

Проектирование для производства является ключом к решению подобных проблем: когда вы тратите недели на проектирование кронштейна для аэрокосмической отрасли и обнаруживаете, что его обработка на станке с ЧПУ невозможна из-за недостаточных радиусов внутренних углов, или затраты на обработку превышают бюджет на 40% и так далее.
Самые гениальные конструкции в точном производстве — это не те, которые получают награды в программном обеспечении САПР, а те, которые можно превратить в высококачественную продукцию с наименьшими затратами и с максимальной скоростью. Статистика показывает, что более 60% стоимости продукции определяется на этапе проектирования.

В руководстве будут рассмотрены ключевые принципы и практики проектирования для производства, показано, как JS Precision помогает клиентам достичь тройных целей: оптимизации затрат, повышения качества и сокращения сроков выполнения заказов. Услуги по механической обработке с ЧПУ благодаря раннему сотрудничеству DFM.
Ключевое резюме ответов
| Размеры ядра DFM | Распространенные проблемы традиционного дизайна | Решение DFM от JS Precision |
| Технологичность | Необработанные элементы, ненужная сложность или небрежность в доступности инструментов. | Ранняя проверка технологичности проекта устраняет производственные барьеры, гарантируя, что проекты могут быть эффективно изготовлены в пределах имеющихся возможностей обработки на станках с ЧПУ. |
| Оптимизация затрат | Слишком жесткие допуски, неправильный выбор материала и неэффективные траектории обработки — вот лишь некоторые из причин. | Мы систематически анализируем влияние каждой конструктивной особенности на стоимость изготовления нестандартных деталей и предоставляем предложения по оптимизации на основе данных , которые могут снизить затраты до 40%. |
| Повышение эффективности | Проблемы, связанные с конструкцией, приводят к многоэтапной обработке, более длинным траекториям движения инструмента, более частой смене инструмента и зажиму. | Мы оптимизируем геометрию деталей для крупносерийной обработки на станках с ЧПУ , чтобы упростить траектории обработки, сократить время обработки, а также повысить производительность и стабильность. |
Основной принцип JS Precision DFM: основан на реальном опыте и помогает вашим проектам добиться успеха с первой попытки
В течение последних 15 лет компания JS Precision активно занималась обработкой на станках с ЧПУ, предлагая услуги проектирования для производства более чем 2000 клиентам в таких отраслях, как аэрокосмическая промышленность, медицинское оборудование и автомобильные детали.
Например, мы оптимизировали конструкцию кронштейна из алюминиевого сплава для аэрокосмической компании, а решение по оптимизации топологии соответствовало упрощенным рекомендациям по проектированию геометрических размеров и допусков (GD&T) в АСМЭ Y14.5-2018 стандарту Американского общества инженеров-механиков (ASME), сокращая время обработки с 4,5 часов до 2,2 часа, помогая клиенту снизить затраты на 42%.
Мы также решили проблему нестандартной обработки отверстий для клиента медицинского оборудования, сократив количество смен инструмента и повысив эффективность производства на 30 % за счет стандартизации размеров отверстий.
Мы также независимо реализовали более 100 сложных проектов по производству деталей по индивидуальному заказу, например, проектирование интегрированных структурных деталей для новых потребителей энергии, чтобы избежать ошибок при сборке нескольких компонентов. Эти практические примеры преподали нам важный урок: DFM незаменим для достижения целей вашего проекта.
Данное руководство представляет собой систематическое изложение нашего многолетнего опыта обслуживания. Каждый принцип и предложение в нем проверены на реальных проектах. Вы можете полностью положиться на него , чтобы использовать его в своих практиках проектирования для технологичности и помочь в успешной реализации ваших проектов по обработке с ЧПУ.
Хотите больше примеров использования DFM от JS Precision? Укажите тип вашей отрасли, и мы вышлем вам успешные примеры разработки и технологичности из той же отрасли, которые интуитивно помогут вам понять ценность DFM.
Структура DFM: каковы основополагающие шаги и принципы обработки на станках с ЧПУ?
Самым первым шагом на пути к успешному производству является создание систематической, ориентированной на производство структуры проектирования. При обработке на станках с ЧПУ эта структура DFM поможет вам снизить риски на ранних этапах проектирования. Ниже мы подробно разберем его основные этапы и принципы.
Раннее участие: доведение производственных знаний до стадии проектирования
Привлечение экспертов-производителей на этапе концептуального проектирования является основным ценным предложением «Проектирования для производства».
На этом этапе вмешиваются инженеры JS Precision, чтобы помочь определить, соответствует ли конструкция технологическим требованиям для Услуги по механической обработке с ЧПУ , если соотношение сторон детали превышает диапазон обработки инструмента, что позволяет избежать огромных модификаций на более поздних этапах.
Пять основных принципов: упрощение, стандартизация, модульность, доступность и соответствие требованиям.
1. Упростите геометрию: постарайтесь исключить ненужные сложные выступы или канавки, которые могут сократить время и сложность программирования, например, изменение неправильной поверхности на правильную.
2. Стандартизация размеров отверстий/радиусов. Приведите различные нестандартные отверстия к стандартным отраслевым размерам, например, сократите 6 типов отверстий до 2, тем самым сократив количество смен инструмента.
3. Проектирование из модульных компонентов. Разделите сложные детали на индивидуально обрабатываемые модули , например, разделив интегрированный корпус на верхнюю крышку и основание, чтобы упростить обработку и сборку.
4. Доступность инструмента: при проектировании необходимо оставить достаточно места для инструментов, чтобы предотвратить недоступные для инструмента области обработки, например, обеспечить достаточные радиусы для глубоких углов полости.
5. Соответствие производственным возможностям: конструкция должна соответствовать реальному уровню обработки с ЧПУ, например, не требовать обычного фрезерования для достижения точности шлифования, чтобы избежать нереалистичных или чрезмерно дорогостоящих требований.
Итеративное сотрудничество: замкнутый цикл от обратной связи DFM до оптимизации проекта
JS Precision предоставляет клиентам четкие и действенные предложения по улучшению «Проектирования для технологичности» посредством структурированных отчетов. Мы перечисляем проблемы, планы улучшений и ожидаемые результаты в этом отчете и корректируем план на основе отзывов клиентов, образуя таким образом замкнутый цикл оптимизации.

Рисунок 1. Выноски стандартизации потоков. Это позволяет производителям оптимизировать свои процессы, обеспечивая при этом соблюдение ваших функциональных требований.
Мысль о затратах: как DFM напрямую влияет на общую стоимость продукта?
Акцент на мысли о том, «как спроектировать продукт для производства» в каждом решении имеет первостепенное значение для контроля затрат. Большинство клиентов на этапе проектирования зачастую интересуется только функциональностью и вообще не учитывает затраты на производство. DFM может помочь снизить общие затраты с самого начала.
Выбор и использование материалов: интеллектуальный переход от заготовки к детали
За счет оптимизации контура и расположения деталей, подбора заготовок типоразмеров можно повысить коэффициент использования материала с 50% до более 80%.
Например, мы помогли клиенту увеличить количество обрабатываемых деталей с заготовок размером 100 х 100 мм с 2 до 4, тем самым сократив затраты на материалы на целых 50 % , и рекомендовали использовать стандартные заготовки из алюминиевого сплава, чтобы избежать затрат на индивидуализацию.
Время обработки: каждая минута стоит денег
За счет сокращения смены инструмента, оптимизации траектории движения инструмента и исключения ненужных 5-осевая обработка может напрямую снизить затраты на станки для услуг обработки с ЧПУ.
Например, одному клиенту удалось сократить количество смен инструментов с 8 до 3 и сократить время обработки с 3 часов до 1,8 часа за счет стандартизации размеров отверстий, сэкономив 96 долларов США на деталь при 80 долларов США в час.
Затраты на постобработку и сборку: скрытые расходы, которые легко не заметить
Дизайн может сократить время, необходимое для полировки, упростить этапы сборки и устранить особые требования к упаковке, чтобы контролировать стоимость изготовления нестандартных деталей с целостной точки зрения.
Например, регулировка шероховатость поверхности несопрягающихся поверхностей от Ra0,8мкм до Ra1,6мкм сокращает время полировки на 30%, конструкция защелкивающихся устройств вместо винтов облегчает сборку и снижает трудозатраты.
Как дизайн вашего продукта может снизить затраты? Просто сообщите JS Precision о типе вашего материала и требованиях к объему производства, и мы сможем разработать для вас план оптимизации затрат на разработку продукта для производства, сокращая скрытые расходы.
Каковы не подлежащие обсуждению проектные ограничения в сфере услуг по обработке с ЧПУ?
Понимание и уважение физических ограничений услуг обработки с ЧПУ является ключом к успешному проектированию.
Эти ограничения, такие как геометрические ограничения режущих инструментов и динамические характеристики станков, четко определены и ограничены в Спецификация аэрокосмических материалов (AMS) и соответствующие рекомендации по механической обработке, опубликованные SAE International.
Многие проектные чертежи теоретически верны, но не могут быть обработаны из-за ограничений, которые выходят за рамки услуг механической обработки с ЧПУ. Ниже мы перечислим основные ограничения.
Жесткие ограничения на геометрию инструмента: минимальный радиус, глубина и угол
Различные инструменты имеют четко определенные ограничения на возможности обработки. Ниже приведены общие справочные данные, обобщенные JS Precision:
| Тип ограничения инструмента | Особое ограничение (эталонное значение) | Применимые сценарии |
| Минимальный радиус | Минимальный радиус концевой фрезы: 0,1 мм для стали, 0,05 мм для алюминия. | Внутренний угол, конструкция канавки |
| Предел отношения глубины к диаметру | Соотношение глубины и диаметра обычной концевой фрезы ≤ 5:1, удлиненные инструменты ≤ 10:1. | Обработка глубоких полостей и глубоких отверстий |
| Внутренняя обработка под прямым углом | Невозможно напрямую обрабатывать внутренние прямые углы 90°, требуется радиус скругления ≥ радиуса инструмента. | Часть угловой конструкции |
Физические границы станков: перемещение, помехи и зажим
Различные спецификации сервисного оборудования для обработки с ЧПУ имеют определенные ограничения в объеме обработки, круге пересечения шпинделя и занимаемом пространстве приспособления.
Например, максимальный ход нашего вертикального обрабатывающего центра составляет 1200×800×600 мм, а диаметр интерференционного круга шпинделя составляет 200 мм. В конструкции следует избегать этих ограничений, сохраняя при этом пространство для зажима.
Риски деформации тонких стенок и мелких деталей
Для тонких стенок из алюминиевого сплава рекомендуется устанавливать толщину ≥ 1 мм, стенки толщиной 0,8 мм требуют усиления, для тонких кронштейнов рекомендуется устанавливать соотношение сторон ≤ 5:1, более которого вызовет деформацию и потребует поддержки.
Обеспокоены тем, что ваш проект выходит за рамки ограничений услуг по обработке с ЧПУ? Просто загрузите чертежи деталей в JS Precision, где наши инженеры проведут бесплатную диагностику, позволят избежать таких проблем, как деформация тонкостенных стенок, и обеспечат соответствие требованиям услуги по индивидуальной механической обработке .

Рисунок 2: Минимальный радиус. Большие радиусы позволяют использовать более крупные и жесткие режущие инструменты, которые устойчивы к прогибам и обеспечивают превосходное качество поверхности.
Чем DFM для крупносерийной обработки с ЧПУ отличается от прототипирования?
Логика оптимизации конструкции для крупносерийной обработки на станках с ЧПУ полностью отличается от логики для цельных прототипов. В то время как при крупносерийной обработке с ЧПУ учитываются такие факторы, как эффективность, стабильность и стоимость, подход к созданию прототипов предполагает быструю функциональную проверку. Ниже рассмотрим основные различия.
Срок службы и стабильность инструмента становятся главными факторами
Срок службы инструмента можно увеличить, избегая резких траекторий движения инструмента и балансируя нагрузку на режущий инструмент. Это влияет на общую стоимость обработка больших объемов с ЧПУ много. Например, оптимизация траекторий обработки инструмента для клиента привела к увеличению срока службы инструмента с 500 до 1200 штук — экономия в 1750 долларов США для партии из 10 000 штук по цене 150 долларов США за инструмент.
Проектирование для автоматизации: упрощенный зажим и позиционирование
Разработка унифицированных ссылок на позиционирование и легко понимаемой геометрии для роботов, позволяющих автоматизировать производственные линии.
Например, создание двух стандартных позиционирующих отверстий для детали позволяет быстро позиционировать и зажимать робота. Благодаря этому время зажима может быть сокращено с 3 минут до 30 секунд . Плоская поверхность захвата предотвращает проскальзывание и повышает устойчивость.
Статистический анализ допусков: обеспечение взаимозаменяемости в условиях вариаций
Используйте статистические методы для анализа цепочек допусков, соответствующим образом ослабляя допуски с целью обеспечения функциональности сборки для повышения производительности и эффективности производства.
Например, партия деталей, первоначальный допуск которых составлял ±0,01 мм с выходом 85%, можно было уменьшить до ±0,015 мм, достигнув выхода 99%, что снижает затраты на брак.
Как спроектировать продукт для производства: типичные ошибки, которых следует избегать
Знание подводных камней – лучший способ их избежать. В процессе «Как спроектировать продукт для производства» многие клиенты увеличивают затраты или вызывают сбои в обработке, пренебрегая деталями. Ниже мы перечислим типичные ошибки.
Чрезмерное проектирование: когда «совершенство» становится врагом затрат
Несопрягаемые поверхности маркируем зеркальной шероховатостью и указываем микронные допуски на некритичные размеры.
Например, клиент отметил шероховатость поверхности Ra0,4 мкм на несопрягаемой нижней поверхности, и ему пришлось добавить процесс шлифования, что повлекло за собой дополнительные 30 долларов США. Допуск маркировки ±0,005 мм потребовал дополнительного часа обработки и дополнительных 80 долларов США.
Игнорирование ориентации заготовки: приводит к ненужной 5-осевой обработке
Классический пример: требуется оригинальный наклон детали заказчиком 5-осевая обработка (150 долларов США за штуку), мы рекомендовали переориентацию на 3-осевую обработку по цене 80 долларов США за штуку, что позволяет сэкономить 70 долларов США за штуку и значительно снизить общие затраты.
«Чертежи правильные, производство неправильное» – пропуски в маркировке
Важно четко указывать такую информацию , как углы уклона, критические размеры и направление текстуры. Например, на пластиковых деталях для клиента не были обозначены углы уклона, в результате чего 100 деталей были списаны с потерей 2000 долларов США, дополнительное время и затраты были потрачены впустую, поскольку маркировка направления текстуры также отсутствовала и требовала повторной обработки.
Хотите избежать распространенных ловушек затрат при проектировании? Запросите контрольный список ошибок JS Precision «Как спроектировать продукт для производства», чтобы проверить свой проект и сократить ненужные затраты на обработку.
Натянутый канат: как определить допуски при изготовлении деталей на заказ?
В производстве деталей по индивидуальному заказу допуски являются основой, которая балансирует производительность и стоимость. Чрезмерно жесткие допуски повышают стоимость, а чрезмерно жесткие допуски ухудшают функциональность. Ниже мы научим вас правильно задавать допуски.
Стратегия функциональной толерантности: критические и некритические
Маркируйте критически важные элементы, такие как интерфейсы сборки и области кинематического сопряжения, с более жесткими допусками, применяя при этом более экономичные и более мягкие допуски для нефункциональных областей. Например, маркируйте сопрягаемые отверстия с допуском ±0,01 мм, а боковые маркировки — с точностью ±0,1 мм, чтобы сбалансировать функциональность и стоимость.
Понимание возможностей процесса: какого уровня может достичь ваш поставщик?
JS Precision имеет возможности стандартных допусков для различных процессов, таких как Фрезерование с ЧПУ и поворачиваясь, помогая клиентам ставить сложные и реалистичные цели. Ниже приведены наши ссылки на общие возможности допуска процесса:
| Процесс обработки | Стандартный допуск (мм) | Применимый тип детали |
| Фрезерование с ЧПУ | ±0,01-±0,10 | Кронштейны, корпуса и т. д. |
| Токарная обработка с ЧПУ | ±0,005-±0,05 | Валы, диски |
| Поверхностное шлифование | ±0,001-±0,005 | Высокоточные сопрягаемые поверхности |
Эффективное применение геометрических допусков
Геометрические допуски, такие как позиционные и профильные допуски, используются для более эффективного контроля функциональности детали, и это зачастую более экономично и точно, чем указание нескольких линейных допусков.
Например, значение φ0,02 мм, указанное для допуска положения отверстия, является более точным, чем указание линейных допусков X/Y, а также его легче измерить, чтобы сократить время проверки.
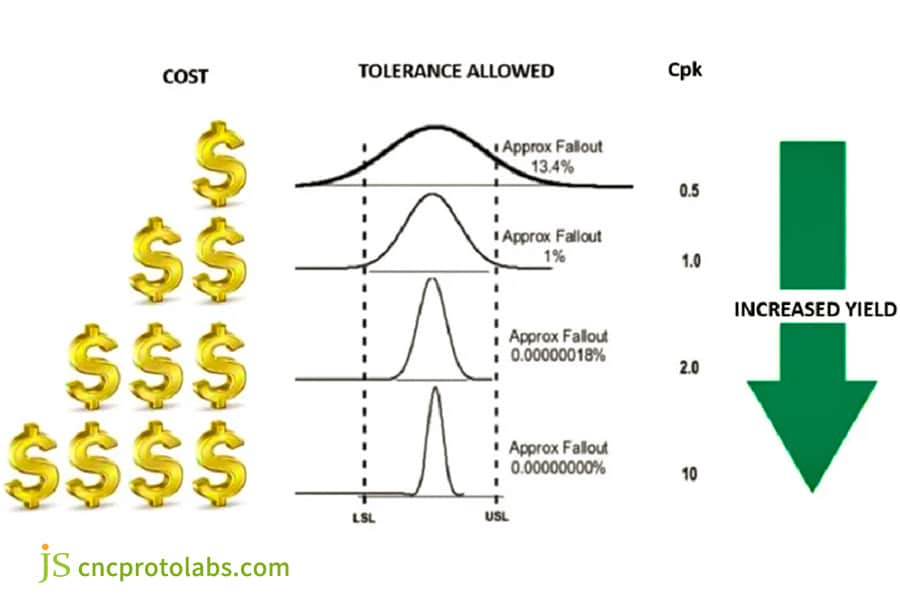
Рисунок 3: Диаграмма показывает падение доходности и рост затрат по мере увеличения допуска.
Смена парадигмы: как дизайн для аддитивного производства переписывает правила?
Проектирование аддитивного производства представляет собой настоящий сдвиг парадигмы: от «производственных ограничений» к «функциональному освобождению». Проектирование для аддитивного производства устраняет геометрические ограничения традиционной обработки с ЧПУ, позволяя создавать более сложные конструкции.
От субтрактивного к аддитивному: обретение геометрической свободы
DFAM позволяет создавать конструкции, которые невозможно или очень дорого реализовать с помощью традиционных услуг обработки с ЧПУ, включая полые решетки, сложные внутренние каналы потока и интегрированные конструкции.
Например, традиционные станки с ЧПУ не могут создавать сложные внутренние каналы потока, в то время как аддитивное производство может обеспечить такие характеристики со снижением веса более чем на 30%, а полые решетчатые конструкции экономят 40% материала.
Структуры поддержки: уникальные особенности проектирования в DFAM
Опорные конструкции можно свести к минимуму на этапе проектирования или, альтернативно, спроектировать на некритических поверхностях, что сокращает время и количество отходов постобработки. Например, если наклон проектной поверхности составляет ≥45°, уменьшите количество опор; если опоры необходимы, разместите их на несопрягающихся поверхностях, чтобы избежать повреждения критически важных поверхностей.
Конвергентное производство: когда DFM встречается с DFAM
Передовая тенденция: разработка высокоточных интерфейсов для обработки на станках с ЧПУ и сложных легких корпусов для 3D-печать для продукта. Например, 3D-печать аэрокосмического корпуса снижает вес, а точная обработка интерфейса на станке с ЧПУ обеспечивает точность при затратах на 25 % ниже, чем чистая обработка на станке с ЧПУ.
Хотите ощутить вкус дизайна аддитивного производства и раскрыть свой дизайнерский потенциал? Позвоните на горячую линию JS Precision сегодня, и наша команда сможет помочь вам спроектировать такие конструкции, как полые решетчатые конструкции, и совместить их с обработкой на станке с ЧПУ для достижения оптимальной эффективности.
Практический пример: снижение затрат на 42 % — массовое производство кронштейнов для аэрокосмической отрасли с помощью DFM
Начальные задачи проектирования
Ан алюминиевый сплав аэрокосмического класса монтажный кронштейн, изначально разработанный для очень
В «надежном» проекте использовалась прочная блочная конструкция, что привело к значительным потерям материала. Более того, он включал 8 типов нестандартных отверстий и 14 слишком жестких допусков (например, ±0,005 мм), что удлиняло время обработки до 4,5 часов.
При такой высокой стоимости, до 200 долларов за штуку, он не может удовлетворить потребности массового производства при обработке больших объемов станков с ЧПУ. Бюджет заказчика в 1000 штук в месяц просто не сможет покрыть затраты.
Углубленный анализ DFM от JS Precision:
1. Оптимизация и облегчение топологии. С помощью программного обеспечения CAE при моделировании нагрузки на опорную конструкцию были выделены три области с низким уровнем напряжения. Лишний материал был смело удален, и деталь превратилась из цельного блока в высокоэффективную ребристую конструкцию, сохранив при этом прочность, соответствующую требованиям аэрокосмической отрасли.
2. Стандартизация характеристик. Восемь нестандартных отверстий были стандартизированы до трех стандартных размеров: φ5 мм, φ8 мм и φ10 мм. Такой шаг уменьшает необходимость замены инструмента и сложность обработки. Аналогичным образом, пять различных радиусов внутренних углов детали были стандартизированы до 0,2 мм, чтобы соответствовать стандартным режущим инструментам.
3. Рационализация допусков: были рассмотрены 14 жестких допусков в соответствии с возможностями изготовление деталей на заказ 9 из них были ослаблены с ±0,005 мм до ±0,02 мм. Испытания показали, что смягченные допуски не повлияли на сборку и функциональность деталей.
Окончательные успешные результаты
Оптимизированные детали стали на 35% легче (500 г → 325 г), что позволило сэкономить 20 долларов США на затратах на материал за штуку, время обработки сократилось до 2,2 часа, сэкономив 26,4 долларов США на трудозатратах, общая стоимость снизилась с 200 долларов США до 116 долларов США, сокращение на 42% , и прошло испытания на аэрокосмическую прочность. Для клиента, производящего 1000 штук в месяц, это привело к экономии 84 000 долларов США.

Рисунок 4. Алюминиевый кронштейн прецизионной обработки на станке с ЧПУ для аэрокосмической промышленности.
Часто задаваемые вопросы
Вопрос 1: На каком этапе процесса проектирования следует запускать DFM?
Чем раньше, тем лучше. В идеале DFM-мышление следует внедрять на этапе концептуального проектирования продукта, поскольку тогда затраты на изменение конструкции будут минимальными, что позволяет избежать проблем на последующих этапах обработки с ЧПУ. Это основано на опыте JS Precision.
В2: Является ли анализ DFM бесплатным?
Да, мы предоставляем профессиональные бесплатные отчеты по анализу DFM для всех потенциальных проектов по индивидуальной механической обработке. Это наша стандартная услуга по предоставлению конкретных предложений по улучшению.
Вопрос 3. Каковы наиболее распространенные предложения DFM?
Увеличение радиусов внутренних углов до стандартных размеров инструмента, стандартизация размеров отверстий, избежание чрезмерно глубоких полостей и ослабление некритических допусков. Эти предложения могут решить 80% проблем технологичности и очень практичны.
Вопрос 4. Уменьшает ли DFM сроки изготовления нестандартных деталей?
Существенно . Поскольку DFM устраняет производственные проблемы и оптимизирует технологические процессы, время программирования и обработки может быть напрямую сокращено. Мы помогли клиентам сократить время выполнения заказов на 30%.
Q5: Сложные детали с несколькими процессами (например, механическая обработка + 3D-печать ), как тебе DFM?
Наши инженеры знакомы с несколькими процессами и могут оценить плюсы и минусы различных производственных стратегий, чтобы предложить вам лучшее. гибридное производственное решение DFM , принимая во внимание как эффективность, так и стоимость.
В6: Можете ли вы предоставить анализ DFM для всей нашей сборки?
Да, мы предоставляем анализ DFM на уровне компонентов , чтобы оптимизировать взаимодействие между деталями и упростить общий процесс сборки, чтобы помочь вам сократить время сборки и трудозатраты.
Вопрос 7: Как DFM помогает снизить стоимость крупносерийной обработки с ЧПУ?
Преимущества оптимизированной конструкции усиливаются при массовом производстве. Благодаря более короткому времени цикла и более длительному сроку службы инструмента требуется меньше изменений, что позволяет сэкономить много денег при массовом производстве.
Вопрос 8: Как мне узнать, эффективны ли предложенные вами изменения DFM?
Мы оценим экономию затрат и сокращение времени цикла для каждого изменения в отчете DFM, используя тематические исследования, такие как сокращение затрат на 42% в аэрокосмические кронштейны .
Краткое содержание
Проектирование для производства — это не сложная теория, а практический инструмент, проверенный JS Precision во многих проектах обработки на станках с ЧПУ. Знание этого означает, что вы сможете не только получить правильный проект с первого раза, но и оптимизировать затраты, эффективность и качество, чтобы каждая изготовленная на заказ деталь была функциональной и экономичной, и именно это и является ценностью, которую призвано обеспечить это руководство.
Хотите глубже углубиться в темы, связанные с производственным дизайном? Мы рекомендуем вам следующий выбранный контент:
Практическое руководство по контролю толерантности
Комплексное руководство по 5-осевой обработке с ЧПУ
Пример использования 3D-печати и гибридного производства с ЧПУ
Выбирать JS Точность и сделайте каждый шаг процесса проектирования — от чертежа до продукта — точным и контролируемым.
Отправьте нам свой дизайнерский вызов сегодня! Просто посетите веб-сайт JS Precision и загрузите свои файлы САПР . В течение 24 часов вы получите подробный и бесплатный аналитический отчет DFM, в котором будут четко изложены предложения по оптимизации, а также их влияние на предполагаемую экономию средств и время доставки. Давайте начнем с первого шага и вместе создадим фантастические продукты.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
JS Точность Команда
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

