

Технология 3D-печати меняет логику производства благодаря цифровому производству. От быстрого создания прототипов промышленных шестерён и индивидуальных каркасов для медицинского применения до лёгких компонентов для гоночных двигателей — она продолжает расширять границы возможностей производства.
Будучи связующим звеном между проектированием и производством, 3D-печатные модели стали эффективными инструментами для реализации творческих идей. JS предоставляет профессиональные услуги 3D-печати, охватывающие процессы FDM, SLA, SLS и металлической печати , поддерживая все этапы — от разработки прототипов до мелкосерийного производства и помогая внедрять инновации.
Почему стоит доверять этому руководству? Профессиональные гены JS в 3D-печати
Компания JS имеет более чем 10-летний практический опыт работы в сфере 3D-печати и успешно реализовала более 5000 проектов в аэрокосмической, медицинской и автомобильной промышленности. Наша команда состоит из экспертов в области материаловедения и машиностроения, сертифицированных по стандарту ISO 9001 и имеющих множество патентов на технологии печати.
Например, мы повысили точность медицинских моделей для клиентов до ± 0,01 мм за счет оптимизации параметров струйной печати, при этом снизив стоимость услуг 3D-печати на 20%.
Глубокие профессиональные знания и авторитетные рекомендации гарантируют, что все рекомендации в этом руководстве проверены на практике. Мы не только предоставляем стандартизированные услуги для типографий, но и разрабатываем индивидуальные решения для 3D-печати моделей, помогая клиентам эффективно внедрять инновации в сфере 3D-печати.
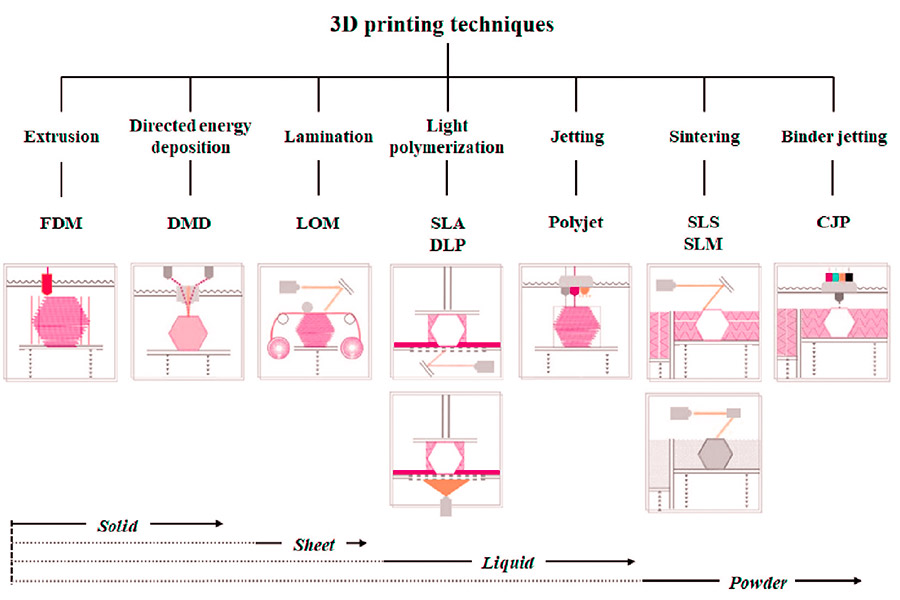
Какие существуют типы технологий 3D-печати?
1. Моделирование методом послойного наплавления (FDM)
- Принцип: Формование расплавленным расплавом путем послойной экструзии нагреваемого пластикового волокна.
- Особенности: Низкая стоимость, подходит для быстрого прототипирования , эффективный производственный процесс JS может оптимизировать его скорость.
- Применение: Подходит для экономичного прототипирования в типографиях.
2.Стереолитография (SLA)
- Принцип: технология УФ-отверждения, жидкая смола образуется в результате УФ-отверждения.
- Особенности: Высокая точность (±0,05 мм), гладкая поверхность, подходит для сложных конструкций, соответствует требованиям JS к точности изготовления.
- Применение: Обычно используется для высокодетализированных проектов в моделях 3D-печати.
3. Селективное лазерное спекание (СЛС)
- Принцип работы: спеченный лазером нейлоновый порошок не требует опорной конструкции.
- Особенности: Высокая прочность, подходит для функциональных деталей, совместимость JS с металлами и композитными материалами позволяет расширить область его применения.
- Применение: Идеальный выбор для массового производства функциональных компонентов в типографиях.
4. Многоструйная термоядерная сварка (MJF)
- Принцип работы: струйное нанесение порошкового слоя, затвердевание нейлонового порошка слой за слоем посредством плавления и инфракрасного нагрева.
- Особенности: Высокая скорость (в 3 раза быстрее, чем SLS), высокая детализация (±0,08 мм), поддержка массового производства функциональных компонентов и возможность адаптации к JS для быстрого производства и оптимизации затрат.
- Применение: быстрая доставка с помощью услуг 3D-печати.
5. Селективное лазерное плавление (СЛП)
- Как это работает: лазерная плавка металлического порошка для высокотехнологичного производства.
- Особенности: Высокая точность (±0,02 мм), высокая термостойкость, технология прецизионной обработки JS позволяет дополнительно повысить качество продукции.
- Применение: используется в 3D-печати в аэрокосмической и медицинской отраслях.
Сравнение технологий 3D-печати
| Тип техники | Скорость | Расходы | Тип материала | Возможность обработки сложности | Сопутствующие преимущества компании JS |
| ФДМ | Середина | Низкий | Пластики, такие как PLA и ABS. | ★★★☆ | Эффективная скорость оптимизации производственного процесса. |
| SLA | Быстро (DLP) | Центр | Светочувствительная смола. | ★★★★☆ | Высокая точность, соответствующая стандарту JS ±0,005 мм. |
| SLS | Середина | Центр | Нейлон, ТПУ и другие порошки. | ★★★★☆ | Поддержка расширения применения металлов и композитов. |
| МЖФ | Очень быстро | Средне-высокий | Нейлон (ПА12/ПА11). | ★★★★★ | Повышение эффективности серийного производства для ускорения поставок. |
| ОДС | Медленный | Высокий | Металлический порошок (титан, нержавеющая сталь). | ★★★★★ | Технология точной обработки обеспечивает высокую сложность деталей. |
- Быстрая доставка может быть достигнута за 1–2 недели с использованием технологии MJF, которая повышает эффективность производства до 3 раз по сравнению с традиционным SLS.
- Сочетание возможностей MJF, SLA и точности обработки JS ±0,005 мм гарантирует соответствие компонентов строгим стандартам в аэрокосмической, медицинской и других областях.
- Технология MJF сокращает отходы материала за счет пакетного спекания, что в сочетании с оптимизацией процесса JS позволяет сократить затраты клиентов в среднем на 20%.
Как толщина слоя FDM-печати влияет на прочность?
Соотношение между толщиной слоя и механической прочностью
1. Чем толще слой, тем слабее межслоевая адгезия.
- При FDM-печати каждый слой расплавленного пластика должен быть полностью связан с предыдущим. Если слой толстый (например, 0,3 мм и более), площадь контакта между слоями уменьшается, что может привести к снижению адгезии, особенно если направление силы параллельно рисунку слоя (например, при испытании на разрыв).
- Предложение по оптимизации: компания JS по умолчанию использует тонкий слой толщиной 0,1–0,2 мм при печати высоконагруженных компонентов и повышает общую прочность за счет увеличения площади контакта между слоями.
2. Чем толще слой, тем плотнее структура.
- Меньшая толщина слоёв, например, 0,05 мм, уменьшает зазор между ними, делая поверхность более гладкой, а внутреннюю структуру — более однородной. Такая плотность способствует распределению напряжений и предотвращает локальные дефекты, тем самым повышая ударопрочность.
- Случай JS: В процессе печати деталей для аэрокосмической отрасли компания JS контролирует толщину печатного слоя с точностью до микрометра, чтобы гарантировать соответствие компонентов стандартам прочности для аэрокосмической отрасли.
Влияние толщины слоя на направление печати
- Прочность FDM-деталей анизотропна, то есть вдоль направления печати (оси Z) она обычно выше, чем в вертикальном направлении (оси XY). Если направление нагрузки перпендикулярно слою, печать тонким слоем снижает риск расслоения, в то время как толстые слои могут разрушаться из-за слабых связей между ними.
- Решение: Профессиональная команда инженеров JS порекомендует наиболее оптимальную комбинацию направления печати и толщины для максимального повышения прочности конструкции с учетом требований к конструкции изделия.
Баланс между толщиной слоя и свойствами материала
1.Толстые слои экономят материал, но жертвуют прочностью.
- Толстые слои печатаются быстро и требуют меньше расходных материалов, что делает их подходящими для быстрого прототипирования, но они могут быть недостаточно прочными из-за межслоевых дефектов. Например, при печати ABS-пластиком толщиной слоя 0,3 мм прочность на разрыв может быть на 15–20% ниже, чем у слоя толщиной 0,1 мм.
- Оптимизация затрат: служба печати JS использует интеллектуальные алгоритмы для автоматической рекомендации наиболее экономичного решения по толщине слоя, обеспечивая при этом прочность, что позволяет клиентам экономить более 30% затрат на материал.
2. Тонкие слои повышают прочность, но печать занимает больше времени.
- Тонкослойная печать может повысить прочность, но время печати, очевидно, увеличивается. Например, для слоя толщиной 0,05 мм требуется в шесть раз больше длины, чем для слоя толщиной 0,3 мм.
- Гарантированное время выполнения печати: JS использует промышленный многосопловой принтерный кластер, поэтому даже если вы выберете сверхтонкие слои, вы сможете отправить заказ в течение обещанных 1–2 недель.
Выбор толщины слоя в реальных условиях применения
1.Функциональные части против дисплейных частей
- Функциональные детали (например, рукоятки инструментов, механические детали): рекомендуемая толщина слоя составляет 0,1–0,2 мм с учетом прочности и эффективности.
- Детали дисплея (например, модели внешнего вида): можно выбрать толщину слоя 0,3 мм для снижения затрат и ускорения доставки.
- Индивидуальное обслуживание: JS предоставляет бесплатные технические консультации и динамически регулирует параметры толщины слоя в соответствии с потребностями клиента.
2.Адаптация свойств материала
- PLA/ABS: Обычная толщина слоя составляет 0,1–0,3 мм, а тонкие слои могут улучшить детализацию.
- Нейлон/композитные материалы: для повышения прочности рекомендуется толщина слоя 0,05–0,15 мм.
- Библиотека материалов для типографских услуг : Библиотека материалов для типографских услуг JS поддерживает более 50 типов материалов, и каждый материал был протестирован на толщину слоя для обеспечения оптимальных прочностных характеристик.

Какие параметры определяют разрешение печати SLA?
Основные параметры, влияющие на разрешение печати SLA
1. Тип источника света и размер спеклов
- Источник лазерного излучения: диаметр пятна обычно составляет 10–100 микрон, подходит для ювелирной, стоматологической и другой высокоточной 3D-печати. модели.
- Источник света DLP: луч света проецируется через цифровой проектор, а размер пикселя определяет разрешение (например, 50–100 микрон для проекции 2K/4K).
- Влияние: чем меньше размер пятнышек, тем лучше детализация по осям X/Y, но время печати может увеличиться.
2. Скорость сканирования и время экспозиции
- Чем ниже скорость сканирования, тем выше энергия воздействия на единицу площади и тем глубже отверждение; если сканирование слишком быстрое, отверждение может быть неполным.
- Направление оптимизации: Динамическая регулировка скорости сканирования (например, уменьшение скорости сканирования деталей) на основе сложности модели.
3. Толщина слоя (разрешение по оси Z)
- Диапазон толщины слоя составляет от 25 до 100 микрон. Чем тоньше слой , тем чётче детали по оси Z, но время печати увеличивается линейно.
- Например, 50 мкм для быстрого прототипирования и 25 мкм для прецизионных деталей.
4. Свойства смолы
- Вязкость: Смолы с низкой вязкостью обладают хорошей текучестью, легко заполняют небольшие структуры, но скорость отверждения должна быть сбалансированной.
- Фоточувствительность: смолы с высокой фоточувствительностью чувствительны к свету и могут затвердевать при низкой энергии, что снижает риск термической деформации.
5. Сложность геометрии модели
- Нависающие конструкции и отверстия требуют дополнительной поддержки или корректировки многоуровневой стратегии, что может идти в ущерб локальному решению.
- Метод оптимизации: адаптивная структура поддержки создается с помощью программного обеспечения для нарезки моделей.
Правильный выбор сочетаний параметров позволяет добиться точности изготовления моделей 3D-печати на всех этапах — от проверки концепции до создания функциональных прототипов. Служба 3D-печати JS предоставляет поддержку в оптимизации параметров, помогая клиентам добиться оптимального разрешения в типографиях.
Таблица сравнения параметров и предложений по оптимизации
| Параметры | Влияние на разрешение | Направление оптимизации | Типичное значение |
| Тип источника света | Лазер > DLP (лазер имеет более высокую точность при том же разрешении). | Выбирайте лазер для точных моделей и DLP для массового производства. | Лазер: 50 мкм / DLP: 100 мкм |
| Размер пятна | Чем меньше пятно, тем четче детали. | Используйте высокоточные лазерные головки или проекцию 4K DLP. | 50 мкм (лазер) |
| Скорость сканирования | Чем ниже скорость, тем полнее отверждение. | Уменьшите скорость на мелких участках (например, 0,1 мм/с) и увеличьте ее на больших участках. | 50-200 мм/с |
| Толщина слоя | Толщина слоя уменьшается вдвое, а разрешение по оси Z увеличивается в 4 раза. | Используйте тонкие слои (25 мкм) для прецизионных деталей и толстые слои (100 мкм) для увеличения скорости. | 50 мкм (стандарт) |
| Вязкость смолы | Низкая вязкость улучшает текучесть и способность заполнять детали. | Используйте специальные смолы (например, прозрачные смолы с вязкостью ≤1500 сП). | 500-2000 сП |
| Угол свеса модели | Если угол слишком мал, потребуется плотная поддержка, а блокирование света повлияет на процесс отверждения. | Избегайте свесов <45° или добавляйте в конструкцию вспомогательные опоры. | ≥60° (без опоры) |
Правильный выбор сочетаний параметров позволяет добиться точности изготовления 3D-печатной модели от проверки концепции до создания функциональных прототипов.
Какая технология печати более стабильна в условиях высоких температур?
1. 3D-печать металлических материалов (предпочтительно в условиях высоких температур)
SLM/DMLS (селективное лазерное плавление/спекание)
- Термостойкость: такие материалы, как титановый сплав (Ti6Al4V, температура плавления 1668 °C) и суперсплавы на основе никеля (Inconel 718, температура плавления 1390 °C), могут выдерживать высокие температуры более 600 °C.
- Стабильность: Лазер плавит металлический порошок слой за слоем, ткань становится плотной, а сопротивление ползучести сильным.
- Поддержка услуг 3D-печати: типографии снижают остаточные напряжения и предотвращают термическую деформацию за счет оптимизации мощности лазера, скорости сканирования и стратегий охлаждения.
2. Технология керамической 3D-печати (потенциал сверхвысокой термостойкости)
SLA/DLP (светоотверждаемая керамика)
- Термостойкость: керамика на основе оксида алюминия (Al2O3, температура плавления 2050 °C) и оксида циркония (ZrO2, температура плавления 2700 °C) может выдерживать температуры свыше 1500 °C.
- Стабильность: Керамические заготовки требуют высокотемпературного спекания (выше 1600°С), плотность близка к теоретическим значениям, а коэффициент термического расширения низкий.
- Поддержка услуг 3D-печати: Принтеры предоставляют полный спектр услуг от печати до обезжиривания и спекания, чтобы гарантировать отсутствие трещин и стабильность размеров керамических деталей.
3. Высокопроизводительная 3D-печать инженерным пластиком
FDM (моделирование расплавленного осаждения)
- Термостойкие материалы: PEEK (температура плавления 343°C), ULTEM (температура плавления 335°C) и другие специальные инженерные пластики.
- Стабильность: ПЭЭК сохраняет прочность после длительного использования при температуре 260 °C, но температуру печати (280–320 °C) и условия охлаждения необходимо оптимизировать.
- Поддержка услуг 3D-печати: типографии используют промышленное FDM-оборудование (например, серии Stratasys Fortus) с термостатами для уменьшения деформации.
SLS (селективное лазерное спекание)
- Термостойкость: Композитные материалы из нейлона, стекловолокна и углеродного волокна с кратковременной термостойкостью до 180 °C.
- Стабильность: Лазерное спекание компактно, но легко окисляется при высокой температуре в течение длительного времени и требует защитного покрытия поверхности.
- Поддержка услуг 3D-печати: типографии предоставляют услуги по модификации материалов (например, добавление антипиренов) для повышения термостойкости.
- Преимущества: 3D-печать пластиком отличается низкой стоимостью, коротким циклом, подходит для сред со средними и высокими температурами (например, впускные коллекторы автомобилей, электронные радиаторы и т. д.).
Рекомендации по выбору технологий для сценариев с высокими температурами
| Температура сцены | Рекомендуемая технология | Основные преимущества | Ключевые возможности типографий |
| 600-1000℃ | Металл SLM/DMLS. | Высокая прочность и сопротивление ползучести. | Лазерное оборудование, вакуумная среда, термообработка. |
| 1000-1500℃ | Керамический SLA/DLP. | Сверхвысокая термостойкость и коррозионная стойкость. | Специализированные керамические материалы и процесс высокотемпературного спекания. |
| 200-600℃ | PEEK FDM, Нейлон SLS. | Экономичный и легкий. | Модификация промышленного оборудования и материалов. |
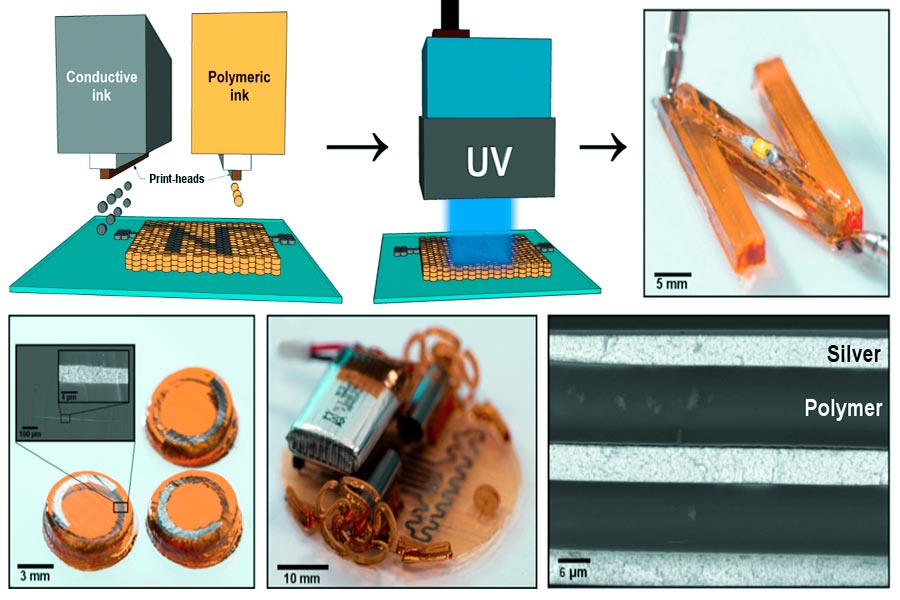
Как добиться многослойного нанесения изображений при струйной 3D-печати?
Технология струйной печати основана на нанесении слоев жидкого материала друг на друга для создания трёхмерных объектов. Суть её заключается в высокоточном контроле струйной печати и отверждения. Конкретные этапы реализации и ключевые технологии перечислены ниже:
1. Подготовка материалов: адаптация жидких сред
- Светочувствительная смола: наиболее часто используемый материал, требующий быстрого отверждения и высокой стабильности вязкости.
- Вспомогательный материал: водорастворимый или плавкий материал, используемый для временной поддержки сложных конструкций.
- Оптимизация струйной печати: Точность впрыска сопла (обычно диаметром 20–100 микрон) необходимо регулировать путем регулировки таких параметров, как вязкость материала и поверхностное натяжение.
2. Печатающая головка струйной печати: точный впрыск капель
Пьезоэлектрический привод или технология термического вспенивания:
- Пьезоэлектрическая керамика: пьезоэлектрическая керамика деформируется под действием изменения напряжения, и чернильная полость сжимается, образуя мельчайшие капли.
- Термическое вспенивание: локальный нагрев чернил с образованием пузырьков, способствующих распылению капель.
- Совместная работа нескольких сопел: печатающие головки струйной печати промышленного класса оснащены сотнями сопел, что позволяет осуществлять одновременную печать на большой площади.
- Послойное планирование пути: программное обеспечение разрезает 3D-модели на 2D-сегменты, а струйная головка распыляет слои материала вдоль пути.
3. Послойное наложение: формование методом капельной кристаллизации
- Фотоотверждение (УФ/LED):
- После нанесения каждого слоя жидкой смолы немедленно затвердевайте с помощью УФ-излучения или светодиодной лампы, чтобы сформировать твердый тонкий слой.
- Точный контроль: Интенсивность света и время экспозиции должны соответствовать характеристикам затвердевания материала (например, технология SLA/DLP).
- Термическое отверждение: некоторые материалы (например, некоторые связующие на основе нейлонового порошка) нагревают, чтобы инициировать реакции сшивания.
- Многослойная укладка: повторяйте процесс распылительного отверждения до тех пор, пока не будет сформирована трехмерная структура (толщина слоя обычно составляет 20–100 мкм).
4. Последующая обработка: улучшение и оптимизация поверхности
- Удаление опорной конструкции: Растворите или расплавьте материал временной опоры.
- Обработка поверхности: Шлифовка, пескоструйная обработка или химическая полировка для устранения ступенчатости.
- Техническое обслуживание на поздней стадии: для улучшения механических характеристик некоторым материалам требуется вторичное отверждение.
Как выбрать вспомогательные материалы для сложных моделей 3D-печати?
1. Принцип структурной адаптации
Навесная конструкция (>45°):
- ПВС/УППС: Растворимый каркас для растворимости в воде или удаления растворителя.
- Пример: при 3D-печати моделей наклонных мостов поддержка ПВА может быть удалена путем растворения в воде, чтобы предотвратить повреждение детали инструментом.
Конструкция моста (большой пролет):
- Опорные стержни из АБС/нейлона: устойчивы к высоким температурам и поломкам во время печати (например, модель роботизированной руки).
- Например, поддержка HIPS может выдерживать высокие температуры при печати сеток в 3D-моделях, предотвращая поломки во время печати.
2. Сопоставление и разделение материалов
Легкая комбинация для отшелушивания:
- PLA+PVA: Низкая адгезия, гладкая поверхность.
- Пример: Прозрачная смоляная модель , напечатанная на 3D-принтере, соответствовала подложке из ПВА и растворялась в воде без остатка.
Комбинация химического растворения:
ABS+HIPS: лимонин необходим для растворения каркаса и подходит для сложных внутренних деталей, таких как компоненты передач.
3. Фактические требования к производительности
- Сценарий нагрева: Керамические/металлические основы: устойчивы к высоким температурам (например, печать на титановом сплаве), требующие механического отслоения.
- Контроль усадки: Скорость усадки материала подложки близка к скорости усадки материала модели (например, PETG + подложка PETG).
4. Эффективность последующей обработки
Быстрое удаление:
- Водорастворимый (ПВА): подходит для печати среднего и малого размера , сокращает время последующей обработки (предпочтительно для печати среднего и малого размера).
- Ручная очистка (ТПУ): низкая стоимость, но требует бережного обращения.
План защиты окружающей среды: Желательно выбирать биоразлагаемые каркасы (например, биоразлагаемые материалы на основе ПБДЭ), чтобы сократить затраты на очистку жидких отходов.
5. Адаптация принтера
FDM-оборудование:
- Совместная поддержка: PLA/PVA/HIPS, оптимизация эффекта разделения, оптимизированное разделение путем регулировки температуры сопла.
- Пример: 3D-модели для печати полых сфер с поддержкой HIPS, гладкая поверхность, обработанная парами ацетона.
Оборудование SLA/DLP:
- Поддерживаемый растворимой смолой, он был отвержден ультрафиолетовым излучением, а затем вымочен и непосредственно удален.
- Например, при 3D-печати моделей прецизионных шестеренок смоляные опоры сохраняют микроскопические детали.
Может ли JS создавать функционально градуированные компоненты с помощью многоматериальной 3D-печати?
1. Поддержка технологии многоматериальной печати
Услуги 3D-печати JS включают технологии MJF и композитной печати на металле/керамике, которые позволяют комбинировать различные материалы (например, металлокерамику, карбид-полимер) в ходе одного и того же процесса печати для достижения непрерывных или сегментированных градиентных изменений в составе материала.
2. Совместимость материалов и градиентный дизайн
Благодаря услугам 3D-печати JS клиенты могут выбирать из множества комбинаций материалов, включая металлы, керамику и композиты, а также свободно проектировать микроструктуру функциональных градиентных компонентов (например, износостойкий слой + подложка).
3. Оптимизация процессов и обеспечение производительности
Промышленное оборудование JS поддерживает контроль толщины (±0,005 мм) и управление температурой для обеспечения равномерной прочности соединения интерфейса и градиентного перехода между различными материалами, а также для выдерживания экстремальных условий эксплуатации, таких как высокая температура и давление.
4. Индивидуальные решения
Для таких областей, как аэрокосмическая промышленность и медицинское оборудование, команда JS может предоставить полный спектр услуг: от выбора материалов и проектирования градиентных структур до переработки, например:
- Детали аэрокосмических двигателей: градиентная структура подложки из титанового сплава + керамическое теплоизолирующее покрытие.
- Ортопедические имплантаты: металлический каркас биомиметической конструкции + биоактивное керамическое покрытие.
Краткое содержание
Будучи революционной технологией, 3D-печать продолжает стимулировать изменения в производстве благодаря разнообразным типам процессов (например, FDM, SLA, печать металлом и т. д.) и широкому спектру вариантов применения (от промышленного производства до медицинских инноваций).
Будь то эффективное производство сложных функционально градиентных деталей или быстрая итерация индивидуальных моделей , услуги 3D-печати демонстрируют непревзойденную гибкость и экономичность. Поставщики технологических услуг, представленные JS, ещё больше снизили порог внедрения технологий, интегрировав печать из нескольких материалов, прецизионный контроль процесса и общеотраслевую поддержку, что позволяет компаниям сосредоточиться на инновациях в дизайне и создании ценности.

Отказ от ответственности
Содержимое этой страницы предназначено исключительно для информационных целей. Серия JS. Нет никаких явных или подразумеваемых заявлений или гарантий относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит данные о рабочих характеристиках, геометрических допусках, конкретных конструктивных характеристиках, качестве и типе материалов или качестве изготовления через сеть Longsheng. Ответственность за это несет покупатель. Запросить коммерческое предложение на детали. Указать конкретные требования к этим разделам. Свяжитесь с нами для получения дополнительной информации .
Команда JS
JS — ведущая компания в отрасли, специализирующаяся на индивидуальных производственных решениях. Мы обладаем более чем 20-летним опытом работы с более чем 5000 клиентов и специализируемся на высокоточной обработке на станках с ЧПУ , производстве листового металла , 3D-печати , литье под давлением , штамповке металла и других комплексных производственных услугах.
Наш завод оснащён более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предлагаем быстрые, эффективные и высококачественные производственные решения для клиентов более чем в 150 странах мира. Будь то мелкосерийное производство или крупносерийная продукция по индивидуальному заказу, мы готовы удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте JS Technology. Это означает эффективность, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Часто задаваемые вопросы
1.Требуется ли поддержка для SLS-печати?
SLS-печать обычно не требует поддержки. Неспеченный нейлоновый порошок естественным образом обволакивает модель, предотвращая ее разрушение в воздухе. Лишь для некоторых сложных конструкций требуется небольшая дополнительная поддержка, что значительно упрощает процесс обработки.
2.Какая технология подходит для печати прозрачных деталей?
Технология SLA подходит для печати прозрачных деталей. Она использует фоточувствительную смолу, затвердевающую под действием ультрафиолетового излучения. Поверхность получается гладкой и прозрачной. Подходит для создания высокоточных прозрачных моделей (например, оптических деталей).
3.На что влияет толщина слоя FDM?
Толщина FDM-слоя влияет на гладкость поверхности, время и прочность печати. Чем толще слой, тем заметнее рисунок и тем быстрее печать, но интенсивность может снизиться.
4. Насколько большую роль может сыграть 3D-печать?
Промышленные 3D-печатные устройства могут изготавливать крупные детали измерительных приборов (например, детали для аэрокосмической отрасли), в то время как настольные устройства обычно ограничиваются несколькими десятками сантиметров и подходят для небольших моделей или прототипов.
Ресурсы

