

Pensate al drone di fascia alta che avete in mano, leggero ma estremamente resistente, o ai componenti del motore automobilistico che abbiamo progettato, in grado di funzionare in modo affidabile anche ad alte temperature e pressioni elevate. Il passaggio chiave alla base di tutto questo è stato in realtà deciso all'inizio del progetto: quale lega metallica abbiamo scelto?
Nel campo della pressofusione , i metalli leggeri come alluminio, zinco e magnesio sono i più utilizzati. Sono leggeri e hanno una buona fluidità, caratteristiche che li rendono particolarmente adatti allo stampaggio efficiente di componenti complessi e precisi. Sebbene anche acciaio e ferro possano essere pressofusi, vengono solitamente utilizzati in situazioni speciali con requisiti più estremi.
Scegliere alluminio, zinco o magnesio?
Questa non è affatto una decisione casuale. Ogni materiale ha caratteristiche distinte: il magnesio è estremamente leggero, lo zinco ha una tenacità eccezionale e l'alluminio è relativamente equilibrato in termini di resistenza, resistenza al calore e lavorabilità. Se si sceglie quello giusto, le prestazioni del prodotto saranno solide. Se si sceglie quello sbagliato, i componenti potrebbero presentare problemi di resistenza, resistenza al calore o stampaggio, il che non è economico.
Si può affermare che la selezione dei materiali sia una delle linfa vitale del successo dei progetti di pressofusione. Oggi vi parlerò di come consideriamo la selezione dei materiali per pressofusione in JS e di come rispondere correttamente a questa domanda cruciale.
Riepilogo delle risposte principali:
| Tipo di materiale | Vantaggio principale | Esempi tipici di applicazione | Costi dei materiali |
| lega di alluminio | Le migliori prestazioni complessive (resistenza, peso, costo). | Componenti per autoveicoli, alloggiamenti per comunicazioni 5G, utensili elettrici. | Medio. |
| lega di zinco | La migliore precisione e le migliori prestazioni nel trattamento delle superfici. | Connettori di precisione, accessori per il bagno, parti decorative. | Basso (ma alto peso specifico). |
| lega di magnesio | Il metallo strutturale più leggero con eccellenti prestazioni di assorbimento degli urti e schermatura. | Custodia per laptop, corpo macchina fotografica, telaio per droni. | Più alto. |
Questo articolo risponderà alle vostre domande:
- In questa guida condividerò con voi le tre leghe più comunemente utilizzate per la fusione ad alta pressione e le rispettive proprietà dei materiali.
- Parliamo ora di un ruolo chiave spesso trascurato: l'acciaio speciale per stampi per la fusione ad alta pressione dell'alluminio.
- Infine, utilizzando una vera custodia per dispositivo medico, spiegheremo come la scelta del materiale giusto può migliorare le prestazioni del prodotto e ridurre i costi.
Perché fidarsi di questa guida? Note pratiche dagli ingegneri in prima linea di JS
Ogni volta che ci viene consegnato un disegno di componenti in alluminio pressofuso , il nostro team di ingegneri dei materiali JS avvia automaticamente una serie di considerazioni chiave:
- A quale temperatura può resistere?
- Deve schermare le interferenze elettromagnetiche?
- La superficie è sabbiata e ossidata o semplicemente verniciata?
Perché in JS sappiamo che le considerazioni alla base della scelta della lega di alluminio A380 per i motori delle auto e della lega di magnesio AZ91D per i telai dei droni sono completamente diverse. La scelta dell'acciaio per stampi e dei metodi di trattamento termico per gli utensili di fusione ad alta pressione dell'alluminio influisce direttamente sulla capacità dei costosi stampi investiti dai clienti di produrre stabilmente centinaia di migliaia o addirittura milioni di prodotti qualificati.
Ricordo un cliente che produceva apparecchiature elettroniche marine. Il loro progetto iniziale prevedeva un guscio in lega di alluminio, ma presentava sempre problemi in ambienti con nebbia salina. Dopo un'analisi approfondita, abbiamo sostituito il materiale con una speciale lega di zinco. Non solo abbiamo cambiato il materiale, ma abbiamo anche ottimizzato il design dello stampo. Sfruttando l'eccellente fluidità e la finitura superficiale della lega di zinco, la capacità del prodotto di resistere alla corrosione in nebbia salina è triplicata!
Ancora meglio, la lega di zinco ha un buon effetto galvanico, che elimina direttamente un costoso processo di rivestimento secondario, e il costo unitario è diminuito del 15%. "Comprendere" le proprietà del materiale è il lavoro quotidiano del nostro team di ingegneri JS.
I membri principali del team JS vantano tutti una formazione in ingegneria dei materiali o settori correlati, con una media di oltre 10 anni di esperienza nel settore della fusione ad alta pressione. Non solo serviamo grandi clienti industriali come l'industria automobilistica e delle comunicazioni, ma forniamo anche soluzioni di materiali per numerosi progetti di precisione nei settori medico e aerospaziale.
Ad esempio, una volta abbiamo assistito un cliente nell'ottimizzazione della progettazione dello stampo per un componente in lega di alluminio pressofuso. Adottando uno schema di lavorazione specifico per la pressofusione di alluminio e un processo di trattamento termico, la durata dello stampo è aumentata del 40%, riducendo significativamente il costo unitario del cliente.
Integriamo regolarmente dati di progetto di questo tipo nella nostra knowledge base interna per garantire che le nostre raccomandazioni siano sempre basate sui risultati pratici più recenti. Scegliere JS significa affidarsi a un partner con una profonda conoscenza dei materiali e dei processi, impegnato a creare il massimo valore per voi.
"Sono d'accordo con le parole di Herbert Holloman: in qualsiasi progetto ingegneristico, la scelta dei materiali costituisce la base per l'80% delle prestazioni dell'intero progetto e definisce i limiti delle possibilità."
I frammenti condivisi in questa guida non sono vuote teorie, ma tutta l'esperienza concreta che abbiamo accumulato accanto a macchine per pressofusione ad alta temperatura, in sale prove di precisione e attraverso innumerevoli tentativi, errori e successi.

Sistema 1: Materiali delle parti - La forma finale del tuo prodotto
Come ingegnere JS, ho a che fare con questi materiali metallici ogni giorno. Sono come partner con personalità diverse e, in ultima analisi, determinano l'aspetto e le capacità del prodotto che avete in mano. Di seguito condividerò con voi i tre materiali per fusione ad alta pressione più comunemente utilizzati:
Lega di alluminio: la forza principale a tutto tondo
La lega di alluminio è la più utilizzata nella pressofusione perché offre le migliori prestazioni complessive. È sufficientemente resistente, leggera, non arrugginisce facilmente e ha una buona conduttività termica, il tutto a un costo relativamente ragionevole.
I gradi comunemente utilizzati sono A380, A360 e ADC12, che hanno una buona fluidità. Immaginate che, sotto alta pressione, possano riempire ogni angolo dello stampo di fusione ad alta pressione in alluminio in modo rapido e fluido come il miele, particolarmente adatti per la fusione ad alta pressione, un processo di prototipazione rapida.
Quali sono i suoi aspetti più potenti?
Il vantaggio principale è che è leggero e potente, ha un buon effetto di dissipazione del calore e può resistere a temperature elevate. Come parte del carter motore e della scatola del cambio della vostra auto, così come quelle parti della stazione base 5G che necessitano di dissipazione del calore, e persino la fusoliera di molti utensili elettrici, è possibile utilizzare componenti in lega di alluminio pressofuso ad alta pressione. Un'eccellente azienda di fusione ad alta pressione deve essere esperta nelle caratteristiche delle leghe di alluminio.
Lega di zinco - esperto di precisione e superfici
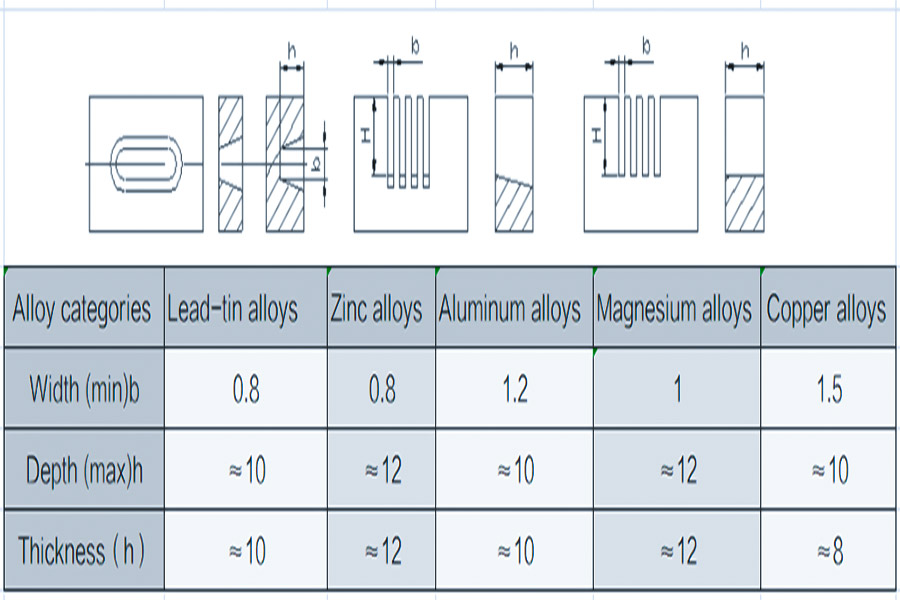
La forza della lega di zinco risiede nella precisione e nei requisiti estetici elevati richiesti per la produzione di componenti. Ha un basso punto di fusione e un'eccellente fluidità. Può perforare le strutture sottili e complesse a parete sottile dello stampo e ne riduce l'usura, consentendone un utilizzo più prolungato.
- Gradi comunemente utilizzati: Zamak 3, Zamak 5, ZA-8.
- Il suo principale vantaggio è l'elevata precisione dimensionale e la buona finitura superficiale, che lo rendono particolarmente adatto a trattamenti successivi come galvanica e spruzzatura. Presenta inoltre un'ulteriore caratteristica nascosta: può schermare in modo naturale alcune interferenze elettromagnetiche (EMI/RFI).
- Applicazioni tipiche: maniglie delle portiere delle auto, accessori per il bagno, involucri di precisione per spine e prese di prodotti elettronici, teste di cerniere e vari stemmi decorativi.
Lega di magnesio: il re della leggerezza
Perché è il più leggero? È il più leggero tra i metalli strutturali comunemente utilizzati, circa il 33% più leggero dell'alluminio e circa il 75% più leggero dell'acciaio!
- Gradi comuni: AZ91D, AM60B sono i più diffusi.
- I suoi vantaggi eccezionali: il nucleo è una sola parola, leggero! Estremamente leggero. E ha anche una caratteristica speciale: un buon assorbimento di energia e di urti, e un'elevata capacità di schermatura elettromagnetica.
- Pertanto, per coloro che ricercano la massima leggerezza e sottigliezza per i gusci dei laptop, i corpi macchina fotografica avanzati, i telai dei droni e lo scheletro all'interno del volante dell'auto, il supporto del cruscotto, che deve essere leggero e un po' resistente, la lega di magnesio è la prima scelta.
Alluminio, zinco e magnesio sono i tre materiali principali per la pressofusione , ognuno con le proprie caratteristiche. La lega di alluminio è versatile e durevole, la lega di zinco è raffinata e bella, e la lega di magnesio ricerca un'estrema leggerezza. La chiave per scegliere la migliore soluzione di pressofusione ad alta pressione è abbinare le proprietà del materiale ai requisiti del prodotto.
"In JS, ci concentriamo sulla comprensione delle caratteristiche di questi materiali e possiamo aiutarvi a trovare la soluzione di processo di pressofusione più adatta, ottimizzando prestazioni e costi. Se avete domande sulla scelta del materiale per il vostro progetto di pressofusione, non esitate a contattarci . Siamo sempre pronti a utilizzare il metallo più adatto per fondere la competitività fondamentale del vostro prodotto."
Sistema 2: Materiale dello stampo - L'eroe dietro la precisione della fusione
Ora, vorrei approfondire i fattori chiave alla base del successo della fusione ad alta pressione, in particolare dell'alluminio per fusione ad alta pressione: i materiali per stampi. Questi determinano direttamente la precisione dei pezzi e la durata degli stampi. Un set di stampi deve essere in grado di resistere a migliaia o addirittura decine di migliaia di volte di erosione violenta del metallo fuso ad alta temperatura e a un'enorme forza di serraggio per garantire stabilità dimensionale, assenza di crepe e deformazioni. Questo è direttamente correlato al ritorno sull'investimento in stampi.
Acciaio per stampi: supporto del nucleo ad alta temperatura e alta pressione
L'ambiente di lavoro dello stampo per pressofusione è estremamente ostile: deve essere ripetutamente eroso dall'ebollizione del metallo fuso a circa 700 °C (o anche di più) e deve resistere a centinaia o addirittura migliaia di tonnellate di forza di serraggio. In questo ambiente, l'acciaio comune si ammorbidisce, si deforma o si crepa rapidamente.
Quali materiali scegliamo generalmente?
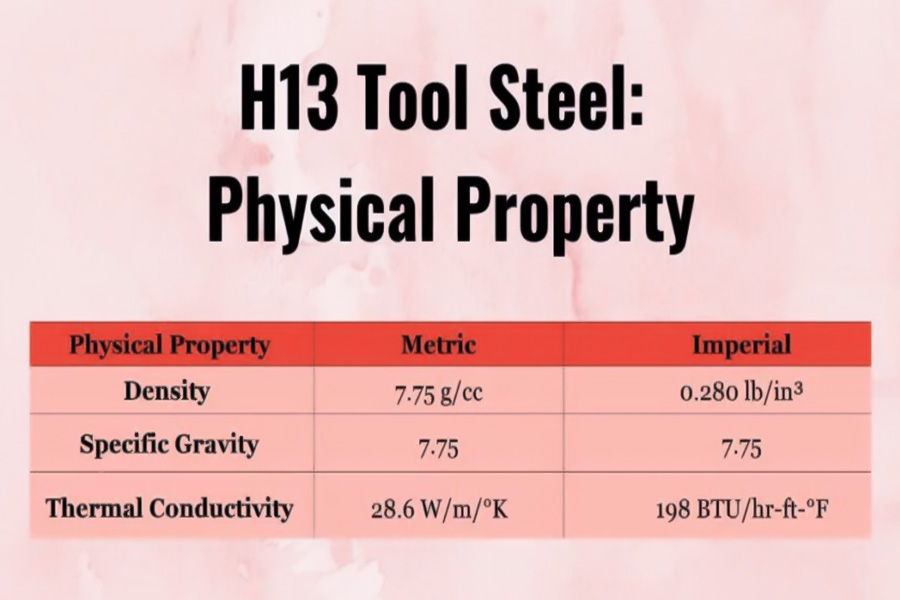
L'acciaio H13 è sicuramente un pilastro del settore. Presenta tre eccellenti caratteristiche:
- Eccellente resistenza alle alte temperature: a temperature superiori a 600°C, può comunque mantenere durezza e resistenza sufficienti per resistere all'erosione del liquido di alluminio e alla deformazione causata dalla pressione.
- Sufficiente tenacità: forte capacità di resistere alle crepe causate da ripetuti cicli di riscaldamento e raffreddamento.
- Buon equilibrio: punteggi elevati in termini di durezza, tenacità e resistenza alla fatica termica, durevole e relativamente conveniente.
Uno stampo per fusione ad alta pressione in alluminio affidabile e durevole deve avere un nucleo in acciaio per stampi ad alte prestazioni per lavorazioni a caldo, come l'H13. Questa è la garanzia fondamentale per la lunga durata dello stampo.
Rivestimento dello stampo: migliora la capacità di protezione
Un buon acciaio da solo non basta. L'alluminio liquido ad alta temperatura aderisce particolarmente facilmente allo stampo (in particolare allo stampo per fusione ad alta pressione di alluminio) e ciò causerà una serie di problemi sulla superficie dello stampo, che porteranno a:
- Difetti superficiali delle parti (deformazioni, incollaggi).
- Lo stampo è difficile da rimuovere, allungando i tempi di produzione.
- Rottura prematura della muffa.
Ciò richiede l'uso di rivestimenti ad alte prestazioni per formare uno strato protettivo super duro, resistente all'usura, a basso attrito e chimicamente inerte sulla superficie dell'acciaio dello stampo.
La tecnologia più diffusa è il rivestimento PVD: questa tecnologia è in grado di "rivestire" con precisione uno strato sottile di materiali speciali sulla superficie dello stampo.
Qual è il rivestimento comunemente utilizzato? Dipende dalle esigenze:
- Nitruro di titanio (TiN): dorato, versatile, migliora principalmente la durezza superficiale e la resistenza all'usura, rendendo lo stampo più durevole.
- Nitruro di cromo (CrN): grigio argento Nitruro di cromo (CrN): la sua caratteristica più eccellente è la resistenza all'adesione della lega di alluminio fusa! Particolarmente adatto per la fusione ad alta pressione di leghe di alluminio, può impedire efficacemente l'adesione del liquido di alluminio allo stampo, risparmiando preoccupazioni e fatica e riducendo ulteriormente l'usura.
Quanto è evidente l'effetto del rivestimento?
| Indice di prestazione | Acciaio per stampi non rivestito | Acciaio per stampi rivestito in TiN | Acciaio per stampi rivestito in CrN | Effetto lifting |
| Durezza superficiale (HV) | Circa 500. | Circa 2300. | Circa 1800. | Aumentare di 3-4 volte. |
| Resistenza all'abrasione | riferimento. | Aumentare di 5-10 volte. | Aumentare di 3-8 volte. | Prolungare significativamente la durata della vita. |
| Adesione liquida anti-alluminio | riferimento. | Miglioramento moderato. | Miglioramento significativo. | CrN ottimale. |
| Coefficiente di attrito | riferimento. | Ridurre del 30-50%. | Ridurre del 40-60%. | Sformatura agevole. |
Fonte: ASM International - Manuale di elaborazione mediante deposizione fisica da vapore (PVD).
Se lo stampo non è ben fatto, non importa quanto sia buono il design del pezzo, sarà inutile. Uno stampo di buona qualità = acciaio per lavorazione a caldo (H13 come anima) + rivestimento (TiN resistente all'usura, CrN antiaderente in alluminio).
"In JS, sappiamo che la scelta giusta del materiale dello stampo e il suo corretto utilizzo sono direttamente correlati alla durata dello stampo, alla qualità del pezzo e, in definitiva, al costo. Gli stampi per pressofusione non sono economici, quindi non lasciate che le carenze del materiale vi ostacolino. Avete domande sullo stampo? Benvenuti a discuterne approfonditamente con noi e a ottimizzare insieme la soluzione per garantire il massimo ritorno sull'investimento."
Analisi di casi di combattimento reali: scelta del miglior materiale per gli scanner medici portatili
I dispositivi medici portatili utilizzati dai medici rappresentano davvero un grosso problema da progettare! Devono essere sufficientemente leggeri da poter essere impugnati a lungo senza stancarsi. Devono essere sufficientemente resistenti da non rompersi se cadono a terra. La cosa fondamentale è che proteggano ermeticamente i delicati componenti elettronici al loro interno e non subiscano interferenze dovute ai fastidiosi segnali elettrici provenienti dal mondo esterno.
Sfida del cliente: realizzare un alloggiamento per dispositivi medici leggero, resistente e con schermatura EMI
Una startup di tecnologia medica con cui abbiamo collaborato ha progettato un ottimo ecografo portatile ed era pronta a produrne in serie l'involucro. Ma hanno incontrato dei problemi:
- Metodo 1 - Lavorazione CNC : la precisione era conforme agli standard, ma i costi di produzione erano troppo elevati, il che incideva sulla competitività del prezzo finale del prodotto.
- Metodo 2 - Stampaggio a iniezione di plastica: la resistenza non era sufficiente e, per evitare interferenze elettromagnetiche (EMI), era necessario spruzzare uno strato aggiuntivo di rivestimento conduttivo, il che era costoso e problematico.
- Metodo 3 - Soluzione in lega di alluminio (A380): sebbene fosse stato preso in considerazione il metodo della fusione ad alta pressione dell'alluminio , era effettivamente molto più resistente della plastica, ma risultava comunque un po' pesante nella pratica e le mani del medico si irritavano dopo un uso prolungato. Aveva prestazioni di schermatura EMI, ma il design doveva essere rinforzato, il che non era l'ideale.
Soluzione JS: dall'alluminio al magnesio, un passo alla volta!
Il nostro team ha analizzato attentamente le esigenze principali del cliente: estrema leggerezza e intrinseca capacità anti-interferenza. Questo ci ha fatto subito pensare ai punti di forza della lega di magnesio.
Abbiamo dato ai nostri clienti un suggerimento audace: non usate la lega di alluminio, provate la lega di magnesio (AZ91D)! Il motivo è molto valido:
- Innovazione nella leggerezza: il guscio finale è più leggero del 33% rispetto al design originale in lega di alluminio, il che riduce efficacemente l'affaticamento dei medici dopo interventi chirurgici di lunga durata.
- Schermatura EMI intrinseca: la lega di magnesio è di per sé un buon anti-interferenza elettromagnetica (EMI)! Usandola come involucro, non è necessario alcun rivestimento spray aggiuntivo o una progettazione strutturale speciale, e può facilmente superare gli standard EMC delle apparecchiature mediche come IEC 60601.
- Integrazione del design: sfruttiamo i vantaggi della fusione ad alta pressione per fondere la struttura interna che originariamente richiedeva l'assemblaggio di più componenti direttamente sul guscio contemporaneamente. Si risparmiano anche le fasi di assemblaggio, il peso si riduce ulteriormente e, naturalmente, i costi.
Confronto degli effetti delle due soluzioni:
| Indicatori chiave | Progetto originale (lega di alluminio A380) | Schema JS (lega di magnesio AZ91D) | Miglioramento dell'effetto |
| Peso del guscio | Valore di riferimento. | Ridurre del 33%. | Ridurre significativamente l'affaticamento operativo. |
| Capacità di schermatura EMI | Conformità di base (da migliorare). | Intrinsecamente eccellente, non necessita di miglioramenti. | Risparmia sui costi di rivestimento schermante/progettazione strutturale. |
| Complessità strutturale | Assemblaggio multicomponente. | Stampaggio pressofuso integrato. | Ridurre i componenti, semplificare l'assemblaggio, ridurre i costi e aumentare l'efficienza. |
| Prezzo unitario dei materiali | - | Elevato costo dei materiali | Riduzione complessiva dei costi del 12%. |
Risultati: ottenere un doppio passo avanti in termini di prestazioni e costi
Non appena il prodotto è stato realizzato, clienti e medici sono rimasti piacevolmente sorpresi! Il guscio è leggero quasi quanto la plastica, comodo e affidabile da tenere in mano. Questo è diventato uno dei principali punti di forza del prodotto.
Risultati del progetto:
- Il peso dell'intero prodotto è ridotto del 25%, migliorando l'esperienza utente e la competitività.
- Il costo complessivo di un singolo pezzo è ridotto di circa il 12% e l'effetto dell'eliminazione del rivestimento schermante e della semplificazione dell'assemblaggio ha superato l'elevato prezzo unitario del materiale in lega di magnesio stesso.
- La soluzione materiale ha superato tutti i test di certificazione in una sola volta e il prodotto è stato rilasciato 3 mesi prima del previsto.
La selezione dei materiali non si basa sul prezzo unitario, ma sulla loro capacità di adattarsi perfettamente allo scenario di utilizzo del prodotto e di esaltarne tutte le caratteristiche. Questo caso ne è la prova migliore: a prima vista, la lega di magnesio è più costosa dell'alluminio pressofuso, ma la leggerezza, la naturale resistenza alle interferenze e il design semplificato che offre contribuiscono a rendere il prodotto migliore.
"Se anche tu sei preoccupato per le prestazioni, il peso o il costo della scocca del dispositivo, non concentrarti solo sulle soluzioni tradizionali: parliamone e vediamo se la nostra soluzione basata sui materiali JS può portare a innovazioni inaspettate!"

FAQ - Risposte alle tue ulteriori domande sui materiali per pressofusione
Quali sono i materiali per fusione ad alta pressione più comunemente utilizzati?
Nel campo della pressofusione ad alta pressione con cui abbiamo a che fare quotidianamente, le leghe di alluminio sono sicuramente le protagoniste, in particolare modelli come A380 e ADC12. Offrono prestazioni equilibrate e affidabili, una buona fluidità di fusione, una resistenza sufficiente e, cosa fondamentale, anche un prezzo ragionevole. Per questo motivo, nove fusioni su dieci sul mercato sono realizzate in questo tipo di lega di alluminio.
Perché l'acciaio non può essere utilizzato per la fusione ad alta pressione?
Questo è in effetti un punto che viene chiesto spesso. Il problema principale è che il punto di fusione dell'acciaio è troppo elevato. L'acciaio fuso di solito deve essere riscaldato a 1400-1500 °C per fondersi, e l'acciaio per stampi che utilizziamo per la fusione ad alta pressione non può resistere a temperature così elevate.
Immaginate: l'acciaio fuso viene pressato ad alta velocità nello stampo, e lo stampo stesso si fonde o si danneggia gravemente, rendendo impossibile una produzione stabile. Pertanto, il processo di fusione ad alta pressione è naturalmente più adatto a materiali con punti di fusione molto più bassi, come i metalli non ferrosi come alluminio, magnesio e zinco.
Anche le fusioni pressofuse necessitano di rivestimenti?
Dipende da dove vengono utilizzati. Sebbene i componenti in alluminio pressofuso abbiano buone prestazioni, spesso necessitano di trattamenti superficiali per soddisfare esigenze diverse.
- Ad esempio, se desiderate diversi colori o una migliore resistenza agli agenti atmosferici, lo vernicieremo a polvere. Se sono richiesti resistenza alla corrosione o effetti estetici particolari, anche l'anodizzazione è una buona scelta.
- Le fusioni in zinco pressofuso sono più adatte alla galvanica, come la cromatura e la nichelatura, che possono produrre splendidi effetti a specchio e sono anche estremamente resistenti all'usura. Pertanto, la scelta di aggiungere o meno un rivestimento dipende dall'ambiente in cui il componente verrà utilizzato e dalle prestazioni o dall'aspetto aggiuntivi richiesti.
Riepilogo
Lavoro nel campo della fusione ad alta pressione da oltre dieci anni e so che selezionare i materiali non è semplice come scegliere un metallo a caso. Questa è una vera tecnologia! La vera forza sta nel fatto che bisogna costruire un set completo di materiali in lega + acciaio per stampi + combinazioni di trattamento superficiale per le esigenze specifiche del prodotto.
Comprendere appieno questa combinazione è la chiave per colmare il divario tra la migliore azienda di fusione ad alta pressione e gli impianti di lavorazione tradizionali. Se scegliete la soluzione giusta, le prestazioni, la durata e il costo dei vostri componenti saranno davvero garantiti!
Agisci, non esitare!
Non sprecare tempo prezioso di sviluppo in tentativi ed errori! Il tuo progetto merita una soluzione ottimale. Affidati al nostro team di ingegneri JS per un supporto completo:
- Valutazione approfondita delle esigenze del tuo prodotto.
- Grazie alla nostra ricca libreria di materiali e ai dati di processo, svilupperemo una soluzione dedicata per te.
- Fin dalla selezione iniziale del materiale, proteggeremo il vostro investimento nello stampo e la stabilità della produzione di massa a lungo termine.
Carica il tuo disegno e ottieni un preventivo chiaro. In questo report, puoi vedere non solo il prezzo, ma soprattutto i suggerimenti professionali di JS e la logica di supporto per la selezione dei materiali chiave.

Disclaimer
Il contenuto di questa pagina è solo a scopo informativo. Serie JS Non vi sono dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, completezza o validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o lavorazione tramite la rete Longsheng. È responsabilità dell'acquirente richiedere un preventivo per i componenti. Identificare i requisiti specifici per queste sezioni. Contattateci per ulteriori informazioni .
Squadra JS
JS è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo su lavorazioni CNC ad alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione completi.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccoli volumi di produzione o di personalizzazioni su larga scala, possiamo soddisfare le vostre esigenze con consegne rapide entro 24 ore. Scegli JS Technology : efficienza nella selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

