

Dans coupe d'engrenages sur mesure , ce scénario se produit souvent : Voici ce qui se produit : votre transmission conçue avec amour tombe en panne de manière catastrophique en raison de l'usure prématurée d'un de vos engrenages.
Lorsqu'il s'agit de taille d'engrenages personnalisés, le coût des erreurs le plus élevé se produit généralement avant même la toute première étape : la sélection du matériau. Lorsque le matériau n'est pas adapté, même les fabricants d'engrenages les plus avancés ne peuvent empêcher l'apparition de pannes dans des conditions opérationnelles particulières.
À la recherche d'engrenages coniques hélicoïdaux à haute résistance ou d'engrenages hélicoïdaux à faible bruit, il est essentiel de comprendre comment l'appariement des propriétés des matériaux est lié aux conditions d'application de différents types d'engrenages, et cette prise de conscience est ce qui distingue les composants communs de l'excellence en matière de conception.

En tant qu'entreprise présente dans l'industrie depuis de nombreuses années et possédant une expertise dans l'usinage d'engrenages, JS Precision a trop souvent constaté l'impact dévastateur que les erreurs dans le choix des matériaux peuvent avoir sur les finances. C'est pourquoi j'ai compilé ce guide pratique pour révéler toutes les connaissances de la chaîne, de la sélection des matériaux à la rectification de précision, vous aidant ainsi à prendre des décisions judicieuses lors de votre arrimage avec une entreprise de taille d'engrenages.
Résumé des réponses de base
| Points de décision clés | Erreurs/pièges courants | Connaissances/valeurs expertes de JS Precision |
| Sélection des matériaux | Il est possible de rencontrer des pannes de machines et des pannes de machines en raison uniquement de l’expérience et du coût. | Application du modèle de sélection des matériaux : correspondance des performances des matériaux en fonction de la charge et de l'environnement pour garantir que les risques sont contenus au niveau racine. |
| Évaluation technique de l'entrepreneur | Une évaluation uniquement basée sur le prix néglige les processus de base comme le traitement thermique et la déformation. | Transparence du processus : des cartes de processus visibles et des courbes de traitement thermique démontrent toute la compétence du processus. |
| Processus de planification économique | La conception de processus universelle entraîne du gaspillage ou des dommages de précision. | Processus personnalisés : L'association d'engrenages ouverts de grand module avec des engrenages de précision de petit module via un taillage ou un meulage de précision est idéale pour la rentabilité. |
| Précision et équilibre de livraison | Sacrifier l’usinage de précision (comme la rectification d’engrenages) pour respecter les délais de livraison affecte la fiabilité. | Engagement de livraison fiable : des processus standardisés garantissent un délai de livraison et une amélioration stable de la précision du niveau AGMA 10-12 grâce aux services de meulage d'engrenages, garantissant une durée de vie et un faible bruit. |
Pourquoi faire confiance à JS Precision ? Un guide pratique pour la sélection de matériaux de coupe d'engrenages personnalisés
À qui devriez-vous faire confiance en ce qui concerne votre choix de matériau de coupe d’engrenages personnalisé ? Bien entendu, la réponse se trouvera au fil de nos années d’expérience.
Depuis 15 ans, notre entreprise se spécialise exclusivement dans l'usinage d'engrenages. Nous avons servi plus de 1 000 clients dans plus de 20 secteurs différents, tels que les secteurs de l'automobile, de l'aérospatiale, de l'alimentation et des boîtes de vitesses industrielles, avec plus de 15 000 commandes d'équipements.
Nous traitons une gamme complète de matériaux, de l'acier au carbone moyen S45C conventionnel aux alliages spéciaux haute température, des engrenages PM aux matériaux en acier inoxydable à durcissement par précipitation (17-4PH).
Nous sommes également très expérimentés dans la sélection de matériaux dans diverses conditions de travail, comme par exemple surmonter la résistance à haute température des engrenages coniques en spirale pour un fabricant aérospatial et trouver des matériaux optimaux pour des engrenages résistants à la corrosion pour un producteur d'équipement maritime.
Notre équipe d'ingénieurs possède plus de 10 ans d'expérience dans l'usinage d'engrenages. Cela en fait non seulement des experts dans les propriétés et le traitement de divers matériaux, mais ils ont également la capacité d'appliquer la solution exacte à une charge, une température et des conditions environnementales particulières.
Ce livre aide à résumer notre vaste expérience en matière de projets. Chaque conseil décrit ci-dessous a été testé dans des projets réels, il peut donc être considéré en toute sécurité comme un livre auquel on peut se fier entièrement.
Notre approche de la sélection des matériaux est conforme à AGMA 2001-D04 , une norme de normalisation largement adoptée pour une approche universelle de sélection des matériaux afin de satisfaire les besoins internationaux de l'industrie des engrenages.
Vous recherchez une sélection et une évaluation de matériaux conformes à l'AGMA pour des travaux de taillage d'engrenages personnalisés ? Contactez dès aujourd'hui les ingénieurs d'application de JS Precision et, en fonction des besoins de votre projet, obtenez des recommandations gratuites liées à la sélection des matériaux, ce qui rendra votre sélection plus fiable.
Comment éviter les pièges liés aux matériaux lors de la découpe d'engrenages sur mesure ?
Après avoir compris nos capacités, la question la plus fondamentale se pose : Comment éviter les pièges liés aux matériaux lors du taillage d'engrenages sur mesure ? Cela ne peut être fait que lorsque les causes profondes de l’échec, ainsi que les environnements, concernent les processus de sélection des matériaux afin d’éviter les pièges.
Trois mécanismes majeurs de défaillance matérielle et stratégies de sélection
Premièrement, plusieurs causes peuvent entraîner une défaillance des engrenages, mais les principales sont de trois types , et les stratégies de choix des matériaux sont également très claires :
1. Fatigue de contact (piqûres/barbotage) :
Avec des charges cycliques élevées, il n'est pas difficile de constater que des fissures d'activité inférieure se développent sous les surfaces de l'engrenage. Dans ce cas, il convient de choisir un acier allié d'une grande pureté, comme 20MnCr5 ou 9310, et de le traiter par cémentation ou durcissement par induction. De plus, il faut veiller à la solidité du noyau.
2. Fatigue de flexion (casse de dent) :
Ceci est principalement dû à une surcharge ou à une concentration élevée de contraintes autour de la partie racine de la dent, conduisant ainsi souvent à la rupture ou à la fracture de l'ensemble de l'engrenage. Ce problème peut être corrigé en garantissant des conceptions de congé optimales au niveau des racines de la dent, avec des matériaux ayant une trempabilité élevée pour des niveaux de dureté optimaux autour des parties radiculaires.
3.Usure et éraflures :
Cela peut être dû à une lubrification inappropriée ou à un manque de dureté de la surface de la dent. Dans des cas extrêmes, les dents peuvent se coller les unes aux autres et se gripper.
Il est possible d'y remédier en sélectionnant le matériau approprié aux conditions de travail, bronze phosphoreux gère des conditions impliquant une vitesse faible et une charge élevée, mais dans des conditions de vitesse élevée, la dureté de la surface de la dent doit atteindre HRC58+ et la finition doit être améliorée par des services de meulage d'engrenages.
L'influence perturbatrice des facteurs environnementaux sur la sélection des matériaux
L'environnement est la clé cachée de la sélection des matériaux. Ne pas prendre en compte les questions environnementales entraînera la défaillance prématurée du meilleur matériau :
1.Environnements corrosifs (alimentaire, eau et marin) :
L'acier allié commun est vulnérable à la corrosion et à la rouille en raison des environnements humides, acides et alcalins. Il est nécessaire de choisir des nuances d'acier inoxydable austénitiques (séries 304, 316) ou d'acier inoxydable à durcissement par précipitation (17-4 PH) ou d'appliquer un revêtement spécialisé sur le matériau courant.
2. Environnements à haute/basse température :
La température a un effet significatif sur la résistance du matériau. Les basses températures nécessitent une attention particulière dans le choix du matériau. Les basses températures nécessitent un matériau résistant à cette température pour éviter la fragilité. Les températures élevées nécessitent des alliages spéciaux.
Quels détails techniques définissent réellement une entreprise de taille d’engrenages compétente ?
Le choix du bon matériau n'est que la première étape, et les performances finales de l'engrenage dépendent également de la solidité technique de l'entreprise de taille d'engrenages. Une entreprise de taille d’engrenages véritablement digne de confiance aura une bonne accumulation de technologies de base. C'est la compétence principale de JS Precision.
Traitement thermique : la « seconde vie » du matériel
Certainement un professionnel entreprise de taille d'engrenages doit avoir un contrôle très détaillé du processus de traitement thermique. Vous pouvez demander directement au fournisseur s’il sous-traite le traitement thermique ou s’il dispose de son propre four de cémentation à atmosphère contrôlée. Comment contrôlent-ils la déformation pendant le processus de trempe ? Effectuent-ils des processus de lissage post-chauffage ?
JS Precision dispose de son propre atelier de traitement thermique et d'un four de cémentation à atmosphère contrôlée, avec des gabarits de trempe sous pression spécialisés pour éviter la déformation, en utilisant des techniques de refroidissement lent.
Capacités de profondeur des tests
Outre un centre de mesure des engrenages, existe-t-il des capacités d'analyse, de contrainte résiduelle et de test de dureté des dents ? Ceux-ci sont nécessaires pour garantir la qualité des équipements de l’intérieur. Notre société dispose de tous les équipements de test nécessaires, tels que les tests de composition des matériaux jusqu'aux tests de précision des surfaces des dents d'engrenages.
Portée de la base de connaissances pour les processus
Êtes-vous capable de traiter l' ensemble des processus, depuis les engrenages en poudre métallique jusqu'aux engrenages trempés et rectifiés ? Dans de nombreux cas, la base de connaissances offerte par des ingénieurs expérimentés est bien plus précieuse que la base de connaissances issue des nouveaux équipements.
Nos ingénieurs maîtrisent parfaitement les difficultés d'usinage de différents matériaux et types d'engrenages, offrant ainsi aux clients les meilleures solutions de processus.
Un processus ne convient pas à tous : des stratégies de coupe économiques pour différents types d'engrenages
Différents types d'engrenages nécessitent des applications, des niveaux de précision et des quantités de production diverses. Un processus de découpe correspondant nécessitera alors un ajustement flexible pour un équilibre entre précision, volume de production et coût.
| Type d'engrenage | Exigences de base | Stratégies de coupe économiques |
| Production de masse d'engrenages automobiles | Haute efficacité, faible coût et production de masse stable | Taillage/façonnage + traitement thermique + affûtage de précision, en quête d'un cycle de production ultime |
| Engrenages réducteurs de haute précision | Faible bruit, faible erreur de transmission | Services de pré-meulage + traitement thermique + meulage d'engrenages de précision, améliorant la précision et la stabilité |
| Petit lot d'engrenages spéciaux (engrenages non circulaires, etc.) | Livraison rapide, contrôle des coûts | Fraisage à cinq axes ou formage par électroérosion à fil, sans investir dans des outils spéciaux |
Vous ne savez pas quelle stratégie de coupe utiliser pour vos types d'engrenages ? Veuillez envoyer le niveau de précision requis dans l'engrenage, la taille des numéros de lot et les dessins. Sur cette base, nous pouvons concevoir pour vous le processus d’usinage le plus rentable.

Figure 1 La vitesse de taillage des engrenages est très rapide et le fonctionnement de la machine est également très simple.
Principaux défis techniques liés à la fabrication de types d'engrenages de haute précision
La fabrication d’engrenages de haute précision constitue l’un des plus grands défis rencontrés dans le domaine de la fabrication d’engrenages. Chaque type d'équipement pose ses propres défis techniques . Ces défis techniques permettent de définir au mieux les capacités techniques du fabricant.
Engrenages coniques en spirale : La principale difficulté est liée à la zone de contact local-conjugué des dents. Cela nécessite des machines avancées, qui peuvent être des Gleason ou des Klingenberger, ainsi que ingénieurs experts.
Engrenages à vis sans fin : les défis impliquent le meulage précis du filetage de la vis sans fin et l'usinage de précision de l'enveloppe centrale de la roue à vis sans fin. Ce n'est qu'en maximisant la zone de contact que l'amélioration de l'efficacité et de la durée de vie de la transmission est possible.
Engrenages frontaux : le principal problème ici est l'usinage de précision et l'inspection des profils non générateurs. Bien qu’ils soient principalement utilisés dans le domaine des transmissions aérospatiales, leurs normes de qualité sont extrêmement élevées.
Inquiet des difficultés de fabrication de haute précision types d'engrenages ?Téléchargez vos dessins liés aux engrenages et à la précision, et l'équipe technique de JS Precision se fera un plaisir de vous aider avec une analyse de faisabilité et des suggestions pour optimiser la fabrication des engrenages.
Comment la rugosité de surface est-elle contrôlée dans la fabrication d’engrenages moderne ?
La rugosité de la surface influence le bruit, la durée de vie et l'efficacité des entraînements par engrenages. Par conséquent, cet indicateur ne peut être ignoré lors de la fabrication des engrenages, car il a un impact direct sur les performances de l'entraînement par engrenages. Aujourd'hui, la fabrication d'engrenages est basée sur le ISO 1328-1:2013 standard, garantissant que la qualité de la surface est améliorée, depuis les marques d'outillage jusqu'à une finition miroir.
Processus de finition : en utilisant des fraises-mères ou des engrenages à arêtes vives de haute précision, avec des paramètres de coupe optimaux (réduisant la vitesse d'avance), une meilleure surface initiale avec un Ra compris entre 1,6 et 3,2 peut être obtenue.
Opérations de finition après traitement thermique : le rodage des engrenages entraîne l'élimination du tartre d'oxyde et améliore les valeurs de rugosité jusqu'à Ra 0,8-1,6 μm, la rectification des engrenages est le seul processus capable de fournir des valeurs ultra-basses inférieures à Ra 0,4 μm.
Super finition : dans certaines applications critiques, des techniques de polissage et de finition par vibration sont utilisées pour atteindre une valeur de Ra de l'ordre de 0,1 μm, réduisant ainsi les niveaux de bruit produits par les engrenages pendant le fonctionnement.
Vous recherchez des engrenages moins bruyants et ayant une longue durée de vie ? Bénéficiez des services de traitement de surface pour la fabrication d’engrenages de JS Precision. Nos services de découpe de précision, de meulage et de superfinition sont en mesure de répondre avec précision à vos spécifications de rugosité de surface.
Définir des attentes réalistes : quels sont les délais de livraison typiques pour les engrenages personnalisés ?
Le délai de livraison des engrenages personnalisés est un problème important pour la plupart des clients, et les attentes sont importantes pour un processus plus fluide lors de la planification. Il existe un certain nombre de phases pour le délai de livraison des engrenages personnalisés, et chacune nécessite un coût de temps spécifique.
| Étape de production | Temps requis | Remarques |
| Processus et programmation | 2-5 jours | Plus de temps requis en cas d'engrenages complexes. |
| Achat de matériaux | 3-10 jours | Plus long pour les matériaux de haute qualité ou de spécification. |
| Coupe douce | 5-10 jours | A régler selon la complexité du rouage. |
| Traitement thermique | 3-7 jours | Transport et nettoyage inclus. |
| Coupe/meulage dur | 5-15 jours | Rectification d'engrenages – un processus goulot d'étranglement avec une capacité limitée. |
| Inspection et expédition | 2-3 jours | Inspection complète de la qualité. |
Pour être précis engrenages personnalisés qui exigent la rectification d'engrenages, un délai d'exécution de 8 à 12 semaines peut être considéré comme normal dans l'industrie. Cependant, si le fabricant vous promet un délai d’exécution beaucoup plus court, vous devez vous demander s’il contourne les étapes essentielles de l’inspection de la qualité.
Étude de cas : D'une panne catastrophique à une durée de vie de 20 000 heures : sauver un système d'entraînement de convoyeur alimentaire
Les exemples concrets sont les témoignages les plus efficaces pour prouver l'efficacité d'une solution. Dans cet exemple, nous avons pu, grâce à nos services professionnels de taille d'engrenages personnalisés, améliorer la durée de vie d'un engrenage qui tombait régulièrement en panne de manière catastrophique , de 6 mois à 20 000 heures.
Analyse des échecs
L'engrenage de la boîte de vitesses du tapis roulant d'une grande usine de transformation alimentaire était fabriqué en acier inoxydable de qualité 304 et fonctionnait dans un environnement humide avec des produits chimiques corrosifs contenant des acides et des alcalis.
Cet engrenage a subi une usure extrême, ainsi qu'une augmentation constante de l'écart d'engrènement après seulement 6 mois, ce qui a entraîné l'arrêt de la bande transporteuse plusieurs fois par mois, entraînant une perte de production dépassant 5 000 $ par événement.
Après intervention de notre part, l'analyse a révélé que les choix de matériaux se basaient uniquement sur la résistance à la corrosion et non sur les charges de contact sur les engrenages. Les niveaux de dureté n'étaient que d'environ HB180, et cela a été réalisé uniquement grâce à un laminage de précision et a produit une valeur de rugosité de surface de Ra3,2um. Ces normes ne suffisent pas à résister à la fois à la corrosion et au frottement.
Solution de précision JS
Pour pallier ce problème, nous avons conçu une méthode de mise à niveau innovante qui combine techniques et matériaux :
Tout d’abord, nous avons amélioré les matériaux, en recommandant et en utilisant de l’acier inoxydable à durcissement par précipitation 17-4PH. Ce matériau possède non seulement des propriétés anticorrosion élevées, équivalentes à l'acier inoxydable 304, mais après avoir subi un traitement en solution et un vieillissement, sa dureté atteint également HRC 40-45, ce qui satisfait à la résistance de contact des engrenages menants.
Deuxièmement, nous avons intégré des services de meulage de précision pour les profils de dents d'engrenage afin d'avoir une précision plus élevée jusqu'au niveau AGMA de 10 et une rugosité de surface de Ra 0,8 μm afin de réduire l'effet de friction et de substances corrosives. Ceci a été réalisé grâce à l’utilisation de machines à rectifier les engrenages allemandes.
De plus, nous avons optimisé le congé de racine de dent , ce qui évite une éventuelle concentration de contraintes.
Résultats et données
Depuis, cet équipement amélioré fonctionne parfaitement et a déjà accumulé plus de 20 000 heures d’autonomie. Non seulement ce client a complètement résolu son problème de temps d'arrêt fréquents, mais il a également économisé plus de 150 000 $.
D'une part, le traitement d'engrènement des engrenages est plus fluide, le bruit de la transmission a été réduit de 8 dB, ce qui améliore encore l'environnement de l'atelier. Cette solution est également devenue un cas de référence pour fabrication d'engrenages dans les environnements corrosifs de l’industrie agroalimentaire.
Vos engrenages connaissent également des problèmes de pannes ? Veuillez fournir des détails sur l'environnement d'utilisation de votre équipement et les problèmes d'engrenages, et JS Precision développera pour vous une solution basée sur des services personnalisés de taille d'engrenages et de meulage d'engrenages.
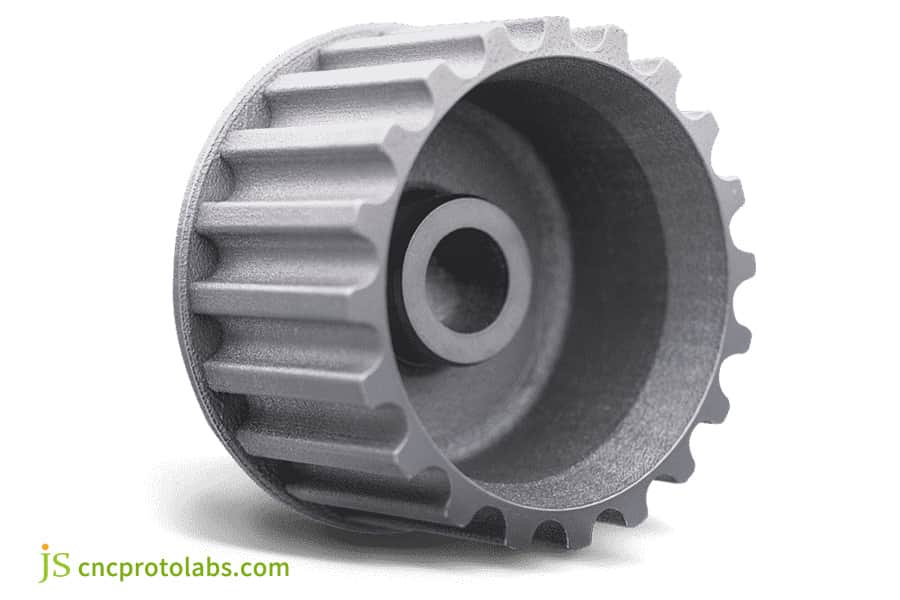
Figure 2 : Engrenage 17-4PH en acier inoxydable trempé par précipitation
Comment les services de meulage d'engrenages de précision JS élèvent les performances des engrenages à des niveaux d'élite ?
Les services de meulage d’engrenages sont l’un des processus les plus cruciaux pour l’amélioration des engrenages. JS Precision est très performant dans les services de rectification d’engrenages. Les services de meulage d’engrenages de JS Precision permettent aux clients d’obtenir les meilleures performances d’engrenages possibles.
Une plus grande précision dans la précision
Généralement, dans le cas d'engrenages de taillage de précision normaux, le degré de précision obtenu serait seulement AGMA 8-9, alors que grâce à nos services de meulage d'engrenages qui impliquent des machines de meulage d'engrenages allemandes complexes dans une configuration de traitement à température constante, des engrenages plus précis avec un grade AGMA 10-12 peuvent être produits.
Améliorations quantifiables des performances
- Premièrement, la réduction du bruit : grâce à un meulage précis du profil des dents et de la finition de surface, le bruit de fonctionnement dans les engrenages peut être réduit de 5 à 10 dB , ce qui est très important pour les produits sensibles au bruit comme les véhicules électriques et les machines de bureau.
- Deuxièmement, une durée de vie accrue. Les profils détaillés et le niveau élevé d'intégrité de la surface réduisent considérablement les dommages causés par la fatigue des contacts, augmentant ainsi plusieurs fois la durée de vie en fatigue des contacts des engrenages.
- Enfin, une capacité de charge accrue grâce à la modification précise du profil des dents, qui améliore la répartition de la charge, garantissant ainsi que le couple de l'engrenage est maximisé.
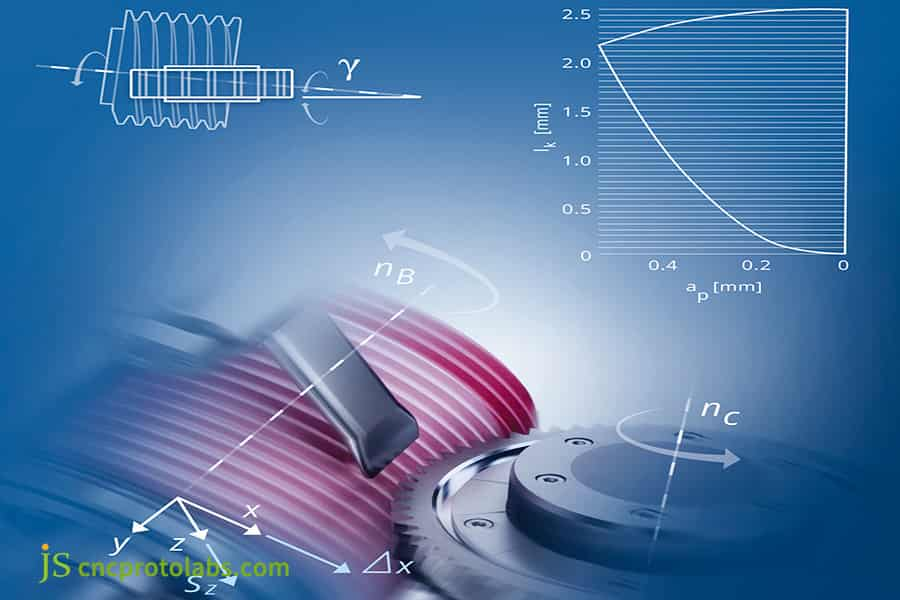
Figure 3 La rectification continue est devenue la méthode privilégiée pour l'usinage d'engrenages durs de précision.
FAQ
Q1 : Quel est le matériau le plus rentable pour les engrenages à usage général et à faible charge ?
Les matériaux en acier au carbone moyen S45C , trempés et revenus, ou en métallurgie des poudres sont des options à un prix économique. Ils offrent suffisamment de résistance tout en maîtrisant les dépenses, et conviennent dans des conditions de charge légères à moyennes.
Q2 : Pouvez-vous couper des engrenages à partir de matériaux plastiques comme le POM ou le nylon ?
Nous pouvons usiner des engrenages en utilisant des matières plastiques techniques POM et du nylon. La qualité de l'usinage est assurée grâce à des machines spécialisées et des conditions de coupe optimisées . Le matériau est appliqué là où il y a des charges légères et où des opérations silencieuses et résistantes à la corrosion sont nécessaires.
Q3 : Quelle est la différence entre le taillage et le façonnage dans la taille d'engrenages ?
Le taillage est une méthode de traitement continue et efficace , adaptée à la fabrication d'engrenages externes et pour de grandes quantités, le façonnage peut fraiser l'engrenage intérieur et l'engrenage autour de l'épaulement et offre plus de flexibilité. Nous pouvons suggérer l'approche de traitement la plus rentable en fonction du type d'engrenage.
Q4 : De quelles informations avez-vous besoin pour fournir un devis précis pour les engrenages personnalisés ?
Veuillez fournir des dessins d'engrenages (y compris les paramètres clés tels que le module, le nombre de dents, l'angle de pression, etc.), les spécifications des matériaux, le niveau de précision cible (norme AGMA/DIN), les exigences de traitement thermique et la demande annuelle, afin que nous puissions fournir un devis précis.
Q5 : Comment contrôlez-vous la distorsion pendant le traitement thermique des engrenages ?
Nous réduisons les déformations des engrenages pendant le processus de traitement thermique en optimisant la conception des engrenages , notamment grâce à la symétrie, à l'utilisation d'équipements de trempe sous pression spécialisés et à des méthodes de refroidissement lent.
Q6 : Quel est le délai de livraison pour un petit lot d’engrenages prototypes ?
Dans le cas de prototypes d'engrenages simples, ne nécessitant pas de rectification, les délais de livraison peuvent varier de 2 à 3 semaines, à condition que les matériaux soient prêts. Dans le cas d'engrenages prototypes de précision nécessitant une rectification, en raison de leur complexité accrue, les délais de livraison sont de 4 à 6 semaines.
Q7 : Fournissez-vous des boîtes de vitesses complètes ou uniquement les composants d'engrenage ?
Nous fournissons les deux. Nous sommes capables de fabriquer avec précision des engrenages individuels. Nous possédons également toutes les capacités de conception, d’usinage et d’assemblage de boîtes de vitesses.
Q8 : Quelle est la première étape pour éviter une erreur matérielle coûteuse dans mon prochain projet d’équipement ?
Contactez immédiatement nos ingénieurs d'application d'engrenages, et avec la description de vos conditions de travail et votre plan de conception initial, nous pouvons vous fournir gratuitement un rapport professionnel d'analyse des matériaux et des processus pour vous aider à éviter les pièges dans la sélection des matériaux.
Résumé
Dans l’industrie de précision de la production d’engrenages, tout affecte tout le reste. Avoir un véritable partenaire signifie embaucher une équipe compétente capable d’optimiser tous ces facteurs pour vous offrir les meilleures solutions possibles, et cela nécessite bien plus qu’un simple fabricant sous contrat.
JS Precision, fort de sa vaste expérience dans l'usinage d'engrenages, vous apporte une assistance complète dans le processus, de la sélection des matériaux à la livraison finale de la production, grâce à son expertise en services de meulage d'engrenages .
Ne laissez pas la cause première de la prochaine panne d'engrenage être enfouie dans la conception initiale.
→ Téléchargez notre « Guide de sélection des matériaux d'engrenage et d'analyse des défaillances » pour obtenir une approche structurée de la sélection des matériaux.
→ Veuillez soumettre les paramètres de votre équipement et vos conditions de fonctionnement pour obtenir une analyse gratuite et un devis sur sa faisabilité pour la fabrication.
→ Planifiez une consultation technique approfondie avec les experts JS Gear pour vos projets de transmission vitaux.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Précision JS Équipe
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com

