<正文>
| 加工指示器 |
三轴数控铣削 |
5轴数控铣削 |
改进 |
| 夹具数量(复杂肋) |
5 |
1 |
80% |
| 加工周期时间(单件) |
12 小时 |
4 小时 |
67% |
| 定位精度 |
±0.1mm |
±0.025mm |
75% |
| 表面粗糙度Ra |
1.6μm |
0.4μm |
75% |
| 材质利用率 |
30% |
65% |
117% |
航空航天数控铣削如何确保零件满足严格的飞行安全标准?
航空航天数控铣削的主要思想是通过端到端控制可以确保成型零件的飞行安全标准。
全链条可追溯的质量控制体系
- 原材料认证:采用符合AMS标准的航空铝材。每批次均标有熔炼编号和材料证书。
- 过程监控:在线SPC统计过程控制,实时监控尺寸偏差和参数调整。
- 成品检验:使用坐标测量机进行全尺寸检验,生成报告以确保零件符合图纸要求。
有针对性的后处理和无损检测
- 后处理:根据要求,进行喷丸、硬质阳极氧化等处理,以提高疲劳寿命和耐腐蚀性。
- 无损检测:采用FPI、UT等技术检测零件内部微观裂纹,彻底排除隐藏缺陷。
模拟驱动的流程验证
加工前使用CAM软件模拟切削力和变形,预测问题,调整工艺参数,避免加工应力导致零件变形超出公差。
<块引用>
想要确保您的零件通过航空航天安全认证?立即联系 JS Precision,获取完整的航空数控铣削质量控制清单,以降低认证风险。
 图 2:使用精密测量工具检查圆柱形金属航空航天部件的特写视图,以进行质量控制。
图 2:使用精密测量工具检查圆柱形金属航空航天部件的特写视图,以进行质量控制。
数控铣削飞机零件从设计到交付的完整流程是怎样的?
数控铣削飞机零件的整个流程正在标准化。比如翼肋,具体的流程是:
设计协作和流程规划
JS Precision 工程师与客户一起进行DFM/A 设计审查,帮助他们优化零件特性,从而提高零件的可制造性和可靠性。
精密加工和表面处理
- 粗加工:材料被高速去除,从而可以在较小的区域上进行精加工。
- 半精加工:释放应力,以免以后变形。
- 精加工:按照测量和表面光洁度要求完成工作。
- 后处理:步骤包括按照航空航天规格进行去毛刺、抛光和阳极氧化处理。
最终验证和合规性包装
- 全尺寸检验:激光扫描比较用于生成首件检验报告。
- 包装及运输:特殊防潮、防静电包装,确保产品在运输过程中不损坏。
<块引用>
想要了解零件从设计到交付的详细流程吗?告诉JS Precision您的项目需求,即可获得免费定制的数控铣削飞机零件工艺方案。
您何时应该考虑为您的航空航天项目定制铝加工?
当常规产品无法满足要求时,定制铝加工是最好的选择。铝数控铣削服务的定制潜力可以帮助航空航天项目克服独特的挑战。
非标设计与集成问题解决
对于非标准设计,例如新型无人机的一体式翼肋和不规则形状的连接器,定制铝加工能够灵活调整工艺,实现一体成型,从而降低装配需求,提高可靠性。
特殊材料和性能组合的要求
对于2xxx系列铝合金等特殊材料,定制铝加工可以修改切削参数和刀具,以满足高强度、耐热等要求,从而实现解决传统加工的适配问题。
快速原型设计和迭代支持
JS Precision保证在收到数据后不迟于10个工作日交付工作样机,从而帮助客户进行研发验证,大幅缩短产品上市周期。
如何为您的铝数控铣削服务选择可靠的合作伙伴?
选择可靠的铝数控铣削服务提供商不是一朝一夕的事。需要从核心能力、资质、服务三个维度对潜在供应商进行全面评估。
核心能力评估清单
- 设备能力:服务提供商是否能够操作高速 5 轴铣削中心?机器的行程是否足以适应零件尺寸?
- 工艺能力:公司是否有航空铝加工参数记录?它具有机器测量功能吗?
- 质量能力:公司是否拥有先进的检测设备,例如三坐标测量机(CMM)和平面加工检测仪(FPI)?
认证和质量文化
想要成为航空航天供应商,必须拥有AS9100D认证,而NADCAP特殊工艺认证则表明技术标准更高。然而,解决供应商自始至终的质量控制意识也同样重要。
工程支持和供应链弹性
调查供应商的工程团队拥有多少航空航天项目经验以及流程优化技能,然后再检查供应链稳定性,以确保可靠的长期交付。
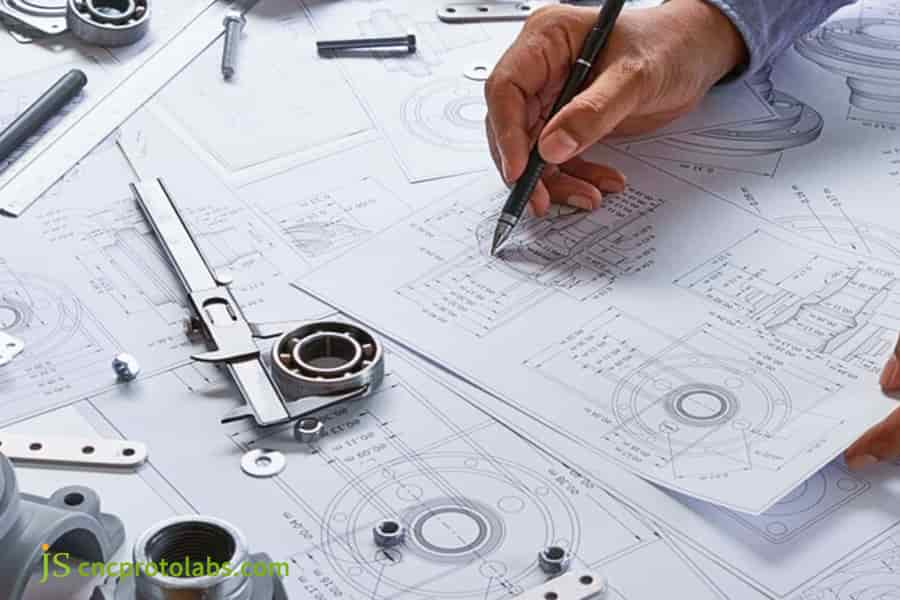 图 3:手审查机械图纸,周围环绕着设计蓝图和实际硬件零件,强调详细设计和规格。
图 3:手审查机械图纸,周围环绕着设计蓝图和实际硬件零件,强调详细设计和规格。
案例:某电动垂直起降厂商减重15%,机翼主梁五轴加工取得突破
挑战
由于电动垂直起降(eVTOL)飞机翼梁(材料7075、T7351)复杂的多腔内部结构,制造商面临着极其复杂的设计。
机翼翼梁肋骨的形状和结构存在各种制造限制,传统 3 轴加工方法无法满足这些限制。此外,该部件的原始设计重量比目标重量高出了 12%。与此同时,客户需要的周转时间少于 45 天,是行业标准的两倍多。
JS精密解决方案
<强>1。协同设计和仿真优化:
JS Precision 与客户工程师携手合作,通过 DFM 对内部筋布局进行了优化设计,这也有助于识别非承重区域以进行材料去除。此外,通过切削仿真软件预测加工变形并进行尺寸预补偿。
<强>2。五轴精密加工策略:
采用德国DMG MORI 5轴高速铣床和定制成形刀具,实施“分层分区”切削策略,在一次装夹中完成所有表面和型腔加工。该策略有助于避免由于多重定位而累积错误。
<强>3。集成后处理:
加工后直接进行数控喷丸工艺,提高部件的疲劳寿命,然后按照MIL-A-8625标准进行精密阳极氧化处理。
结果
机翼主稀疏部件实现了一次合格率100%,减重15.2%,静载试验强度超过设计要求10%。交付周期比原计划缩短25%,协助客户顺利推进eVTOL飞行测试项目。
<块引用>
该案例充分展现了五轴数控铣削的技术优势。想在您的航空航天项目中实现类似的突破吗? 立即联系JS Precision,提交您的零部件需求,并获得定制的加工解决方案。
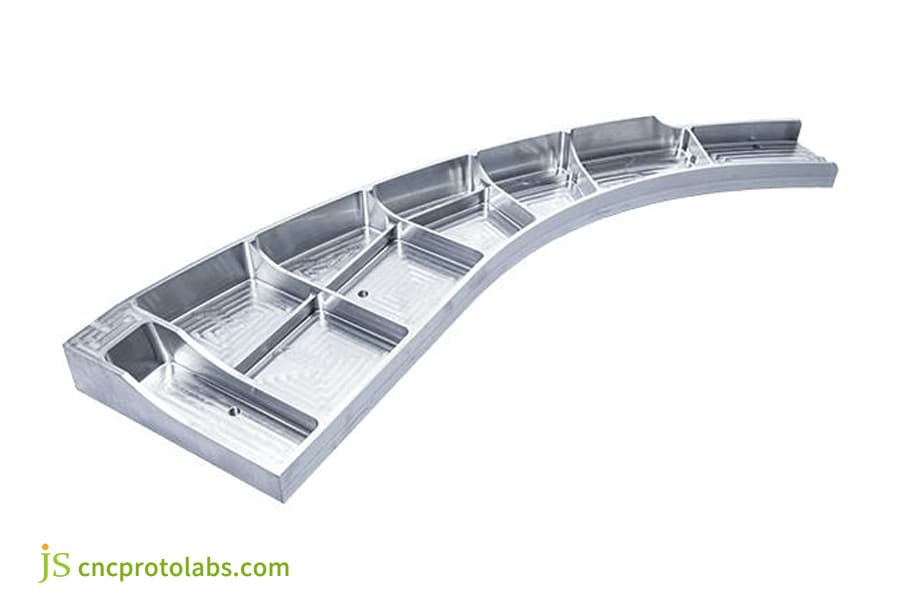 图 4:结构复杂的光滑加工的弧形铝制部件,体现了航空航天领域的先进加工应用程序。
图 4:结构复杂的光滑加工的弧形铝制部件,体现了航空航天领域的先进加工应用程序。
常见问题解答
问题1:航空航天领域最常用的铝合金牌号有哪些?
最常见的是7075(一种高强度合金,可用于承载部件)、6061(一种通用合金,适用于非承载部件)和2024(这种合金疲劳强度高,因此可用于翼肋)。对于每种合金,正确的应用取决于零件的应力条件。
问题2:铝制零件的加工通常可以达到什么精度?
对于航空航天结构件,轮廓偏差通常可稳定控制在±0.05mm以内,临界孔径和孔位偏差可达±0.025mm,满足航空航天装配的严格要求。
Q3:航空航天零件需要特殊认证(例如AS9100)的原因是什么?
AS9100体系要求从设计到交付的全过程进行可追溯、风险管理和持续改进,是航空航天供应链安全和质量的基本准入要求。
Q4:如何保证机加工铝件的耐腐蚀性能?
主要是通过表面处理工艺,例如硬质阳极氧化,在铝表面形成一层又厚又硬的氧化膜,使零件的耐磨性和耐腐蚀性大大提高,适合航空航天环境。
Q5:提供图纸后通常需要多长时间才能拿到样品?
对于典型的翼肋零件,根据零件的复杂程度,专业的铝材数控铣削服务公司可以在2-4周内准备好第一个功能原型,从而加快研发过程。
问题6:你们可以制造什么尺寸的航空铝部件?
JS Precision的五轴加工中心最大移动距离可达1200 x 800 x 600 mm,可满足大多数翼肋、横梁等部件的尺寸加工要求。
Q7:小批量和大批量生产的价格相差很大吗?
差异相当大,因为在小批量生产中,治具、编程等一次性成本无法分散,从而导致单价较高,但专业供应商仍然可以通过流程优化,有效缩小这一价格差距。
问题8:你们能提供加工过程的实时更新吗?
是的,JS Precision会定期通过数字化管理平台向客户发送检验结果、加工照片或重要流程的视频,从而使项目进度透明可控。
摘要
在航空航天工业中,铝数控铣削服务已不仅仅是制造步骤之一。相反,它现在是创新设计和飞行安全的关键因素。
通过五轴数控铣削,提供精密成型/加工能力,而航空航天数控铣削提供端到端的质量控制,确保飞机的每个部件(例如翼肋和横梁)不仅支持性能,而且支持安全性。
选择JS Precision这样的合作伙伴,就意味着选择了一流的技术、可靠的质量、高效的供应链。
让我们为您的下一代飞机创新打造最强大的机翼。 将您的图纸发送给我们或让我们知道您的要求,我们将为您提供量身定制的技术可行性研究和极具竞争力的报价。


多丽丝·杰西斯
快速原型和快速制造专家
专注于数控加工、3D 打印、聚氨酯铸造、快速模具、注塑成型、金属铸造、钣金和挤压。


 图 1:拼贴画显示了飞机起落架、正在切割铝的 CNC 工具以及一堆成品、复杂形状的铝制航空航天零件。
图 1:拼贴画显示了飞机起落架、正在切割铝的 CNC 工具以及一堆成品、复杂形状的铝制航空航天零件。