

I servizi di lavorazione CNC si trovano spesso di fronte al seguente dilemma: si possono impiegare settimane a definire i dettagli dei progetti 3D per componenti vitali di un nuovo prodotto, per poi subire ritardi a causa dell'inefficienza produttiva, oppure si possono ottenere componenti con tolleranze di appena 0,01 millimetri, bloccando di fatto l'intera linea di assemblaggio.
La lavorazione CNC ad alta velocità e precisione è di fatto diventata il motore di tutte le operazioni di produzione, grazie all'attuale enfasi sulla rapida iterazione del prodotto e sulle massime prestazioni.
Tuttavia, velocità e precisione realmente elevate non dipendono semplicemente da una maggiore velocità del mandrino. Implicano un approccio sistemico complesso che include progettazione, materiali, processi e utensili.

Questa guida vi mostrerà come tradurre in modo efficiente, economico e garantito le vostre idee di progettazione in componenti di qualità lavorati a CNC, instaurando una collaborazione con fornitori di servizi di lavorazione CNC affidabili.
Riepilogo delle risposte chiave
| Considerazioni chiave | Sfide comuni e idee sbagliate | L'essenza delle soluzioni di JS Precision |
| Processo e progettazione | I progetti non realizzabili in serie comportano sequenze di processo complesse e inefficienti. | Pre-collaborazione DFM: le azioni intraprese durante la fase di progettazione per ottimizzare le caratteristiche funzionali e di tolleranza pongono le basi per una lavorazione rapida ed efficiente. |
| Materiali e costi | La scelta di materiali inadeguati o stime dei costi ambigue possono portare a sforamenti di budget o a prestazioni inferiori alle aspettative. | Libreria di scienza dei materiali e prezzi trasparenti: basata su un ricco database, consiglia i materiali con il miglior rapporto qualità-prezzo e fornisce un'analisi chiara e strutturata dei prezzi delle lavorazioni CNC. |
| Attrezzatura e precisione | In alcuni casi si presume un compromesso tra "velocità" e "precisione", ma questo non avviene con le macchine utensili avanzate. | Complesso di centri di lavoro CNC ad alte prestazioni: utilizza macchine utensili ad alte prestazioni con motori lineari e metodi di compensazione termica per una stabilità dinamica della precisione. |
| Partnership e valore | Considera i fornitori solo come produttori a contratto, perdendo così di vista il loro potenziale ingegneristico. | Partner di soluzioni: offre supporto completo per la consulenza tecnica e l'ottimizzazione dei processi attraverso la gestione dei progetti, e molto altro ancora oltre la semplice lavorazione meccanica. |
Punti chiave:
- Il successo inizia con la progettazione collaborativa: prima si effettua l'analisi DFM con i fornitori, meglio è per sbloccare l'efficienza e i vantaggi in termini di costi dei servizi di lavorazione CNC.
- La precisione deriva dall'ingegneria dei sistemi: la precisione dipende da centri di lavoro CNC ad alte prestazioni dinamiche e da catene di processo altamente affidabili.
- La scelta oculata dei materiali e dei processi influisce direttamente sul prezzo della lavorazione CNC e sulle prestazioni del pezzo, e richiede un processo decisionale completo basato sugli scenari applicativi.
- Selezionare un fornitore significa selezionarne le competenze ingegneristiche; un vero partner fornitore si impegnerebbe per ottimizzare l'intero processo, dall'ideazione al prodotto finito.
Guida di precisione JS: come bilanciare accuratezza ed efficienza nei servizi di lavorazione CNC
Negli ultimi 15 anni, JS Precision si è affermata come fornitore affidabile di servizi di lavorazione CNC, vantando l'onore di aver servito oltre 2.000 clienti.
Abbiamo spedito oltre 500.000 componenti di precisione con dimensioni a livello di micron, tra cui componenti per impianti medicali e parti aerospaziali ad alte prestazioni, con un tasso di consegna del 99,8% e un tasso di qualità del 99,5%. Il lavoro è stato svolto nel formato ASME Y14.5-2009.
La norma di autorevolezza internazionale ASME Y14.5-2009 "Annotazioni dimensionali e di tolleranza" sottolinea che il miglioramento dell'efficienza della lavorazione di precisione non può essere raggiunto senza una collaborazione precoce tra progettazione e produzione, il che trova piena conferma nella nostra esperienza pratica.
Siamo in grado di eccellere nella gestione di progetti complessi, tra cui la lavorazione di componenti in lega di titanio con una tolleranza di ±0,005 mm per importanti aziende del settore aerospaziale, o l'ottimizzazione dei processi produttivi per clienti del settore dell'elettronica di consumo, riducendo del 30% il costo della lavorazione CNC e migliorando al contempo l'efficienza.
Questa guida è molto più di una teoria: rappresenta ciò che abbiamo già realizzato nella pratica. Ogni consiglio contenuto in questa guida è stato ampiamente testato in migliaia di progetti e ha già portato al successo centinaia di clienti, che hanno trasformato le difficoltà di progettazione in un trionfo produttivo.
Sei interessato a utilizzare il nostro database di conoscenze per lo sviluppo del tuo progetto? Forniscici le specifiche del tuo componente e i modelli 3D per un'analisi gratuita di precisione ed efficienza con i nostri ingegneri, al fine di individuare la soluzione di lavorazione CNC più adatta alle tue esigenze.
Qual è il tipico flusso di processo di un servizio di lavorazione CNC?
La comprensione delle procedure standard associate alla lavorazione CNC professionale è fondamentale per instaurare fiducia e una collaborazione efficiente. Ciò va ben oltre la semplice familiarità con le macchine utensili: implica un ciclo di ingegneria in cui la lavorazione CNC è parte integrante di una procedura organizzata e metodica per trasformare le materie prime in componenti di precisione.
Realizzazione dell'analisi ingegneristica preliminare/preparazione del progetto
Revisione DFM: In questa fase, gli ingegneri esamineranno il modello tridimensionale per individuare possibili errori e suggerire miglioramenti in termini di ottimizzazione del design e razionalizzazione delle tolleranze, al fine di prevenire problemi di produzione come la rottura degli utensili e gli errori dimensionali.
Pianificazione e programmazione del processo: elaboreremo un piano di lavorazione preciso che tenga conto della complessità del pezzo da realizzare. I programmatori creeranno un codice CNC ottimale e privo di collisioni , che consentirà di ottenere la massima velocità di lavorazione garantendo al contempo la precisione: il "cervello" che controlla il processo di lavorazione.
Ciclo chiuso di esecuzione e qualità della produzione
Serraggio di precisione e verifica in macchina: durante la fase di lavorazione, vengono impiegati dispositivi di fissaggio di alta qualità per mantenere il pezzo saldamente in posizione. Allo stesso tempo, vengono effettuate misurazioni in macchina per stabilire riferimenti precisi del pezzo, il che si traduce in una maggiore precisione di lavorazione.
Lavorazione multi-processo e monitoraggio in tempo reale: il centro di lavoro CNC è in grado di eseguire fresatura, foratura, maschiatura e altro ancora tramite programma. Il monitoraggio in tempo reale del processo di taglio viene effettuato dal nostro team, che apporta le modifiche necessarie.
Controllo qualità completo del processo: a partire dalla presentazione del campione iniziale fino alla spedizione del lotto finale, utilizziamo strumenti di misurazione di precisione come macchine di misura a coordinate per controllare ogni singolo pezzo lavorato a CNC. Ogni pezzo è sottoposto a un controllo qualità al 100% in conformità alle specifiche di disegno.
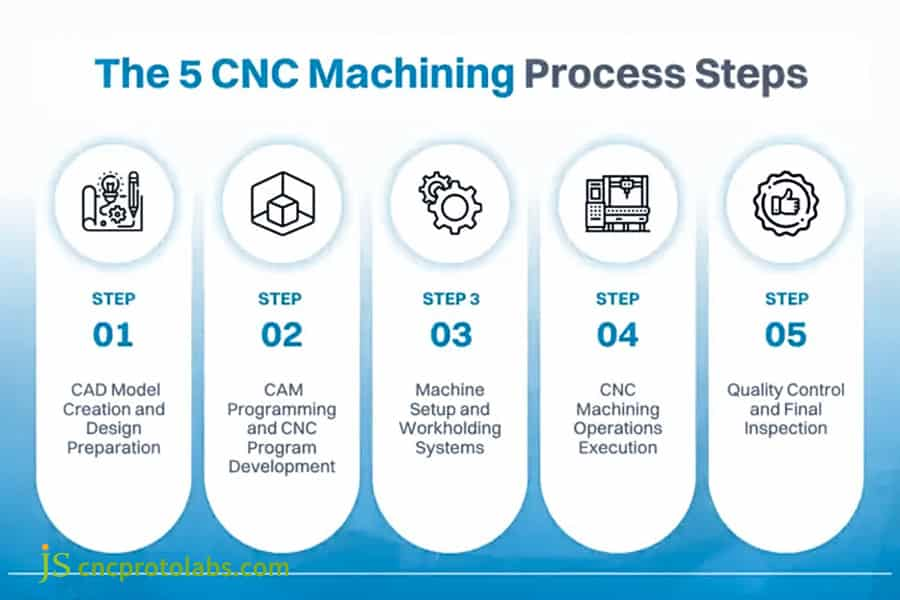
Figura 1 Il processo di lavorazione CNC inizia con un flusso di lavoro sistematico, dalla progettazione iniziale all'ispezione finale, garantendo qualità costante e precisione dimensionale.
Come scegliere il metallo migliore per i vostri componenti lavorati con macchine CNC?
Il materiale rappresenta lo "scheletro e la massa muscolare" di un componente . Nella lavorazione CNC dei metalli , la scelta del materiale è certamente una considerazione funzionale, ma è anche direttamente correlata alla complessità della lavorazione e, in definitiva, ai costi. La scelta del materiale può essere la chiave del successo o del fallimento di un progetto, quindi è fondamentale optare per una soluzione che soddisfi sia le esigenze funzionali che quelle pratiche.
| Materiali metallici comuni | Principali vantaggi | Usi |
| lega di alluminio | Leggero, facile da lavorare, costo moderato | Involucri per dispositivi elettronici, componenti per automobili |
| Carbone di titanio | Elevata forza specifica, buona biocompatibilità | Componenti aerospaziali, impianti medicali |
| Acciaio inossidabile 316 | Resistente alla corrosione e robusto | attrezzature nautiche, attrezzature mediche |
Definire i requisiti dei materiali in base agli scenari applicativi.
- Considerazioni su resistenza e peso: la resistenza e il peso ridotto dei componenti aerospaziali richiedono che il materiale sia costituito da leghe di titanio; al contrario, un involucro per componenti elettronici potrebbe essere realizzato in leghe di alluminio perché deve essere resistente ma al contempo leggero.
- Requisiti di tolleranza ambientale: per gli impianti di dispositivi medici sono necessari materiali biocompatibili come le leghe di titanio e acciaio inossidabile, mentre per le apparecchiature marine sono richiesti materiali resistenti alla corrosione come l'acciaio inossidabile 316, poiché gli ambienti marini sono ostili.
Prestazioni e costi della lavorazione meccanica: considerazioni pratiche
Differenze di lavorabilità: le leghe di alluminio sono facili da lavorare ad alta velocità, mentre le leghe di Inconel devono essere lavorate a basse velocità e con elevata potenza, il che comporta una maggiore usura degli utensili e tempi di lavorazione più lunghi.
Costo totale di lavorazione: anziché considerare solo i costi unitari per singolo pezzo di materiale, è opportuno valutare i costi complessivi. Ad esempio, un materiale leggermente più costoso ma con una maggiore lavorabilità potrebbe ridurre il prezzo finale della lavorazione CNC .
Non sai quale metallo sia più adatto alla tua esigenza? Descrivi la tua situazione applicativa e i requisiti necessari, e ti offriremo una guida gratuita alla selezione del metallo per la tua lavorazione CNC.
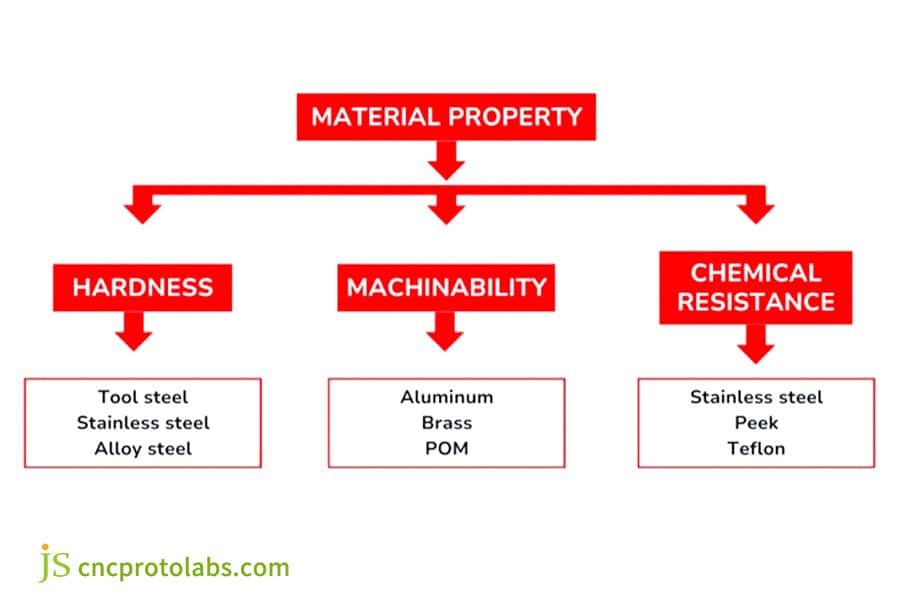
Figura 2 Fattori che influenzano la selezione dei materiali metallici per la lavorazione CNC
Come ottimizzare la progettazione per sfruttare appieno il potenziale dei servizi di lavorazione CNC?
I bravi progettisti progettano pensando alla funzionalità e alla producibilità. Quindi, seguendo i principi del DFM (Design for Manufacturing), il vostro progetto si adatterà perfettamente ai servizi di lavorazione CNC. Una progettazione ottimizzata non solo semplifica il processo produttivo, ma migliora anche la precisione, riduce i costi e accorcia i tempi di consegna.
Regole d'oro del design geometrico
- Angoli interni e arrotondamento degli utensili: non creare angoli troppo piccoli con raccordi interni, poiché richiedono utensili di piccole dimensioni, che mancano di rigidità per garantire prestazioni ottimali. È preferibile che gli angoli corrispondano il più possibile al raggio dell'utensile.
- Rapporto d'aspetto e rigidità: fori profondi e lati alti creano difficoltà in termini di rigidità, con conseguenti superfici di scarsa qualità ed errori dimensionali significativi. È necessario garantire che il rapporto d'aspetto degli elementi rientri in un intervallo ragionevole per ottenere buone prestazioni di lavorazione.
Progettazione per la precisione e l'assemblaggio
- Sistema di riferimento chiaro: la fase di progettazione dovrebbe stabilire un sistema di riferimento chiaro per la lavorazione e l'ispezione, al fine di semplificare il processo di lavorazione e garantire il corretto posizionamento dei pezzi lavorati a CNC .
- Standardizzazione/Semplificazione : la standardizzazione delle dimensioni delle punte da trapano garantisce che elementi simili possano essere fissati insieme. Un numero ridotto di serraggi si traduce in una minore probabilità di errori e quindi in servizi di lavorazione CNC meno costosi .
Come ottenere un significativo risparmio sui costi grazie a servizi professionali di lavorazione CNC?
Controllare i costi della lavorazione CNC non significa sopprimere i prezzi indiscriminatamente, ma ottimizzare ogni anello della catena di costo attraverso un processo decisionale scientifico. In questo modo, è possibile ridurre i costi garantendo al contempo una qualità superiore o invariata.
L'impatto negativo sulla fase di progettazione
Razionalizzazione delle tolleranze: tolleranze eccessivamente ristrette aumentano esponenzialmente i costi di lavorazione e di ispezione. Specificate tolleranze ristrette solo per le caratteristiche chiave e il nostro team è a vostra disposizione per assistervi nelle vostre esigenze di tolleranza.
Progettazione per l'integrazione di componenti: sfruttare le capacità di lavorazione CNC per integrare diverse parti in un unico componente, eliminando così la necessità di assemblaggio e riducendo il costo complessivo della lavorazione CNC.
Ottimizzazione dei processi e della produzione
Pianificazione intelligente dei processi: offrendo un compromesso tra velocità di taglio e precisione, i processi di sgrossatura e rifinitura rappresentano un buon equilibrio tra produttività e precisione.
Ottimizzazione dei lotti e della pianificazione: quantità d'ordine più intelligenti e una pianificazione della produzione più accurata riducono i costi unitari. Offriamo soluzioni flessibili per la produzione in lotti , dalla prototipazione alla produzione di massa, per aiutarvi a ottimizzare il prezzo delle lavorazioni CNC.
Cerchi soluzioni per ridurre il budget del tuo progetto? Vogliamo conoscere il tuo budget e il volume di lavoro, e lavoreremo per elaborare soluzioni personalizzate che ti permettano di risparmiare sui costi del servizio di lavorazione CNC, senza compromettere la qualità.

Figura 3 Nel campo della lavorazione CNC, per le imprese che mirano a mantenere la competitività è fondamentale ottimizzare il rapporto costi-efficacia garantendo al contempo un output di alta qualità.
Precision Core: Come può un centro di lavoro CNC avanzato raggiungere un controllo della traiettoria a livello micrometrico?
La precisione non è casuale. Piuttosto, si fonda sulla collaborazione di tutti i componenti e sistemi chiave di un centro di lavoro CNC.
A supporto di ciò, si citano autorevoli standard internazionali come l'ASME B5.54-2020 , che definisce specificamente i parametri relativi alla precisione nei centri di lavoro CNC e riassume il ruolo fondamentale svolto in questo aspetto della precisione dalla collaborazione dei componenti chiave. La precisione a livello di micron richiede un'ingegneria meticolosa e la collaborazione di componenti di qualità.
Struttura meccanica e sistema di azionamento
- Basamento ad alta rigidità e motore lineare: la struttura del basamento in ghisa o granito di alta qualità del nostro centro di lavoro CNC garantisce resistenza alla deformazione anche ad alte velocità. L'utilizzo di un motore lineare elimina il problema del gioco meccanico presente nelle viti a ricircolo di sfere.
- Controllo della stabilità termica: è dotato di sistemi di raffreddamento di alta qualità che monitorano le variazioni di temperatura all'interno della macchina e del pezzo in lavorazione. Un'esclusiva tecnologia di compensazione elimina gli effetti degli errori di dilatazione termica.
Sistemi CNC e tecnologia di feedback
- Nucleo CNC avanzato e controllo predittivo: il sistema centrale CNC elabora codici complessi ad alta velocità con controllo predittivo. In questo modo, non interrompe il taglio in corrispondenza degli angoli né effettua tagli eccessivi sul materiale durante le operazioni.
- Sistema di feedback a circuito chiuso completo: grazie a un encoder lineare, il feedback di posizionamento in tempo reale elimina gli errori di trasmissione meccanica, mantenendo il centro di lavoro CNC con una precisione micrometrica durante tutte le fasi del processo.
Per il vostro progetto è richiesta un'elevata precisione, dell'ordine dei micron? Il nostro team di supporto tecnico sarà lieto di illustrarvi come il nostro centro di lavoro CNC ad alta precisione possa soddisfare le vostre rigorose specifiche di accuratezza.
Come comprendere e valutare con precisione il prezzo che ricevi per la lavorazione CNC?
Un preventivo dettagliato è una prova di professionalità da parte del fornitore. Imparare a leggere un preventivo dettagliato vi permetterà di fare scelte aziendali consapevoli. Un preventivo chiaro e dettagliato vi consente di evitare spese superflue e di massimizzare il rapporto qualità-prezzo.
Elementi di una citazione
- Analisi dettagliata dei costi: un preventivo professionale dovrebbe suddividere ulteriormente i costi in costi dei materiali, costi di programmazione, costi della manodopera per le macchine utensili e costi per i servizi di post-elaborazione come l'anodizzazione e la galvanica, in modo da poter visualizzare chiaramente il flusso di denaro.
- Spiegazione del processo e delle ipotesi: Il preventivo deve contenere la specifica del processo di lavorazione e qualsiasi ipotesi che possa generare controversie future, come ad esempio la dimensione del lotto ipotizzata nel ciclo di produzione, al fine di garantire la coerenza delle ipotesi tra voi e il fornitore del servizio di lavorazione CNC .
Elementi chiave per la valutazione dei preventivi
- Valore vs. Prezzo: Sebbene il costo finale sia da confrontare, è importante ricordare che vanno considerati anche i processi di garanzia della qualità e le soluzioni tecniche offerte. Talvolta, le aziende che applicano prezzi leggermente superiori possono essere più affidabili e, di conseguenza, è preferibile optare per soluzioni che comportano rischi legati a carenze tecniche o problemi di qualità.
- Fattori di costo a lungo termine: saranno preferiti i fornitori con maggiore uniformità e un minor numero di difetti. Un minor numero di pezzi difettosi significa meno rilavorazioni, meno sprechi di materiale e, a lungo termine, può ridurre il prezzo complessivo della lavorazione CNC.
Caso di studio: l'ottimizzazione topologica e la fresatura ad alta velocità consentono alle giunture robotiche di ridurre il peso del 40% e aumentare la velocità del 20%.
Sfida:
Una delle problematiche che ci è stata segnalata da un importante produttore di robot riguardava il fatto che i loro bracci articolati tradizionali in alluminio pressofuso tendevano ad essere troppo pesanti, rendendo la loro risposta dinamica lenta e la loro resistenza instabile a causa di una struttura granulare non uniforme.
Il loro obiettivo era una sostanziale riduzione del peso senza perdita di rigidità, migliorando al contempo la velocità e la precisione del movimento, requisiti fondamentali per i loro robot di nuova generazione.
Soluzione di precisione JS
Il team di JS Precision ha proposto un piano di innovazione duplice per la progettazione e la produzione.
Innanzitutto, hanno utilizzato algoritmi di progettazione generativa per creare un design leggero ispirato alla biomimetica, con una distribuzione ottimale del materiale, riducendo la massa superflua e ottimizzando le zone di concentrazione delle sollecitazioni.
In seguito, è stato impiegato un centro di lavoro CNC ad alte prestazioni per la lavorazione di precisione ad alta velocità su cinque assi. Utilizzando billette di alluminio aeronautico 7075-T6 come materiale, la complessa struttura interna ed esterna leggera, lavorata in un'unica fase, ha evitato i problemi di fusione e ha garantito proprietà del materiale costanti.
Risultati quantitativi
I risultati sono stati davvero notevoli: il peso delle articolazioni del robot è diminuito del 40%, i carichi sul robot sono stati notevolmente ridotti e il consumo energetico è diventato più efficiente, le prestazioni dinamiche sono migliorate del 20%, con il robot più leggero che ha mostrato maggiore velocità e agilità, la lavorazione in un unico pezzo ha eliminato completamente i problemi di fusione e le superfici di assemblaggio chiave sono state completate con tolleranze IT7 per garantire un facile assemblaggio e prestazioni affidabili.
Desiderate ottenere lo stesso successo nel vostro progetto? Allora condividete con noi i vostri obiettivi di prestazione. Applicheremo le più recenti tecnologie dei centri di lavoro CNC alla progettazione dei vostri componenti lavorati a CNC.

Figura 4 Braccio robotico collaborativo multiarticolato in lega di alluminio
Perché JS Precision è il partner ideale per servizi di lavorazione CNC ad alta velocità e alta precisione?
Quando si sceglie un fornitore, si seleziona e si sceglie essenzialmente la sua solidità sistemica in termini di trasformazione delle promesse tecnologiche in realtà. Con noi, potete aspettarvi molto di più di quanto un fornitore di lavorazioni meccaniche possa offrire. In JS Precision, il nostro motto è quello di essere i vostri partner tecnologici, dallo sviluppo del concept alla realizzazione.
Competenza tecnica e supporto ingegneristico
- Investimento in attrezzature e database di processi: Investiamo ingenti risorse in centri di lavoro CNC di ultima generazione, dotati di utensili di lavorazione avanzati. Disponiamo inoltre di un ampio database di parametri di processo per la lavorazione di materiali difficili da lavorare, il che si traduce in operazioni di lavorazione stabili.
- Team di ingegneri professionisti: Fin dall'inizio del progetto, un team di ingegneri professionisti si è avvalso del supporto tecnico dei nostri clienti. Conosciamo a fondo le vostre esigenze e le vostre sfide, trasformando le soluzioni di progettazione in soluzioni ottimizzate e producibili.
Cultura della qualità e garanzia di progetto
- Controllo qualità digitale a ciclo chiuso: il controllo qualità è completamente digitalizzato. Dalla simulazione CAM al report finale, è possibile tracciare tutte le fasi e quindi fare affidamento sulla qualità totale dei pezzi lavorati a CNC.
- Gestione del progetto: Ogni progetto ha un responsabile di progetto specifico che, soprattutto, fungerà da referente unico per una comunicazione efficace e costante, garantendo il monitoraggio continuo dell'avanzamento dei progetti.
FAQ
D1: Che livello di precisione può offrire la lavorazione CNC?
Anche nella lavorazione CNC convenzionale, la precisione può raggiungere ±0,025 mm. Utilizzando macchine utensili di precisione con processi ottimizzati, alcuni parametri critici delle caratteristiche principali possono raggiungere una precisione fino a ±0,005 mm, ben al di sopra degli standard richiesti.
D2: Qual è la quantità minima d'ordine (MOQ)?
Non abbiamo un quantitativo minimo d'ordine rigido , il che ci permette di adattarci a tutte le possibili esigenze, dalla prototipazione di un singolo pezzo alla produzione di massa. Questo offre la massima flessibilità per i progetti di ricerca e sviluppo e soddisfa al contempo le richieste della produzione su larga scala.
D3: Quanto tempo ci vorrebbe per ricevere un preventivo dopo aver ricevuto i documenti?
Solitamente, per le lavorazioni CNC standard, occorrono dalle 24 alle 48 ore per fornire un preventivo dettagliato, che include un'analisi DFM gratuita per ottimizzare il progetto prima della produzione.
D4: Quali trattamenti superficiali sono disponibili?
Offriamo diversi servizi di trattamento superficiale, come anodizzazione, sabbiatura, nichelatura, passivazione e verniciatura. Possiamo suggerirvi il trattamento più adatto in base alle vostre preferenze estetiche o alle vostre esigenze di protezione.
D5: Vorrei sapere come posso mantenere la riservatezza dei miei disegni progettuali.
Stipuleremo con voi un rigoroso accordo di riservatezza (NDA) e utilizzeremo un sistema di trasferimento e gestione dei file crittografato per garantire che i vostri disegni progettuali non vengano divulgati.
D6: Qual è il ciclo di elaborazione tipico?
I tempi di ciclo dipendono dalla complessità del componente e dalla quantità ordinata. Per la prototipazione, in genere occorrono dai 3 ai 7 giorni , mentre per i volumi di produzione i tempi saranno valutati in base al numero di pezzi ordinati. Faremo tutto il possibile per rispettare i tempi di ciclo e di consegna richiesti.
D7: Offrite il servizio di montaggio?
Sì, non offriamo solo il servizio di lavorazione CNC, ma anche il collaudo di assemblaggio dei componenti lavorati a CNC, il che ci consente di fornirvi una soluzione di produzione completa in base alle vostre esigenze.
D8: È possibile ottimizzare il mio progetto per ridurre al minimo i costi?
Naturalmente, l'analisi DFM gratuita è uno dei nostri servizi standard. I nostri ingegneri ottimizzeranno il vostro progetto in termini di producibilità, riducendo così il costo della lavorazione CNC senza compromettere la funzionalità del componente.
Conclusione
La lavorazione CNC è un campo che unisce arte e tecnologia, dove l'attenzione non è rivolta solo all'efficacia in termini di costi e all'efficienza, ma anche alla precisione. Sfruttando i materiali giusti, design efficaci e una conoscenza approfondita dei processi coinvolti, è possibile massimizzare l'utilizzo dei servizi di lavorazione CNC.
Agisci subito e sperimenta il valore professionale:
→ 【 Ottieni un'analisi DFM gratuita 】 Carica il tuo modello 3D e i nostri ingegneri ti forniranno una consulenza DFM professionale e un'ottimizzazione dei costi entro 24 ore.
→【 Consulta un esperto 】Parla con i nostri ingegneri commerciali per configurare una soluzione economicamente vantaggiosa per i servizi di lavorazione CNC.

Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. JS Precision Services non rilascia alcuna dichiarazione o garanzia, esplicita o implicita, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera tramite la rete JS Precision. È responsabilità dell'acquirente richiedere un preventivo per i componenti e identificare i requisiti specifici per queste sezioni. Per ulteriori informazioni, contattateci .
Team di precisione JS
JS Precision è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliere JS Precision significa efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com

