

Токарная обработка на станках с ЧПУ (также известная как обработка с числовым программным управлением) — одна из наиболее распространенных технологий в обработке на станках с ЧПУ. Проще говоря, это метод обработки с вычитанием материала, при котором металлический или пластиковый стержень зажимается на станке и вращается с высокой скоростью. Затем инструмент постепенно обрабатывает материал в соответствии с предварительно написанной программой токарной обработки на станке с ЧПУ , и, наконец, обрабатывается желаемая форма и размер.
Возможно, вас интересует: в чем разница между токарным станком и обрабатывающим центром, как работает эта технология и чем она отличается от фрезерования на станках с ЧПУ.
Давайте вместе всесторонне разберемся и поможем вам определить, подходят ли услуги токарной обработки на станках с ЧПУ для ваших потребностей.
Рисунок 1: Крупный план обработки на токарном станке с ЧПУ. Режущие инструменты из твердых сплавов выполняют прецизионную токарную обработку вращающихся заготовок, образуя металлическую стружку.
Краткое изложение основных ответов
| Основные темы | Краткое содержание | Основные ценности JS Precision |
| Техническое определение | Токарная обработка на станках с ЧПУ — это высокоточный производственный процесс, использующий вращение заготовки и линейное перемещение инструмента для резки, специализирующийся на обработке вращающихся деталей, таких как валы, втулки и резьба . | Высочайшая точность: благодаря использованию передового оборудования и технологий достигается чрезвычайно высокая точность обработки ±0,005 мм, что соответствует строгим требованиям таких областей, как медицина и аэрокосмическая промышленность. |
| Технологический процесс | Охватывая всю цепочку от проектирования в САПР, программирования в CAM, моделирования траекторий до автоматизированной обработки и высокоточного контроля, мы обеспечиваем контролируемое качество от чертежа до готового изделия. | Повышенная эффективность: интегрированная интеллектуальная система формирования коммерческих предложений генерирует предложения в течение 30 секунд, поддерживая быстрое прототипирование и мелкосерийное производство, что способствует быстрой итерации разработки продукта. |
| Отличие от фрезерования | Принципиальное различие заключается в способе движения: при токарной обработке происходит вращение заготовки, при фрезерной — вращение инструмента. Токарная обработка подходит для вращающихся тел, а фрезерная — для сложных криволинейных поверхностей и плоскостей. | Комплексные решения: Будучи производителем, предоставляющим полный спектр услуг, мы предлагаем как токарную, так и фрезерную обработку на станках с ЧПУ, рекомендуя оптимальное сочетание процессов в зависимости от характеристик детали. |
| Оборудование и выбор | Базовые токарные станки с ЧПУ подходят для обработки простых деталей, а многофункциональные токарные центры объединяют в себе функции фрезерования, сверления и нарезания резьбы, обеспечивая " однократную настройку и полную обработку " для повышения эффективности. | Мощные возможности: Обладая полным набором оборудования, от простых токарных станков до многоосевых токарных центров, компания имеет всесторонние возможности обработки, позволяющие выполнять любые задачи, от микродеталей до крупных заготовок. |
| Причины для выбора | - | Профессионализм и надежность: Обладая более чем 20-летним опытом работы в отрасли и сертификатом ISO 9001, компания поддерживает более 50 видов материалов, предоставляя высококачественные и надежные услуги по индивидуальному производству клиентам по всему миру. |
Почему стоит обратиться к этому руководству? Оно основано на тысячечасовом практическом опыте компании JS Precision в области токарной обработки на станках с ЧПУ.
Обладая более чем десятилетним опытом и более чем 10 000 часами работы над проектами серийного производства высокоточных деталей на станках с ЧПУ, компания JS Precision накопила глубокие знания в области услуг по токарной обработке на станках с ЧПУ.
Например, мы производим серийно компоненты двигателей из титанового сплава для клиентов из аэрокосмической отрасли, достигая стабильного контроля точности в пределах ±0,005 мм за счет оптимизации программы токарной обработки на станках с ЧПУ, при этом выход годной продукции с первого раза составляет более 99,5%.
Наш технический подход разработан для обеспечения строгости процесса за счет соблюдения соответствующих технических стандартов, опубликованных Американским обществом инженеров-механиков .
Данное руководство является результатом накопленного ценного опыта и призвано предоставить вам достоверную и заслуживающую доверия информацию об отрасли , которая поможет вам принимать взвешенные решения на ранних этапах реализации проекта.
Благодаря более чем десятилетнему опыту компании EEAT в области высокоточного производства, мы гарантируем вам надежную защиту. Свяжитесь с инженерами JS Precision прямо сейчас для бесплатного технического анализа и расчета стоимости на основе ваших чертежей, что позволит профессиональному опыту повысить ценность вашего проекта.
Что такое токарная обработка на станках с ЧПУ?
Токарная обработка на станках с ЧПУ — это, по сути, ручной токарный станок, существовавший две тысячи лет назад . В те времена мастера использовали педали для вращения древесины и стамески для постепенного вырезания деталей. Хотя сейчас это заменено компьютерным управлением, принцип остается тем же — закрепить материал и вращать его, а затем использовать режущий инструмент для придания ему формы.
В настоящее время существует два типа токарных станков с ЧПУ: вертикальные и горизонтальные. Заготовка не имеет определенной формы, будь то круглый стержень, квадратный материал или шестигранная сталь. Главное, чтобы патрон мог её закрепить, тогда можно обработать заготовку любой формы.
Главное отличие между самыми ранними станками с ручным приводом и самыми современными полностью автоматическими станками заключается в точности. Ручная токарная обработка обычно требует погрешности в полмиллиметра, но современные токарные станки с ЧПУ легко обеспечивают точность ±0,01 мм.
Хотя с помощью пятиосевого станка можно изготовить любую сложную деталь, для таких компонентов, как винты и подшипники, которые можно вращать по кругу, токарная обработка на станках с ЧПУ по-прежнему остается быстрым и дешевым решением.
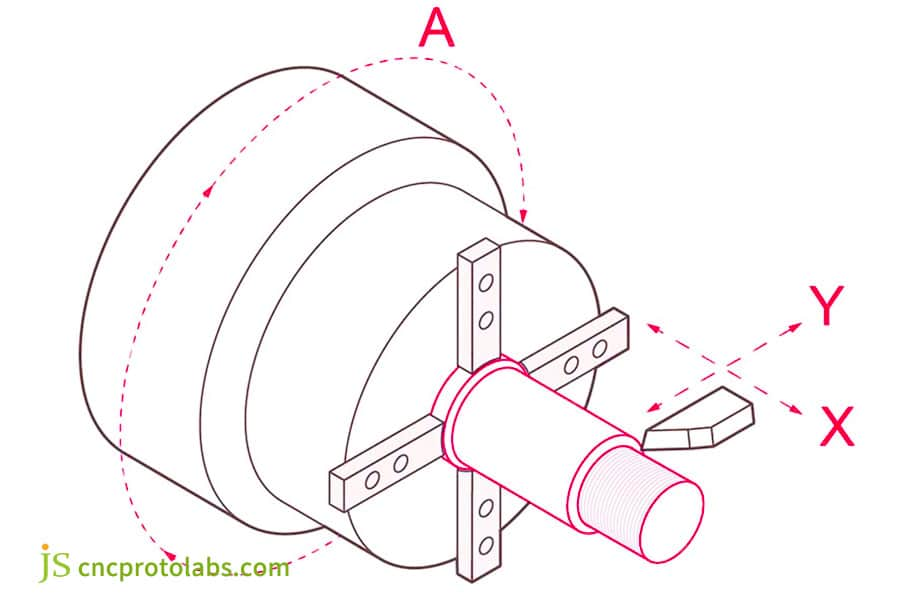
Рисунок 2: Схема перемещения центра токарного станка с ЧПУ. Заготовка вращается вокруг оси А, а инструмент перемещается вдоль осей X/Y для обеспечения синхронной обработки.
Каков процесс обработки деталей на станках с ЧПУ?
Шаг 1: Создание чертежей — проектирование деталей с помощью программного обеспечения САПР.
Сначала создайте 3D-модель детали на компьютере, используя программное обеспечение САПР (например, SolidWorks). При проектировании деталей мы обычно используем чертежи для токарной обработки на станках с ЧПУ в формате PDF. Это похоже на создание строительного чертежа перед началом строительства дома, когда тщательно записываются все размеры и углы, чтобы впоследствии к ним обращаться в процессе обработки.
Шаг 2: Преобразование формата — обеспечение возможности чтения проектных чертежей машинами.
Возьмите нарисованную от руки 3D-модель и перенесите ее в программное обеспечение CAM, например, Mastercam. Этот процесс эквивалентен переводу 3D-проекта на язык, понятный станку, указывая станку, где сначала нужно обработать деталь, а где — вторые, преобразуя точное содержимое.
Шаг 3: Планирование траектории движения инструмента — укажите станку траекторию резания.
Укажите траекторию движения инструмента в программном обеспечении CAM:
- Место, где инструмент начинает резать.
- Снижение скорости перемещения (скорости подачи).
- Скорость вращения шпинделя.
- Инструменты, подлежащие замене на разных этапах обработки.
Подобно тому, как навигационное программное обеспечение прокладывает маршруты между локациями и определяет кратчайший путь для максимальной эффективности, цель этого шага состоит в том, чтобы избежать препятствий (таких как элементы конструкции) и двигаться по кратчайшему пути для максимальной эффективности .
Шаг 4: Программирование токарного станка с ЧПУ — Напишите руководство по эксплуатации станка.
Программное обеспечение CAM преобразует траекторию движения инструмента в G-код, представляющий собой последовательность команд, состоящую из букв и цифр. Например, G01 X50 Z-10 F200 означает: инструмент перемещается прямо в положения 50 мм по оси X и -10 мм по оси Z со скоростью подачи 200 мм в минуту.
Шаг 5: Имитационное тестирование — отработка действий перед реальным боем.
Перед началом основной обработки необходимо смоделировать весь процесс на компьютере. Это позволит заранее определить, не произойдет ли столкновение инструмента с зажимным приспособлением, не будет ли слишком большой объем резания и другие проблемы, предотвращая несчастные случаи уже начавшейся обработке.
Шаг 6: Перенос программы — Вставьте инструкции в станок.
Передайте проверенный G-код на контроллер станка через USB-накопитель, локальную сеть или прямое подключение. В настоящее время большинство станков также поддерживают передачу по Wi-Fi , что так же удобно, как передача файлов с мобильного телефона.
Шаг 7: Подготовка материала и загрузка ножа — Подготовка перед запуском
- Вставьте металлический стержень в патрон с умеренным усилием зажима (слишком слабое усилие приведет к его размаху, слишком сильное – к деформации).
- Устанавливайте такие инструменты, как наружные круговые фрезы, фрезы для нарезания канавок и резьбонарезные инструменты, в порядке выполнения операций.
- Откалибруйте опорную точку инструмента (выравнивание инструмента), обычно с помощью инструмента для выравнивания инструмента с точностью до 0,001 мм.
Шаг 8: Автоматическая обработка
При открытии программы:
- Шпиндель вращается с материалом со скоростью от 500 до 3000 оборотов в минуту.
- Револьверная головка будет автоматически переключаться между различными режущими инструментами.
- Сначала наружный круговой нож вырезает общую форму, затем пазовый нож вырезает канавку, а затем резьбонарезной нож нарезает резьбу для винта.
- При распылении смазочно-охлаждающей жидкости в режиме реального времени для охлаждения, железные опилки скатываются и отваливаются, как пружины.
- Для обработки железного прутка и превращения его в прецизионный вал с нарезанием резьбы требуется всего 10 минут.
Шаг 9: Измерение размера — С завода отгружаются только товары, соответствующие установленным стандартам.
- Штангенциркуль: для измерения габаритных размеров, таких как внешний диаметр и длина.
- Резьбонарезной инструмент: Проверьте, соответствует ли расположение резьбы стандарту.
- Прибор для измерения шероховатости: определяет, насколько гладкая поверхность, как зеркало.
- Критические параметры необходимо измерять с помощью координатно-измерительной машины (КИМ), и в случае погрешности, превышающей 1/10 диаметра волоса (примерно 0,005 мм), обязательна доработка.
Как отличить токарную обработку на станках с ЧПУ от фрезерной обработки?
Токарная и фрезерная обработка на станках с ЧПУ — два наиболее распространенных процесса, и их основные различия обусловлены разницей в конструкции оборудования, перемещении инструмента и сценариях применения. Сравните по 5 ключевым параметрам:
1. Различия в структуре инструмента.
- Инструмент для токарной обработки: используйте однолезвийный инструмент (похожий на лезвие карандаша), при этом только один кончик инструмента должен соприкасаться с материалом одновременно.
- Фрезерный инструмент: используются многолезвийные инструменты (такие как сверла и концевые фрезы), имеющие несколько режущих кромок, расположенных по всей головке инструмента, которые могут участвовать в обработке одновременно.
- Пример:
На нашем заводе для токарной обработки вала из нержавеющей стали всегда используется один и тот же наконечник инструмента. При обработке корпусов мобильных телефонов на фрезерном станке четырехгранная концевая фреза может одновременно обрабатывать материал четырьмя лезвиями, что значительно повышает эффективность.
2. Сравнение конструкций оборудования
Токарные центры с ЧПУ можно рассматривать как переходное оборудование, более интеллектуальное , чем токарные станки, но все же уступающее по функциональности токарно-фрезерным центрам с ЧПУ (которые объединяют возможности пятиосевого фрезерования и поддерживают обработку сложных поверхностей):
| Сравнительные элементы | токарный станок с ЧПУ | Фрезерный станок с ЧПУ |
| Вращение шпинделя | Поверните зажатую заготовку. | Вращение приводного инструмента. |
| Количество осей обработки | Обычно двухкоординатный (по осям X/Z). | Начиная с 3 осей, модели высокого класса могут иметь 5 осей. |
| Типичная стоимость | Базовая модель стоит приблизительно от 150 000 до 300 000 долларов. | Базовая зарплата составляет приблизительно от 250 000 до 500 000 долларов США. |
3. Подходит для обработки различных форм.
- Умение работать на токарном станке: вращение симметричных деталей цилиндрической и конической формы, таких как винты, подшипниковые втулки и соединения водопроводных труб.
- Умение работать с фрезерованием: асимметричные поверхности, такие как плоские поверхности, канавки и изогнутые поверхности, например, полости пресс-форм, поверхности зубьев шестерен и корпуса электронных устройств.
4. Режим движения резки
- Процесс токарной обработки: заготовка вращается, инструмент движется по прямой линии, и процесс резки является непрерывным и бесперебойным.
- Процесс фрезерования: инструмент вращается и перемещается, заготовка фиксируется, а лезвие периодически врезается в материал и вырезает его.
- Описание процесса: При вращении заготовка вращается, как шашлык из баранины, а нож продвигается с постоянной скоростью, как при чистке яблока от кожуры. При фрезеровании инструмент вращается и движется, как электродрель, вырезая формы на материале.
5. Различия в морфологии чипов.
- Стружка, образующаяся при токарной обработке: В зависимости от материала могут образовываться сплошные длинные полосы (например, обработанный алюминий), фрагменты (например, чугун) или обломки (например, титановый сплав).
- Стружка, образующаяся при фрезеровании: всегда присутствует в виде коротких фрагментов, и из-за непрерывной резки и обработки инструментом стружка периодически разбрызгивается.
- Влияние на производственный процесс: Длинная стружка от токарной обработки склонна к запутыванию и требует своевременной очистки. Стружка от фрезерования легче удаляется с помощью стружечной конвейерной системы, но при этом образуется больше металлической пыли.
Пожалуйста, сообщите компании JS Precision приблизительную форму и материал вашей детали, и мы порекомендуем наиболее подходящий процесс токарной и фрезерной обработки на станках с ЧПУ, чтобы сэкономить ваше время на оценку.
Рисунок 3: Сравнительная схема токарной и фрезерной обработки на станках с ЧПУ. Левая концевая фреза обрабатывает неподвижную заготовку, а правый токарный инструмент обрабатывает торцевую поверхность вращающейся заготовки.
Токарный станок с ЧПУ и обрабатывающий центр с ЧПУ: в чем разница?
Токарные станки с ЧПУ и обрабатывающие центры выглядят как «близнецы» и выполняют схожую работу, но реальная разница в их возможностях весьма существенна. Проще говоря, обрабатывающий центр — это модернизированная версия токарного станка. Вот основные различия между ними с точки зрения практического использования, которые помогут вам быстро сделать выбор:
1. Функциональная область применения
Токарные станки с ЧПУ в основном используются для базовой токарной обработки, такой как токарная обработка наружных окружностей, нарезание канавок и резьбы, и подходят для обработки простых вращающихся деталей, таких как втулки валов и болты.
Исходя из функций токарной обработки, токарный центр имеет следующие характеристики: Добавлены такие возможности, как фрезерование, сверление и нарезание резьбы , что эквивалентно комбинации токарного и малофрезерного станков. Например, при обработке деталей с боковыми отверстиями или шпоночными пазами токарному станку с ЧПУ не требуется дополнительное зажимание, и все процессы могут быть выполнены за один проход, что обеспечивает более высокую точность и более высокую эффективность.
2. Существуют три основных различия в структурной конфигурации:
Токарно-режущий центр полностью закрыт, оснащен автоматическим конвейером для стружки и системой рекуперации охлаждения. Железная стружка сбрасывается непосредственно в сборный контейнер, и оператор не занимается ее перемещением. Токарный станок имеет открытую конструкцию , а железная стружка складируется рядом со станком. Его необходимо выключать и очищать лопатой каждые 1-2 часа работы.
Станина токарного станка наклонена на 30°-45°, а железная стружка автоматически выгружается в накопительный бак и может быть использована для других целей. работать непрерывно в течение 8 часов без засорения. Токарный станок имеет плоскую станину, и железная стружка забьет зазор направляющей. Несоблюдение этого правила приведет к дефектам обработки.
Токарный станок вращается со скоростью 5000-8000 об/мин (максимум 15 000 об/мин) и обрабатывает алюминиевые прутки за 1 минуту. Токарный станок вращается со скоростью 1000-3000 об/мин, чего достаточно для обработки стальных деталей, но на обработку того же алюминиевого прутка потребуется 3-5 минут.
Вкратце, токарный центр подходит для эффективного массового производства малогабаритных деталей, а универсальный токарный станок — для ремонта или обработки тяжелых деталей.
3. Точность и сложность обработки
Точность обработки на токарном станке обычно составляет ±0,01 мм, а точность обработки на токарном центре может достигать ±0,002 мм благодаря системе управления с обратной связью.
Большинство токарных станков имеют 2 оси (оси X/Z), а токарные центры стандартно оснащены 3 осями ( с добавлением вращения по оси C ). Некоторые модели поддерживают оси Y и B, обеспечивая 5-осевую обработку, и могут обрабатывать сложные конструкции, такие как эксцентриковые отверстия и криволинейные поверхности.
Программирование токарных станков в основном осуществляется вручную с помощью G-кода; токарные центры часто используют программное обеспечение CAM для автоматической генерации многопроцессных составных программ для токарной обработки на станках с ЧПУ .
4. Инвестиционные затраты и стратегия выбора.
Стоимость приобретения оборудования:
Цена токарного станка с ЧПУ начального уровня составляет примерно 150 000–500 000 юаней (что эквивалентно цене семейного автомобиля), в то время как стартовая цена базового токарного центра составляет 400 000 долларов, а высококлассная модель стоит более 1 миллиона долларов.
Расходы на эксплуатацию и техническое обслуживание:
Затраты на техническое обслуживание гидравлической системы и инструментального магазина токарного центра относительно высоки (например, разовая плата за обслуживание по позиционированию и калибровке револьверной головки составляет около 4000 долларов), но автоматизированное производство может сократить потребность в рабочей силе на 70% — работу, которая первоначально требовала 3 техников, работающих посменно, теперь может контролировать один человек.
Типичные сценарии применения:
- Оптимальные сценарии использования токарных станков: подходят для простых деталей с ежемесячным объемом производства менее 500 штук, таких как сердечники валов дверных и оконных петель и пластиковые ролики для принтеров. Эти изделия имеют простую конструкцию и ограниченную рентабельность.
- Преимущества токарных центров: серийное производство более 2000 сложных деталей в месяц, таких как металлические соединения для сердечных стентов и корпуса двигателей для дронов. На примере корпуса автомобильной турбины токарный центр может одновременно обрабатывать внутреннюю и внешнюю резьбу, охлаждающие ребра и отверстия для крепления датчиков.
Предложение JS Precision следующее:
- Для небольших бюджетов и простых технологических задач токарные станки являются более экономичным вариантом.
- Если детали изготавливаются в несколько этапов производства, имеют нестандартную форму или производятся круглосуточно, используются токарные станки с ЧПУ.
- На начальном этапе можно арендовать токарный центр для пробного производства, а после определения необходимых параметров приобрести его.
Какие виды операций выполняются на станках с ЧПУ?
1. Поворот
Это основная операция токарной обработки на станках с ЧПУ, используемая главным образом для обработки внешней поверхности деталей. Во время работы инструмент перемещается вперед и назад вдоль вращающейся заготовки, и путем регулировки глубины резания формируются различные формы.
Например, при изготовлении цилиндра инструмент будет двигаться по прямой линии (прямолинейная резка), а при изготовлении конической детали инструмент будет наклонен под углом (конусная резка). Проще говоря, это как заточка карандаша, только для резки металлических материалов используются металлические инструменты.
2. Обращение
Торцевая токарная обработка используется для обработки плоскости , перпендикулярной оси вращения заготовки, с целью обеспечения плоскостности торцевой поверхности. Инструмент подается горизонтально от внешней окружности к центру, что позволяет быстро удалять припуски на заготовку (глубина резания для черновой обработки 2-5 мм) или выполнять чистовую обработку (глубина резания для чистовой обработки 0,1-0,3 мм). Широко используется для обработки торцевых поверхностей зубчатых колес и уплотнительных поверхностей.
3. Прямой поворот
Используйте фрезы с широким лезвием для постепенного уменьшения диаметра заготовки до окончательного размера за один проход резания с максимальным шагом 3-8 мм, обычно с припуском на черновую обработку 0,2-0,5 мм . Подходит для серийного производства стандартных деталей, таких как подшипниковые кольца и заготовки втулок.
4. Коническая токарная обработка
Используется для формирования наклонных деталей , таких как детали конической формы. Изменяя угол траектории режущего инструмента или используя вспомогательные приспособления, можно формировать увеличивающийся диаметр на поверхности заготовки. Типичные области применения: конические отверстия шпинделей станков, конические хвостовики инструментов и другие детали, обрабатываемые на станках с ЧПУ, где требуется точное соответствие.
5. Нарезание резьбы
Для нарезания внутренней и наружной резьбы используются треугольные лезвия или эластичные инструментальные стержни , а скорость вращения шпинделя обычно составляет 200-800 об/мин. Погрешность шага наружной резьбы должна быть ≤0,02 мм, а для внутренней резьбы необходимо избегать вибрации. Это распространенный метод в производстве резьбы для болтов и труб.
6. Нарезание канавок
Для радиальной обработки заготовки используйте фрезу шириной 2-6 мм. Узкие канавки формируются за один проход , а широкие — партиями. Она используется для обработки обратных и уплотнительных канавок. Для специальных типов канавок (например, Т-образных пазов) требуются специальные формовочные инструменты. Скорость подачи во время резки необходимо контролировать, чтобы предотвратить образование сколов.
7. Расставание
Для отделения готового изделия от прутка используйте отрезную фрезу шириной 2-5 мм. Инструмент должен быть строго центрирован (отклонение ≤0,02 мм), а скорость подачи составляет 0,05-0,15 мм/об. На поверхности среза легко образуются заусенцы, поэтому требуется последующая зачистка.
8. Бурение
Хотя в основном используются сверлильные станки, токарные станки с ЧПУ также могут сверлить отверстия напрямую. С помощью задней бабки или револьверной головки можно сверлить отверстия в центре вращающейся заготовки . Более совершенные модели также могут обрабатывать эксцентриковые или наклонные отверстия. Например, при обработке заготовки шестерни с центральным отверстием, внешняя окружность и сверление могут быть выполнены за один раз.
9. Накатка
Для нанесения противоскользящих узоров на поверхность детали используется валик с зубцами. Этот процесс не изменяет размер детали и в основном применяется для увеличения трения при захвате или для создания декоративного эффекта. Таким образом создаются сетчатые узоры на поверхности рукояток гаечных ключей и ручек приборов, которые мы видим в повседневной жизни.
Отправьте чертежи деталей, изготовленных на станке с ЧПУ, незамедлительно, и компания JS Precision проведет бесплатный анализ технологичности производства, включая рекомендации по оптимизации процесса, чтобы помочь вам снизить затраты и повысить эффективность.
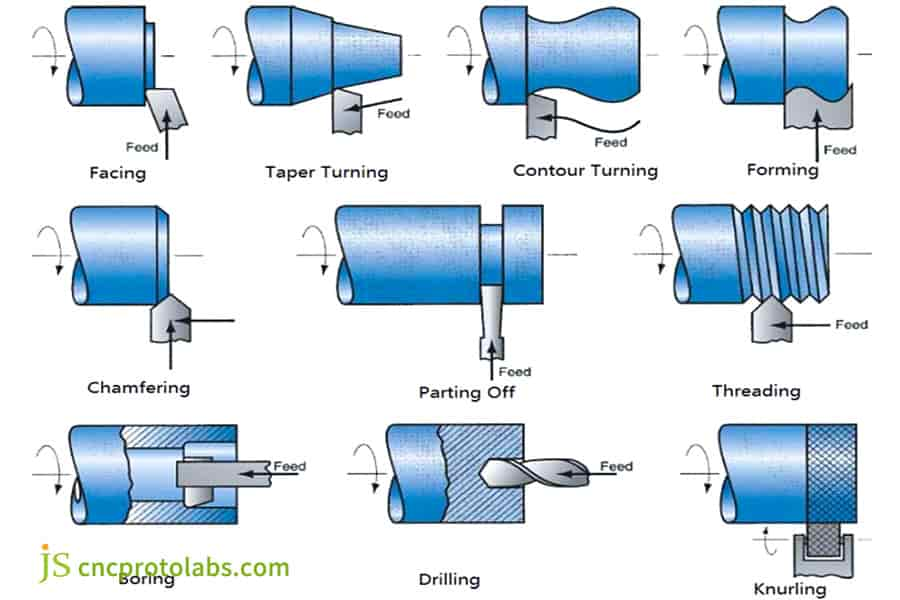
Рисунок 4: Схема процесса токарной обработки на станке с ЧПУ.
Как использовать различные типы токарных станков для токарной обработки на станках с ЧПУ?
1. Центр горизонтального поворота
- Конструктивные особенности: Полностью закрытый корпус, шпиндель расположен горизонтально, инструмент расположен над вращающейся заготовкой, оснащен автоматической системой удаления стружки .
- Основные функции: комплексная токарная, фрезерная, сверлильная обработка, вспомогательная боковая обработка с использованием электроинструментов.
- Преимущества обработки: Щепки естественным образом оседают в накопительный резервуар под действием силы тяжести, что увеличивает... Эффективность очистки на 50%. Подходит для обработки мелких и средних сложных деталей (например, корпусов гидравлических клапанов), однократное зажимание позволяет выполнять несколько процессов. Типичные параметры: скорость вращения шпинделя 3000-8000 об/мин, точность обработки ±0,005 мм.
2. Вертикальный поворотный центр
- Конструкция: патрон располагается плашмя на земле, а подача материала в револьверную головку осуществляется сбоку. Конструкция может быть перевернута (шпиндель снизу, а патрон сверху).
- Области применения: обработка крупных заготовок диаметром более 500 мм (например, подшипниковых колец ветротурбин). Детали большой грузоподъемности (весом до 10 тонн).
- Технические характеристики: Низкая скорость (обычно 200-800 об/мин) обеспечивает стабильность обработки. Инвертированная конструкция уменьшает накопление стружки, что делает станок подходящим для крупномасштабного производства алюминиевых деталей.
3. Горизонтальный токарный станок с ЧПУ
- Основные функции: стандартная токарная обработка (наружная окружность/торцевая поверхность/резьба), расточка.
- Характеристики оборудования: Открытая или полузащищенная конструкция, большое рабочее пространство. Стандартная револьверная головка на 4-8 рабочих мест, поддерживающая ручную/автоматическую смену инструмента.
- Области применения: Малое и среднее производство (ежемесячный объем производства 100-2000 единиц). Обработка втулок и валов (например, коленчатых валов двигателей и цилиндров гидравлических систем). Ценовое преимущество: модели начального уровня стоят от 150 000 до 300 000 долларов , при этом затраты на техническое обслуживание низкие.
4. Вертикальный токарный станок с ЧПУ
- Основная особенность: заготовка зажимается вертикально, а вращение шпинделя осуществляется снизу.
- Основные преимущества: сокращение занимаемой площади на 40% по сравнению с горизонтальным расположением. Подходит для коротких и толстых деталей (таких как заготовки шестерен, большие фланцы).
- Ограничения по обработке: высота заготовки обычно менее 800 мм (ограничена ходом колонны). Плохо подходит для обработки тонких валов (склонны к изгибу и деформации). Применение в промышленности: направляющие колонны для обработки пресс-форм, крупные вращающиеся детали машиностроительного оборудования.
Таблица сравнения вариантов выбора
| Тип | Подходит для деталей | Максимальный диаметр обработки | Типичный ценовой диапазон |
| Горизонтальный поворотный центр | Сложные многофункциональные компоненты малого и среднего размера. | Φ300 мм | от 800 000 до 2 миллионов |
| Вертикальный поворотный центр | Крупные/тяжелые вращающиеся детали. | Φ2000 мм | 1,5-5 миллионов |
| Горизонтальный токарный станок с ЧПУ | Традиционные компоненты вала/втулки. | Φ500 мм | от 150 000 до 500 000 |
| Вертикальный токарный станок с ЧПУ | Короткие и толстые/большие по диаметру детали. | Φ1200 мм | от 300 000 до 1 миллиона |
Позвоните на горячую линию JS Precision и сообщите нам размер вашей детали и объем партии. Мы немедленно подберем для вас наиболее подходящую модель токарного станка с ЧПУ и предоставим ценовое предложение.
Пример из практики: Как компания JS Precision решает проблему обработки прецизионных трубок для медицинских изделий.
Отрасль и целевая часть
Прецизионная канюля из нержавеющей стали производится компанией, специализирующейся на малоинвазивной хирургии и входящей в состав производителей медицинских изделий . Эта деталь представляет собой типичный вращающийся элемент с большим соотношением длины к диаметру и требует зеркальной полировки внутренней стенки.
Основные потребности клиента и первоначальные проблемы.
Существует две основные проблемы: во-первых, себестоимость единицы продукции у существующего поставщика достигает 25 долларов. Во-вторых, 6-недельный цикл поставок серьезно задерживает ход клинических испытаний новых продуктов. Им срочно нужен производственный партнер, который сможет одновременно решить проблемы стоимости, точности и скорости поставок .
Индивидуальное решение для токарной обработки от JS Precision
Наши возможности высокоточной токарной обработки позволили нам предложить решение, отвечающее следующим целям:
Процесс высокоточной токарной обработки: Используется горизонтальный токарный центр с ЧПУ, обеспечивающий сверхвысокую скорость вращения 3000-8000 об/мин и стабильность, что идеально подходит для обработки таких тонких валов, гарантируя соответствие прямолинейности и округлости обработанных деталей требуемым параметрам.
Технология обработки внутренних отверстий: прецизионно заточенные нестандартные инструменты (некоторые со специфическими параметрами резания, например, подачей F200) и подача охлаждающей жидкости под высоким давлением позволяют за одну операцию обработать внутреннюю стенку до зеркального блеска без дополнительной полировки.
Нарезание резьбы: На конце втулки нарезается прецизионная резьба, при этом нарезание резьбы осуществляется точно в соответствии с описанием, приведенным в тексте, для обеспечения надежного соединения.
Итоговые результаты и создание ценности
Результаты значительно превзошли ожидания заказчика: себестоимость единицы продукции снизилась до 17 долларов США, что составляет 35% от запланированной суммы, а сроки доставки сократились до 12 рабочих дней . Что еще более важно, процент выхода годной продукции с первого раза превысил 99,5%, что позволило продукту заказчика перейти на стадию клинических испытаний на две недели раньше запланированного срока и получить ценное окно возможностей для выхода на рынок.
Хотите добиться аналогичного прорыва в производстве медицинских компонентов? Загрузите чертежи прямо сейчас и оцените эффективность нашей услуги токарной обработки на станках с ЧПУ . На первый образец распространяются эксклюзивные скидки.

Рисунок 5: Хирургический рукав из нержавеющей стали, изготовленный на станке с ЧПУ.
Часто задаваемые вопросы
1. Какие существуют типы направлений движения при обработке на токарных станках?
Основными направлениями движения на токарных станках с ЧПУ являются ось X (радиальное) и ось Z (осевое), а в более совершенных моделях возможно расширение до оси Y (вертикальное) и оси C.
2. Каковы преимущества токарной обработки на станках с ЧПУ?
Токарная обработка на станках с ЧПУ отличается высокой точностью, высокой эффективностью и позволяет обрабатывать сложные вращающиеся детали. Она обладает широкой адаптивностью к различным материалам (металл/пластик), подходит для массового производства, отличается высокой степенью автоматизации и минимальным количеством отходов.
3. Какова функция токарного станка с ЧПУ?
Токарные станки с ЧПУ автоматически обрабатывают вращающиеся симметричные детали (такие как валы и диски) с помощью программного управления, обеспечивая высокоточную токарную обработку, нарезание пазов, резьбы и другие процессы, что подходит для массового производства металлических/пластиковых деталей.
4. Какие материалы обычно используются при токарной обработке на станках с ЧПУ?
При токарной обработке на станках с ЧПУ обычно используются такие металлические материалы, как алюминий, сталь, нержавеющая сталь, латунь, а также специальные материалы, такие как нейлон, конструкционные пластмассы PEEK, титановые сплавы и т. д., для удовлетворения различных технологических потребностей.
5. Какова степень точности токарной обработки на станках с ЧПУ?
Токарная обработка на станках с ЧПУ отличается сверхвысокой точностью, достигающей ±0,005 мм в нормальных условиях. Она особенно подходит для высокоточных валов и втулок. Стабильность и единообразие результатов обработки обеспечиваются системой управления с обратной связью и строгими процессами контроля качества.
6. Как получить ценовое предложение? Какие документы необходимы?
Вам нужно всего лишь загрузить файлы 3D-чертежей в распространенных форматах, таких как STEP или IGES. Наша интеллектуальная система расчета стоимости автоматически проанализирует ваши требования к процессу токарной обработки на станке с ЧПУ и за 30 секунд сгенерирует четкое и понятное подробное ценовое предложение.
7. Можно ли сформировать сложные структуры за одну операцию?
Разумеется, наш токарно-фрезерный центр с ЧПУ объединяет все процессы токарной, фрезерной и сверлильной обработки с ЧПУ в один, что позволяет зажимать и формировать сложные детали за один раз, эффективно уменьшая ошибки позиционирования, вызванные вторичным зажимом.
8. Каковы особые требования к обработке титановых сплавов?
Обработка титановых сплавов требует использования специальных инструментов и смазочно-охлаждающих жидкостей. Кроме того, необходимо строго контролировать параметры скорости вращения и подачи, чтобы избежать перегрева материала. Мы обладаем большим опытом работы с такими труднообрабатываемыми материалами и можем обеспечить высококачественную токарную обработку.
Краткое содержание
Технология токарной обработки с ЧПУ полностью изменила традиционный способ обработки материалов благодаря цифровому управлению и стала важной опорой обрабатывающей промышленности. Независимо от масштаба предприятия — будь то небольшая мастерская или крупное производственное предприятие — освоение этой технологии позволяет значительно повысить эффективность и обеспечить высокое качество, помогая предприятиям получить конкурентное преимущество на рынке.
Почему стоит выбрать наши услуги по токарной обработке на станках с ЧПУ?
После ознакомления с особенностями процесса токарной обработки на станках с ЧПУ вам может понадобиться надежный партнер. Компания JS, оснащенная интеллектуальными токарными станками нового поколения и собственными разработанными технологическими системами, предоставляет лучшие услуги по токарной обработке на станках с ЧПУ , которые помогут вам достичь следующих результатов:
- Обработка сложных конструкций: она может обрабатывать все, от микровала диаметром 0,5 мм до тяжелого ролика длиной 1 метр.
- Разнообразие материалов: Поддерживается более 50 типов материалов, включая алюминиевые сплавы, титановые сплавы, конструкционные пластмассы PEEK и др.
- Гарантия точности: допуск по ключевым размерам контролируется в пределах ± 0,005 мм (что эквивалентно 1/5 диаметра эритроцитов).
JS Precision выполняет три этапа пользовательской обработки:
1. Загрузите свои 3D-чертежи (поддерживаемые распространенные форматы, такие как STEP/IGES).
2. Интеллектуальная система мгновенно анализирует маршрут процесса и генерирует прайс-лист в течение 30 секунд.
3. После подтверждения заказа производство может начаться не позднее чем через 8 часов (поддерживается заказы небольшими партиями от 50 штук и более).

Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания JS Precision Services не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть JS Precision. Ответственность за запрос ценового предложения на детали лежит на покупателе. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
JS Precision Team
JS Precision — ведущая компания в отрасли , специализирующаяся на индивидуальных производственных решениях. Мы обладаем более чем 20-летним опытом работы и обслуживаем более 5000 клиентов. Наша специализация — высокоточная обработка на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповка металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирая JS Precision , вы выбираете эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.cncprotolabs.com
Ресурс

