

Usinage de pignon est un élément important dans les appareils industriels.
Dans le mécanisme de transmission, le pignon porte l’entière responsabilité du succès ou de l’échec de la transmission de puissance. Une erreur mineure dans le profil des dents entraîne du bruit, des vibrations et parfois une défaillance précoce du système, tandis que son excellence en matière de précision permet un fonctionnement doux et silencieux avec une durée de vie considérablement prolongée.
Qu'il s'agisse de l'appariement commun d'engrenage droit et de pignon ou du système d'engrenage à crémaillère et pignon convertissant le mouvement rotatif en mouvement linéaire, la qualité de l'engrenage à pignon est la pierre angulaire de la performance. JS Precision comprend que l'art de l'usinage des pignons va bien au-delà de la simple réplication du profil de la dent dans le matériau, la fabrication de précision et le traitement thermique.
Résumé des réponses clés
| Dimensions de considération fondamentales | Défis techniques et solutions | Services à valeur ajoutée de JS Precision |
| Précision et performances | Les erreurs de profil dentaire, la douceur de la surface dentaire et la déformation due au traitement thermique sont les principaux défis. Nous utilisons des processus tels que l'usinage Spin Pinion, le grattage d'engrenages CNC et le meulage pour garantir la qualité. | Fournissez une optimisation unique depuis la sélection des matériaux, l’analyse DFM jusqu’au processus de traitement thermique pour garantir la précision et la durabilité du profil des dents. |
| Points de conception | Clarifiez les différences de rôle entre le pignon et l'engrenage (les petits engrenages sont généralement plus sujets à l'usure), faites attention aux paramètres d'appariement de l'engrenage droit et du pignon et tenez compte des caractéristiques d'engrènement de la crémaillère et du pignon. | Nos ingénieurs participent aux revues de conception , optimisant les paramètres pour améliorer l'efficacité, réduire le bruit et prolonger la durée de vie. |
| Coût et délai de livraison | Le coût d’usinage des pignons dépend des matériaux, de la précision, du traitement thermique et de la taille du lot. Les petits lots peuvent être optimisés grâce à des processus standardisés et une planification intelligente. | Nous vous aidons à trouver le meilleur équilibre entre coût et performance tout en garantissant la qualité grâce à des processus innovants tels que l'usinage Spin Pinion et une tarification transparente. |
Pourquoi faire confiance à ce guide ? Expérience pratique en usinage de pignons JS
Avant d’entrer dans les détails techniques spécifiques concernant l’usinage des pignons, on pourrait se demander pourquoi ce guide est-il fiable ? La réponse réside dans l'expérience pratique de JS Precision dans l'usinage d'engrenages au fil des années.
L'usinage de précision des pignons est la concentration de notre entreprise depuis sa création, avec la réalisation de plus de 5 000 projets différents pour plus de 10 secteurs comme l'automobile, la robotique et les dispositifs médicaux. Les projets d’usinage de précision de pignons de rotation en acier représentent environ 35 % de nos projets totaux.
Nous avons par exemple usiné des pignons de module 0,8 pour un fabricant de robots industriels. Grâce à l'optimisation du processus de grattage et des procédures de traitement thermique, nous avons pu contrôler l'erreur de pas cumulée à moins de 0,005 mm.
Cette précision dépasse non seulement de loin le niveau ISO 7 requis par le client, mais reflète également notre profonde compréhension et application des meilleures pratiques décrites par le Association américaine des fabricants d'engrenages (AGMA) dans les « Directives de fabrication d'engrenages de précision ».
De plus, nous connaissons les caractéristiques d'usinage de divers aciers alliés tels que 4140 et 8620. Cela nous permet de raccourcir le cycle de production de la moyenne de l'industrie de 6 semaines à 3 semaines en cas de commandes en petits lots (jusqu'à 50 pièces) pour des travaux personnalisés.
Ce manuel est une collection d'études de cas pratiques, de paramètres de processus et de solutions de résolution de problèmes. Chaque suggestion présentée ici a été vérifiée en production réelle , vous pouvez donc vous y référer en toute confiance.
Si votre projet nécessite des services d'usinage de précision Steel Spin Pinion ou nécessite plus d'informations sur les études de cas connexes, n'hésitez pas à contacter JS Precision pour une assistance technique individuelle.
Quels sont les défis cachés je n Usinage de pignons de précision ?
Après avoir compris la fiabilité du guide, décomposons les défis facilement négligés dans l'usinage des pignons, qui affectent directement l'efficacité de l'usinage des engrenages. Au-delà du fraisage conventionnel, le défi de Pinion Machining commence par la prise de contrôle du monde microscopique.
La recherche ultime du profil et de la direction des dents
Les principaux problèmes sont le profil des dents, l’erreur de pas cumulée et la précision de l’hélice. Les écarts au niveau micrométrique peuvent provoquer du bruit et des vibrations. Par exemple, le pignon d'un client présentait un bruit excessif en raison d'une erreur de profil de dent de 0,02 mm, dépassant la norme ISO classe 6.
Les pignons de rotation en acier, en raison de la dureté élevée de leur matériau, sont encore plus difficiles à contrôler en termes de précision de la direction des dents, nécessitant des parcours d'outils optimisés.
Pourquoi la finition de surface détermine-t-elle la durée de vie ?
L'état de surface de la dent est directement lié au processus de formation du film d'huile . Dans le cas où il dépasse Ra 1,6 μm, un contact direct métal sur métal et une corrosion par piqûre accélérée sont possibles. Un jour, le pignon d'un client a subi une corrosion par piqûres après seulement 300 heures de fonctionnement en raison d'une finition de surface inférieure aux normes. Après l'avoir réusiné à Ra 0,4 μm, sa durée de vie a largement dépassé les 5 000 h.
Le traitement thermique : équilibre entre dureté et stabilité dimensionnelle
Bien que la cémentation et la trempe améliorent la dureté et la résistance à l'usure, ces méthodes conduisent facilement à des distorsions, en particulier dans les pignons de rotation en acier. Nous utilisons un four de cémentation à atmosphère contrôlée pour réduire la distorsion, avec une fluctuation de température de ±5℃. Vient ensuite la rectification des engrenages pour garantir que la dureté et la précision répondent aux normes.
Si vous rencontrez des problèmes lors de l'usinage des pignons tels qu'une déformation par traitement thermique ou un état de surface, n'hésitez pas à contacter JS Precision pour une solution d'usinage d'engrenages personnalisée en fonction des caractéristiques de la pièce.
Comment garantir la précision du profil des dents et la douceur de l'usinage des pignons ?
La précision vient d’une technologie avancée et d’un contrôle rigide. Afin de garantir la précision du profil des dents et l'état de surface lors de l'usinage des pignons, plusieurs étapes doivent être prises en compte, de l'usinage à l'inspection.
Usinage de pignons de rotation - Redéfinir la coupe continue
Les processus tels que le grattage des dents impliquent l'outil et la pièce en permanence, offrant ainsi une efficacité 30 à 50 % supérieure à celle du façonnage et du taillage d'engrenages conventionnels. L'erreur dans le profil de la dent est ≤0,005 mm et Ra aussi bas que 0,8 μm. Nous avons atteint une précision de niveau ISO 6 et amélioré l'efficacité de 40 % pour les clients du secteur des transmissions automobiles.
La touche finale : meulage et affûtage pour la superfinition
Le meulage est très important pour la finition et joue un rôle indispensable lorsqu'une précision au niveau ISO 5-6 ou une finition miroir est requise. Nous utilisons des rectifieuses d'engrenages de haute précision équipées de meules diamantées pour atteindre un Ra 0,2 μm et une erreur cumulée de pas de dent ≤ 0,003 mm, répondant ainsi aux exigences de faible bruit des dispositifs médicaux.
Notre système complet de contrôle de la qualité
Utilisez le centre de mesure des engrenages et la CMM pour inspecter le matériau avant et après le traitement. Pendant le processus, échantillonnez le profil et le pas de la dent pour vérification. Le taux de défauts dans l'acier usinage de pignon de rotation le projet est ≤0,1 %.
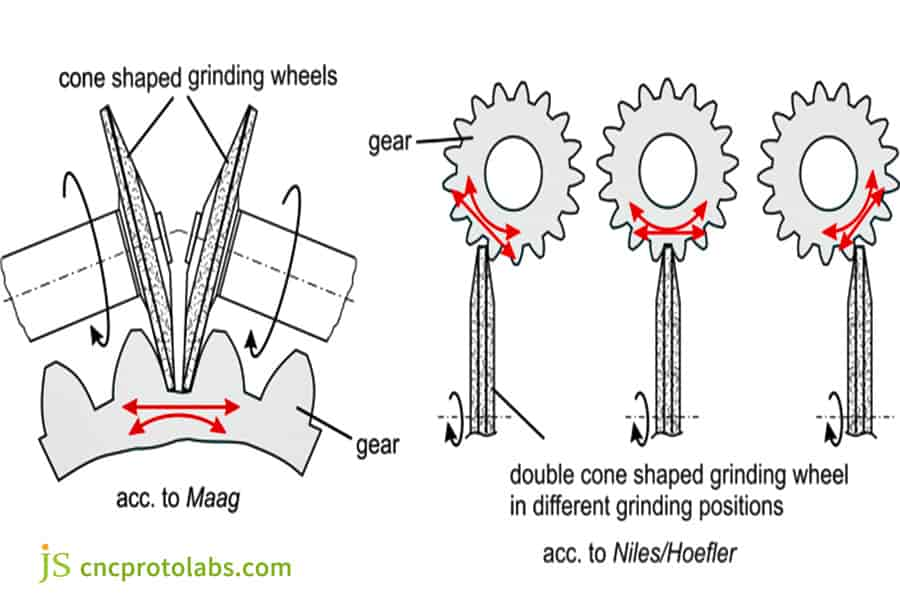
Figure 1 : Rectification d'engrenages. La rectification est la clé d'un usinage de précision.
Pinion Vs Gear : guide du concepteur sur les rôles et les responsabilités
Une compréhension claire de la différence entre pignon et engrenage est la première étape dans l’optimisation de la conception de la transmission. Bien qu’ils appartiennent à la catégorie de l’usinage d’engrenages, leur conception et leur utilisation sont très différentes.
| Choses de comparaison | Pignon | Engrenage |
| Nombre de dents | Généralement moins, 10 à 20 dents. | Généralement plus, 30 à 100 dents. |
| Stress cyclique | Plus haut , fréquence de rotation plus élevée. | Inférieur , fréquence de rotation inférieure. |
| Exigences matérielles | Acier allié à haute résistance (par exemple 8620). | Acier allié conventionnel (par exemple 4140). |
| Risque d'échec | Plus élevé - sujet aux piqûres, aux fractures dentaires. | Inférieur - usure plus lente. |
| Focus sur la conception | Résistance de la racine dentaire, dureté de la surface. | Capacité de charge en général. |
Pourquoi le pignon est-il généralement au centre de la conception ?
Le pignon a moins de dents et une fréquence de rotation plus élevée, jusqu'à 2 à 3 fois supérieure à celle du grand engrenage du même système, avec plus de contraintes cycliques et plus de 50 % d'usure en plus. Un matériau de qualité supérieure et un traitement thermique sont nécessaires pour prolonger sa durée de vie.
La taille compte : comment trouver le rapport de transmission et l’entraxe optimaux ?
Calculez le rapport de transmission (rapport de transmission) en fonction de la vitesse de rotation et du couple. Ensuite, à partir de la formule « Entraxe = (Nombre de dents sur le pignon + Nombre de dents sur le grand engrenage) × Module ÷ 2 », calculez l'entraxe. Par exemple, lorsque le rapport de démultiplication est de 1 : 3, le module est de 2, le nombre de dents pour le pignon est de 15, pour l'engrenage est de 45 et l'entraxe est de 60 mm.
Quand est-il nécessaire d’utiliser un pignon spécial ?
- Les pignons hélicoïdaux conviennent aux transmissions souples et à charge élevée, comme dans les boîtes de vitesses automobiles.
- Les pignons coniques conviennent aux transmissions à arbres sécants, telles que la direction des machines-outils.
- Les pignons à vis sans fin conviennent aux occasions à rapport de réduction élevé, telles que le levage d'ascenseurs.
Si vous ne savez pas comment spécifier le type de pignon dans votre conception, ou si vous avez besoin de comparer les paramètres particuliers du pignon contre engrenage, veuillez contacter JS Précision. Nos ingénieurs vous fourniront des conseils de conception professionnels.
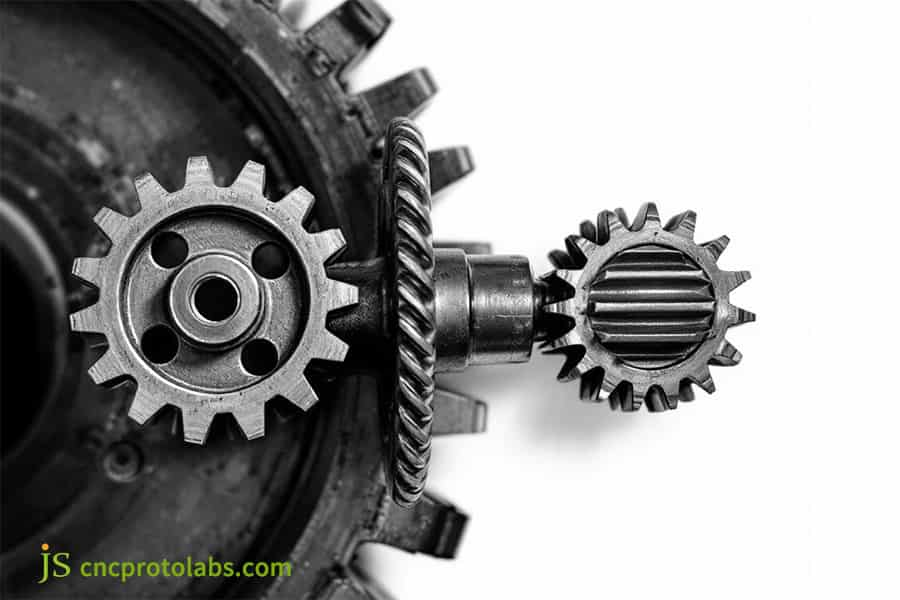
Figure 2 : Pignon vs engrenage. Ils présentent des différences clés en termes de fonctionnalité, de taille et de forme, de nombre de dents, de vitesse et d'application.
Pourquoi l'usinage des pignons de rotation UN Changeur de jeu F ou production d'équipement moderne ?
Cette section présente la technologie avancée dont dispose JS Precision. Dans le domaine de l'usinage d'engrenages moderne, Spin Pinion Machining révolutionne l'industrie avec des avantages respectueux de l'environnement, efficaces et flexibles , en particulier celui de l'usinage de précision des pignons de rotation en acier.
Usinage à sec et haute efficacité :
Sans avoir besoin de fluide de coupe, le coût de l'élimination des déchets de fluide de coupe peut être économisé entre 1 000 et 2 000 dollars par mois, tout en réduisant simultanément le temps de traitement de 20 à 30 %. Nous avons traité de nombreux lots de pignons de rotation en acier pour de nouvelles sociétés énergétiques, augmentant ainsi la production quotidienne de 50 à 70 pièces.
Flexibilité dans la production en petits lots :
Changement rapide et programmation flexible , la commutation entre différents pignons ne prend que 1 à 2 heures (contre 4 à 6 heures avec les processus traditionnels). Nous avons terminé la production de 30 spécifications différentes de pignons de rotation en acier en 5 jours.
Contrôle des copeaux et durée de vie de l'outil :
La coupe continue offre un excellent bris de copeaux et une durée de vie plus longue de l'outil, prolongeant la durée de vie de l'outil de plus de 50 % par rapport au taillage conventionnel et réduisant le coût unitaire de 2 $ à 1,30 $.
Si votre entreprise dispose de petits lots usinage de précision de pignon de rotation en acier a besoin ou souhaite réduire les coûts grâce à l'usinage du pignon de rotation, veuillez contacter JS Precision. Nous développerons pour vous une solution de production personnalisée.
Concevoir pour l'harmonie : considérations clés pour les paires d'engrenages droits et de pignons
Une conception réussie repose sur la réalisation d’un maillage parfait. Lors de la conception de paires d'engrenages droits et de pignons, plusieurs paramètres doivent être pris en compte, tandis que les systèmes d'engrenages à crémaillère et pignon ont également leurs propres considérations de conception particulières.
Sélection de l'angle de pression et du module : la base de la transmission de puissance
La sélection de l'angle et du module de pression affecte directement la capacité portante, le bruit et la taille de l'engrenage droit et du pignon.
Il existe deux angles de pression couramment utilisés : 20° (capacité de charge élevée, adapté aux machines d'ingénierie) et 14,5° (maillage stable, faible bruit, adapté aux équipements de précision).
Le module détermine la taille de l'engrenage. Plus le module est grand, plus la capacité portante sera grande. En prenant le module 3 comme exemple, l'épaisseur des dents a augmenté de 50 % et la capacité portante a augmenté de plus de 40 % par rapport aux dents du module 2.
Ainsi, dans les étapes suivantes, nous sommes censés choisir des paramètres en fonction des besoins des clients pour garantir une transmission d'énergie stable.
L'art du changement de profil : éviter les contre-dépouilles et optimiser la force
Le changement de profil est largement utilisé dans les paires d'engrenages droits et de pignons pour éviter les sous-dépouilles et optimiser la résistance.
Lorsque le pignon a moins de 17 dents, la conception standard est sujette à une coupe excessive au niveau de la racine de la dent qui réduit la résistance, ce qui peut être évité en augmentant l'épaisseur de la racine de la dent dans une conception à décalage de profil positif.
Simultanément, le changement de profil peut équilibrer la résistance à la flexion des deux engrenages , par exemple, un changement de profil positif sur le pignon et un changement de profil négatif sur l'engrenage peuvent faire converger la contrainte à la racine des deux engrenages.
Dans une conception destinée à un client de machines-outils, le changement de profil a augmenté la durée de vie du pignon de 30 %.
Contrôle du jeu : l’équilibre délicat entre douceur et précision
Dans le engrenage à crémaillère et pignon système de transmission, le contrôle du jeu est très important. La précision de la transmission et le bruit d'impact sont générés en raison du jeu inapproprié, représenté par les surfaces des dents en prise.
Les contrôles du jeu s'effectuent de trois manières : la valeur définie selon un scénario particulier lors de la phase de conception, comme dans une transmission de précision utilisant 0,01-0,03 mm. , réglage de l'outil de coupe lors de l'usinage pour maintenir la précision de l'épaisseur des dents , et affiner l'entraxe lors de l'assemblage.
Si vous rencontrez des difficultés de sélection de paramètres lors de la conception d'engrenages droits et pignons ou d'engrenages à crémaillère et pignon, n'hésitez pas à contacter JS Precision pour des solutions de conception détaillées et une assistance dans le calcul des paramètres.
Qu'est-ce qui détermine réellement le coût d'usinage des pignons ?
Nous construisons la confiance avec nos clients en fournissant des analyses transparentes de répartition des coûts. Trois facteurs principaux déterminent le coût d'usinage des pignons : le matériau, les exigences de précision et le post-traitement. Les connaître vous aidera à mieux contrôler les coûts.
Qualité du matériau et usinabilité : compromis coût-efficacité de 4 140 à 8 620
| Type de matériau | Prix/tonne (USD) | Usinabilité | Performances du traitement thermique | Scénarios applicables |
| 4140 | 12h00-15h00 | Bien | Moyen | Usinage général des pignons de charge. |
| 4340 | 18h00-22h00 | Moyen | Excellent | Exigences de charge élevée et de résistance élevée. |
| 8620 | 18h00-22h00 | Bien | Excellent | Usinage de pignon de précision nécessitant une carburation et une trempe. |
La qualité du matériau et l'usinabilité sont deux facteurs fondamentaux dans les coûts d'usinage des pignons. Nous favoriserons des matériaux rentables en fonction des besoins des clients.
La corde raide de la tolérance : pourquoi une précision accrue entraîne-t-elle une augmentation exponentielle des coûts ?
Par conséquent, les augmentations de coûts sont entièrement liées aux exigences de précision.
Augmenter la qualité de ISO 8 à 6 augmente considérablement les coûts : ISO 8 repose sur le taillage d'engrenages à un coût de 10 à 15 $ par pièce. , ISO 7 implique le taillage d'engrenages + le meulage semi-fini pour 18-25 $ , tandis que l'ISO 6 implique le taillage d'engrenages + le traitement thermique + le meulage, qui coûte entre 30 et 45 $.
Une plus grande précision augmente également les coûts des tests , le temps de test pour ISO 6 est 3 à 4 fois supérieur à celui d'ISO 8.
Le coût caché du traitement thermique et de la finition
Souvent, les processus de traitement thermique et de finition sont considérés comme des coûts « cachés » - comme la cémentation et la trempe, allant de 5 à 10 $ par pièce en fonction de la taille de la pièce, un grenaillage pour améliorer la résistance de la racine de la dent à 2 à 3 $ par pièce, et la phosphatation pour ajouter une résistance à la rouille à 1 à 2 $ par pièce.
Tout en augmentant le coût, ceux-ci amélioreront considérablement les performances globales et la durée de vie du pignon. Nous proposerons une analyse complète à nos clients afin qu’ils comprennent où la gestion de la qualité totale ajoute de la valeur.
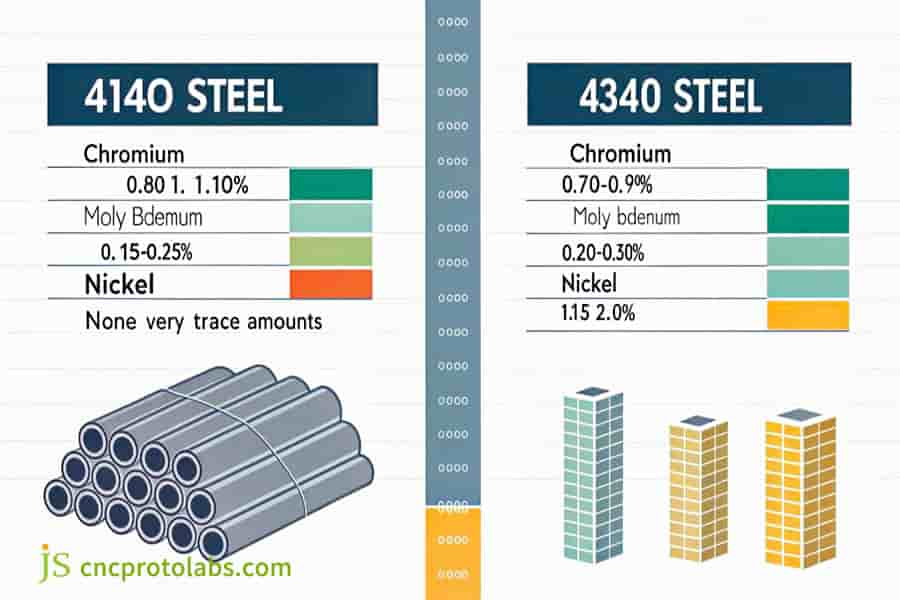
Figure 3 : Composition des coûts de l'acier 4140 et 4340
Optimisation pour une fabrication agile : rationalisation des délais de livraison et des prix pour les commandes personnalisées
La section aborde les problèmes d'efficacité et de prix liés aux commandes personnalisées en petits lots. Dans l'usinage de pignons, les processus et les flux de travail peuvent être optimisés de telle sorte que les délais de livraison pour les petits lots soient effectivement courts tout en maintenant les coûts à de faibles niveaux.
Tirer parti des outils et des processus standardisés : équilibrer vitesse et coût
Nous réduisons le temps de configuration et réduisons le coût de démarrage pour les petits lots en utilisant une bibliothèque d'outils standard et des paramètres de processus matures.
Une bibliothèque d'outils standard avec des modules de 0,5 à 10 élimine le besoin de créer un outil personnalisé pour les pignons ordinaires, ce qui permet d'économiser 3 à 5 jours. , en saisissant des paramètres matures dans le système, les nouvelles commandes ne nécessitent que des ajustements mineurs , réduisant ainsi le temps de configuration de 2 jours à une demi-journée.
Nous avons déjà traité 20 pignons module 3 pour un client et réduit le temps de cycle de 10 jours à 7 jours tout en réduisant le coût de démarrage de 20 %.
Prototypage numérique et DFM virtuel : résoudre tous les problèmes avant la production
Tous nos devis s'appuient sur un travail DFM numérique, sans frais supplémentaires, pour aider à prévoir et éviter les problèmes d'usinage. Une fois qu'un client fournit des dessins, des prototypes numériques sont créés via la modélisation 3D, l'usinage est simulé et les problèmes de conception sont identifiés, tels qu'un congé de racine de dent trop petit ou une inadéquation entre le diamètre d'alésage et le nombre de dents.
Le congé récent de racine de dent de pignon d'un client de 0,1 mm était sensible à la concentration de contraintes. Nous avons recommandé de l'augmenter à 0,3 mm pour éviter les retouches, ce qui permet d'économiser 5 jours et 2 000 $ de coûts.
Planification de production flexible pour les besoins urgents
Nous réservons le canal de production accéléré aux clients clés. Une livraison urgente pour n’importe quelle quantité peut être prise en charge, sans compromettre la qualité. Compte tenu des commandes urgentes des clients, nous donnons priorité à la planification de la production :
Un client avait besoin de 15 pignons urgents et souhaitait une livraison en 3 jours. Nous avons opté pour la voie rapide et finalisé la commande en 2,5 jours afin de minimiser les pertes provoquées par les temps d'arrêt. La procédure accélérée n'ajoute que des frais urgents de 10 à 15 % au prix régulier, offrant ainsi un excellent rapport qualité-prix.
Étude de cas : de 95 dB à 68 dB : doter les articulations de robots à grande vitesse d'engrenages « silencieux »
L'étude de cas représente un exemple classique de Précision JS Le travail de sur l'usinage de précision des pignons de rotation en acier, résolvant des problèmes difficiles concernant l'usinage des pignons, et permet de faire référence à la façon dont l'appariement des engrenages droits et des pignons peut être optimisé.
Dilemme client
Lors du test d'un nouveau bras articulé d'un fabricant de robots industriels haut de gamme, les niveaux de bruit ont atteint jusqu'à 95 dB, bien au-delà de la norme de 75 dB pour les machines haut de gamme. En tant que tel, il ne répondait pas aux exigences de fonctionnement silencieux des applications médicales, électroniques et autres.
Les pignons ont montré une corrosion par piqûres sur la surface des dents après 500 heures d'essais de charge, ils ont donc eu une durée de vie de seulement 800 heures au lieu de 3 000 heures comme prévu, ce qui a eu un impact sur la compétitivité du produit.
Analyse fondamentale
En utilisant un centre de mesure d'engrenages et un testeur de rugosité pour l'inspection d'un pignon existant, nous avons découvert les trois problèmes principaux suivants :
- La précision du profil de dent n'était que de 8 ISO, alors que la norme ISO 6 était requise avec une erreur de profil de dent de 0,02 mm.
- La surface de la dent Ra était de 1,6 μm, ce qui est trop rugueux pour former un film d'huile stable .
- Un contrôle inégal de la température du traitement thermique a entraîné une différence de 0,2 mm dans la couche durcie entre les dents, et une dureté inadéquate à certains endroits a accéléré l'usure.
Solution de précision JS
1. Mise à niveau du matériau : l'acier 8620 fondu sous vide est recommandé car il a une pureté 40 % plus élevée que l'acier 4140 fourni par le client, ce qui réduit le risque de déformation et de piqûres pendant le traitement thermique.
2. Usinage de précision : utilisez l'usinage de précision du pignon de rotation en acier pour l'usinage grossier afin de garantir la cohérence de la surface des dents et de laisser une marge uniforme pour l'usinage de précision.
3. Traitement thermique optimisé : un four de cémentation à atmosphère contrôlée est utilisé et la fluctuation de la température du four est contrôlée à ± 5 ℃. La profondeur de la couche de durcissement est contrôlée en temps réel pour garantir que l'uniformité est inférieure à 0,05 mm et atteint une dureté de HRC58-62.
4. Raffinement ultime : la combinaison du meulage d'engrenages de haute précision avec des meules diamantées augmente la précision de engrenage droit et pignon considérablement à ISO 5, avec une erreur de pas cumulée totale ≤0,003 mm et une finition de surface de dent Ra 0,4 μm .
Nos réalisations
Les tests de charge effectués par le client sur 2 000 heures indiquent que le bruit du joint du robot est maintenu à 68 dB, répondant ainsi aux exigences de fonctionnement silencieux haut de gamme. , aucune usure par piqûre n'apparaît sur la surface des dents et la durée de vie devrait être supérieure à 5 000 heures, ce qui a dépassé les attentes de 1,7 fois, aidant ainsi les clients à lancer des produits robotiques haut de gamme et à conquérir un marché de niche.

Figure 4 : Petit engrenage à bras articulé de robot industriel
FAQ
Q1 : Quels sont les modes de défaillance les plus courants lors de l’usinage de pignons ?
Les piqûres de surface des dents et la fracture des racines sont les modes de défaillance les plus courants dans l'usinage des pignons. Les piqûres et la rupture des racines des dents. Les piqûres sont causées par la fatigue de contact sur la surface de la dent, tandis que la casse des dents provient de la surcharge de fatigue de flexion dans la racine de la dent, toutes deux liées à la précision de l'usinage.
Q2 : Dans quelles circonstances la rectification est-elle nécessaire pour l’usinage des pignons ?
Dans les cas où la précision de l'usinage du pignon est supérieure à la classe ISO 7, la dureté de la surface des dents est supérieure à HRC 45, ou une douceur de fonctionnement et un silence de fonctionnement très élevés sont requis, une rectification doit être utilisée.
Q3 : L’usinage du pignon de rotation remplace-t-il la rectification ?
L’usinage des pignons de rotation ne peut à lui seul remplacer la rectification. Le processus de semi-finition/finition le plus efficace est l'usinage par pignonnerie, mais une précision et une finition de surface plus élevées sont possibles par meulage. La sélection de l’un ou l’autre processus dépendra des exigences de qualité.
Q4 : Quelles sont les caractéristiques de conception particulières du pignon dans un système d'engrenage à crémaillère et pignon ?
Lors de la conception d'un pignon dans des systèmes d'engrenages à crémaillère et pignon, la résistance du pied de dent doit être améliorée pour résister à l'impact d'engrènement, en tenant compte de l'amélioration de la résistance à l'usure de la surface de la dent. Une carburation et une trempe profondes sont généralement nécessaires.
Q5 : Quel est le plus petit pignon de module que vous utilisez habituellement ?
JS Precision entreprend généralement commandes d'usinage de pignons de modules de 0,5 à 10. De plus, des procédés d'usinage particuliers sont nécessaires pour les micro-engrenages dont les modules sont inférieurs à 0,5.
Q6 : Combien de temps faut-il généralement pour fabriquer de petits lots, disons 50 pièces avec personnalisation et pignons ?
Étant donné que les différents processus prennent des temps différents, le cycle général d'usinage du pignon pour les commandes en petits lots de 50 pièces prend 2 à 4 semaines. Ceux-ci peuvent être accélérés avec un service accéléré.
Q7 : Quels sont les traitements de surface que vous appliquez pour la résistance à la rouille et à l’usure ?
Le traitement de surface dans l'usinage des pignons comprend le noircissement, la phosphatation, le zingage, le nickelage et le DLC pour satisfaire aux exigences de prévention de la rouille et de résistance à l'usure dans divers environnements.
Q8 : Pourquoi choisir JS Precision plutôt que d’autres usines d’usinage d’engrenages ?
Quant à la raison pour laquelle JS Precision a été choisi, nous nous concentrons sur l'usinage de pignons personnalisés de haute précision en petits lots et fournissons des services de bout en bout et des processus avancés, en fournissant des solutions techniques plutôt que des pièces.
Résumé
La qualité du pignon dans la transmission de puissance représente la limite supérieure des performances de l'ensemble du système. C’est l’art de façonner les métaux, mais dans l’ensemble, c’est une quête finale de précision, de durabilité et d’efficacité.
Il n’est pas nécessaire de tâtonner dans un brouillard technologique pour l’usinage de précision des pignons à la recherche de tolérances serrées et d’une production personnalisée. Au lieu de cela, JS Precision pourrait équilibrer précision, coût et délai de livraison en répondant à vos besoins grâce à une riche expérience pratique, des processus avancés tels que l'usinage de pignons de rotation et un contrôle qualité de bout en bout.
Les composants critiques ne doivent pas constituer un goulot d’étranglement dans l’ensemble de votre projet. Soumettez-nous vos défis de conception dès maintenant !
Veuillez vous rendre sur le site officiel de JS Precision, téléchargez vos dessins d'équipement ou exigences techniques, et obtenez des commentaires complets dans les 24 heures, y compris des plans de processus détaillés, des devis transparents et une analyse DFM professionnelle. Laissez-nous être votre partenaire de fabrication de composants de transmission le plus fiable !

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Précision JS Équipe
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

