

Servizi di fresatura e lavorazione CNC sono soluzioni centrali nella produzione di assemblaggi complicati nella produzione di assemblaggi. Durante la progettazione di un modulo di polso robotico industriale, una parte cruciale di un dispositivo medico, e di componenti aerospaziali, gli assemblaggi complicati spesso diventano un vincolo nell'intero processo del sistema di produzione.
Nel modello tradizionale per l'approvvigionamento dei componenti, per assemblare i 12 pezzi sarebbero necessarie 4 ore e, a causa delle tolleranze accumulate, si verificherebbe un disallineamento negli alloggiamenti dei cuscinetti, con costi nascosti superiori al 30%.
Come verrà mostrato in questo articolo, il modo in cui l’integrazione di soluzioni di fresatura e lavorazione CNC ad alta tecnologia – un approccio particolarmente completo alla produzione di assemblaggi complessi – può affrontare sistematicamente questi problemi e trasformare gli assemblaggi da “centri di costo” in “vantaggi competitivi”.
Esamineremo come JS Precision, con sede in Cina, utilizza le forti capacità dei suoi partner ingegneristici e la grande capacità di produzione di precisione per offrire soluzioni orientate al risparmio a clienti internazionali, che vanno ben oltre le capacità di lavorazione generica nella loro regione.
Riepilogo delle risposte chiave
| Nucleo decisionale | Le insidie delle soluzioni generiche | Il valore di integrazione di JS Precision |
| Controllo dei costi | Mentre altri confrontano solo i prezzi per il singolo pezzo Prodotti di fresatura CNC senza considerare il drammatico aumento dei costi totali richiesti per il debugging dell’assemblaggio, gli scarti e la gestione della catena di fornitura. | Le nostre soluzioni spaziano dall'analisi DFA/DFM alla produzione integrata di pezzi, riducendo così al minimo i componenti e le sequenze di assemblaggio per ottimizzare i costi totali . |
| Precisione e coerenza | Il fatto che diversi fornitori gestiscano lavorazioni abbinate a tolleranze cumulative incontrollate porta a un benchmark incoerente, quindi a una tolleranza cumulativa incontrollata, che influisce sulla precisione dell'assemblaggio. | In una catena di fornitura frammentata, c’è meno capacità di coordinare le date di consegna, un ritardo in qualsiasi processo blocca del tutto ogni progetto. |
| Resilienza della catena di fornitura | In una catena di fornitura frammentata, c’è meno capacità di coordinare le date di consegna, un ritardo in qualsiasi processo blocca del tutto ogni progetto . | In qualità di fornitore unico di servizi di fresatura e lavorazione CNC, coordiniamo internamente tutti i processi, forniamo impegni di consegna e responsabilità di qualità unificati, semplifichiamo notevolmente la gestione e riduciamo i rischi. |
| Adattabilità tecnologica | La macchina per uso generale non soddisfa i requisiti di coordinamento della lavorazione di vari materiali e forme complesse e ci sono grandi differenze di qualità durante la produzione di massa. | Integrazione di più processi come fresatura, tornitura e produzione additiva , adatti alla lavorazione di più materiali come alluminio, acciaio e tecnopolimeri, garantendo una qualità stabile durante l'intero processo, dal prototipo alla produzione di massa. |
Punti chiave:
1. Il vero costo è nell'assemblaggio: ridurre al minimo i componenti e le fasi di assemblaggio è più efficiente per ridurre i costi di sistemi complessi.
2. La produzione integrata è superiore al subappalto perché la lavorazione di componenti critici accoppiati sulla stessa macchina utensile di alta qualità e nello stesso sistema di coordinate rappresenta l’unica strada percorribile per garantire la precisione dell’assemblaggio.
3. Il ROI è più elevato nella collaborazione iniziale: il potenziale di risparmio sui costi, attraverso l'analisi DFM/A, nell'intervento in fase di progettazione, in genere, supera il 20%.
4. Una duplice soluzione in termini di costi tecnologici per la produzione cinese: Principali produttori cinesi , JS Precision, ad esempio, sono in grado di offrire servizi di fresatura CNC con il livello tecnologico delle migliori aziende globali provenienti da Europa e Stati Uniti, ma con prezzi e tempi di risposta più competitivi.
Soluzioni di fresatura CNC di precisione JS: ridurre il peso della produzione complessa
Per risolvere i punti critici della produzione legati ad assemblaggi complessi, la scelta di un partner con capacità EEAT è fondamentale.
JS Precision è stata attivamente associata al settore della fresatura CNC negli ultimi 20 anni, avendo trattato con più di 500 clienti in tutto il mondo in settori di fascia alta come quello automobilistico, aeronautico e biomedico, sperimentando così la sua importanza nella produzione combinata e nel relativo know-how con la sua competenza ed esperienza tecnologica.
JS Precision dispone di più di 30 centri di lavoro di fascia alta , inclusi centri di lavoro a portale a 5 assi e macchine per tornitura, con una capacità di lavorazione massima di 2000 mm × 800 mm × 700 mm e requisiti di posizionamento di alta precisione entro ± 0,005 mm, arricchendo le capacità di lavorazione per parti grandi e complesse.
Il nostro team di ingegneri è composto da oltre 15 ingegneri DFM senior, con una media di 8 anni di esperienza nel settore , che consente loro di identificare possibili problemi di produzione e assemblaggio nella fase di progettazione.
A partire da ora, JS Precision ha ridotto il numero medio di parti per i clienti del 75%, ha ridotto i costi totali del 30% -57% e ha mantenuto un tasso di puntualità delle consegne del 99,5%. La nostra azienda ha ottenuto la certificazione ISO 9001:2015 e Certificazioni aerospaziali AS9100D e il nostro sistema di qualità copre l'intero processo , dall'approvvigionamento delle materie prime alla verifica dell'assemblaggio finale.
Vuoi verificare se il tuo complesso assemblaggio può ottenere riduzioni di costi superiori al 50%? Contatta subito un ingegnere JS Precision, fornisci informazioni sull'assemblaggio e ricevi una soluzione di servizi di fresatura e lavorazione CNC personalizzata gratuita per comprendere chiaramente il potenziale di risparmio di spazio e miglioramenti della precisione.
In che modo i servizi integrati di fresatura e lavorazione CNC possono ridurre i costi di assemblaggio?
Dopo aver conosciuto le capacità di JS Precision, potresti chiederti in che modo esattamente il servizio integrato di fresatura e lavorazione CNC può ridurre i costi di assemblaggio. La soluzione prevede un'analisi completa della struttura complessiva dei costi. I servizi di fresatura e lavorazione CNC possono eliminare i costi invisibili o nascosti a livello di sistema.
L'iceberg dei costi: assemblaggio invisibile e costi di debug
In molte organizzazioni, il prezzo dei singoli componenti viene valutato, ignorando gli effetti significativi dei costi nascosti associati a un modello di componente.
In un modello a componenti tradizionale, i costi associati ai tempi di assemblaggio, alle rielaborazioni in fase di debug, ai dispositivi aggiuntivi e al coordinamento della gestione comprendono oltre il 30% dei costi totali coinvolti in tale modello.
Ad esempio, i componenti provenienti da fornitori diversi potrebbero richiedere ancora altri 2-3 giorni di debug a causa dell'incompatibilità delle interfacce. Un tale costo di impegno può spesso essere facilmente sottovalutato.
Sottrazione nella produzione integrata: da più parti a un pezzo
JS Precision utilizza la fresatura e la lavorazione CNC per eseguire l'integrazione delle parti e l'integrazione funzionale, eliminando così direttamente i costi associati al processo di assemblaggio e ai connettori.
Ad esempio, integrando 12 parti indipendenti in alluminio e acciaio in 3 componenti principali fresatura a cinque assi non solo riduce il costo di lavorazione di 9 parti ma elimina anche completamente le fasi di assemblaggio come il fissaggio delle viti e il posizionamento dei perni.
| Tipo di costo | Percentuale del modello dei componenti tradizionali | Percentuale del modello integrato di precisione JS | Percentuale di risparmio | Risparmio medio annuo (produzione di massa di 100.000 unità) |
| Costo di lavorazione delle parti | 25% | 30% | -20% | -$ 50.000 |
| Costo di assemblaggio e debug | 35% | 5% | 85,7% | $ 300.000 |
| Costo di gestione e coordinamento | 20% | 3% | 85% | $ 170.000 |
| Costo della perdita di scarti | 10% | 1% | 90% | $ 90.000 |
| Altri costi nascosti | 10% | 1% | 90% | $ 90.000 |
| Costo totale | 100% | 40% | 60% | $ 600.000 |
Vuoi calcolare con precisione il costo totale del tuo assemblaggio? Invia i disegni delle parti e i requisiti di assemblaggio e JS Precision ti fornirà un confronto gratuito delle differenze di costo tra i metodi tradizionali e i servizi integrati di fresatura e lavorazione CNC, consentendoti di vedere le spese nascoste e trovare il percorso ottimale di riduzione dei costi.
Perché la lavorazione generica non riesce negli assiemi complessi: la triade delle sfide
Questi assemblaggi richiedono standard molto elevati di precisione, coordinamento e scalabilità della produzione. I metodi di lavorazione generali e decentralizzati non possono soddisfare adeguatamente questi requisiti, Servizi di fresatura CNC devono essere integrati per affrontare tali sfide.
Tolleranze accumulate e problemi di abbinamento delle interfacce
Quando più parti provengono da fornitori diversi, ciascun fornitore ha parametri di riferimento di lavorazione diversi . Anche se le singole parti soddisfano i requisiti del disegno, le tolleranze si accumuleranno e amplificheranno.
Ad esempio, per un assieme composto da 5 parti, sebbene la tolleranza sia data come ±0,02 mm, la tolleranza finale accumulata può raggiungere ±0,1 mm o superiore , causando disallineamento del cuscinetto, interferenza nell'assemblaggio o guasto funzionale.
Collaborazione multimateriale e di processo
Gli assemblaggi spesso includono la partecipazione di più materiali, tra cui alluminio, acciaio e tecnopolimeri. A ciò si aggiungono una serie di processi, come la fresatura, la tornitura e la produzione additiva. I fornitori dispersi non possono ottimizzare le sequenze di processo.
Ad esempio, la distorsione delle parti dopo il trattamento termico non può essere compensata con precisione nella fresatura successiva e i problemi di compatibilità con il trattamento superficiale potrebbero non adattarsi, rendendo il tasso di fallimento della collaborazione superiore al 30% circa.
Scalabilità e fragilità della supply chain
Gli svantaggi di una catena di fornitura in un'area diffusa vengono aggravati dallo sviluppo del prototipo alla produzione di massa. Fornitori diversi avranno cicli di produzione diversi e sarà difficile allineare le date di consegna. Il fallimento di qualsiasi parte sarà un ostacolo al progetto. L'aggiunta, la modifica o l'estensione dei fornitori richiederà un tempo di ricertificazione di 1-2 mesi.
I pilastri tecnici del risparmio sui costi: un approfondimento sulla lavorazione CNC avanzata
I pilastri del supporto tecnico per l'efficacia dei costi sono quattro. Permettono di ottenere maggiore precisione ed efficienza anche nei servizi di fresatura CNC Fresatura CNC per pezzi di grandi dimensioni .
DFA/DFM: il tuo progetto di risparmio
Gli ingegneri di JS Precision sono coinvolti nella fase di progettazione , analizzando e ottimizzando la disposizione delle parti attraverso la progettazione orientata all'assemblaggio (DFA) per ridurre l'uso di elementi di fissaggio. Riduci le difficoltà di elaborazione attraverso il feedback di Design for Manufacturability (DFM).
Ad esempio, quando i fori profondi vengono trasformati in fori a gradini, il risparmio sui costi degli utensili può ammontare al 30% e ci sono anche meno possibilità di rottura dell'utensile. Un angolo affilato può essere modificato in un angolo arrotondato per aumentare i tempi di fresatura del 25% . Tale analisi DFA/DFM genera normalmente un risparmio medio compreso tra il 20% e il 35%.
Programmazione di alto livello e intelligenza del percorso utensile
Abbiamo applicato le strategie di lavorazione più avanzate come la programmazione simultanea a cinque assi con il risultato di un aumento di oltre il 40% dell'efficienza di lavorazione e della durata dell'utensile durante la lavorazione di cavità profonde e materiali duri.
Durante la fresatura CNC per pezzi di grandi dimensioni, lo staff di programmazione controlla con precisione la deformazione e lo stress durante la lavorazione e la precisione di lavorazione dei componenti della macchina a telaio di grandi dimensioni.
Processi Specializzati per Incarichi Monumentali
JS Precision dispone anche di un'ampia officina per la lavorazione dei pezzi . Le fresatrici a portale di JS Precision hanno corse di lavorazione di 2000 mm x 800 mm x 700 mm.
Inoltre, dopo l'adozione di giunti chimici progettati su misura, è garantito che i pezzi di grandi dimensioni rimangano stabili durante la lavorazione. Inoltre, nelle fresatrici a portale vengono utilizzati strumenti di misurazione su larga scala come i laser tracker per monitorare la precisione della lavorazione.
La qualità come sistema, non come punto di controllo
La nostra azienda ha sviluppato un sistema di qualità a circuito chiuso, pienamente conforme ISO9001:2015 . Tutte le procedure, a partire dal Primo Articolo Dimension Report (FAIR) e dal Controllo Statistico del Processo (SPC) fino alla verifica dell'assemblaggio finale, sono guidate dai dati.
Attraverso l'integrazione della catena di fornitura, garantire la coerenza dei lotti delle materie prime, garantire la qualità dalla fonte e controllare l'errore di coerenza delle parti prodotte in serie entro ± 0,008 mm.
Desideri un design competitivo in termini di costi fin dall'inizio? Entra in contatto con il team di ingegneri JS Precision, condividi i requisiti dei tuoi prodotti di fresatura CNC e avrai analisi DFA/DFM gratuite. Ciò renderà i nostri servizi di fresatura CNC adatti al tuo progetto precedente.
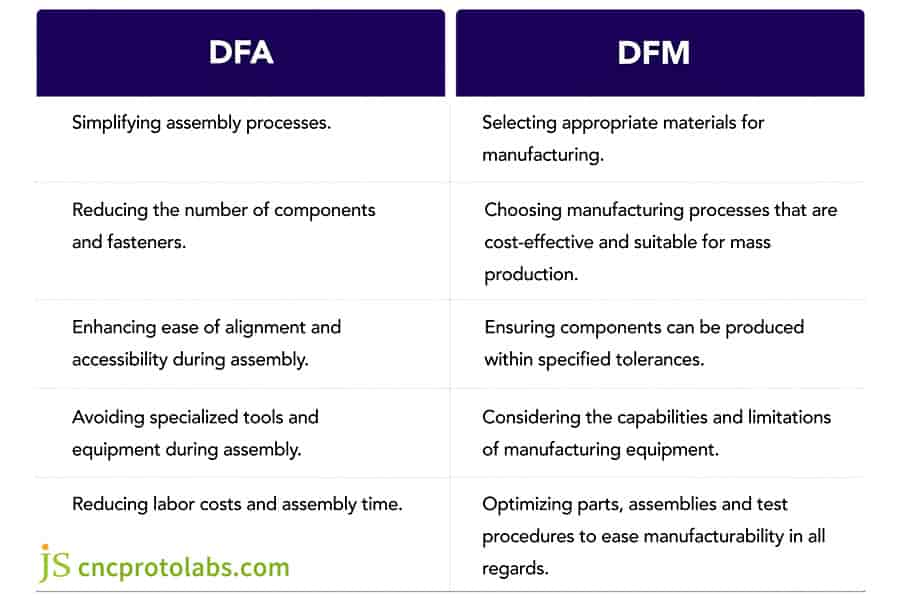
Figura 1 I principali obiettivi del DFA e del DFM
Coerenza su larga scala: come garantire che ogni parte fresata CNC si adatti perfettamente?
Nella produzione di massa, migliaia di prodotti di fresatura CNC devono mantenere una precisione costante per ottenere un assemblaggio istantaneo senza la necessità di parti opzionali. Ciò richiede una garanzia congiunta su tre aspetti: attrezzature, parametri di riferimento e processi.
La precisione delle macchine utensili è solo l'inizio: compensazione termica e monitoraggio del processo
JS Precision utilizza macchine utensili di fascia alta che incorporano feedback dell'encoder lineare e controlli software per la correzione degli errori di dilatazione termica.
Ciò gli consente di compensare completamente gli errori che possono derivare dai cambiamenti di temperatura nel suo ambiente, garantendo una precisione entro ± 0,003 mm. Dispone inoltre di un sistema di sonda in linea che gli consente di rilevare e correggere automaticamente gli errori che possono derivare dall'usura degli utensili.
Sistema di riferimento unificato: sistema di coordinate assolute dalla lavorazione all'ispezione
Completare le caratteristiche critiche di accoppiamento su una macchina con un solo serraggio è di fondamentale importanza per garantire la precisione. JS Precision utilizza un sistema di coordinate assolute per la programmazione e la lavorazione.
Il sistema di coordinate di misurazione della macchina di misura a coordinate (CMM) di JS Precision è idealmente allineato al sistema di coordinate di lavorazione per garantire che vengano effettuate misurazioni dirette in produzione per ottenere una precisione di ripetibilità di ±0,002 mm .
Caso di studio: riduzione dei costi del 57% – Trasformazione di un gruppo di bracci robotici industriali
Un produttore di apparecchiature per l'automazione ha dovuto affrontare la sfida di produrre un modulo polso robotico a sei assi. Il progetto originale consisteva in 12 parti separate in alluminio e acciaio assemblate con viti e perni. Ciò non solo ha comportato costi elevati per i servizi di fresatura CNC , ma ha anche presentato seri problemi di precisione ed efficienza.
Sfide
L'impossibilità di consentire un errore coassiale dell'alloggiamento del cuscinetto di 0,08 mm, che ha causato il malfunzionamento del robot, e il debug in loco hanno registrato una percentuale di successo media di solo l'85% in una media di 4 ore per unità, c'erano 12 parti provenienti da soli 3 fornitori, il che ha reso difficile il coordinamento della consegna e ha causato ritardi fino a 15 giorni , e il costo totale della produzione di massa era di $ 120 per unità.
Soluzione di precisione JS
1. Riconfigurazione DFA/DFM: Suddivisione dei 12 componenti in 3 , che comportano l'incorporazione di un telaio principale in alluminio e due componenti di trasmissione relativi all'acciaio, in cui sono integrati tutti gli alloggiamenti dei cuscinetti.
2. Integrazione del processo: il telaio in alluminio integrato viene lavorato in un'unica configurazione tramite un centro di lavoro a portale a 5 assi in modo che la coassialità dei fori nell'alloggiamento del cuscinetto abbia una tolleranza di φ0,03 mm . Le parti in acciaio vengono lavorate su a fresatrice e tornio nello stesso stabilimento con lo stesso obiettivo di integrazione dei processi.
3. Controllo qualità: l'intera struttura viene misurata con precisione utilizzando una CMM, fornendo così un cromatogramma di deviazione 3D accurato. L'intero processo di produzione è controllato utilizzando il sistema SPC, che aiuta nella regolazione dei parametri.
Risultati
Il numero di parti è diminuito del 75%, il tempo di assemblaggio è ora di 30 minuti contro 4 ore, il passaggio di messa in servizio è ora del 99,9% rispetto ai livelli precedenti e i costi di produzione per unità sono scesi a 51,6 dollari, ovvero una riduzione del 57%.
I tempi di consegna sono scesi da 45 a 25 giorni, ma la puntualità della consegna è ora pari al 99,5% rispetto ai rapporti precedenti. Il design dei moduli rigidi è ora aumentato del 30% e la durata utile è più lunga di 2 anni.
Feedback dei clienti: "Il processo combinato di fresatura e lavorazione CNC di JS Precision ha eliminato il nostro intero problema di assemblaggio, il che ci ha offerto un enorme vantaggio in termini di costi e ci ha aiutato a ottenere un vantaggio competitivo sul mercato."
Avete sfide simili complesse nella produzione di assemblaggi? Contatta gli ingegneri di JS Precision per fornire una spiegazione dettagliata dei punti critici del tuo prodotto e riceverai una consulenza individuale sulla soluzione, consentendo a un team di professionisti di personalizzare una soluzione di produzione integrata per te.
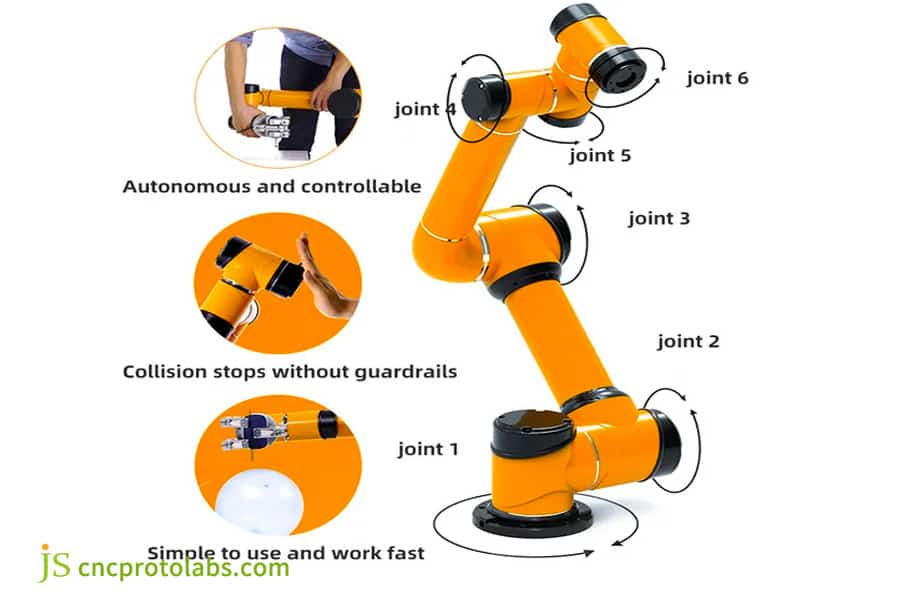
Figura 2 I robot a braccio articolato a sei assi prendono il nome dalle sei distinte rotazioni che consentono loro di afferrare un oggetto praticamente a qualsiasi angolazione e in quasi qualsiasi punto alla loro portata.
Quali fattori determinano veramente il costo della fresatrice CNC e il preventivo del progetto?
Ci sono molti clienti che chiedono informazioni su Costo della fresatrice CNC . In realtà, la ripartizione del prezzo dipende fondamentalmente da diversi fattori come la capacità della macchina e la progettazione stessa del pezzo. Questo ti aiuterà a prendere la migliore decisione possibile.
Capability Premium: macchine utensili a cinque assi, multicanale e di grandi dimensioni
Le macchine utensili a cinque assi collegate, per fresatura e tornitura di materiali compositi e con movimento a corsa elevata comportano maggiori spese di capitale e operative.
Ad esempio, il costo di capitale di un centro di lavoro a portale a cinque assi è 3-5 volte superiore a quello di una tipica macchina utensile a tre assi. Tuttavia, il centro di lavoro a cinque assi può eseguire la lavorazione di parti complesse in un unico passaggio, comportando così costi unitari inferiori.
| Tipo di macchina utensile | Coefficiente di costo di acquisto | Coefficiente di costo operativo | Precisione di lavorazione | Tipo di parte applicabile | Coefficiente di costo unitario (parti complesse) |
| Fresatrice ordinaria a tre assi | 1 | 1 | ±0,01 mm | Struttura semplice, parti a piano singolo | 1 |
| Fresatrice con collegamento a cinque assi | 3.5 | 1.8 | ±0,005 mm | Superfici curve complesse, pezzi meccanici sfaccettati | 0,6 |
| Centro di tornitura mill-turn | 4 | 2 | ±0,003 mm | Parti multifunzionali del tipo ad albero | 0,5 |
| Fresatrice a portale di grandi dimensioni | 5 | 2.5 | ±0,01 mm | Parti del telaio di grandi dimensioni oltre 2000 mm | 0,7 |
La tua geometria: tempo di programmazione e utilizzo del materiale
La presenza di superfici complesse, caratteristiche dettagliate e componenti a pareti sottili aumenterà esponenzialmente i tempi di programmazione e lavorazione . Ad esempio, i componenti con superfici complesse richiederanno 2-3 volte il tempo di programmazione di altri componenti, mentre i componenti a pareti sottili ridurranno l'efficienza della lavorazione del 50%.
L'ottimizzazione del layout ha fatto sì che l'utilizzo del materiale aumentasse dal 60% all'85% e, di conseguenza, il costo della fresatura CNC per pezzi di grandi dimensioni sia diminuito del 15%-20% .
Hai bisogno di una ripartizione dei prezzi? Invia semplicemente a JS Precision il modello 3D del tuo pezzo e verrà fornita una ripartizione gratuita dei costi della fresatrice CNC, indicando la percentuale del costo per ogni fase coinvolta nel processo.

Figura 3 Forme semplici come rettangoli o cilindri possono essere lavorate in modo più rapido ed economico.
La tua tabella di marcia verso il risparmio: come iniziare con una soluzione di lavorazione CNC personalizzata?
Esiste un modo migliore di lavorare insieme. JS Precision presenta un metodo di collaborazione in tre fasi che può essere facilmente adattato Servizio di fresatura CNC in conformità con le vostre esigenze.
Passaggio 1: consegna la tua "sfida", non solo disegni
Vorremmo incoraggiarti a contribuire con modelli di assieme, esigenze prestazionali e descrizioni dei punti critici , non solo diagrammi per le parti in punti casuali. A loro volta, gli ingegneri di JS Precision possono acquisire una comprensione completa dei requisiti e avviare un'analisi DFA sistematica per individuare le regioni chiave per l'ottimizzazione.
Fase 2: coinvolgimento in una riunione di revisione tecnica approfondita
JS Precision creerà un team interdipartimentale di ingegneri che comunicherà direttamente con il tuo team di progettazione tramite videoconferenza. Gli ingegneri offriranno soluzioni per l'integrazione delle parti e l'ottimizzazione del processo , nonché il percorso di processo più ottimale e risponderanno a qualsiasi domanda tecnica.
Passaggio 3: ottieni un preventivo trasparente e un piano prototipo
Un preventivo e un piano trasparenti verranno forniti. Questo preventivo identificherà in modo specifico il risparmio complessivo sui costi della soluzione di produzione integrata rispetto al tradizionale lavoro a cottimo, inclusa la riduzione delle parti e la riduzione dell'assemblaggio . Sarà previsto un piano per la prototipazione rapida, solitamente realizzata in 2-3 settimane, per verificare la fattibilità del progetto.
Domande frequenti
D1: Nella progettazione integrata, i singoli pezzi sono più grandi e più complicati, questo non aumenterebbe i costi della fresatura CNC?
Sebbene il costo di lavorazione di un singolo pezzo possa essere più elevato, JS Precision elimina il costo della lavorazione, della movimentazione, dell'assemblaggio e dell'ispezione di qualità di più pezzi, riducendo così drasticamente il costo totale e garantendo al tempo stesso una qualità più costante. Questo vantaggio è ulteriormente drammatizzato quando si parla di produzione di massa.
Q2: Che dimensioni di parti integrate puoi elaborare?
Il grande centro di fresatura a portale di JS Precision può lavorare un pezzo in lega di alluminio grande fino a 2000 mm × 800 mm × 700 mm , in grado di soddisfare i requisiti di lavorazione del grande telaio e della struttura nella maggior parte dei settori.
Q3: Siete in grado di gestire tutti gli assemblaggi multi-materiale?
Sì, JS Precision fornisce fresatura e tornitura di precisione di materiali come alluminio, acciaio, acciaio inossidabile, ottone e tecnopolimeri. È possibile coordinare la sequenza del processo e il trattamento superficiale per ciascuna parte per garantire la compatibilità.
Q4: Come garantire la precisione della lavorazione di pezzi di grandi dimensioni integrati? Ad esempio, la planarità dell'intera lunghezza?
Nel caso di JS Precision, adotta una strategia di taglio della luce ad alta velocità per controllare la deformazione da stress. Per la lavorazione e l'ispezione viene adottata un'officina a temperatura controllata . Per una parte in alluminio lunga 1 m, la sua planarità è controllabile entro ±0,1 mm/m.
Q5: È difficile comunicare e gestire progetti con fornitori esteri?
Affatto. JS Precision si avvale di project manager e team di ingegneri di lingua inglese e l'azienda utilizza una piattaforma di collaborazione online, dove aggiornamenti e dati vengono forniti online in tempo reale e così via.
Q6: Il trattamento superficiale e il trattamento termico fanno parte dei servizi offerti?
SÌ. Fornisce inoltre soluzioni di post-elaborazione one-stop come processi di anodizzazione, sabbiatura, verniciatura e trattamento termico come l'invecchiamento della soluzione, garantendo il controllo e minimizzando i rischi nell'integrazione con altri fornitori.
Q7: Quanto tempo richiede normalmente la consegna?
Per gli assemblaggi che prevedono livelli di complessità standard, lo sviluppo del prototipo richiede 2-3 settimane . La produzione su larga scala, a seconda del volume, richiede 4-8 settimane . Per soddisfare i requisiti di consegna, JS Precision ha accelerato i processi per la gestione delle richieste urgenti.
D8: Che ne dici di JS Precision in Cina rispetto a una fonte cinese?
JS Precision, pur fornendo capacità tecnologiche uguali o addirittura superiori (soprattutto nella lavorazione di componenti complessi e di grandi dimensioni), può offrire costi totali più competitivi e tempi di risposta più rapidi attraverso i vantaggi della sua catena di fornitura e dell'ecosistema di produzione.
Riepilogo
La questione relativa all’assemblaggio e alla produzione complessi non riguarderebbe mai la lavorazione individuale , ma implicherebbe invece una questione di collaborazione all’interno del sistema complessivo. Le capacità complessive relative ai servizi di fresatura e lavorazione CNC aiuterebbero quindi a risolvere eventuali problemi correlati alla saldatura, alla precisione e alla fornitura.
JS Precision eliminerebbe tutte le limitazioni con l'aiuto di una corretta integrazione e dell'esperienza accumulata, trasformando l'assemblaggio complesso in un vantaggio competitivo.
È tempo di riconsiderare il tuo piano di produzione.
Vi preghiamo di inviarci il vostro modello di assemblaggio o la componente più impegnativa. I nostri ingegneri possono offrirti un "Rapporto gratuito sull'analisi del potenziale di produzione integrata e risparmio sui costi" per illustrare chiaramente i potenziali risparmi e il miglioramento delle prestazioni di cui puoi godere attraverso una profonda collaborazione.
Lavoriamo insieme per trasformare il vostro assemblaggio da un onere di costi a un vantaggio di mercato.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di precisione JS ,non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite JS Precision Network. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Precisione JS Squadra
JS Precision è un'azienda leader del settore , concentrarsi su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione , Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Scegliere Precisione JS questo significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

