثر على التحكم في درجة حرارة المنطقة المحلية.
- الكفاءة الاقتصادية: التوازن بين التكلفة وعمر الخدمة.
عادةً ما يتم استخدام الصلب العالي الصلب (مثل كربيد الأسمنت ، والفولاذ عالي السرعة) في المناطق التي تتطلب مقاومة عالية التآكل.
(3) مفتاح تصميم العفن
- تصميم البوابة والموقع: موقع ونوع البوابة مهمان للغاية. اختر مكانًا وطريقة جيدة (مثل الإدخال الجانبي أو إدخال النفق أو عداء الساخن) بحيث يمكن أن يتدفق البلاستيك بالتساوي حول الإدراج لالتفافه. وبهذه الطريقة ، يتم التأكيد على الأجزاء بالتساوي وأقوى.
- تصميم العادم: عندما يندفع البلاستيك إلى القالب ، فإنه يضغط على الهواء في الداخل ، ويجب أن يكون للقالب مكان لهذه الغازات لتفريغها بشكل فعال. العادم غير الكافي سوف يتسبب في حرق الأجزاء البلاستيكية وعدم كفاية ملء. يجب ضبط أخاديد العادم المناسبة (عادة ما يكون 0.01-0.03 مم) في الفجوة بين الإدراج.
- نظام التبريد: يبرد القالب بسرعة وكفاءة الإنتاج عالية. كيفية ترتيب أنابيب التبريد أمر بالغ الأهمية ، خاصة حول الإدراج ، يجب التحكم في درجة الحرارة بالتساوي.
- مريح لإخراج: يجب أن يجعل تصميم القالب من السهل على الناس وضع الإدراج فيهم ووضعهم ، ثم إخراج الأجزاء بسلاسة بعد التشكيل. يجب تصميم آلية طرد خاصة.
- قوة العفن: لا يمكن أن يكون جدار القالب رقيقًا جدًا ، ويجب أن يكون قادرًا على تحمل الضغط العالي والتأثير أثناء صب الحقن. لضمان عدم تشوه القالب ، يمكن أن يكون الإنتاج أكثر استقرارًا.
(4) نصائح لسهولة demoulding:
سوف تتقلص البلاستيك بعد التبريد ، وقد تتعثر الأجزاء في القالب ولا يمكن أن تخرج. على السطح العمودي للجزء ، قم بتصميم منحدر صغير (عادةً ما ≥1 ° ، الحد الأدنى الذي لا يقل عن 0.5 درجة) ، بحيث يكون demoulding أسهل بكثير. هذا المنحدر هو مسودة الزاوية ، والتي يمكن أن تقلل من تلف جزئي وجعل الإنتاج أكثر سلاسة.
أدخل صب VS Overfolding: ما هي الاختلافات؟
في مجال صب الحقن ،مفرطغالبًا ما يتم ذكر VS Insert Molding ، ولكن هناك اختلافات واضحة في مبادئ العملية وأغراضها:
1.
تنقسم هذه العملية إلى خطوتين:
- صب الركيزة: الخطوة الأولى هي استخدام طرق صب الحقن العادية لتصنيع الأجزاء البلاستيكية الأساسية (الركيزة).
- صب ثانوي: تعامل مع هذا الجزء البلاستيكي النهائي كعنصر إدراج ، ضعه في قالب آخر ، وحقن مادة أخرى في سطح الركيزة من خلال صب الحقن الثاني وتوطيده.
الهدف الأساسي هو إضافة طبقة من المواد المحددة إلى الركيزة الأصلية. عادة ما تستخدم هذه الطبقة من المواد:
- تحسين لمسة وقبضة المنتج.
- توفير وسادة لحماية الأجزاء من الداخل من المطبات أو الاهتزازات أو الرطوبة.
- إدراج حقن صب (إدراج صب): يتم الانتهاء من تغليف المواد في حقنة واحدة.
عند إدراج حقن صب ، ضع أولاً جزءًا جاهزًا في وضع معين في القالب. أغلق القالب وحقن البلاستيك السائل مباشرة فيه. بعديبرد البلاستيك، الجزء الجاهز مصنوع بحزم بداخله ، ويتم ذلك دفعة واحدة. عندما يتم إخراج الجزء من القالب ، تم الجمع بين الجزأين في كلي.
فوائد القيام بذلك حقيقية للغاية:
| ميزة فئة | شرح محدد |
| تحسين كفاءة الإنتاج | لا حاجة لإنتاج وتجميع في مرحلتين ، زيادة سرعة الإنتاج بشكل كبير. |
| تبسيط المواد متعددة الوظائف | الجمع مباشرة بين المواد المختلفة (مثل المعادن والبلاستيك) في مكون معقد هيكليا في عملية واحدة. |
| تحسين المكونات | عادة ما يكون للأجزاء المنتجة أبعاد أكثر إحكاما ووزن أخف وزنا. |
| الجمع بين مزايا المواد | دمج القوة الميكانيكية للإدراج المعدني مع مرونة الخفيفة والتصميم للبلاستيك. |
ما هي المعدات اللازمة لإدراج حقن صب؟
1. آلة صب الدعوة:المضيف الأساسي مسؤول عن ذوبان الجزيئات البلاستيكية وحقنها في القالب تحت الضغط العالي.
2. العفن الخاص:الأداة الرئيسية ، التي يجب تصميمها الداخلي مع أجهزة تحديد موقع إدراج دقيقة (مثل الفتحات ، دبابيس) للتأكد من أن الأجزاء المعدنية المدرجة ، والأجزاء الإلكترونية وغيرها من الإدراج لا تتحرك أثناء صب الحقن.
3. معدات المعالجة الإدارية:
- وضع المعدات: اختر وضعًا يدويًا ، أو استيعاب الروبوت التلقائي والوضع ، أو تغذية حزام النقل وفقًا للإنتاج.
- معدات التسخين المسبق: مثل الأفران أو لوحات التدفئة ، وتستخدم لتسخين بعض الإدراج قبل صب الحقن لتحسين تأثير الترابط.
4. معدات uaxiliary:
- مجفف البلاستيك: الجزيئات البلاستيكية الجافة لمنع الرطوبة من التسبب في عيوب المنتج.
- وحدة التحكم في درجة حرارة القالب: تحكم بدقة في درجة حرارة القالب لضمان جودة المنتج وكفاءته.
- نظام العداء الساخن: أنابيب التدفئة في القالب لتحسينتدفق البلاستيكوتقليل النفايات.
- معدات الالتقاط: مثل الروبوتات ، قم بإخراج المنتجات النهائية تلقائيًا لضمان السلامة والكفاءة.
تتمثل مجموعة كاملة من حلول صب الإدراج في جعل آلة صب الحقن ، والقوالب الخاصة ذات المواقع الدقيقة ، ومعدات معالجة الإدراج ، والمعدات المساعدة اللازمة مثل المجففات ووحدات تحكم درجة حرارة العفن تعمل معًا. بهذه الطريقة فقط يمكن إنتاج المنتجات ذات مجموعة قوية من البلاستيك والإدراج بكفاءة وثابتة.
لماذا تستخدم تقنية صب إدراج؟
يتم استخدام تقنية Insert Molding بشكل أساسي عندما تحتاج بعض الأجزاء الصغيرة من المعدن أو المواد الأخرى إلى تضمينها في أجزاء بلاستيكية. عندما تجد أن البلاستيك النقي غير مؤهل للاتصال أو التوصيل أو بعض الأماكن تحتاج إلى تعزيز خاص ، فهذا اختيار جيد.
- الاستخدام الأكثر شيوعًا هو إنشاء نقاط اتصال قوية ودائمة. نستخدم البلاستيك لصنع ثقوب لولبية وما شابه ذلك ، والتي قد لا تكون موثوقة إذا كانت البراغي مشدودة بشكل متكرر أو تخضع لقوى كبيرة. إدراج صبه أولاً يضع الجوز المعدني أو الأكمام الملولبة ، ثم يلفها بالبلاستيك ، بحيث يكون ثقب المسمار متينًا بشكل خاص.
- والثاني هو تضمين الأجزاء الوظيفية الصغيرة. على سبيل المثال ، يجب أن تكون نقطة معينة في الجزء البلاستيكي موصلًا أو موصوفًا للحرارة. في هذا الوقت ، ضع العمود الموصل المعدني أو بالوعة حرارة في القالب ، وسيقوم البلاستيك بلفه ويثبطه أثناء صب الحقن ، وهو أكثر موثوقية من الترابط الغراء لاحقًا.
- والثالث هو تعزيز الأجزاء الرئيسية من الأجزاء البلاستيكية. بالنسبة للأماكن التي تعاني من الضغط العالي ، مثل الأماكن التي يتم فيها الضغط على المحامل ، والمفصلات التي تكون نشطة غالبًا ، والنقاط التي تحتاج فيها القشرة إلى إصلاح ، ودفنأجزاء معدنيةمقدماً ثم التغليف البلاستيكي يمكن أن يعزز بشكل كبير من قوة هذا الموقف ، وليس من السهل كسر الأجزاء أو تشوه بعد فترة طويلة من الاستخدام.
ما هي الصناعات التي ستستخدم في كثير من الأحيان إدراج صب؟
1. الأجزاء التوت:
تستخدم في الموصلات ، وقذائف المستشعر ، وأجزاء لوحة الأدوات. الميزة هي أن الأجزاء أكثر دواما ، يتم حذف خطوات التجميع ، والتصميم أكثر إحكاما.
2. إلكترونيات وضروريات يومية:
مثل المقابس الكهربائية وحالات الهاتف المحمول وأزرار التحكم عن بُعد. يمكنه دمج الأجزاء الصغيرة بدقة ، وتحقيق تصميمات أنيقة ومدمجة ، وتعزيز وظائف المنتج.
أدوات 3. المتوسطة:
من الأنابيب ، أجزاء معدات التمريض ، أدوات الأسنان ، إلى الأطراف الاصطناعية ،الأدوات الجراحيةوقذائف المعدات الطبية. إنه يضمن إنتاج الأجهزة الطبية العالية والموثوقة.
4. أجزاء Aerospace:
تستخدم في مقاعد الطائرات ، وأقفال الأمتعة ، والمقابض ، وأزرار التحكم ، والأجزاء الداخلية ، وما إلى ذلك. الميزة هي أن الأجزاء أخف وزنا وأقوى وأكثر متانة ، في حين تقصير وقت الإنتاج والتجميع.
5. الحقول الأخرى:
تنطبق هذه التكنولوجيا أيضًا على الصناعات الأخرى التي تتطلب أجزاء مركبة قوية. على سبيل المثال ، RV Insert صب أو مناسبات مختلفة حيث تحتاج المواد الصلبة مثل المعادن والسيراميك إلى ملفوف بحزم في البلاستيك لصنع أجزاء متكاملة قوية.
ملخص
إدراج صب عملي للغايةطريقة صب الحقن. يمكن أن يجمع بذكاء الخصائص القوية أو الحرارية أو الكهربائية للمواد مع الضوء وسهل المعالجة والخصائص الرخيصة للبلاستيك. الأجزاء المصممة بهذه الطريقة أسهل في التثبيت ، ليس فقط أقوى وأكثر متانة بشكل عام ، ولكن في كثير من الأحيان توفر التكاليف.
سواء كنت بحاجة إلى صنع ثقوب لولبية قوية على الأجزاء البلاستيكية ، أو إضافة أحواض الحرارة ، أو جهات الاتصال الكهربائية ، أو الجمع بين شعور المواد المختلفة ، فإن صب القولبة يستحق النظر بعناية. يمكن أن تساعدك على تبسيط الهيكل وتحسين الأداء. إذا كنت ترغب في استخدام هذه التكنولوجيا بشكل جيد ، فإن التصميم المحدد هو المفتاح ، وهو بالضبط خبرة لديناشركة JSكإدراج Insert Labouling Solutions Inc.welcome لتوصيل احتياجاتك في أي وقت.

تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط.سلسلة JSلا توجد تمثيل أو ضمانات صريحة أو ضمنية ، فيما يتعلق بدقة المعلومات أو اكتمالها أو صحة المعلومات. لا ينبغي استنتاج أن مورد أو الشركة المصنعة من طرف ثالث سيوفر معلمات الأداء ، التحمل الهندسي ، خصائص التصميم المحددة ، جودة المواد ونوعها أو صنعة من خلال شبكة Longsheng. إنها مسؤولية المشتريتتطلب اقتباس قطع الغيارتحديد متطلبات محددة لهذه الأقسام.يرجى الاتصال بنا لمزيد من المعلومات.
فريق JS
JS هي شركة رائدة في الصناعةالتركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل ، ونركز على الدقة العاليةتصنيع CNCوصفيحة تصنيع المعادنوطباعة ثلاثية الأبعادوصب الحقنوختم المعادن ،وغيرها من خدمات التصنيع الشاملة.
تم تجهيز مصنعنا بأكثر من 100 مراكز للآلات ذات 5 محاور ، ISO 9001: 2015 معتمدة. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة في جميع أنحاء العالم. سواء كان إنتاج حجم صغير أو تخصيص واسع النطاق ، يمكننا تلبية احتياجاتك بأسرع تسليم في غضون 24 ساعة. يختارتقنية JSوهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد ، تفضل بزيارة موقعنا على الويب:www.cncprotolabs.com
الأسئلة الشائعة
1. كيف يعمل إدراج صب؟
أجزاء معدنية أو بلاستيكية مسبقة في القالب ، وحقن البلاستيك المنصهر لالتفاف الإدراج ، وبعد التبريد ، يتم ترسيخ الإدراج والبلاستيك كواحد ، وتحقيق التعزيز الهيكلي والتكامل الوظيفي.
2. هل يلحق صبه أغلى من التجميع الثانوي؟
عادةً ما تكون صب القولبة أرخص في الإنتاج الضخم لأن عملية صبها من خطوة واحدة تلغي العمالة والمعدات وتكاليف الوقت للتجميع الثانوي ، مع تحسين الاستقرار الهيكلي والعائد.
3. هل جميع المواد البلاستيكية مناسبة لإدراج صب؟
ليس كل المواد البلاستيكية مناسبة. يجب اختيار البلاستيك مع درجة حرارة تشوه الحرارة العالية ، والانكماش الذي يتوافق مع الإدراج ، والربط القوي (مثل ABS ، PC ، NYLON) لتجنب التكسير أو التعارض بسبب الإجهاد الحراري.
4. هل يمكن إعادة تدوير الأجزاء المصبوب؟
من الصعب إعادة تدوير الأجزاء المقولبة إدراج لأن المعادن/البلاستيك تحتاج إلى فصل. تكلفة الفصل مرتفعة والعملية معقدة. عادة ما يتم التعامل معها على أنها نفايات صناعية ، ولكن قد يتم سحق الجزء البلاستيكي النقي وإعادة استخدامه.
الموارد

