

Servizi affidabili di tornitura e fresatura CNC sono fondamentali per la buona riuscita di un progetto.
Mentre un impianto articolare in lega di titanio più piccolo della punta di un dito deve avere una superficie liscia come uno specchio e una resistenza superiore a quella dell'osso umano, un complesso sistema di gestione termica alloggiato in una lega di alluminio per un veicolo elettrico di nuova generazione deve avere una complessa rete di canali per i fluidi al suo interno e un'interfaccia di montaggio precisa all'esterno.
Questi non provengono da due fabbriche diverse , ma rappresentano l'ampio ambito coperto dai moderni servizi di tornitura e fresatura CNC.
Comprendo le sfide che affrontate in qualità di ingegneri senior presso JS Precision, in ambito di selezione, processi e controllo qualità. Questa guida vi svelerà come padroneggiare questa tecnologia fondamentale della produzione di precisione, garantendo che ogni componente , dal singolo prototipo ai milioni di unità prodotte, corrisponda perfettamente ai vostri obiettivi di progettazione.
Figura 1: Mostra il processo di tornitura CNC.
Tabella delle risposte principali
| Considerazioni chiave | Strategia tecnologica di base | Valore esclusivo offerto da JS Precision |
| Selezione del fornitore di servizi e abbinamento delle capacità | Valutare l'ampiezza delle attrezzature (multiasse), la profondità dei processi (tornitura, fresatura, lavorazione composita) e il sistema di qualità. | Siamo un fornitore completo che offre servizi di tornitura e fresatura CNC end-to-end, da 3 a 5 assi , e dai prototipi alla produzione di un milione di pezzi. |
| Raggiungere precisione e qualità | Controllare le variabili principali del processo di tornitura CNC: macchine utensili, utensili da taglio, parametri e raffreddamento. | Grazie ad attrezzature ad alta rigidità, a un rigoroso database di processi e al controllo SPC, garantiamo una consistenza a livello di micron per i pezzi torniti di precisione. |
| Ottimizzazione dell'efficienza e dei costi | Progettare processi e catene di fornitura dedicati per la produzione di componenti torniti di precisione in grandi volumi. | La produzione su larga scala, l'analisi di ingegneria del valore e la risposta rapida a livello locale ci consentono, insieme, di raggiungere un costo totale ottimale per progetti di lavorazione CNC ad alto volume. |
Punti chiave:
- La scelta dei partner è più importante del confronto dei prezzi: un fornitore di servizi di tornitura e fresatura CNC di alto livello dovrebbe essere in grado di offrire supporto nella progettazione per la produzione (DFM), che rappresenta la pietra angolare del successo del progetto.
- La precisione è un prodotto di sistema: l'intera qualità del processo di tornitura CNC dipende dalla sinergia tra macchine utensili, utensili da taglio, processi e materiali, piuttosto che da un singolo fattore.
- Progettazione per la liberazione del numero di assi: i servizi di fresatura CNC a cinque assi possono completare le lavorazioni più complesse in un'unica configurazione . Questo è di per sé il segreto per migliorare la precisione e ridurre i tempi di consegna.
- I materiali definiscono i limiti delle prestazioni: dal PEEK di grado medicale alle leghe di titanio ad alta resistenza, la scelta del materiale determina direttamente il limite applicativo dei componenti torniti di precisione .
- La produzione di massa è una professione: la produzione di grandi volumi di pezzi torniti di precisione richiede un approccio diverso dalla prototipazione. Le questioni chiave sono il tempo di ciclo e la stabilità.
JS Precision: Servizi di tornitura e fresatura CNC per la produzione di componenti complessi
Nei 15 anni trascorsi dalla nostra fondazione, JS Precision si è concentrata in modo approfondito sui servizi di tornitura e fresatura CNC, comprese le personalizzazioni di componenti di precisione complessi e la produzione in serie.
Abbiamo servito cinque settori altamente esigenti, tra cui quello medico, aerospaziale, automobilistico, elettronico e delle apparecchiature industriali, abbiamo completato oltre 100.000 progetti e prodotto oltre 500 milioni di pezzi torniti di precisione.
Disponiamo di oltre 50 set di macchine utensili all'avanguardia, tra cui centri di fresatura e tornitura a doppio mandrino e centri di lavoro a cinque assi di marchi di fama mondiale come DMG MORI e Haas, in grado di soddisfare ogni esigenza, dalla semplice tornitura alla lavorazione a cinque lati. Il controllo delle tolleranze è costantemente entro ±0,005 mm.
Abbiamo completato la lavorazione a cinque assi di componenti in lega di titanio Ti6Al4V per clienti del settore aerospaziale e la produzione in serie di milioni di nuclei di pompe di precisione in acciaio inossidabile per l'industria medicale. Abbiamo inoltre ottenuto diverse certificazioni autorevoli, tra cui ISO9001 e ISO13485.
Questa guida è il culmine dell'esperienza pratica del nostro team, maturata gestendo oltre 10.000 progetti complessi. I punti chiave che offre, dal prototipo alla produzione di massa, sono una garanzia di cui potete fidarvi completamente.
Volete scoprire come i servizi di tornitura e fresatura CNC di JS Precision possono adattarsi alle vostre esigenze di lavorazione complesse? Inviateci i disegni dei vostri pezzi e le vostre specifiche di lavorazione e vi forniremo un preventivo gratuito con una soluzione di processo personalizzata, corredato da casi studio di progetti simili realizzati in passato.
Quali sono le dimensioni fondamentali per selezionare servizi di tornitura e fresatura CNC di eccellenza?
Nella scelta di servizi di tornitura e fresatura CNC, è necessaria una valutazione completa su tre dimensioni: tecnologia, qualità e collaborazione . Questi elementi saranno determinanti per la precisione dei pezzi, la puntualità delle consegne e il valore a lungo termine della collaborazione.
Ampiezza e profondità delle competenze tecniche:
La vera forza risiede in un portafoglio diversificato di attrezzature. JS Precision possiede una gamma completa di macchine utensili CNC , da quelle a tre a cinque assi, inclusi sistemi di fresatura e tornitura multiasse, in grado di soddisfare le esigenze di lavorazione di qualsiasi componente, dai semplici alberi ai pezzi con superfici curve complesse. Tutte queste attrezzature sono fornite dai migliori marchi internazionali del settore.
Affidabilità del sistema di garanzia della qualità:
Servizi di tornitura e fresatura CNC affidabili dipendono essenzialmente da processi di controllo qualità completi. Siamo certificati ISO 9001 e ISO 13485 ed effettuiamo controlli sul primo pezzo, monitoraggio del processo in tempo reale e report di misurazione CMM alla consegna finale per garantire la coerenza e la tracciabilità dei pezzi, evitando problemi di qualità tra i lotti.
Capacità di supporto ingegneristico e di collaborazione:
Un fornitore di servizi di qualità dovrebbe partecipare alla fase di progettazione . Il team di ingegneri di JS Precision offre un'analisi DFM professionale, ottimizzando la struttura del componente, le tolleranze e la selezione dei materiali per migliorare la producibilità e ridurre i costi, evitando difetti durante le successive lavorazioni.

Figura 2: Quando si scelgono i servizi di lavorazione CNC, è importante valutare se il fornitore possiede competenze professionali nelle tecnologie CNC innovative e un team di meccanici qualificati.
Quali variabili influenzano maggiormente la qualità del vostro processo di tornitura CNC?
Diversi fattori chiave determinano la qualità del processo di tornitura CNC. Infatti, trascurare anche solo una di queste fasi potrebbe comportare deviazioni dimensionali o finiture superficiali mediocri. Tutti questi parametri variabili richiedono un controllo preciso e rigoroso per realizzare pezzi torniti di alta qualità.
Le capacità intrinseche delle macchine utensili:
Le macchine utensili costituiscono il fondamento stesso dell'intero processo di tornitura CNC. La rigidità del mandrino, la precisione delle guide, la stabilità termica e il sistema CNC stesso definiscono il limite massimo di precisione .
La macchina utensile JS Precision controlla l'eccentricità del mandrino entro 0,002 mm . Grazie a guide di alta precisione e a un sistema CNC competitivo, compensa le vibrazioni e le deformazioni termiche per garantire pezzi torniti di precisione e stabili.
La "danza" degli strumenti e dei processi:
L'abbinamento dell'utensile ai parametri del percorso di taglio è fondamentale nel processo di tornitura CNC . Il materiale e il rivestimento dell'utensile sono adatti al materiale del pezzo, mentre la velocità di taglio, l'avanzamento e la profondità di taglio appropriati vengono determinati tramite test per ottenere la migliore finitura superficiale nel rispetto dell'efficienza.
Le influenze nascoste dei materiali e del raffreddamento:
Nel processo di regolazione della strategia di lavorazione, materiali diversi presentano caratteristiche di taglio molto diverse. Pertanto, con la selezione e l'applicazione più accurate , i fluidi di raffreddamento servono a ridurre la temperatura durante il taglio, rimuovere i trucioli, prevenire la deformazione del pezzo e l'usura dell'utensile, e garantire la stabilità dimensionale e l'integrità superficiale dei pezzi torniti di precisione.
Preoccupato per i potenziali problemi di qualità nel tuo processo di tornitura CNC? Carica semplicemente i disegni dei pezzi e indica "Diagnosi di processo": analizzeremo gratuitamente le variabili chiave che hanno il maggiore impatto sulla qualità dei pezzi torniti di precisione. Le soluzioni di ottimizzazione del processo mirate contribuiscono a ridurre i rischi di lavorazione.

Figura 3: La produzione di componenti torniti di precisione è il risultato della perfetta combinazione di attrezzature, processi, materiali, tecnologia e molti altri fattori.
Tre assi, quattro assi o cinque assi? Scegli il servizio di fresatura CNC più adatto al tuo progetto.
Le diverse strutture dei componenti e le esigenze di lavorazione richiedono un servizio di fresatura CNC adeguato. La scelta del metodo di lavorazione corretto può massimizzare l'efficienza, ridurre i costi e garantire la qualità .
Lavorazione a tre assi: la chiave di volta della versatilità e dell'economicità.
La lavorazione a 3 assi è il servizio di fresatura CNC più comune, utilizzabile per la lavorazione di pezzi di forma piatta e a blocco, sia per la realizzazione di contorni che di cavità in 2.5D. È facile da usare ed economica, pertanto rappresenta la scelta ideale per chi cerca versatilità e convenienza.
Lavorazione a quattro assi: liberare la creatività attorno ai perimetri cilindrici
La lavorazione a quattro assi include l'asse rotante oltre agli assi X, Y e Z, risultando più flessibile . È adatta per la lavorazione di elementi sulle superfici laterali dei cilindri, come scanalature, fori o camme, oppure per la realizzazione di contorni continui, riducendo i serraggi e migliorando efficienza e precisione.
Lavorazione simultanea a cinque assi: la soluzione definitiva per superfici complesse
La lavorazione simultanea a cinque assi è il servizio di fresatura CNC più avanzato che integra cinque assi in movimento simultaneo, consentendo, con un'unica operazione di bloccaggio, la realizzazione di componenti con superfici complesse, giranti e impianti medicali, evitando molteplici operazioni di bloccaggio, riducendo gli errori e migliorando notevolmente precisione ed efficienza.
Non sai quale servizio di fresatura CNC sia più adatto al tuo progetto? Comunicaci le caratteristiche geometriche, i requisiti di precisione e il volume di produzione dei pezzi e i nostri ingegneri effettueranno una valutazione gratuita del processo per consigliarti la soluzione di lavorazione più conveniente, in modo da trovare il giusto equilibrio tra efficienza e costi.
Dai disegni alla realtà: quali materiali possono soddisfare i più elevati requisiti di precisione per i pezzi torniti?
La varietà dei materiali influenza direttamente le prestazioni, la difficoltà di lavorazione e il costo dei pezzi torniti di precisione. Pertanto, è necessario selezionare i materiali appropriati in base allo scenario applicativo dei pezzi e ai requisiti per la produzione di componenti di alta precisione.
Famiglia di materiali metallici
I materiali metallici più comunemente utilizzati nella lavorazione di precisione di componenti torniti sono quelli di derivazione aerospaziale, leghe di alluminio come la 7075, acciai inossidabili come il 304/316, acciai per utensili, leghe di titanio Ti6Al4V e leghe ad alta temperatura come l'Inconel. La lega di alluminio 7075 è leggera e resistente, l'acciaio inossidabile è resistente alla corrosione, le leghe di titanio presentano una buona biocompatibilità e le leghe ad alta temperatura sono resistenti ad ambienti estremi.
Materiali non metallici e avanzati
Anche le plastiche tecniche ad alte prestazioni (PEEK, ULTEM), i materiali compositi e le ceramiche speciali rappresentano scelte importanti. Il PEEK ha una buona resistenza al calore e biocompatibilità, l'ULTEM ha elevata resistenza meccanica e chimica, i materiali compositi sono leggeri e resistenti, le ceramiche speciali hanno elevata durezza e buona resistenza all'usura, tutte materie prime che richiedono processi specializzati.
Dal laboratorio alla linea di produzione: trasformazione strategica della produzione di componenti torniti di precisione ad alto volume
Dal prototipo alla produzione in serie di componenti torniti di precisione ad alto volume , è necessaria una trasformazione strategica completa dei processi, del controllo qualità, della catena di fornitura e di altri aspetti per raggiungere una produzione di massa stabile ed efficiente.
Consolidamento e ottimizzazione dei processi
I processi di prototipazione sono molto flessibili, tuttavia la produzione di massa richiede processi standardizzati. Consolidiamo i processi efficaci, ottimizziamo i parametri di taglio, progettiamo attrezzature dedicate e adottiamo torni a più mandrini per semplificare i processi complessi in un flusso di produzione ciclico che migliora l'efficienza e riduce i costi unitari.
Un cambio di paradigma nel controllo qualità
La lavorazione CNC ad alto volume richiede un cambio di paradigma, passando dall'ispezione completa all'ispezione a campionamento basata sul controllo statistico di processo (SPC) per il controllo qualità. Abbiamo implementato un sistema di monitoraggio predittivo della qualità per la raccolta in tempo reale dei dati di lavorazione, l'analisi delle tendenze di fluttuazione e l'allarme precoce di potenziali problemi, garantendo così la stabilità a lungo termine di componenti torniti di precisione ad alto volume.
Collaborazione nella catena di approvvigionamento e nella logistica
La catena di fornitura richiede standard estremamente elevati per la produzione di grandi volumi di componenti torniti di precisione. Adottiamo un modello di produzione just-in-time e VMI (Vendor Managed Inventory) , stipuliamo accordi a lungo termine con i fornitori di materie prime per garantire l'approvvigionamento, ottimizziamo le soluzioni logistiche e consegniamo con precisione in base ai piani di produzione del cliente.
Come ottimizzare il rapporto costi-efficacia dei progetti di lavorazione CNC ad alto volume?
Il controllo dei costi è fondamentale in questo progetto di lavorazione CNC ad alto volume. Un'ottimizzazione completa dal punto di vista della progettazione, del processo e dei costi renderà il prodotto molto più conveniente, garantendo al contempo che la qualità rimanga invariata.
Ingegneria del valore a livello di progettazione:
Senza compromettere la funzionalità, i nostri ingegneri collaborano a stretto contatto con i clienti per migliorare significativamente l'efficienza della lavorazione e ridurre i costi, apportando piccole modifiche di progettazione come raccordi standardizzati, tolleranze non critiche meno stringenti e strutture complesse semplificate.
Processi di produzione snella:
La produzione snella elimina gli sprechi e migliora l'efficienza della lavorazione CNC ad alto volume . Isoliamo ed eliminiamo i processi inefficienti come i tempi di attesa, la movimentazione e la sovra-lavorazione introducendo carico e scarico automatizzati, pianificazione centralizzata e ottimizzando l'utilizzo complessivo delle attrezzature.
Prospettiva del costo totale di proprietà:
L'ottimizzazione dei costi non può limitarsi al solo costo di lavorazione per unità, ma deve considerare il costo totale di proprietà, inclusi logistica, inventario e rischio di qualità . Offriamo soluzioni complessive ottimali ottimizzando la catena di fornitura, implementando il VMI (Vendor Managed Inventory) e migliorando la stabilità della qualità.
Risposta entro 48 ore, riduzione dei costi del 35%: JS Precision aiuta le aziende del settore medicale a stabilizzare la produzione di milioni di unità di nuclei per pompe di precisione.
Sfondo:
Una delle principali aziende europee nel settore delle apparecchiature mediche registra una domanda annua di milioni di componenti torniti di precisione per il suo prodotto principale: i nuclei di pompe di precisione in acciaio inossidabile.
Questi componenti sono elementi chiave per la somministrazione di farmaci nei dispositivi medici. A causa dell'aumento dei costi e di fattori geografici, il fornitore europeo originario ha registrato un tasso di ritardo nelle consegne del 15% , con gravi ripercussioni sulla produzione del cliente.
Sfide:
Tolleranza del componente ±0,008 mm, rugosità superficiale Ra0,4, necessità di pulizia e confezionamento asettici, qualità a zero difetti, ottimizzazione dei costi e transizione fluida della catena di fornitura senza interruzioni della produzione.
Soluzione JS Precision:
1. La svolta fondamentale risiede nella reingegnerizzazione dei processi.
Il team di ingegneri di JS Precision ha riprogettato il processo originale di " tornitura monoblocco + fresatura multi-passaggio " attraverso un'analisi DFM, trasformandolo in un'operazione a serraggio singolo utilizzando un centro di tornitura-fresatura a doppio mandrino DMG MORI importato, ottenendo un tempo ciclo superiore del 50% grazie alla riduzione degli errori di serraggio.
2. L'implementazione di un sistema di produzione di massa garantisce stabilità.
Per il progetto è stata configurata una linea di produzione dedicata, integrando l'ispezione automatica e il monitoraggio SPC in tempo reale , implementando un modello di gestione delle scorte VMI e predisponendo un punto di inventario in prossimità del centro di assemblaggio asiatico del cliente per garantire consegne settimanali precise.
3. La risposta locale alle emergenze dissipa le preoccupazioni.
Grazie ai vantaggi offerti dalla catena di approvvigionamento locale in Cina, è stato istituito un canale di emergenza per il rifornimento di utensili e materiali ausiliari ed è stato creato un team di progetto professionale con membri bilingue per supportare le videoconferenze settimanali e fornire risposte alle richieste tecniche entro 48 ore.
Risultati:
Raggiungere l'aumento della produzione di massa entro 6 mesi, ridurre i costi unitari del 35%, ottenere un tasso di consegna puntuale del 99,8%, un tasso di superamento del 100% e rispettare pienamente i requisiti dello standard ISO 13485:2016 per i sistemi di gestione della qualità dei dispositivi medici. Il cliente ha minimizzato con successo i rischi della propria catena di fornitura nella regione asiatica e ora prevede di trasferire a JS Precision una maggiore produzione di componenti torniti di precisione ad alto volume.
Avete bisogno di una produzione di massa di milioni di pezzi torniti di precisione in grandi volumi? Chiamate subito la nostra hotline. Descriveteci le vostre esigenze e il piano di produzione e vi forniremo un'analisi di fattibilità e un preventivo gratuiti per la produzione di massa, aiutandovi a ridurre i costi e ad aumentare l'efficienza.
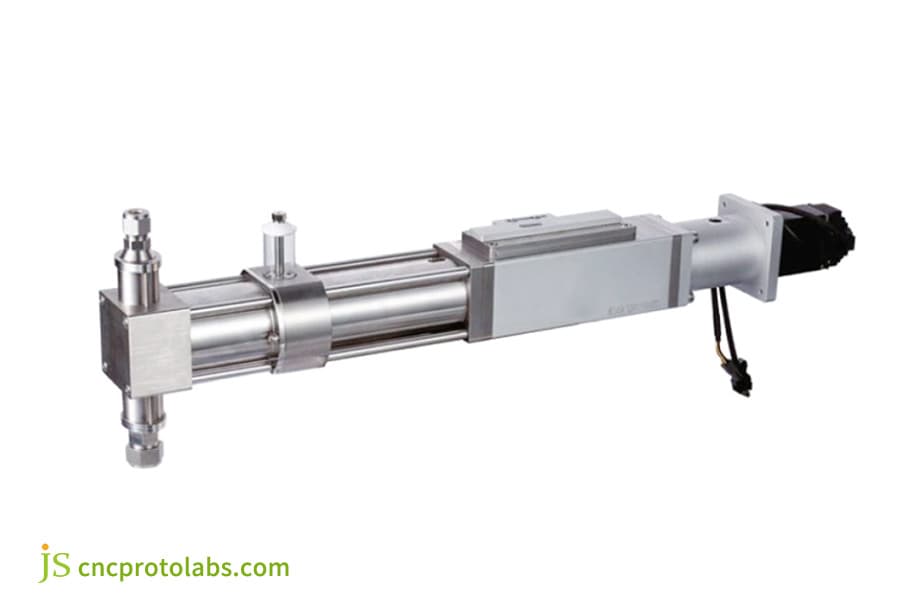
Figura 4: pompa dosatrice di precisione
Perché i servizi di fresatura CNC nelle vicinanze rappresentano un vantaggio strategico in Cina?
A questo proposito, scegliere servizi di fresatura CNC nelle vicinanze in Cina, e in particolare collaborare con JS Precision , può apportare i seguenti vantaggi strategici alla vostra azienda orientata a livello globale. Questi vantaggi si riflettono non solo in una comunicazione più efficace, maggiore agilità e una collaborazione più approfondita, ma vanno ben oltre i semplici vantaggi in termini di costi.
Comunicazione senza soluzione di continuità e sviluppo sincrono
Scegliendo JS Precision, avrete a disposizione un team di ingegneri con fuso orario fisso, al centro della vostra catena di fornitura in Asia-Pacifico. Gli orari di lavoro si sovrappongono a quelli dei principali mercati globali, consentendo chiamate in tempo reale, revisioni dei disegni e videoconferenze. Risposte rapide sono garantite sia per la fase di prototipazione che per quella di produzione di massa, per iterazioni efficienti e precise.
Massima agilità al centro dell'ecosistema produttivo.
La Cina è il polo manifatturiero globale. Grazie alla coltivazione locale della catena di approvvigionamento, JS Precision si approvvigiona rapidamente di materie prime e accessori. La consegna dei campioni è il 30% più veloce rispetto a Europa e America, consentendo una risposta rapida all'aumento degli ordini e agli adeguamenti dei processi, con una flessibilità senza pari.
Un partner per una collaborazione profonda che va oltre i fornitori.
Grazie alla nostra conoscenza degli standard internazionali e dei requisiti di conformità del settore, offriamo una gestione di progetto bilingue e trasparente , aggiornamenti regolari sullo stato di avanzamento e suggerimenti proattivi per l'ottimizzazione della produzione, al fine di ridurre i costi e migliorare l'efficienza del processo.
Hai bisogno di servizi di fresatura CNC efficienti nelle tue vicinanze ? Inserisci i requisiti del tuo progetto e contattaci: ti assegneremo immediatamente un responsabile clienti e ti offriremo soluzioni gratuite per la catena di fornitura cinese, al fine di migliorare la competitività della tua azienda.
FAQ
D1: Qual è la quantità minima d'ordine?
Non abbiamo un quantitativo minimo d'ordine rigido . Dal singolo prototipo alla produzione di massa di milioni di unità, supportiamo ogni ordine, sia nella fase di sviluppo del progetto che in quella di produzione di massa.
D2: Il metodo di assemblaggio o il trattamento superficiale devono essere supportati simultaneamente alla fornitura di lavorazioni CNC?
Sì, offriamo un servizio completo . Oltre alla fresatura e alla tornitura CNC, ci occupiamo di trattamenti superficiali come anodizzazione, galvanizzazione, sabbiatura e passivazione, nonché dell'assemblaggio di componenti e di servizi di imballaggio personalizzati per semplificare al massimo la gestione della vostra catena di fornitura.
D3: La lavorazione a 5 assi è sempre più costosa della lavorazione a 3 assi?
Non necessariamente . Superfici curve complesse e lavorazioni multi-processo possono utilizzare la lavorazione a 5 assi, riducendo così i tempi di setup e combinando i processi per una maggiore economicità. Vi proporremo la soluzione di fresatura CNC più conveniente in base alla geometria del vostro pezzo e al volume di produzione.
D4: Con la produzione di massa, come garantireste la massima uniformità dei componenti?
Grazie all'utilizzo di macchine utensili di alta precisione, procedure operative standardizzate per ogni operazione, alla pianificazione periodica della sostituzione degli utensili e a un rigoroso sistema SPC (Controllo Statistico di Processo) che monitora il processo produttivo in tempo reale, possiamo garantire la costanza a lungo termine di elevati volumi di produzione di pezzi torniti di precisione .
D5: Quanto tempo intercorre tra la richiesta di informazioni e la ricezione di un preventivo?
In caso di esigenze standard, con disegno chiaro e specifiche ben definite, forniamo solitamente un preventivo preliminare entro 24 ore . Per componenti con strutture complesse che richiedono una valutazione del processo, i tempi di preventivo sono di 1-2 giorni lavorativi , garantendo la massima precisione.
D6: Qual è il tempo minimo per la consegna dei prototipi?
I prototipi più semplici possono essere consegnati entro 3-5 giorni lavorativi dalla ricezione dei disegni e della conferma d'ordine. Per i progetti urgenti, attiviamo una procedura accelerata, dedichiamo risorse alla produzione prioritaria e riduciamo i tempi di consegna.
D7: Come proteggete la mia proprietà intellettuale relativa al design?
Con i clienti, firmeremo un rigoroso accordo di riservatezza, crittograferemo e gestiremo i disegni e i dati tecnici dei clienti, isoleremo i progetti dei diversi clienti fisicamente e nei sistemi di produzione per garantire la sicurezza della proprietà intellettuale del vostro progetto durante l'intero processo.
D8: Qual è la procedura per la gestione dei problemi di qualità?
Seguiamo l' approccio di risoluzione dei problemi 8D . Innanzitutto isoliamo il prodotto problematico per evitare un'ulteriore escalation dell'impatto, quindi organizziamo un team di professionisti per l'analisi delle cause profonde. Implementiamo rapidamente misure correttive e preventive e presentiamo al cliente un rapporto completo, garantendo la risoluzione del problema.
Conclusione
In sostanza, la produzione di componenti di precisione è un'impresa ardua, che richiede di trovare il giusto equilibrio tra accuratezza, efficienza e costi , ambito in cui servizi affidabili di tornitura e fresatura CNC sono fondamentali.
JS Precision è il vostro partner strategico in Cina. La tecnologia avanzata di tornitura e fresatura CNC, unita a una solida collaborazione internazionale, garantisce che i vostri progetti vengano realizzati in modo efficiente e preciso, dalla fase di ideazione alla produzione di massa.
Agisci subito e usufruisci di una risposta professionale dal settore chiave della produzione di precisione:
Inviaci i disegni o le specifiche del tuo componente e riceverai un'analisi di fattibilità produttiva professionale, insieme a un preventivo competitivo, entro 24 ore. Contatta JS Precision oggi stesso per rendere la produzione di precisione più semplice e affidabile.

Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. JS Precision Services non rilascia alcuna dichiarazione o garanzia, esplicita o implicita, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera tramite la rete JS Precision. È responsabilità dell'acquirente richiedere un preventivo per i componenti e identificare i requisiti specifici per queste sezioni. Per ulteriori informazioni, contattateci .
Team di precisione JS
JS Precision è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliere JS Precision significa efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com

